Potrebbero piacerti anche
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDa EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesValutazione: 3.5 su 5 stelle3.5/5 (3)
- High Solids Glassflake Epoxy Coating Application GuideDocumento4 pagineHigh Solids Glassflake Epoxy Coating Application GuideSherif AbdelhameedNessuna valutazione finora
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Da EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Nessuna valutazione finora
- High-performance epoxy coating for steel, concrete & moreDocumento4 pagineHigh-performance epoxy coating for steel, concrete & moreSherif AbdelhameedNessuna valutazione finora
- GRP and Buildings: A Design Guide for Architects and EngineersDa EverandGRP and Buildings: A Design Guide for Architects and EngineersNessuna valutazione finora
- 0400GF Amerlock 400 GF PDSDocumento4 pagine0400GF Amerlock 400 GF PDSRenny DevassyNessuna valutazione finora
- 0400GF Amerlock 400 GF PDS PDFDocumento4 pagine0400GF Amerlock 400 GF PDS PDFRenny DevassyNessuna valutazione finora
- Amerlock 400gfaDocumento4 pagineAmerlock 400gfaKhaled bouhlelNessuna valutazione finora
- Amerlock 400CDocumento4 pagineAmerlock 400CLalit Bom MallaNessuna valutazione finora
- Amerlock 400Documento4 pagineAmerlock 400eternalkhutNessuna valutazione finora
- Amercoat: Amerlock 400AL/AL WNDocumento4 pagineAmercoat: Amerlock 400AL/AL WNCad AutocadNessuna valutazione finora
- Amercoat 391PC: Solvent Free Epoxy Product Data/ Application InstructionsDocumento4 pagineAmercoat 391PC: Solvent Free Epoxy Product Data/ Application InstructionsAchraf BoudayaNessuna valutazione finora
- High-performance epoxy coating data sheetDocumento2 pagineHigh-performance epoxy coating data sheetamadan64Nessuna valutazione finora
- Amercoat 68 BSDocumento4 pagineAmercoat 68 BSStephen Francis BothelloNessuna valutazione finora
- en-US_P091Documento8 pagineen-US_P091Cris gomezNessuna valutazione finora
- Amercoat 450E: Product Data/ Application InstructionsDocumento4 pagineAmercoat 450E: Product Data/ Application Instructions전상문Nessuna valutazione finora
- Amercoat 400AL PDFDocumento4 pagineAmercoat 400AL PDFLalit Bom MallaNessuna valutazione finora
- Amerlock 2C: Fast Drying High Solids Epoxy Product Data/ Application InstructionsDocumento4 pagineAmerlock 2C: Fast Drying High Solids Epoxy Product Data/ Application InstructionsTony KhouryNessuna valutazione finora
- Amercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsDocumento4 pagineAmercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsTony KhouryNessuna valutazione finora
- Amerlock 400CDocumento5 pagineAmerlock 400CbalangceNessuna valutazione finora
- Amercoat 400C High Solids Epoxy CoatingDocumento4 pagineAmercoat 400C High Solids Epoxy CoatingCad AutocadNessuna valutazione finora
- Amerlock 400 Sigmacover 400Documento6 pagineAmerlock 400 Sigmacover 400Vijay KumarNessuna valutazione finora
- Xylar Data SheetDocumento3 pagineXylar Data Sheetsarath6725Nessuna valutazione finora
- 7) PPG Amercoat 385 - Pds - AiDocumento4 pagine7) PPG Amercoat 385 - Pds - AididbeauNessuna valutazione finora
- Amerlock 400Documento7 pagineAmerlock 400Satish VishnubhotlaNessuna valutazione finora
- Interline 399Documento4 pagineInterline 399pinky_y2kNessuna valutazione finora
- Stonclad Ur Product DataDocumento2 pagineStonclad Ur Product DatagafarmerdanNessuna valutazione finora
- Amercoat 253Documento4 pagineAmercoat 253Sherif AbdelhameedNessuna valutazione finora
- Amerlock 400BFDocumento6 pagineAmerlock 400BFVijay KumarNessuna valutazione finora
- 7430 - Sigmacover 630Documento0 pagine7430 - Sigmacover 630eraswastaNessuna valutazione finora
- Intergard 251 Tech Data SheetDocumento0 pagineIntergard 251 Tech Data SheetL Mahender ReddyNessuna valutazione finora
- Interplus 1180: Protective CoatingsDocumento4 pagineInterplus 1180: Protective CoatingsAnindya Aulia PratiwiNessuna valutazione finora
- Stonclad GR Product DataDocumento2 pagineStonclad GR Product DataAnonymous aii1ilNessuna valutazione finora
- 7465 - Sigmacover 435Documento0 pagine7465 - Sigmacover 435eraswastaNessuna valutazione finora
- Marine PDFDocumento578 pagineMarine PDFNizar BouchaalaNessuna valutazione finora
- Carbo Guard 893 SGDocumento2 pagineCarbo Guard 893 SGsuzilamatsallehNessuna valutazione finora
- Amercoat 370Documento3 pagineAmercoat 370Victor Hugo Bustos Beltran100% (1)
- Intergard 269 DatasheetDocumento4 pagineIntergard 269 DatasheetBalasubramanian AnanthNessuna valutazione finora
- PC-5 Neoprene CoatingDocumento2 paginePC-5 Neoprene Coatingbello imamNessuna valutazione finora
- Amercoat 878 HSDocumento4 pagineAmercoat 878 HSMario KoričanNessuna valutazione finora
- Sigmacover 522Documento4 pagineSigmacover 522Asela BollegalaNessuna valutazione finora
- Interline 850Documento4 pagineInterline 850shameelNessuna valutazione finora
- PN78HBCDocumento4 paginePN78HBCLassadNessuna valutazione finora
- Protective Coating-3Documento0 pagineProtective Coating-3Sivaratnam NavatharanNessuna valutazione finora
- Plasite 9133 Product Data SheetDocumento3 paginePlasite 9133 Product Data SheetChris StroudNessuna valutazione finora
- Interzone 954Documento4 pagineInterzone 954johnson_regoNessuna valutazione finora
- Interzone 1000: Glass Flake EpoxyDocumento4 pagineInterzone 1000: Glass Flake EpoxyAnindya Aulia PratiwiNessuna valutazione finora
- 855 Stonchem Product DataDocumento3 pagine855 Stonchem Product DataSky MoonNessuna valutazione finora
- Interseal 670 HS EN O-FDocumento4 pagineInterseal 670 HS EN O-Fapde06Nessuna valutazione finora
- Amer Coat 385Documento4 pagineAmer Coat 385Mehman NasibovNessuna valutazione finora
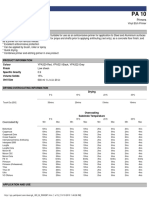
- Pa 10Documento3 paginePa 10LymeParkNessuna valutazione finora
- Interzone 954Documento0 pagineInterzone 954hennawijayaNessuna valutazione finora
- Marthon Jotun Marine PaintDocumento5 pagineMarthon Jotun Marine PaintNishanthNessuna valutazione finora
- 8810Documento2 pagine8810Sikander Aleem100% (1)
- 0091 Amercoat 91 PDS May 08Documento2 pagine0091 Amercoat 91 PDS May 08donaldoguerreroNessuna valutazione finora
- Chem FlakeDocumento5 pagineChem Flakejay2kay5793Nessuna valutazione finora
- PN450XDocumento4 paginePN450XOmer ChaudhryNessuna valutazione finora
- Liquid ThermoDocumento2 pagineLiquid Thermomanox007Nessuna valutazione finora
- Amercoat® 240 / Sigmacover™ 240: Product Data SheetDocumento7 pagineAmercoat® 240 / Sigmacover™ 240: Product Data SheetAmila Udara GunasingheNessuna valutazione finora
- Carbocoat 8239: Selection & Specification DataDocumento4 pagineCarbocoat 8239: Selection & Specification DataSHAIK ASIMUDDINNessuna valutazione finora
- FallProtection PDFDocumento3 pagineFallProtection PDFSherif AbdelhameedNessuna valutazione finora
- Airless Spray Application - Trouble Shooting Chart PDFDocumento2 pagineAirless Spray Application - Trouble Shooting Chart PDFSherif AbdelhameedNessuna valutazione finora
- AGA - Design Guide PDFDocumento28 pagineAGA - Design Guide PDFSherif AbdelhameedNessuna valutazione finora
- Rubber Lining ApplicationDocumento9 pagineRubber Lining ApplicationeyslNessuna valutazione finora
- Amercoat 253Documento4 pagineAmercoat 253Sherif AbdelhameedNessuna valutazione finora
- PDS - SP-9888 Tank Lining PDFDocumento6 paginePDS - SP-9888 Tank Lining PDFSherif AbdelhameedNessuna valutazione finora
- AGA - Design Guide PDFDocumento28 pagineAGA - Design Guide PDFSherif AbdelhameedNessuna valutazione finora
- Airless Spray Application - Trouble Shooting Chart PDFDocumento2 pagineAirless Spray Application - Trouble Shooting Chart PDFSherif AbdelhameedNessuna valutazione finora
- JPCL Chempetro Ebook2 PDFDocumento37 pagineJPCL Chempetro Ebook2 PDFSherif AbdelhameedNessuna valutazione finora
- Ameron 400 CDocumento4 pagineAmeron 400 CSherif AbdelhameedNessuna valutazione finora
- Ceram Kote 54 SF - ARAMCO ApprovedDocumento1 paginaCeram Kote 54 SF - ARAMCO ApprovedSherif AbdelhameedNessuna valutazione finora
- Amercoat 253 FlyerDocumento1 paginaAmercoat 253 FlyerSherif AbdelhameedNessuna valutazione finora
- Wrapid Bond (PDS)Documento2 pagineWrapid Bond (PDS)Sherif AbdelhameedNessuna valutazione finora
- Copon - Hycote 162 HBDocumento2 pagineCopon - Hycote 162 HBSherif AbdelhameedNessuna valutazione finora
- Tankguard AR Technical Data SheetDocumento4 pagineTankguard AR Technical Data SheetSherif Abdelhameed100% (1)
- Carbothane 133 HBDocumento2 pagineCarbothane 133 HBkrystoNessuna valutazione finora
- Eurogrit - Coal SlagDocumento2 pagineEurogrit - Coal SlagSherif AbdelhameedNessuna valutazione finora
- ChartDocumento1 paginaChartSherif AbdelhameedNessuna valutazione finora
- AGA - Design Guide PDFDocumento28 pagineAGA - Design Guide PDFSherif AbdelhameedNessuna valutazione finora
- Pipeline Coatings For New PipelinesDocumento30 paginePipeline Coatings For New PipelinesSherif Abdelhameed100% (1)
- Subsea Compound DSDocumento2 pagineSubsea Compound DSSherif AbdelhameedNessuna valutazione finora
- Explanation of Surface RoughnessDocumento8 pagineExplanation of Surface RoughnessN.Palaniappan100% (6)
- Theoretical and Practical CoverageDocumento4 pagineTheoretical and Practical CoverageSherif AbdelhameedNessuna valutazione finora
- Norsok Standard M-501: Rev. 5, June 2004Documento24 pagineNorsok Standard M-501: Rev. 5, June 2004Nelson Matos100% (1)
- QC AbrasiveBlast 10-19-11Documento62 pagineQC AbrasiveBlast 10-19-11Sherif AbdelhameedNessuna valutazione finora
- 9-06 Guide+13Documento12 pagine9-06 Guide+13Sherif AbdelhameedNessuna valutazione finora
- Guide to Selecting Dust CollectorsDocumento14 pagineGuide to Selecting Dust CollectorsSherif AbdelhameedNessuna valutazione finora
- 24033-Article Text-71181-1-10-20211130Documento15 pagine24033-Article Text-71181-1-10-20211130Tahrid BsaNessuna valutazione finora
- Topic 2 - Microbial Spoilage of FoodDocumento10 pagineTopic 2 - Microbial Spoilage of FoodFredrick IanNessuna valutazione finora
- Survey Notes, January 2014Documento16 pagineSurvey Notes, January 2014State of UtahNessuna valutazione finora
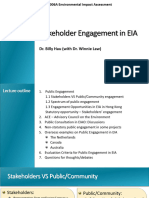
- ENVM 8006A Lecture 3-Stakeholder Engagement in EIADocumento41 pagineENVM 8006A Lecture 3-Stakeholder Engagement in EIAsadgsgNessuna valutazione finora
- Diaphragm Wall - Soletanch BachyDocumento4 pagineDiaphragm Wall - Soletanch BachymlakkissNessuna valutazione finora
- A Micro Project On Urban Ecology: Submitted in Partial Fulfillment of The Requirement For The Award ofDocumento13 pagineA Micro Project On Urban Ecology: Submitted in Partial Fulfillment of The Requirement For The Award ofSKULL WIZARDNessuna valutazione finora
- Aisi 321 Stainless Steel Uns s32100 Din 1.4541Documento3 pagineAisi 321 Stainless Steel Uns s32100 Din 1.4541Shariq KhanNessuna valutazione finora
- Sea Otter: Sea Otters Navigation Search Marine Otter Sea Otter (Disambiguation)Documento41 pagineSea Otter: Sea Otters Navigation Search Marine Otter Sea Otter (Disambiguation)Laila UbandoNessuna valutazione finora
- Bhargava VK Thesis Wildlife Science Red.Documento403 pagineBhargava VK Thesis Wildlife Science Red.udhai170819Nessuna valutazione finora
- Rouanet (S.F.) The Trilogy Spheres of Peter Sloterdijk PDFDocumento12 pagineRouanet (S.F.) The Trilogy Spheres of Peter Sloterdijk PDFJesus David SalasNessuna valutazione finora
- 16-Concrete Pavements (Part 2) - Jointing in PCC ConstructionDocumento89 pagine16-Concrete Pavements (Part 2) - Jointing in PCC ConstructionHimanshu SainiNessuna valutazione finora
- Town Planning in Ancient IndiaDocumento11 pagineTown Planning in Ancient IndiasakshiNessuna valutazione finora
- CWTS MODULE 2 - Good Citizenship ValuesDocumento18 pagineCWTS MODULE 2 - Good Citizenship ValuesnickolocoNessuna valutazione finora
- November-December 2010 Flicker Flashes Newsletter, Birmingham Audubon SocietyDocumento12 pagineNovember-December 2010 Flicker Flashes Newsletter, Birmingham Audubon SocietyBirmingham Audubon SocietyNessuna valutazione finora
- APSCivilEngineering Department EnvironmentalStudies TestDocumento4 pagineAPSCivilEngineering Department EnvironmentalStudies Test1AP18CS037 Shirish KulkarniNessuna valutazione finora
- Lesson 1 - Knowing OneselfDocumento10 pagineLesson 1 - Knowing OneselfShierra Ace SiexonNessuna valutazione finora
- Diversity and Distributions - 2010 - Thomas - Climate Climate Change and Range BoundariesDocumento8 pagineDiversity and Distributions - 2010 - Thomas - Climate Climate Change and Range Boundariesverewa3958Nessuna valutazione finora
- Jane Roberts Create Your Own Reality A Seth WorkbookDocumento171 pagineJane Roberts Create Your Own Reality A Seth WorkbookCristian Catalina100% (8)
- PSQCA Drinking WaterDocumento37 paginePSQCA Drinking WaterHassan Arslan Shahid100% (1)
- Avillion Farms Commercial E-BrochureDocumento36 pagineAvillion Farms Commercial E-BrochureBhagyaNessuna valutazione finora
- Carolus LinnaeusDocumento3 pagineCarolus LinnaeusVeronica ChuNessuna valutazione finora
- Kellerman 2015Documento6 pagineKellerman 2015Adellina Widi RahmawatiNessuna valutazione finora
- Introduction To CorrosionDocumento35 pagineIntroduction To CorrosionNDTInstructorNessuna valutazione finora
- Planning and Analysis of Reservoir StorageDocumento56 paginePlanning and Analysis of Reservoir Storagekamagara100% (2)
- AssignmentDocumento3 pagineAssignmentMoaz FiazNessuna valutazione finora
- Hydrocarbon Source Rock CharacteristicsDocumento28 pagineHydrocarbon Source Rock Characteristicsirvan saktiNessuna valutazione finora
- Pengertian LithocapDocumento23 paginePengertian Lithocaptelopendem36Nessuna valutazione finora
- Uts - Theories Relevant To Consumer BehaviorDocumento14 pagineUts - Theories Relevant To Consumer BehaviorLouwella RamosNessuna valutazione finora
- Ecological FootprintsDocumento10 pagineEcological FootprintsHilal Ülkü AyNessuna valutazione finora
- A. E. Van Vogt - Short StoriesDocumento111 pagineA. E. Van Vogt - Short StoriesPrshQuestNessuna valutazione finora
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Industrial Piping and Equipment Estimating ManualDa EverandIndustrial Piping and Equipment Estimating ManualValutazione: 5 su 5 stelle5/5 (7)
- Guidelines for Siting and Layout of FacilitiesDa EverandGuidelines for Siting and Layout of FacilitiesNessuna valutazione finora
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksDa EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksValutazione: 5 su 5 stelle5/5 (1)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDa EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNessuna valutazione finora
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDa EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationValutazione: 4 su 5 stelle4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressDa EverandNuclear Energy in the 21st Century: World Nuclear University PressValutazione: 4.5 su 5 stelle4.5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresDa EverandAsset Integrity Management for Offshore and Onshore StructuresNessuna valutazione finora
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDa EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNessuna valutazione finora
- Advanced Process Control: Beyond Single Loop ControlDa EverandAdvanced Process Control: Beyond Single Loop ControlNessuna valutazione finora
- Guidelines for Chemical Process Quantitative Risk AnalysisDa EverandGuidelines for Chemical Process Quantitative Risk AnalysisValutazione: 5 su 5 stelle5/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataDa EverandPocket Guide to Flanges, Fittings, and Piping DataValutazione: 3.5 su 5 stelle3.5/5 (22)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideDa EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideValutazione: 2 su 5 stelle2/5 (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignDa EverandAn Applied Guide to Water and Effluent Treatment Plant DesignValutazione: 5 su 5 stelle5/5 (4)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesDa EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertValutazione: 3 su 5 stelle3/5 (2)
- Flow Analysis for Hydrocarbon Pipeline EngineeringDa EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNessuna valutazione finora
- Well Control for Completions and InterventionsDa EverandWell Control for Completions and InterventionsValutazione: 4 su 5 stelle4/5 (10)
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisDa EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisNessuna valutazione finora
- Guidelines for Engineering Design for Process SafetyDa EverandGuidelines for Engineering Design for Process SafetyNessuna valutazione finora
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsDa EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNessuna valutazione finora
- Pipeline Integrity: Management and Risk EvaluationDa EverandPipeline Integrity: Management and Risk EvaluationValutazione: 4.5 su 5 stelle4.5/5 (6)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionDa EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionValutazione: 4.5 su 5 stelle4.5/5 (16)
- Robotics: Designing the Mechanisms for Automated MachineryDa EverandRobotics: Designing the Mechanisms for Automated MachineryValutazione: 4.5 su 5 stelle4.5/5 (8)
- Guidelines for the Management of Change for Process SafetyDa EverandGuidelines for the Management of Change for Process SafetyNessuna valutazione finora
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesDa EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNessuna valutazione finora