Potrebbero piacerti anche
- Enzymes in BrewingDocumento8 pagineEnzymes in BrewingAlexandru TarțianNessuna valutazione finora
- Enzymes in Brewing - Biokemisk ForeningDocumento9 pagineEnzymes in Brewing - Biokemisk ForeninggutaviedNessuna valutazione finora
- The Main Fermentation in the Beer Brewing Process - Selected QuestionsDa EverandThe Main Fermentation in the Beer Brewing Process - Selected QuestionsValutazione: 5 su 5 stelle5/5 (1)
- Questions on the Brewhouse in the Beer Brewing ProcessDa EverandQuestions on the Brewhouse in the Beer Brewing ProcessNessuna valutazione finora
- Brewing with Malt Extract: Fermentability, Hops, Water and Yeast RehydrationDocumento4 pagineBrewing with Malt Extract: Fermentability, Hops, Water and Yeast RehydrationAsh88640% (1)
- Chapter 3 Brewing ProcessDocumento16 pagineChapter 3 Brewing ProcessmaniiiiiiiiNessuna valutazione finora
- A Reassessmment of Sorghum For Lager Beer BrewingDocumento9 pagineA Reassessmment of Sorghum For Lager Beer BrewingLaura RondánNessuna valutazione finora
- Beer Spoilage Bacteria and Hop Resistance PDFDocumento20 pagineBeer Spoilage Bacteria and Hop Resistance PDFkelamahimNessuna valutazione finora
- Review Beer AgeingDocumento25 pagineReview Beer AgeingTimothy WestNessuna valutazione finora
- Parkin, Shellhammer - 2017 - Toward Understanding The Bitterness of Dry-Hopped BeerDocumento6 pagineParkin, Shellhammer - 2017 - Toward Understanding The Bitterness of Dry-Hopped BeerPablo Perez DonosoNessuna valutazione finora
- Saccharomyces Yeasts Contribute On Innovative Brewing Fermentations - Innovacion en CervezasDocumento9 pagineSaccharomyces Yeasts Contribute On Innovative Brewing Fermentations - Innovacion en CervezasemannuellyNessuna valutazione finora
- Beer and BrewingDocumento73 pagineBeer and BrewingodairnettoNessuna valutazione finora
- Brettanomyces Bruxellensis, EssentialDocumento12 pagineBrettanomyces Bruxellensis, EssentialGabriela ChapchapNessuna valutazione finora
- The Raise of Brettanomyces Yeast Species For Beer ProductionDocumento6 pagineThe Raise of Brettanomyces Yeast Species For Beer ProductionJuan Antonio DiazNessuna valutazione finora
- Sour BeersDocumento3 pagineSour Beersmauricio0327Nessuna valutazione finora
- Enzymes in BrewingDocumento9 pagineEnzymes in BrewingAdriana Fu Vivian100% (1)
- First Wort Hopping SummaryDocumento5 pagineFirst Wort Hopping SummaryRodrigo Jacy Monteiro MartinsNessuna valutazione finora
- Beer Fermentation Monitoring of Process Parameters by FTNIR and Multivariate Data AnalysisDocumento8 pagineBeer Fermentation Monitoring of Process Parameters by FTNIR and Multivariate Data AnalysisGuilherme BernardiNessuna valutazione finora
- Beer Aging Wiley Ibd ChemistryDocumento25 pagineBeer Aging Wiley Ibd Chemistryfakeyfake-2Nessuna valutazione finora
- Sustainable Brewing Concept Desalination ChemicalsDocumento5 pagineSustainable Brewing Concept Desalination ChemicalsAndalusia Martha Novaline SiboroNessuna valutazione finora
- Cocoa Pulp by MCBDocumento2 pagineCocoa Pulp by MCBvkumaranNessuna valutazione finora
- BEER HOP EXTRACTION WITH SUPERCRITICAL CO2Documento4 pagineBEER HOP EXTRACTION WITH SUPERCRITICAL CO2MaxPostvanderBurgNessuna valutazione finora
- Fundamentals of Beer and Hop ChemistryDocumento12 pagineFundamentals of Beer and Hop ChemistryRbn SanchoNessuna valutazione finora
- Chemical Composition in Barley Grains and Malt Quality: July 2010Documento37 pagineChemical Composition in Barley Grains and Malt Quality: July 2010Roberta AguiarNessuna valutazione finora
- Lindhorst T. K. Essentials of Carbohydrate Chemistry and BiochemistryDocumento27 pagineLindhorst T. K. Essentials of Carbohydrate Chemistry and BiochemistryhoabkNessuna valutazione finora
- Alternatives To Malt BrewingDocumento9 pagineAlternatives To Malt BrewingPrincy AgnihotriNessuna valutazione finora
- HPP and BeerDocumento12 pagineHPP and BeerrafaelNessuna valutazione finora
- Roast MarApr08 ScienceofBrowningDocumento5 pagineRoast MarApr08 ScienceofBrowningmadbakingNessuna valutazione finora
- Enemies of BeerDocumento24 pagineEnemies of Beerpana0048100% (1)
- Brewing ScienceDocumento36 pagineBrewing ScienceVohinh NgoNessuna valutazione finora
- Barley For Brewing - Characteristic Changes During Malting BrewinDocumento13 pagineBarley For Brewing - Characteristic Changes During Malting BrewinMariana EsquivelNessuna valutazione finora
- Ancient Beer History: Origins Dating Back 7,000 YearsDocumento8 pagineAncient Beer History: Origins Dating Back 7,000 YearsFarhaan MohammedNessuna valutazione finora
- Optical Pickup Specifications for DVD-ROM Drive Model HOP-1200WDocumento27 pagineOptical Pickup Specifications for DVD-ROM Drive Model HOP-1200WPaul Neufeld100% (1)
- Chemistry of Beer AgingDocumento25 pagineChemistry of Beer AgingAntonio Imperi100% (1)
- REVIVAL OF DRY HOPPING TECHNIQUESDocumento3 pagineREVIVAL OF DRY HOPPING TECHNIQUESAlison AbreuNessuna valutazione finora
- Beijing Tourist MapDocumento1 paginaBeijing Tourist MapJaime FernándezNessuna valutazione finora
- Topped With Hops Double IPADocumento2 pagineTopped With Hops Double IPABautista John DexterNessuna valutazione finora
- Sour PresentationDocumento20 pagineSour PresentationPipo PescadorNessuna valutazione finora
- GMP For BrewingDocumento2 pagineGMP For BrewingNikka LopezNessuna valutazione finora
- Turbidity of BeerDocumento39 pagineTurbidity of BeerManuel PlataNessuna valutazione finora
- NR 23 Strictly Anaerobic Beer Spoilage Bacteria With Special Emphasis On New and Emerging Species Riikka JuvonenDocumento37 pagineNR 23 Strictly Anaerobic Beer Spoilage Bacteria With Special Emphasis On New and Emerging Species Riikka JuvonenIvana NikolicNessuna valutazione finora
- BeerDocumento21 pagineBeermichol20140% (1)
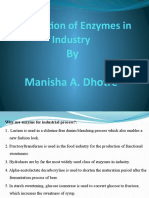
- Application of Enzymes in Industry: by Manisha A. DhotreDocumento16 pagineApplication of Enzymes in Industry: by Manisha A. DhotreBio ChimieNessuna valutazione finora
- Quantification of Selected Volatile Constituents and Anions in Mexican Agave Spirits (Tequila, Mezcal, Sotol, Bacanora)Documento5 pagineQuantification of Selected Volatile Constituents and Anions in Mexican Agave Spirits (Tequila, Mezcal, Sotol, Bacanora)René MartínezNessuna valutazione finora
- Best Practices Guide: QualityDocumento24 pagineBest Practices Guide: QualityDavid HernandezNessuna valutazione finora
- Amelie Deglaire - Food Structure - BioavailabilityDocumento108 pagineAmelie Deglaire - Food Structure - BioavailabilityvibesjayNessuna valutazione finora
- Hops 2013Documento30 pagineHops 2013odairnettoNessuna valutazione finora
- Arduino Controlled BrewingDocumento5 pagineArduino Controlled BrewingJuliana ChavesNessuna valutazione finora
- TouristGuide BeijingDocumento18 pagineTouristGuide BeijingLuoYunNessuna valutazione finora
- Lautering Back To BasicsDocumento3 pagineLautering Back To BasicsVohinh NgoNessuna valutazione finora
- Malting Process PDFDocumento9 pagineMalting Process PDFRay TaipeNessuna valutazione finora
- US Beer Market - Group 2 FinalDocumento11 pagineUS Beer Market - Group 2 FinalFrancisco Trigueiros100% (1)
- Pump Types GuideDocumento26 paginePump Types Guidemsraja77100% (1)
- Forty Years of Brewing ResearchDocumento27 pagineForty Years of Brewing ResearchAngélica Durán MuñozNessuna valutazione finora
- Malt & The Malting Process: Kelly J. Kuehl - National Sales Director The Country Malt GroupDocumento33 pagineMalt & The Malting Process: Kelly J. Kuehl - National Sales Director The Country Malt GroupOleg Burlac100% (1)
- Brewing Cleaning and SanitationDocumento1 paginaBrewing Cleaning and SanitationJo SagaralNessuna valutazione finora
- Beer Brewing ProcessDocumento4 pagineBeer Brewing ProcessprodebmicrooNessuna valutazione finora
- Good Education in An Age of Measurement On The Nee PDFDocumento15 pagineGood Education in An Age of Measurement On The Nee PDFgelasrdin maldonadoNessuna valutazione finora
- Msds wd482671453Documento4 pagineMsds wd482671453Mani SainiNessuna valutazione finora
- (S) - (+) - Camptothecin MSDS: Section 1: Chemical Product and Company IdentificationDocumento5 pagine(S) - (+) - Camptothecin MSDS: Section 1: Chemical Product and Company IdentificationPulbere Neagra100% (1)
- 1,2-Benzodihydropyrone MSDS: Section 1: Chemical Product and Company IdentificationDocumento5 pagine1,2-Benzodihydropyrone MSDS: Section 1: Chemical Product and Company IdentificationPulbere NeagraNessuna valutazione finora
- Catechin MSDSDocumento5 pagineCatechin MSDSPulbere NeagraNessuna valutazione finora
- Camphorsulfonic Acid MSDSDocumento6 pagineCamphorsulfonic Acid MSDSPulbere NeagraNessuna valutazione finora
- (4-Chlorophenylthio) Acetic Acid MSDS: Section 1: Chemical Product and Company IdentificationDocumento5 pagine(4-Chlorophenylthio) Acetic Acid MSDS: Section 1: Chemical Product and Company IdentificationPulbere NeagraNessuna valutazione finora
- 7655Documento5 pagine7655Pulbere NeagraNessuna valutazione finora
- Msds Sulphuric Acid PDFDocumento7 pagineMsds Sulphuric Acid PDFVeiliLookNessuna valutazione finora
- Material Safety Data Sheet: (RS) - 4-Bromo-Homo-Ibotenic Acid MSDSDocumento5 pagineMaterial Safety Data Sheet: (RS) - 4-Bromo-Homo-Ibotenic Acid MSDSPulbere NeagraNessuna valutazione finora
- 1223Documento5 pagine1223Pulbere NeagraNessuna valutazione finora
- Abscisic acid MSDSDocumento5 pagineAbscisic acid MSDSPulbere NeagraNessuna valutazione finora
- Material Safety Data Sheet: (Triethylsilyl) Acetylene MSDSDocumento5 pagineMaterial Safety Data Sheet: (Triethylsilyl) Acetylene MSDSPulbere NeagraNessuna valutazione finora
- (S) - (-) - 2-Amino-4-Pentenoic Acid, 98% MSDS: Section 1: Chemical Product and Company IdentificationDocumento6 pagine(S) - (-) - 2-Amino-4-Pentenoic Acid, 98% MSDS: Section 1: Chemical Product and Company IdentificationPulbere NeagraNessuna valutazione finora
- (D) (+) - Galactose MSDS: Section 1: Chemical Product and Company IdentificationDocumento5 pagine(D) (+) - Galactose MSDS: Section 1: Chemical Product and Company IdentificationPulbere NeagraNessuna valutazione finora
- +/-Limonene MSDS: Section 1: Chemical Product and Company IdentificationDocumento5 pagine+/-Limonene MSDS: Section 1: Chemical Product and Company IdentificationPulbere NeagraNessuna valutazione finora
- 666Documento5 pagine666Pulbere NeagraNessuna valutazione finora
- Ferro FluidDocumento2 pagineFerro FluidPulbere NeagraNessuna valutazione finora
- Usnic Acid MSDSDocumento5 pagineUsnic Acid MSDSPulbere NeagraNessuna valutazione finora
- Ferric Ammonium CitrateDocumento2 pagineFerric Ammonium CitratePulbere NeagraNessuna valutazione finora
- FerrousAmmoniumSulfateSol PDFDocumento2 pagineFerrousAmmoniumSulfateSol PDFPulbere NeagraNessuna valutazione finora
- Safety Data Sheet (SDS) Linn Cientific NC: Fertilizer SolutionDocumento2 pagineSafety Data Sheet (SDS) Linn Cientific NC: Fertilizer SolutionPulbere NeagraNessuna valutazione finora
- Catechin MSDSDocumento5 pagineCatechin MSDSPulbere NeagraNessuna valutazione finora
- Ferro in Indicator SolDocumento2 pagineFerro in Indicator SolPulbere NeagraNessuna valutazione finora
- Fast Green FCFSolDocumento2 pagineFast Green FCFSolPulbere NeagraNessuna valutazione finora
- Ethyl Methyl Phenyl Glyc I DateDocumento2 pagineEthyl Methyl Phenyl Glyc I DatePulbere NeagraNessuna valutazione finora
- Faa SolutionDocumento2 pagineFaa SolutionPulbere NeagraNessuna valutazione finora
- Ethylene GlycolDocumento2 pagineEthylene GlycolPulbere NeagraNessuna valutazione finora
- Ethyl AlcoholDocumento2 pagineEthyl AlcoholPulbere NeagraNessuna valutazione finora
- Ethylene Di ChlorideDocumento2 pagineEthylene Di ChloridePulbere NeagraNessuna valutazione finora
- Ethyl AcetateDocumento2 pagineEthyl AcetatePulbere NeagraNessuna valutazione finora
- In-Vitro Anti-Lipase and Antioxidant Activity of Polyherbal AyurvedicDocumento9 pagineIn-Vitro Anti-Lipase and Antioxidant Activity of Polyherbal AyurvedicErvi DyahNessuna valutazione finora
- GP Series Portable Generator: Owner's ManualDocumento48 pagineGP Series Portable Generator: Owner's ManualWilliam Medina CondorNessuna valutazione finora
- Examiner's report on F6 Taxation (UK) December 2010 paperDocumento3 pagineExaminer's report on F6 Taxation (UK) December 2010 paperyorcpl200Nessuna valutazione finora
- Self-Adhesive Resin Cements Ph-Neutralization, HydrophilicityDocumento7 pagineSelf-Adhesive Resin Cements Ph-Neutralization, HydrophilicityCarolina Rodríguez RamírezNessuna valutazione finora
- Role of Perioperative NurseDocumento30 pagineRole of Perioperative Nursealiyemany23Nessuna valutazione finora
- Physical Science Summative Exam. First QuarterDocumento5 paginePhysical Science Summative Exam. First QuarterIsagani WagisNessuna valutazione finora
- Assignment of PsychologyDocumento28 pagineAssignment of PsychologyMuhammad Hamza AshfaqNessuna valutazione finora
- Curtain WallDocumento11 pagineCurtain WallZameer AhmedNessuna valutazione finora
- Persuasive Speech On Behalf of Inspector GooleDocumento4 paginePersuasive Speech On Behalf of Inspector GooleSahanaNessuna valutazione finora
- Read The Following Text. A Day in The Life of Paula Radcliffe - Marathon RunnerDocumento2 pagineRead The Following Text. A Day in The Life of Paula Radcliffe - Marathon RunnerAldo JimenezNessuna valutazione finora
- Personal and Group Trainer Juan Carlos GonzalezDocumento2 paginePersonal and Group Trainer Juan Carlos GonzalezDidier G PeñuelaNessuna valutazione finora
- Fermenting For Health - Pip MagazineDocumento2 pagineFermenting For Health - Pip MagazinePip MagazineNessuna valutazione finora
- NTFPP-Module 3 Microwave Processing of Foods - AjitKSinghDocumento12 pagineNTFPP-Module 3 Microwave Processing of Foods - AjitKSinghKeshav RajputNessuna valutazione finora
- Product Bulletin - Menopause Balance Complex Cooling LotionDocumento2 pagineProduct Bulletin - Menopause Balance Complex Cooling Lotionshaklee480Nessuna valutazione finora
- TLC Analysis of Siling Labuyo Extract ComponentsDocumento3 pagineTLC Analysis of Siling Labuyo Extract ComponentsJan Eric Balete0% (1)
- Chapter 3 NotesDocumento10 pagineChapter 3 Notesmjamie12345Nessuna valutazione finora
- Worksheet - Solubility - Water As A SolventDocumento2 pagineWorksheet - Solubility - Water As A Solventben4657Nessuna valutazione finora
- Full Text 01Documento72 pagineFull Text 01aghosh704Nessuna valutazione finora
- HRLM - Catalogue # Ex Apparatus - AC-Z Series Explosion Proof Plug and ReceptaclesDocumento2 pagineHRLM - Catalogue # Ex Apparatus - AC-Z Series Explosion Proof Plug and Receptaclesa wsNessuna valutazione finora
- Hybridization Review WorksheetDocumento6 pagineHybridization Review WorksheetRejed VillanuevaNessuna valutazione finora
- Prof Educ 2: Foundation of Special and Inclusive EducationDocumento12 pagineProf Educ 2: Foundation of Special and Inclusive EducationNerissa Custosa BastoNessuna valutazione finora
- Amnesia With Focus On Post Traumatic AmnesiaDocumento27 pagineAmnesia With Focus On Post Traumatic AmnesiaWilliam ClemmonsNessuna valutazione finora
- EIM GRADE 9 10 Q4 Module 1b - National Electrical Code NEC Provisions in Installing Wiring Devices - GFCI. - FinalDocumento23 pagineEIM GRADE 9 10 Q4 Module 1b - National Electrical Code NEC Provisions in Installing Wiring Devices - GFCI. - FinalTitser Ramca100% (3)
- Penyakit Palpebra Dan AdneksaDocumento39 paginePenyakit Palpebra Dan AdneksaayucicuNessuna valutazione finora
- Load Summary for Premise Under 100kVADocumento2 pagineLoad Summary for Premise Under 100kVAMuhammad Zulhelmi ZawawiNessuna valutazione finora
- Project Report On Biodegradable Plates, Glasses, Food Container, Spoon Etc.Documento6 pagineProject Report On Biodegradable Plates, Glasses, Food Container, Spoon Etc.EIRI Board of Consultants and Publishers0% (1)
- A Comparative Study Between Various Models of Eco-Brick and Hollow BlocksDocumento9 pagineA Comparative Study Between Various Models of Eco-Brick and Hollow BlocksMykaila Ysa ValdezNessuna valutazione finora
- Home & Garden 2015Documento32 pagineHome & Garden 2015The Standard NewspaperNessuna valutazione finora
- Questions That Appear On Every NBMEDocumento6 pagineQuestions That Appear On Every NBMESanz100% (1)
- Excipients As StabilizersDocumento7 pagineExcipients As StabilizersxdgvsdgNessuna valutazione finora