Potrebbero piacerti anche
- 1220 Butt Fusion Electrofusion and Socket Fusion Welder February 2013Documento2 pagine1220 Butt Fusion Electrofusion and Socket Fusion Welder February 2013babis1980Nessuna valutazione finora
- Plastic Pipe - PE - Chapter01Documento9 paginePlastic Pipe - PE - Chapter01garisa1963Nessuna valutazione finora
- GF Type 546 BallDocumento10 pagineGF Type 546 Ballbabis1980Nessuna valutazione finora
- FRL SIF 618 CompressedAirDryingDocumento36 pagineFRL SIF 618 CompressedAirDryingbabis1980Nessuna valutazione finora
- Galvanic CorrosionDocumento2 pagineGalvanic CorrosionkeronsNessuna valutazione finora
- How To Select A Pump-By Majid HamedyniaDocumento72 pagineHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- Orifice Plate Flow MetersDocumento8 pagineOrifice Plate Flow MetersGaurav Dhiman100% (1)
- FUSION MANUAL - Rev IllustrationsDocumento36 pagineFUSION MANUAL - Rev IllustrationsMehmet SoysalNessuna valutazione finora
- The Condensate, The Boiler Feed, and Their Auxiliary SystemsDocumento70 pagineThe Condensate, The Boiler Feed, and Their Auxiliary Systemsbabis1980100% (1)
- Non-Circular Pressure Vessels SquareDocumento27 pagineNon-Circular Pressure Vessels SquareAbhilash Kurian100% (1)
- Ejector BrochureDocumento8 pagineEjector Brochurebabis1980Nessuna valutazione finora
- Ati 317Documento13 pagineAti 317babis1980Nessuna valutazione finora
- White Paper RBIDocumento12 pagineWhite Paper RBImahesh070Nessuna valutazione finora
- StainlessSteelinWatersGalvanicCorrosionandit PreventionAEBauerDocumento14 pagineStainlessSteelinWatersGalvanicCorrosionandit PreventionAEBauerbabis1980Nessuna valutazione finora
- P&IDDocumento18 pagineP&IDhectornicolauNessuna valutazione finora
- Chapter IIIDocumento19 pagineChapter IIIghostamirNessuna valutazione finora
- Energy Saving in Steam Systems.Documento34 pagineEnergy Saving in Steam Systems.babis1980Nessuna valutazione finora
- Sa 312Documento1 paginaSa 312babis1980Nessuna valutazione finora
- Tech Manual Electrical Power Plant DesignDocumento135 pagineTech Manual Electrical Power Plant Designd_kabulpuriaNessuna valutazione finora
- Veizades Gas Removal Systems Liquid Ring VPDocumento3 pagineVeizades Gas Removal Systems Liquid Ring VPVenkatespatange RaoNessuna valutazione finora
- Fundamentals of Vacuum Technology: 00.200.02 Kat.-Nr. 199 90Documento199 pagineFundamentals of Vacuum Technology: 00.200.02 Kat.-Nr. 199 90Anshul JainNessuna valutazione finora
- Brochure ACCDocumento8 pagineBrochure ACCbabis1980Nessuna valutazione finora
- Advanced GE CCPPDocumento20 pagineAdvanced GE CCPPR Krishna KumarNessuna valutazione finora
- What's New in API 610 11th EditionDocumento4 pagineWhat's New in API 610 11th Editionshyam_anupNessuna valutazione finora
- ATEX Reference GuideDocumento2 pagineATEX Reference Guidebabis1980Nessuna valutazione finora
- Introduction To Gas Turbines For Non-EngineersDocumento9 pagineIntroduction To Gas Turbines For Non-EngineersKrishna MyakalaNessuna valutazione finora
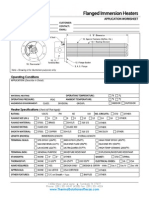
- Flanged Immersion Heaters: Operating ConditionsDocumento1 paginaFlanged Immersion Heaters: Operating Conditionsbabis1980Nessuna valutazione finora
- Ideal Bearing Temp LimitsDocumento1 paginaIdeal Bearing Temp Limitsbabis1980Nessuna valutazione finora
- 4.24 Drains Systems Design PhilosophyDocumento8 pagine4.24 Drains Systems Design Philosophybabis1980Nessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5782)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Ess Exam NotesDocumento22 pagineEss Exam NotesNica Calvert86% (7)
- 2015 SanchcontrDocumento190 pagine2015 Sanchcontrrene isaacNessuna valutazione finora
- ESP Guidance For All Ships V13.6 Jan 2019Documento53 pagineESP Guidance For All Ships V13.6 Jan 2019Sreenivasan VaralilNessuna valutazione finora
- Architectural Design VI Site Analysis and Space ProgramDocumento30 pagineArchitectural Design VI Site Analysis and Space Programbountyhunter2013Nessuna valutazione finora
- Demand Forecasting Errors in Industrial Context Measurement and Impacts PDFDocumento6 pagineDemand Forecasting Errors in Industrial Context Measurement and Impacts PDFMaria Alejandra Nunez CarvajalNessuna valutazione finora
- A Report On Design Estimation of 1MW Sol PDFDocumento54 pagineA Report On Design Estimation of 1MW Sol PDFTusharr Goyel50% (2)
- Forecasting Power PointDocumento58 pagineForecasting Power Pointdanielolamide260Nessuna valutazione finora
- Zoot111 Lecture 3Documento42 pagineZoot111 Lecture 3Joshua BadongNessuna valutazione finora
- Business Planning - How To Write A Business PlanDocumento2 pagineBusiness Planning - How To Write A Business PlanbillonmarsNessuna valutazione finora
- AEF3e Level 1 TG PCM Grammar 7CDocumento1 paginaAEF3e Level 1 TG PCM Grammar 7CFCE CHANGE100% (1)
- Haruki Murakami - A Walk To KobeDocumento9 pagineHaruki Murakami - A Walk To KobedenNessuna valutazione finora
- Study On Flood Control Project For Rivers in The PhilippinesDocumento168 pagineStudy On Flood Control Project For Rivers in The PhilippinesEfrem100% (1)
- McLennan County Order Prohibiting Outdoor BurningDocumento1 paginaMcLennan County Order Prohibiting Outdoor BurningKCEN-TV 6 NewsNessuna valutazione finora
- Motorised Rolling ShuttersDocumento24 pagineMotorised Rolling Shuttersamitanand102Nessuna valutazione finora
- Continous Humidification Processes: Water-Cooling Tower - Packed TowerDocumento30 pagineContinous Humidification Processes: Water-Cooling Tower - Packed Towerdrami94100% (1)
- Ball and Tube Mill OpnDocumento5 pagineBall and Tube Mill OpnDevendra PrasadNessuna valutazione finora
- Engineering Geology and Rock Mechanics SKAA 2712 WeatheringDocumento40 pagineEngineering Geology and Rock Mechanics SKAA 2712 WeatheringRichard CastilloNessuna valutazione finora
- Climate ClassificationDocumento94 pagineClimate ClassificationA S Verma100% (1)
- Modernist Techniques & Conventional Poetry in Journey of the MagiDocumento9 pagineModernist Techniques & Conventional Poetry in Journey of the MagiKamini DivakarlaNessuna valutazione finora
- FINALDocumento7 pagineFINALRijoyYuginNessuna valutazione finora
- Design features and types of solar dryersDocumento8 pagineDesign features and types of solar dryerssanthoshkumarNessuna valutazione finora
- Grade-10-Term-1-PowerpointDocumento82 pagineGrade-10-Term-1-PowerpointtlhonolofastotembaNessuna valutazione finora
- Malaysia Travel GuideDocumento6 pagineMalaysia Travel GuideMAYANN CAPONPONNessuna valutazione finora
- Data Warehouse and Data Mining: Lab ManualDocumento69 pagineData Warehouse and Data Mining: Lab ManualFfdgsffNessuna valutazione finora
- Chiller STD M&V Plan 2 21 08 Submitted For Approval PDFDocumento37 pagineChiller STD M&V Plan 2 21 08 Submitted For Approval PDFBudihardjo Sarwo SastrosudiroNessuna valutazione finora
- Stranded On A Desert Island Lesson PlanDocumento15 pagineStranded On A Desert Island Lesson PlanDespina Karamitsou75% (4)
- Effect of Climate ChangeDocumento4 pagineEffect of Climate ChangeClarabel ChuiNessuna valutazione finora
- Bahrain World Trade CenterDocumento12 pagineBahrain World Trade CenterRashid MujahidNessuna valutazione finora
- Simile and Metaphor Worksheet 03Documento4 pagineSimile and Metaphor Worksheet 03ANGELICA PEREZ TZUNNessuna valutazione finora
- Tropical & Sub-Tropical Fruits: Pineapple: ClimateDocumento3 pagineTropical & Sub-Tropical Fruits: Pineapple: ClimateNuur Yusuf Sheikh OmarNessuna valutazione finora