Potrebbero piacerti anche
- Results Mapping PDFDocumento3 pagineResults Mapping PDFarunkumarnoolaNessuna valutazione finora
- Ansa Meta For Marine Industry Lowres PDFDocumento145 pagineAnsa Meta For Marine Industry Lowres PDFarunkumarnoolaNessuna valutazione finora
- AnsaDocumento12 pagineAnsaarunkumarnoolaNessuna valutazione finora
- Results Mapping PDFDocumento3 pagineResults Mapping PDFarunkumarnoolaNessuna valutazione finora
- ACT II AttendenceDocumento29 pagineACT II AttendencearunkumarnoolaNessuna valutazione finora
- Synopsis: Name of College: Course 3. Project MemberDocumento7 pagineSynopsis: Name of College: Course 3. Project MemberarunkumarnoolaNessuna valutazione finora
- Unit 11 NotesDocumento7 pagineUnit 11 NotesarunkumarnoolaNessuna valutazione finora
- Fem Ut IiDocumento2 pagineFem Ut IiarunkumarnoolaNessuna valutazione finora
- Unit 1 NotesDocumento27 pagineUnit 1 NotesarunkumarnoolaNessuna valutazione finora
- Unit 3 NotesDocumento12 pagineUnit 3 NotesarunkumarnoolaNessuna valutazione finora
- JOB Evalua Tion AND Merit Rating: N ManagementDocumento8 pagineJOB Evalua Tion AND Merit Rating: N ManagementarunkumarnoolaNessuna valutazione finora
- Dye Penetrant TestDocumento4 pagineDye Penetrant Testarunkumarnoola100% (1)
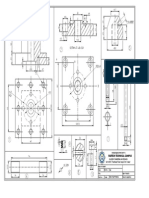
- Part Drawings ModelDocumento1 paginaPart Drawings ModelarunkumarnoolaNessuna valutazione finora
- Stress Loops Effect in Ductile Failure of Mild Steel: O.O. OluwoleDocumento10 pagineStress Loops Effect in Ductile Failure of Mild Steel: O.O. OluwolearunkumarnoolaNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Morphometric Characterization of Jatropha Curcas Germplasm of North-East IndiaDocumento9 pagineMorphometric Characterization of Jatropha Curcas Germplasm of North-East IndiafanusNessuna valutazione finora
- Unit B: What Is Customer-Based Brand Equity?Documento3 pagineUnit B: What Is Customer-Based Brand Equity?So-Nam Dorji Dr-UKpaNessuna valutazione finora
- ISO 27001 Gap Analysis ChecklistDocumento6 pagineISO 27001 Gap Analysis Checklistlijo jacob70% (10)
- Bioinformatics Computing II: MotivationDocumento7 pagineBioinformatics Computing II: MotivationTasmia SaleemNessuna valutazione finora
- Daikin LXE10E-A - Service Manual (TR 01-09B) PDFDocumento238 pagineDaikin LXE10E-A - Service Manual (TR 01-09B) PDFmail4ksnNessuna valutazione finora
- Zoom and Re-Zoom Team ActivityDocumento2 pagineZoom and Re-Zoom Team ActivityWalshie28050% (1)
- Experimental Psychology & The Scientific MethodDocumento73 pagineExperimental Psychology & The Scientific MethodRuru LavariasNessuna valutazione finora
- Present Simple Present ContinuousDocumento3 paginePresent Simple Present ContinuousFernando SabinoNessuna valutazione finora
- Komatsu Wheel Loaders Wa250pz 5 Shop ManualDocumento20 pagineKomatsu Wheel Loaders Wa250pz 5 Shop Manualmarcia100% (48)
- EagleBurgmann H7N ENDocumento5 pagineEagleBurgmann H7N ENlamtony2013Nessuna valutazione finora
- Stelma & Cameron PDFDocumento35 pagineStelma & Cameron PDFCatarinaNessuna valutazione finora
- PCI Express Test Spec Platform 3.0 06182013 TSDocumento383 paginePCI Express Test Spec Platform 3.0 06182013 TSDeng XinNessuna valutazione finora
- Extenso MeterDocumento8 pagineExtenso MeterVijayanandh Raja100% (1)
- BFC+43103. 1213 SEM1pdfDocumento19 pagineBFC+43103. 1213 SEM1pdfAdibah Azimat100% (1)
- Community Policing EssaysDocumento7 pagineCommunity Policing Essaysgqdknjnbf100% (2)
- ( (2004) Yamamuro & Wood) - Effect of Depositional Method On The Undrained Behavior and Microstructure of Sand With SiltDocumento10 pagine( (2004) Yamamuro & Wood) - Effect of Depositional Method On The Undrained Behavior and Microstructure of Sand With SiltLAM TRAN DONG KIEMNessuna valutazione finora
- Erich Segal Doctors PDFDocumento2 pagineErich Segal Doctors PDFAlicia13% (8)
- TCL 1Documento29 pagineTCL 1Nikita Mudras0% (2)
- Autodesk 3ds Max SkillsDocumento18 pagineAutodesk 3ds Max SkillsJuan UrdanetaNessuna valutazione finora
- Approaches To Curriculum DesigningDocumento20 pagineApproaches To Curriculum DesigningCristel CatapangNessuna valutazione finora
- Unit 9: Cities of The World I. ObjectivesDocumento4 pagineUnit 9: Cities of The World I. ObjectivesTrang Hoang NguyenNessuna valutazione finora
- English 4 Q.2 Module 2Documento6 pagineEnglish 4 Q.2 Module 2RjVValdezNessuna valutazione finora
- Huawei FusionServer RH2288 V3 Data Sheet PDFDocumento2 pagineHuawei FusionServer RH2288 V3 Data Sheet PDFMartenMattisenNessuna valutazione finora
- 226-Article Text-601-1-10-20210702Documento12 pagine226-Article Text-601-1-10-20210702Leni NopriyantiNessuna valutazione finora
- Norsok Well IntegrityDocumento162 pagineNorsok Well IntegrityAshish SethiNessuna valutazione finora
- Manual of Armacad v9 PDFDocumento102 pagineManual of Armacad v9 PDFCristiana FelicianoNessuna valutazione finora
- Panasonic Sa Akx10ph PNDocumento114 paginePanasonic Sa Akx10ph PNimmortalwombatNessuna valutazione finora
- Chart and Compass (London Zetetic Society)Documento8 pagineChart and Compass (London Zetetic Society)tjmigoto@hotmail.comNessuna valutazione finora
- C-L-X® Type MC-HL (XHHW-2)Documento3 pagineC-L-X® Type MC-HL (XHHW-2)Xin LiNessuna valutazione finora
- MP65557-1 Manual Técnico - 4900Documento371 pagineMP65557-1 Manual Técnico - 4900Tecnico IncoderNessuna valutazione finora