Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- 27 Perro Border Collie Quentin TrollipDocumento7 pagine27 Perro Border Collie Quentin TrollipJuan Carlos CocaNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- 55773220Documento11 pagine55773220Monica Fer100% (5)
- SET 5 Christmas GnomesDocumento47 pagineSET 5 Christmas GnomesAnis Paskalia96% (24)
- Some Thinks Design Hanging DecorspringDocumento23 pagineSome Thinks Design Hanging DecorspringTiduj Rácsib100% (1)
- Cerberus Plush Embroidery InstructionsDocumento6 pagineCerberus Plush Embroidery InstructionsRaisa OliveiraNessuna valutazione finora
- BD Guide To Making Jewelry PDFDocumento27 pagineBD Guide To Making Jewelry PDFErick John ElominaNessuna valutazione finora
- Chamfer PlaneDocumento3 pagineChamfer PlaneFred171717100% (1)
- Calypso Harry PotterDocumento38 pagineCalypso Harry PotterffNessuna valutazione finora
- Crochet Today 2007-07 Text PDFDocumento86 pagineCrochet Today 2007-07 Text PDFElena Artec YT Channel100% (3)
- Designed by Tammy HildebrandDocumento5 pagineDesigned by Tammy HildebrandMariana Marian100% (1)
- Knitted Amigurumi Edibles - Hansi SinghDocumento35 pagineKnitted Amigurumi Edibles - Hansi Singhsantorini1927100% (1)
- Alinet Toys - ElephantDocumento16 pagineAlinet Toys - ElephantBlanca Moreira100% (5)
- What Is Axle CounterDocumento23 pagineWhat Is Axle CounterPrabhat SharmaNessuna valutazione finora
- Microgrid ReportDocumento22 pagineMicrogrid ReportPrabhat Sharma100% (1)
- Employee Motivation FinalDocumento76 pagineEmployee Motivation FinalPrabhat SharmaNessuna valutazione finora
- Accountability Tabassum ParveenDocumento10 pagineAccountability Tabassum ParveenPrabhat SharmaNessuna valutazione finora
- Marketing Strategy of Surf Excel: M.J.P.R. University, BareillyDocumento5 pagineMarketing Strategy of Surf Excel: M.J.P.R. University, BareillyPrabhat SharmaNessuna valutazione finora
- Training and Devlopment Voltas Ltd. Final PrintDocumento81 pagineTraining and Devlopment Voltas Ltd. Final PrintPrabhat SharmaNessuna valutazione finora
- Kajal 1Documento60 pagineKajal 1Prabhat SharmaNessuna valutazione finora
- Polytechnic Project Report Front Paper FormatDocumento7 paginePolytechnic Project Report Front Paper FormatPrabhat Sharma50% (2)
- "Business Studies": A Project File OnDocumento2 pagine"Business Studies": A Project File OnPrabhat SharmaNessuna valutazione finora
- Name: Address: Contact No: E-Mail Id: Age of The CustomerDocumento4 pagineName: Address: Contact No: E-Mail Id: Age of The CustomerPrabhat SharmaNessuna valutazione finora
- To Whom So Ever It May Concern: Amul Pvt. LTDDocumento1 paginaTo Whom So Ever It May Concern: Amul Pvt. LTDPrabhat SharmaNessuna valutazione finora
- Curriculam Piyush VermaDocumento2 pagineCurriculam Piyush VermaPrabhat SharmaNessuna valutazione finora
- Solar Power RefrigeratorDocumento4 pagineSolar Power RefrigeratorPrabhat SharmaNessuna valutazione finora
- HcciDocumento19 pagineHcciPrabhat SharmaNessuna valutazione finora
- BiodiselDocumento14 pagineBiodiselPrabhat SharmaNessuna valutazione finora
- Floating Solar Chimney Technology: Christos D. PapageorgiouDocumento21 pagineFloating Solar Chimney Technology: Christos D. PapageorgiouPrabhat SharmaNessuna valutazione finora
- Wankel (Rotary) Engines: Presented by Abhishek Chauhan ME BranchDocumento8 pagineWankel (Rotary) Engines: Presented by Abhishek Chauhan ME BranchPrabhat SharmaNessuna valutazione finora
- CVCCDocumento27 pagineCVCCPrabhat SharmaNessuna valutazione finora
- Jobs Portal Doc - (WWW - Students3k.com)Documento134 pagineJobs Portal Doc - (WWW - Students3k.com)Prabhat SharmaNessuna valutazione finora
- "Green Engine": A Seminar Report OnDocumento3 pagine"Green Engine": A Seminar Report OnPrabhat SharmaNessuna valutazione finora
- New Shashank ResDocumento3 pagineNew Shashank ResPrabhat SharmaNessuna valutazione finora
- Abi ShakDocumento1 paginaAbi ShakPrabhat SharmaNessuna valutazione finora
- Akash Plaza Civil Line, Bijnor: For E-Zone Cyber Cafe Prabhat SharmaDocumento1 paginaAkash Plaza Civil Line, Bijnor: For E-Zone Cyber Cafe Prabhat SharmaPrabhat SharmaNessuna valutazione finora
- Purchase Order: Note: Please Prepare Seperate Invoices For Separate P.O. Otherwise Invoices Will Not Be EntertainedDocumento4 paginePurchase Order: Note: Please Prepare Seperate Invoices For Separate P.O. Otherwise Invoices Will Not Be EntertainedPrabhat SharmaNessuna valutazione finora
- CNC Programming Part 2Documento64 pagineCNC Programming Part 2HungTranNessuna valutazione finora
- Vogue Company ProfileDocumento8 pagineVogue Company ProfileMkh NilantoNessuna valutazione finora
- FiligraniDocumento11 pagineFiligraniLazeFilipovNessuna valutazione finora
- Module 1 Week 2-3, SMAW 10Documento14 pagineModule 1 Week 2-3, SMAW 10Daryl TesoroNessuna valutazione finora
- Laurence DemaisonDocumento1 paginaLaurence Demaisonapi-563918643Nessuna valutazione finora
- M&fe 2 Format Edit TypeDocumento67 pagineM&fe 2 Format Edit TypeVinayak Govind Chary RudravelliNessuna valutazione finora
- K-Faktor-Berechnung: (Nach DIN 6935)Documento4 pagineK-Faktor-Berechnung: (Nach DIN 6935)Laws HackerNessuna valutazione finora
- Olya - Radost - Baby - Bear - Eng Dukke Bamse SødDocumento34 pagineOlya - Radost - Baby - Bear - Eng Dukke Bamse SødnettegregersenNessuna valutazione finora
- Office of The Municipal Engineer: Municipality of Governor GenerosoDocumento2 pagineOffice of The Municipal Engineer: Municipality of Governor GenerosoMEO GGDONessuna valutazione finora
- Little ElephantDocumento12 pagineLittle ElephantApoorva GowdaNessuna valutazione finora
- HT LayoutDocumento6 pagineHT LayoutargmsfNessuna valutazione finora
- Tute 2 2021 - R - U3 - Part - VI - CompressedDocumento27 pagineTute 2 2021 - R - U3 - Part - VI - CompressedSanvidu RathnayakeNessuna valutazione finora
- Lathe Machine: SpecificationsDocumento28 pagineLathe Machine: SpecificationsTanish VermaNessuna valutazione finora
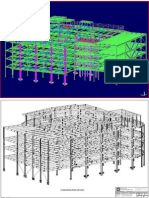
- Commercial Building Tekla Sample2Documento10 pagineCommercial Building Tekla Sample2sanjibkrjanaNessuna valutazione finora
- Unit 4 Drilling MachinesDocumento91 pagineUnit 4 Drilling MachinesMALINessuna valutazione finora
- Books:: Machining Technology & MetrologyDocumento8 pagineBooks:: Machining Technology & MetrologyaritraNessuna valutazione finora
- Phenolic BoardDocumento3 paginePhenolic Boarder280652Nessuna valutazione finora
- Fast Easy DK HatDocumento4 pagineFast Easy DK HatAdina LamasanuNessuna valutazione finora