Potrebbero piacerti anche
- Moçambique Lança Prospeção de Petróleo e Gás No Delta Do ZambezeDocumento21 pagineMoçambique Lança Prospeção de Petróleo e Gás No Delta Do ZambezeUtall Famosinho Da BdfNessuna valutazione finora
- Cadeia de Valor Do Gás NaturalDocumento8 pagineCadeia de Valor Do Gás NaturalHugo CimérioNessuna valutazione finora
- Apresentacao-Petroleo Poluição Do Ar NaDocumento38 pagineApresentacao-Petroleo Poluição Do Ar NaJéssica Sathler GrippNessuna valutazione finora
- Curso de Combustao de Combustiveis GasosDocumento53 pagineCurso de Combustao de Combustiveis GasosLuis Claudio CoutoNessuna valutazione finora
- Gás Natural SlidesDocumento115 pagineGás Natural SlidesJean MendesNessuna valutazione finora
- Composição Do PetróleoDocumento58 pagineComposição Do PetróleoAlysson LimaNessuna valutazione finora
- Universidade Técnica de MoçambiqueDocumento16 pagineUniversidade Técnica de MoçambiqueLucasFilipeTameleNessuna valutazione finora
- Gás Natural e Suas ConsequenciasDocumento14 pagineGás Natural e Suas Consequenciasheitorpcents496Nessuna valutazione finora
- Gás NaturalDocumento24 pagineGás NaturalRicardo MoraisNessuna valutazione finora
- Produção de Gás NaturalDocumento27 pagineProdução de Gás NaturalNaeem SaleNessuna valutazione finora
- Questoes Gás NaturalDocumento3 pagineQuestoes Gás NaturalDaniel Ferreira Queiroz100% (1)
- Origem Do Gás NaturalDocumento6 pagineOrigem Do Gás NaturalPaul Raphael LancasterNessuna valutazione finora
- Combustíveis Fósseis - Gás NaturalDocumento13 pagineCombustíveis Fósseis - Gás NaturalNaiara ReisNessuna valutazione finora
- Origem Do Gás NaturalDocumento30 pagineOrigem Do Gás NaturalJorge VanderNessuna valutazione finora
- Gás Natural - o Que É, Características, Usos - Brasil EscolaDocumento13 pagineGás Natural - o Que É, Características, Usos - Brasil EscolaCynthia de MouraNessuna valutazione finora
- Petróleo BrutoDocumento8 paginePetróleo BrutoIvess ZitaNessuna valutazione finora
- 3758 8215 1 PBDocumento26 pagine3758 8215 1 PBAbmamudalziraNessuna valutazione finora
- Metanol Verde PDFDocumento16 pagineMetanol Verde PDFEmanuel CostaNessuna valutazione finora
- Reforma de Hidrocarbonetos A VaporDocumento9 pagineReforma de Hidrocarbonetos A VaporAndré LuisNessuna valutazione finora
- Gas MetanoDocumento16 pagineGas MetanoWaila EvelynNessuna valutazione finora
- Quimica (Petroleo e Gas)Documento13 pagineQuimica (Petroleo e Gas)Edmilson Lazaro ChiviteNessuna valutazione finora
- TRABALHO GaseificaçãoDocumento11 pagineTRABALHO GaseificaçãoLeonardoNessuna valutazione finora
- Trab EcologiaDocumento6 pagineTrab EcologiaElsa ReisNessuna valutazione finora
- Resu MamoDocumento5 pagineResu Mamojulia in discordNessuna valutazione finora
- Quimica Orgânica e Meio AmbienteDocumento39 pagineQuimica Orgânica e Meio AmbienteGlaucio Testa0% (1)
- Reforma A Vapor de Biogás Usando Catalisadores de Óxidos Mistos Ni-Mg-Al Obtidos A Partir de HidrotalcitasDocumento6 pagineReforma A Vapor de Biogás Usando Catalisadores de Óxidos Mistos Ni-Mg-Al Obtidos A Partir de HidrotalcitasLuana ArêbaNessuna valutazione finora
- GEOLOGIA APLICADA 2012 1 - P2 Parte 1Documento39 pagineGEOLOGIA APLICADA 2012 1 - P2 Parte 1Fernanda HatikvahNessuna valutazione finora
- 05aulagsnatural 150523224232 Lva1 App6891Documento31 pagine05aulagsnatural 150523224232 Lva1 App6891-roseira-Nessuna valutazione finora
- Aula 3 (28-03-2019)Documento61 pagineAula 3 (28-03-2019)Daiane Oliveira TeixeiraNessuna valutazione finora
- Trabalho de Química - Rafael Santos e Caio Ferreira - 3 Agropecuária MatutinoDocumento5 pagineTrabalho de Química - Rafael Santos e Caio Ferreira - 3 Agropecuária MatutinoCaio AraujoNessuna valutazione finora
- Purificação Do Gás NaturalDocumento7 paginePurificação Do Gás NaturalVictor GomesNessuna valutazione finora
- Modalidade 4datahora 15 01 2015 01 59 45 Idinscrito 678Documento6 pagineModalidade 4datahora 15 01 2015 01 59 45 Idinscrito 678Alan LeeNessuna valutazione finora
- Aula 03 - Combustíveis e CombustãoDocumento25 pagineAula 03 - Combustíveis e CombustãoAna RangelNessuna valutazione finora
- Processo de Reforma Do MetanoDocumento7 pagineProcesso de Reforma Do MetanoZiani SantanaNessuna valutazione finora
- Apostila Processamento GN 2010Documento77 pagineApostila Processamento GN 2010paulochemistry90100% (6)
- Ufrn - Ipgn - Assunto I Av - BDocumento72 pagineUfrn - Ipgn - Assunto I Av - BAlex LucenaNessuna valutazione finora
- Pirólise Da BiomassaDocumento17 paginePirólise Da Biomassajtxtbr100% (1)
- Geoquimica OrganicaDocumento10 pagineGeoquimica OrganicaEdilson Magaia50% (2)
- Apostila Geologia PetroleoDocumento34 pagineApostila Geologia PetroleoUlissNessuna valutazione finora
- Monografia - Carvão Mineral - SeminárioDocumento16 pagineMonografia - Carvão Mineral - SeminárioJoao Paulo VissottoNessuna valutazione finora
- Gás NaturalDocumento22 pagineGás NaturalJoyce Caroline Lima NunesNessuna valutazione finora
- Artigo Eficiencia CaldeiraDocumento8 pagineArtigo Eficiencia CaldeiradanielwjrNessuna valutazione finora
- Apresentação Top Demais (Química)Documento13 pagineApresentação Top Demais (Química)Sr.NescalNessuna valutazione finora
- PiróliseDocumento6 paginePirólisemauricio511Nessuna valutazione finora
- Agravamento Do Efeito EstufaDocumento22 pagineAgravamento Do Efeito EstufaLucas FersilNessuna valutazione finora
- Fundamentos CombustaoDocumento25 pagineFundamentos CombustaoEndel Ferraz da RrochaNessuna valutazione finora
- Apostila Curso Cadeia Produtiva de Gás NaturalDocumento45 pagineApostila Curso Cadeia Produtiva de Gás NaturalLucas AlmeidaNessuna valutazione finora
- Gas NaturalDocumento36 pagineGas NaturalDionisio FreitasNessuna valutazione finora
- Aula X Condicionamento e Processamento de GNDocumento38 pagineAula X Condicionamento e Processamento de GNHavila maria meloNessuna valutazione finora
- CarvaoDocumento8 pagineCarvaozesampaio1234Nessuna valutazione finora
- Combustíveis FósseisDocumento46 pagineCombustíveis FósseisGleidiane FerreiraNessuna valutazione finora
- Geologia PetroleoDocumento34 pagineGeologia PetroleoIgor NarducciNessuna valutazione finora
- Estudo TermodinâmicoDocumento12 pagineEstudo TermodinâmicoGel SouzaNessuna valutazione finora
- Sequestro de Carbono Do Conceito A Analise Do Potencial Economico No BrasilDocumento15 pagineSequestro de Carbono Do Conceito A Analise Do Potencial Economico No BrasilFran WalshNessuna valutazione finora
- Combustíveis e Meio Ambiente Produção e Consumo de Energia - QUÍMICADocumento12 pagineCombustíveis e Meio Ambiente Produção e Consumo de Energia - QUÍMICAArlequina WalshitNessuna valutazione finora
- Aula 3 Combusties e CombustãoDocumento55 pagineAula 3 Combusties e CombustãoWesley Antonio Teixeira FilhoNessuna valutazione finora
- Gás InformaçõesDocumento22 pagineGás InformaçõesFilipe LopesNessuna valutazione finora
- Processos de Tratamento Do Gás NaturalDocumento26 pagineProcessos de Tratamento Do Gás NaturalBarteloide Ricardo ErnestoNessuna valutazione finora
- Indústria Petroquímica - Química 3 - Gabriel, YuriDocumento22 pagineIndústria Petroquímica - Química 3 - Gabriel, YuriGabriel HerreraNessuna valutazione finora
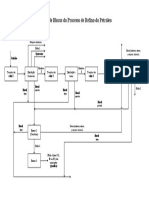
- Aula - 3 - Diagrama de Blocos Do Processo de Refino Do PetróleoDocumento1 paginaAula - 3 - Diagrama de Blocos Do Processo de Refino Do PetróleoCarlos Adriano100% (1)
- Aula Introdução Projeto de Reatores - Reator BateladaDocumento34 pagineAula Introdução Projeto de Reatores - Reator BateladaCarlos Adriano0% (1)
- PFR Com Reciclo Aula 03-04-2014Documento13 paginePFR Com Reciclo Aula 03-04-2014Carlos AdrianoNessuna valutazione finora
- Leitos FixosDocumento7 pagineLeitos FixosCarlos AdrianoNessuna valutazione finora
- Lei de Velocidade LHHWDocumento18 pagineLei de Velocidade LHHWCarlos AdrianoNessuna valutazione finora
- Cálculo Da Potência de Um CompressorDocumento23 pagineCálculo Da Potência de Um CompressorCarlos AdrianoNessuna valutazione finora
- Modelagem Tanque de NívelDocumento9 pagineModelagem Tanque de NívelCarlos AdrianoNessuna valutazione finora
- 3° Prova de Reatores 1 - ConsultabDocumento4 pagine3° Prova de Reatores 1 - ConsultabCarlos AdrianoNessuna valutazione finora
- 2° Prova de Reatores Ii - ConsultabDocumento3 pagine2° Prova de Reatores Ii - ConsultabCarlos AdrianoNessuna valutazione finora
- Excel - Dicas e ProgramçãoDocumento61 pagineExcel - Dicas e ProgramçãoVadeteNessuna valutazione finora
- Bar Do Junior - Pesquisa GoogleDocumento1 paginaBar Do Junior - Pesquisa GoogleLeo Roberto De MendonçaNessuna valutazione finora
- ASI-MD-4ST-V1 Manual de Instalação Rev BDocumento4 pagineASI-MD-4ST-V1 Manual de Instalação Rev BGlaycon TeixeiraNessuna valutazione finora
- Projeto - Universidade Cruzeiro Do SulDocumento8 pagineProjeto - Universidade Cruzeiro Do SulDeize MarquesNessuna valutazione finora
- Aula 07: Display LCD: - Modos de Configuração, Acionamento e Desenvolvimento de Funções para Criação de BibliotecasDocumento31 pagineAula 07: Display LCD: - Modos de Configuração, Acionamento e Desenvolvimento de Funções para Criação de BibliotecasAlessandro VenturaNessuna valutazione finora
- RESOLUÇÃO - RDC #40, DE 26 DE AGOSTO DE 2015 - Imprensa NacionalDocumento5 pagineRESOLUÇÃO - RDC #40, DE 26 DE AGOSTO DE 2015 - Imprensa NacionalNewton Gomes de SouzaNessuna valutazione finora
- Manual de Auditoria Versao 3.03 Julho 2021 ABVTEXDocumento111 pagineManual de Auditoria Versao 3.03 Julho 2021 ABVTEXMarketing OzmoonNessuna valutazione finora
- ELVARLI Guia Compra PORDocumento12 pagineELVARLI Guia Compra PORJf FrmNessuna valutazione finora
- A Teoria Do Cuidado Transcultural - Madeleine LeningerDocumento25 pagineA Teoria Do Cuidado Transcultural - Madeleine LeningerMaria Clara FlexaNessuna valutazione finora
- Ivanir e Suzana - CONSUMO DO CACAU (Theobroma Cacao) E SEUS EFEITOS NA SAÚDEDocumento14 pagineIvanir e Suzana - CONSUMO DO CACAU (Theobroma Cacao) E SEUS EFEITOS NA SAÚDEMariane PerleNessuna valutazione finora
- Ação de Retificação de Registro CivilDocumento5 pagineAção de Retificação de Registro CivilAndreaNessuna valutazione finora
- Modulo3 5 Comparadores PDFDocumento5 pagineModulo3 5 Comparadores PDFFelismino SimocoNessuna valutazione finora
- 04 - Qualidade de Software 2018 - 2Documento3 pagine04 - Qualidade de Software 2018 - 2RogerioColpaniNessuna valutazione finora
- PO 01299 V02 Procedimento Medicao de AterramentoDocumento2 paginePO 01299 V02 Procedimento Medicao de AterramentorogerNessuna valutazione finora
- A Tecelagem Dos Conflitos de Classe Na Cidade Das Chaminés (Resenha)Documento12 pagineA Tecelagem Dos Conflitos de Classe Na Cidade Das Chaminés (Resenha)William AssumpçãoNessuna valutazione finora
- Clube de Dança-RayaneDocumento8 pagineClube de Dança-RayaneRayaneNessuna valutazione finora
- A Gestão Da InformaçãoDocumento11 pagineA Gestão Da InformaçãoArthur PessôaNessuna valutazione finora
- Classificacao-De-Barragens-Quanto-Ao-Seu-Dano-Potencial-Associado-2018 - BUFFERDocumento10 pagineClassificacao-De-Barragens-Quanto-Ao-Seu-Dano-Potencial-Associado-2018 - BUFFERCarlaNessuna valutazione finora
- Mu Ar Condicionado Split Cassette Inverter 40KVDocumento32 pagineMu Ar Condicionado Split Cassette Inverter 40KVFrancisco AlvesNessuna valutazione finora
- FLUIDLOC PesadaDocumento14 pagineFLUIDLOC Pesadawalasmaya1100% (1)
- Mapa Contrato Novembro 2016Documento92 pagineMapa Contrato Novembro 2016Norberto NetoNessuna valutazione finora
- Norma NEMA e Grau de Proteção IPDocumento13 pagineNorma NEMA e Grau de Proteção IPLeandro BaranNessuna valutazione finora
- Tudo Sobre TorrentDocumento9 pagineTudo Sobre TorrentjonatapimentelNessuna valutazione finora
- Siena 1.6 I.E de 1997 em Diante MAGNETI MARELLI IAW 1G7.Documento24 pagineSiena 1.6 I.E de 1997 em Diante MAGNETI MARELLI IAW 1G7.MarcianoSilvaNessuna valutazione finora
- Ficha Ciencias MineraisDocumento2 pagineFicha Ciencias MineraisHelena PulquérioNessuna valutazione finora
- 9 - Introdução À Lei de Responsabilidade Fiscal - LRF (Gustavo)Documento3 pagine9 - Introdução À Lei de Responsabilidade Fiscal - LRF (Gustavo)Charliete MesquitaNessuna valutazione finora
- A Modernização Conservadora Da Agricultura Nos Cerrados Do Oeste Da BahiaDocumento287 pagineA Modernização Conservadora Da Agricultura Nos Cerrados Do Oeste Da BahiaEditora Pimenta CulturalNessuna valutazione finora
- Projeto de Algoritmos Com Implementações em Java e C++ - Nivio ZivianiDocumento809 pagineProjeto de Algoritmos Com Implementações em Java e C++ - Nivio ZivianiLeandro Max88% (8)
- ConsultaCadernoAdministrativo - trt2Documento8 pagineConsultaCadernoAdministrativo - trt2FelipeReisNessuna valutazione finora
- Ente ADocumento44 pagineEnte AolucasleitaoNessuna valutazione finora