Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
451 - Programa Prensa Hidraulica
Caricato da
alvaro garciaTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
451 - Programa Prensa Hidraulica
Caricato da
alvaro garciaCopyright:
Formati disponibili
INTRODUCCION
Conesta,tesissepretendedaraconocerunprogramademantenimientoindustrial,dentro
delaempresaAVANGARDEMEXICO,S.A.DEC.V.Sehacereferenciaprimeroala
organizacin como base del resultado exitoso dentro del mantenimiento industrial,
observando la separacindetres importantesapartadosdentrodel mantenimiento,como
sonelmantenimientopreventivo,correctivoyprogramado.
Sedaunadescripcinbrevedeloquesignificaelmantenimientoproductivototal(TPM),
ascomoloselementosnecesariosparasuaplicacin.
Tambin se genera mediante la experiencia un apartado donde se toman como
elementosprincipales:unamaquinabsicadentrodelprocesodeproduccin,atendiendo
esta como prioridad, se manifiesta a travs de la descripcin principal de sus
caractersticas y su funcionamiento, con el manejo de esquemas, hojas de trabajo,
ordenes de mantenimiento y el como lograr un seguimiento tcnico de la operacin de
estamaquina.
Finalmente se determina mediante una descripcin breve de trminos de referencia el
como se debe trabajar dentro de la organizacin del mantenimiento industrial, esto en
base al conocimiento real del proceso de trabajo, apoyndonos en diagramas de flujo
dondese menciona la funcindecadaelementodentrodel mantenimientoyunaseriede
enunciados que permitirn en lo sucesivo un mejor desarrollo de las condiciones de
trabajo, tanto de los trabajadores de mantenimiento como de la infraestructura de
maquinariayequipos.
CONTENIDO
Introduccin
Unidad1
Generalidades..........................................................................................................................8
1Antecedenteshistricosdelaempresa..............................................................................9
1.1Organizacin......................................................................................................................9
1.2Distribucindeplanta.....................................................................................................10
1.3Plantapordescripcinyseccin.....................................................................................11
1.4Historiadelaprensahidrulica.......................................................................................13
1.5Principiosfundamentalesdelaprensahidrulica...........................................................14
1.6Accesoriosdelaprensahidrulica(Vlvulashidrulicas).............................................16
1.7Tiposconstructivos.........................................................................................................24
1.8Vlvulassolenoideshidrulicas......................................................................................36
Unidad2
Mantenimiento......................................................................................................................47
2.1Tiposdemantenimiento..................................................................................................48
2.2 Puntodevistaeconmico...............................................................................................48
2.3 Mantenimientocorrectivo..............................................................................................49
2.4 Mantenimientopreventivo.............................................................................................50
2.5 Recursostcnicos...........................................................................................................51
2.6 Elementosdelaadministracindelmantenimiento......................................................52
2.7 Herramientastcnicasydeclogodelingeniero...........................................................54
2.8 Mantenimientoproductivototal.....................................................................................55
Unidad3
Operacinautomticaactualdelaprensa.............................................................................69
3.1Componentesydescripcin delaprensa........................................................................70
3.2Componentesdecampo..................................................................................................77
3.3Controllgicoprogramable............................................................................................78
3.4Operacinactualdelaprensa.........................................................................................81
UNIDAD1
Gener alidades
Gener alidades
1.AntecedentesHistr icosdelaEmpr esa
AvangardMxico,S.A.deC.V.
Secreaenelaode1994,comouna necesidad dereciclar laenormecantidadde
envases plsticos ( PET, Polietileno de Baja Densidad ) creados para la industria
refresquera y de embotellamiento. Esta asociacin comienza su labor por conviccin del
seorErnestoCmara,GerentedePlanta.
Al principio se cuenta con pequeas maquinas empaquetadoras de plstico estas
con el objetivo de venderse a pases que cuentan con la infraestructura para su
transformacin.
As con el tiempo se ha ido incorporando maquinaria de mayor capacidad, logrndose
mayor cobertura de este flagelo, considerado como contaminacin ambiental, de esta
formaselograsacarprovechodeunproductoqueenaparienciayanotieneningnuso.
Avangard llamada as desde sus comienzos ha ido expandiendo sus horizontes,
haciendo presencia en casi toda la Republica Mexicana por mencionar algunos de los
estados en los que se cuentan con una fuente recicladora tenemos a Jalisco, Monterrey,
Veracruz, Distrito Federal, Estado de Mxico, entre otros. As con el tiempo se le ha
venido conociendo como ECOCE (Ecologa y Compromiso Empresarial) ya que ha
venidorealizandounalabor,quecomoyasehadichodelimpiezaalmedioambiente.
1.1Organizacin
1.4Histor iadelaPr ensaHidr ulica
Prensahidrulica
fig.4
Lapr ensahidrulicaesunaaplicacindelprincipiodepascalydesuconsecuencia
que es un aumento de presin a menor superficie. Esta es ideada por Pascal y
perfeccionadaporBramahen1796.Susaplicacionesson numerosasen laactualidad,en
estasebasantodoslosgatosyelevadoreshidrulicos.
As este fenmeno mecnico se aprovecha en activadores hidrulicos como los
utilizados en los frenos de un automvil, donde una fuerza relativamente pequea
aplicadaalpedalsemultiplicaparatransmitirunafuerzagrandealazapatadelfreno.
Los alerones de control de los aviones tambin se activan con sistemas hidrulicos
similares.Losgatosyelevadoreshidrulicosseutilizanparalevantarvehculosenlos
talleres y para elevar cargas pesadas en la industria de la construccin. La prensa
hidrulica,inventadaporelingenierobritnicoJosephBramahen1796,seutilizapara
dar forma, extrusar y marcar metales y para probar materiales sometidos a grandes
presiones.
1.5Principiosfundamentalesdelapr ensahidrulica
1.5.1Ecuacinfundamental
La ecuacin fundamental de la esttica de fluidos afirma que la presin depende
nicamente de la profundidad. El principio de Pascal afirma que cualquier aumento de
presin en la superficie de un fluido se transmite a cualquier punto del fluido. Una
aplicacindeesteprincipioeslaprensahidrulica.
1.5.2LeydePascal
Laleymselementaldelafsicareferidaalahidrulicayneumticafuedescubierta
yformuladaporBlasPascalen1653ydenominadaLeydePascal,quedice:
"La presin existente en un lquido confinado acta igualmente en todas direcciones, y lo
haceformandongulosrectosconlasuperficiedelrecipiente".
Lafigura5ilustralaLeydePascal.Elfluidoconfinadoenlaseccindeunatubera
ejerceigualfuerzaentodasdirecciones,yperpendicularmentealasparedes.
fig.5fig.6
La figura 6 muestra la seccin transversal de un recipiente de forma irregular, que
tiene paredes rgidas El fluido confinado en el ejerce la misma presin en todas las
direcciones, tal como lo indican las flechas. Si las paredes fueran flexibles, la seccin
asumira formacircular.Esentonces laLeydePascalquehacequeuna mangueracontra
incendiosasumaformacilndricacuandoesconectadaalsuministro.
1.5.3Principiodeconservacindelaenerga.
1.5.4Laenerganosecreanisedestruye,solosetransfor ma.
1.5.5TransmisindePotencia
Lafigura7muestraelprincipioenelcualestabasadalatransmisindepotenciaen
lossistemasneumticosehidrulicos.Unafuerzamecnica,trabajoopotenciaesaplicada
en el pistn A. La presin interna desarrollada en el fluido ejerciendo una fuerza de
empujeenelpistnB.
Segn la ley de Pascal la presin desarrollada en el fluido es igual en todos los
puntos por la que la fuerza desarrollada enel pistn B es igual a la fuerza ejercida en el
fluidoporelpistnA,asumiendoquelosdimetrosdeAyBsoniguales.
1.5.6TransmisindePotenciaatravsdeunatubera.
El largocilindrode la figura7,puedeserdivididoendoscilindros individualesdel
mismodimetroycolocadosadistanciaunodeotroconectadosentresiporuna caera.
Elmismoprincipiodetransmisindelafuerzapuedeseraplicado,ylafuerzadesarrollada
enelpistnBvaserigualalafuerzaejercidaporelpistnA.
La ley de Pascal no requiere que los dos pistones de la figura 8 sean iguales. La
figura9ilustralaversatilidaddelossistemashidrulicosy/oneumticosalpoderubicarse
loscomponentesaislantesnodeotro,ytransmitirlasfuerzasenformainmediataatravs
de distancias considerables con escasas perdidas. Las transmisiones pueden llevarse a
cualquierposicin.
aun doblando esquinas, pueden transmitirse a travs de tuberas relativamente pequeas
conpequeasperdidasdepotencia.
LadistanciaLqueseparalageneracin,pistnA,delpuntodeutilizacinpistnB,
esusualmentede1,5a6 metrosen lossistemas hidrulicos, y de30a60 metrosenaire
comprimido.Distanciasmayoressonsuperadasconsistemasespecialmentediseados.
1.5.7PresinHidrulica.
La presin ejercida por un fluido es medida en unidades de presin. Las unidades
comnmenteutilizadasson:
Lalibraporpulgadacuadrada=PSI
ElKilogramopor centmetrocuadrado=Kg/cm
ElKilogramofuerzaporcentmetrocuadrado=Kp/cm
Elbar=bar
Existiendolasiguienterelacinaproximada:
Kg/cm~ Kp/cm ~bar
Esteprincipiotienecarcterreversible ,enlafigura10lapresininternadelfluido
actuandosobreelreadelpistnproduceunafuerzadeempujeenelextremodelvstago.
fig.10
Lapresininternaindicadaporelmanmetro70Kg/cmactasobre120cmderea
depistnproduciendounempujede8400Kg.
Noolvidemosqueparahallarlasuperficiedeunpistndebemosaplicarlaformula:
REA= PI*R2
1.5.8Presin
Presineslacantidaddefuerzaquecorrespondeodesarrollaunaunidadderea.P
=F/A.
Paraqueexistapresinenunsistemahidrulicodebeexistirresistencia,oloquees
lomismolapresineselproductodeunaresistencia.Sinohayresistencianohaypresin.
Lapresindeterminalafuerzaotorquequepuededesarrollarunsistemahidrulico.
1.5.9Caudal
Caudal Q es el volumen de fluido por unidad de tiempo que pasa a travs de una
seccin transversal a la corriente . As por ejemplo, en una tuberia de agua los litros por
horaquecirculanatravsdeunplanotransversalalatuberia.
Ecuacin:Q=L
3
XT
Unidad:Q=m
3
/seg
1.5.2.1.Cadadepresin
La cada de presin es la cantidad de energa (manifestada como presin) que
requiere un fluido para fluir de un punto a otro cuando se presenta una restriccin entre
ambospuntos.
1.6Accesoriosdelaprensahidrulica(VlvulasHidrulicas)
1.6.1Controldir eccionalparaaccionarcilindroshidrulicos
El fluido que circula por el sistema hidrulico, evidentemente debe ser dirigido
convenientemente a los diversos cilindros, actuadores, o motores, de acuerdo a las
exigenciasysecuenciasdeltrabajoquesedebarealizar.
Para la finalidad antes mencionada se emplean las vlvulas direccionales. de las
cualeslamselementaleslavlvuladedos,tresycuatrovas.
1.6.2Vlvuladetresvas.
Estaeslaprimeradelasvlvulasquecambialaorientacindelacorrientedelfluido.
En esta vlvula como su nombre lo indica, hay tres bocas de conexin o "puertas", la
primera por donde entra la presin desde la bomba , la segunda que se comunica con el
cilindrohidrulicoylaterceraqueeslaconexinhaciaeltanqueoretorno.
Enlafig.11semuestrauncortedeunavlvuladetresvasenlasdos posicionesen
queaquellatrabajacomo AyB,enunadeesasposicioneslacorrederaohusillopermite
comunicar la puerta de entrada de presin con la salida del cilindro, mientras bloquea el
retornoaltanque,enlasegundaposicin,oseaconlacorrederasituadaenelotroextremo
lamismabloqueaahoralaentradadepresinyconectaelretornoatanqueconelcilindro.
En una vlvula de dos posiciones, una de ellas se logra mediante un resorte que
mantiene la corredera en una posicin extrema, la posicin se logra por una seal de
mando, que puede ser, manual, mecnica, elctrica o por piloto hidrulico o neumtico,
que al producirse provocan el deslizamiento del husillo al lado opuesto, venciendo la
tensindelresortealcomprimirlo.
Estavlvulaseempleaparacontrolarelaccionamientodecilindrosdesimpleefecto
y mbolos buzo , cuyo retorno se efecta por la accin de un resorte a cargas exteriores
quenorequiereretornohidrulico.
1.6.3Vlvulasdecuatrovasdosposiciones.
Cuando se trata de gobernar cilindros hidrulicos de doble efecto, o motores
hidrulicos que requieren control direccional de flujo en ambos sentidos de circulacin ,
debeaplicarseunavlvuladecuatrovas.Enestaunidadexistencuatrobocasdeconexin
, la primera conectada a la entrada de presin , la segunda conectada al tanque y las dos
restantesconectadasrespectivamenteaambascarasdelcilindrodedobleefectoquedeben
gobernar.
En la vlvula de cuatro vas , dos posiciones , como su nombre lo indica, la
correderaohusilloestarnicamentesituadaencualquieradeambasposicionesextremas,
valedecir,aunladooalotro.
Cuando la vlvula no este actuada, la presin P se comunica con la cara 1 del
cilindro mientras que la cara 2 se encuentran conectada a la descarga del tanque T. Al
invertir la posicin del husillo , tal como observamos en la fig. 12,tambin se invierten
lasconexionesyahoralapresinPestconectadaalacara2delcilindromientrasquela1
seconectaaladescargaT.
En la Fig. 12, se ve el corte esquemtico de una vlvula de cuatro vas, dos
posiciones,mostrndoseelconexionadointernodelcuerpo.
Paraeldibujodeloscircuitoshidrulico,ypermitirsufcillectura,sehaadoptado
unsistemadesmbolosdeacuerdoaloindicadoporelUSAStandardInstitute(conocido
como USASI). Los esquemas propuestas par este instituto difieren ligeramente de los
propuestosporelJointIndustrialComitee,conocidocomoJIG.
Acontinuacin,aplicaremosennuestrasdescripcioneslossmbolosUSASI.
EnlaFig.13.seveclaramentecomosegeneralasimbologapararepresentarauna
vlvuladecuatrovas,dosposiciones.EnlaparteAsemuestraelcorteesquemticodela
vlvula con su corredera en sus posiciones a toda derecha y toda izquierda
respectivamente. En la parte B la figura muestramediante la representacin simblica el
conexionadoqueseoperaenelinteriordelcuerpodelavlvula,al cambiarlacorredera
deposicindibujando doscuadrosquealanexionarsecomose muestraen laparteCdel
mismo dibujo , nos representan a la vlvula con sus dos conexionados posibles. Para
completarelsmbolo,otrospequeosrectngulossedibujanencadacostadoconelfinde
indicareltipodecomandoempleadoparagobernarlavlvula.
1.6.4Vlvuladecuatrovastresposiciones
Este es el tipo ms popular y ms conocido de vlvulas de cuatro vas .Aqu, la
corredera,apartedetenerdosposicionesextremas, tambinpuedepermanecerdetenida
enelcentromismodelcuerpodelavlvula, medianteunsistemadecentradoporresorte
oretencindebolillauotromedioderetencinmecnica.
fig.13
Smbologrficocompletodeunavlvuladecuatrovas tresposiciones,accionada
adoblesolenoideycentradapormedioderesortes .
En este tipo de vlvula, cuando la misma NO ESTA ACTUADA, la corredera se
encuentra situada en su posicin central. Al actuarse sobre la vlvula el mando
correspondienteaunextremoyalotro,lacorrederasedeslizarenunsentidooenelotro
.
Esnecesariodestacarqueelsistemadeconexionadodelas bocaso"puertas"dela
vlvuladecuatrovasen.elcuerpodelamismaesSIEMPREELMISMOcualquierasea
el fabricante que la manufactura. las puertas vienen marcadas SIEMPRE P T A y B. El
smbolo de esta vlvula es esencialmente idntico al smbolo de una vlvula de cuatro
vas, dos posiciones con la salvedad que se ha adicionado un tercer cuadrado entre los
otros dos, y por tal razn al encontrarse en una posicin central simboliza la posicin
centraldelacorredera,queeslaTERCERAposicin.
Adems, el smbolo se completa adicionando en ambos extremos los rectngulos
correspondientes para sealar que tipo de actuacin se emplea para gobernar la vlvula ,
deacuerdolovistoanteriormenteenelprrafoanterior.
Creemos conveniente llamar la atencin al lector sobra algunos pequeos detalles
con referencia a la mejor manera de atender a la simbologa de la representacin
esquemtica:delasvlvulasdedistribucindedosytresposiciones,tantoenlasvlvulas
deTRESVAScuantoalasvlvulasdeCUATROVAS.
1)Todas lasconexionesdeun bloque smbolo haciaelcircuitoexternodeber ser hecha
de manera que solamente un bloque diagrama de la vlvula, como se ve en la Fig. 14 A
esteconectadaalcircuito.Esincorrectodibujaralgunasdelaslneasaunbloqueyotras
enelotro,comoseindicaenlaFig.C.
fig.14
2) Se observar que un bloque de flechas, que indican los conexionados internos de la
vlvula son dos rectas paralelas, ese bloque indica el conexionado de la vlvula NO
ACTUADA o si es de solenoide , con el mismo DESENERGIZADO. Por tal razn, el
otrobloquemuestralasflechascruzadasyrepresentalasconexionesinternasdelavlvula
cuando la misma ha sidoenergizadasoestactuada.Estoesabsolutamentevalidostanto
paralasvlvulasdetresycuatrovas,queseandeDOSPOSICIONES,
3) Cuando se trata de una vlvula de cuatro vas , tres posiciones , o sea que tiene la
correderadeslizanteunaposicincentral,quecorrespondealavlvulaNOACTUADA,el
bloque central muestra el conexionado interno del cuerpo de la vlvula. ESTE
CONEXIONADO ES FUNCIN DEL TIPO DE CORREDERA, y sobre este asunto
volveremosmsadelante.
4) En una vlvula de dos posiciones las lneas de conexin debern ir al bloque ms
alejadodelactuador,paramostrarlacondicinquenoESTAACTUADA,Eluscorrecto
estdibujadoenlaFig.A,mientrasquelaincorrectosemuestraenlaFig.BYC.
5)La vlvulapuededibujarsecon lasconexionesde lneacuando la misma seencuentra
actuada,PEROSOLAMENTEENCASOQUEHAYAUNACONDICINESPECIAL
PARAELLO.
6)Dijimosqueelpunto4)queenunavlvuladedosposiciones,yafueradetresocuatro
vas el bloque correspondiente a la vlvula NO actuada es el ms alejado del actuador.
Inversamente el bloque correspondiente a la vlvula ACTUADA es el ms alejado del
resorte antagonista. Esto significa que el bloque que en un momento determinado este
actuandoeselinmediatamenteadyacentealsmboloquerepresentelaaccinmotora.As
entonces cuando la vlvula esta NO ACTUADA, o sea que est actuando el resorte
antagonista, el bloque que representa tal condicin es el adyacente al resorte . Por otra
parte cuando la vlvula esta en situacin ACTUADA, el bloque que representa a tal
condicineseladyacentealactuador.
7)Portalmotivo,enlavlvuladecuatrovas,detresposiciones,centradaporresortes,no
importael medioempleadoparaaccionarla, el bloquecentralrepresentaelconexionado
delamismacuandoseencuentraDESENERGIZADA,ycadaunodelosbloqueslaterales
representarelconexionadocuandoactaelactuadorinmediatamenteadyacentealbloque
considerado.
1.6.5Vlvulasdecuatrovas,tresposicioneshusillos:tiposconstructivos
fig.15
En la Fig. 15. vemos a travs del dibujo correspondiente, que se genera el smbolo
completo de una vlvula de cuatro vas, tres posiciones, y en el corte esquemtico de la
vlvula , la corredera o husillo dibujado por su geometra, cuando se encuentra en la
posicincentralclausuracompletamentelascuatropuertasdelavlvulaoseaP,T,Ay
B,bloquendolascompletamenteunasaotras.
EstavlvulasellamadeCENTROCERRADO(ClosedCenter),.Elsmboloserel
que vemosenla Fig.15.
En cambio en la Fig. 16 otro tipo muy popular de vlvula es la de CENTRO
ABIERTO (Open Center) en la cual cuando la corredera se encuentra detenida en su
posicincentral,intercomunicatodaslaspuertasdelavlvula,ypermiteasdescargarno
solamente ambas caras A y B del pistn al tanque, SINO QUE PERMITE LA
DESCARGA LIBRE DE LA BOMBA al tanque, mientras la vlvula se encuentre NO
ACTUADA.
fig.16
fig.17
En cambio, si al encontrarse la corredera en posicin central permite la
intercomunicacin de ambas caras del pistn A y B. con la descarga al tanque T, pero
mantiene cerrada la presin de la bomba, la vlvula se llama CENTRO FLOTANTE
(FloatingCenter).EstoesdebidoaquecuandolavlvulaseencuentraNOACTUADA
en su posicin central , ambas caras del pistn, como ya se dijo estn descargadas al
tanque y, si la friccin de la empaquetadura no lo impide, el pistn se puede desplazar
manualmente o accionando los rganos de movimiento de tal cilindro accionando la
mquinadondeelestmontado.
Entodaslasvlvulasdecuatrovasytresposicionesvistashastaahora, seanCentro
Cerrado, Centro Abierto y Centro Flotante, la corredera es maciza, sin ninguna clase de
hueco interior. En cambio, en la vlvula que a continuacin veremos la corredera es
interiormenteHUECA.
Enestavlvula,cuandolamismaNOseencuentraactuada,lacorrederabloquealas
conexionesalcilindroAyB,peropermitequelabombadescarguelibrementeal tanque
Esta particularidad permite conectar una serie de estas vlvulas formando un
paquete,dondelasvlvulasvanformandounaseriedetandem.Lasvlvulasasagrupadas
seconectandetalmaneraqueladescargaatanquedelapresindelaprimeravlvulava
conectadaalaentradadepresindelasegundavlvula,yassucesivamente.
Estaagrupacin "serie"de vlvulastandempermiteaccionarungrupodecilindros
hidrulicos cada uno de los cuales comanda una maniobra determinada en una cierta
mquinaunamotoniveladora,porejemplodemodotalqueelmanejoserealiceoperando
una sola vlvula por por vez que acciona su cilindro correspondiente mientras que los
otrospermanecensinactuar
En tales condiciones, todas las vlvulas aguas arriba de la vlvula que se est
cerrando, estn abiertas, y dejan pasar libremente la presin hasta la entrada
correspondientedelavlvulaoperadaaguasabajodelamisma,encambio,nohayentrada
de presin para ninguna vlvula posterior, toda vez que la presin esta impedida de
continuar a partir de la vlvula cerrada hacia las posteriores. CUANDO TODAS LAS
VLVULASESTAINACTIVAS osea,cuandotodaslascorrederasestncentradas, la
bombadescarga librementetodosucaudalatravsdetodoeltandemde la vlvula hacia
eltanque.
Serepresentaunavlvulatipotandem(tandemType)enlafig.17
Muchas otras configuraciones de corredera con algunas veces usadas en circuitera
hidrulica. Vlvulas con diferentes conexionados en una posicin central son a
continuacinmostradas.Todasellassondecuatrovastresposiciones,ysolamentesehan
dibujado en la Fig. 18 las conexiones correspondiente al bloque central cuando la
correderaestdetenidaensuposicin"neutral".
fig.18
1.6.6Controldir eccionaldecilindroshidrulicosdesimpleefecto
En laFig.,19ase muestraelcontroldeungatohidrulicoque noesotracosaque
unembolobuzoqueelevaunacarga. Paraelevarelgato,lavlvula1,vlvuladecontrol
de paso de dos vas, dos posiciones, est CERRADA , y la presin y el caudal de la
bomba,seaestamecnica,omanual,fluyenlibrementeatravsdelavlvulaantirretorno
2, penetrando en el cilindro y elevando el "gato". Cuando la vlvula 1 es ABIERTA , el
cilindroatravsdelamismadescargaaltanque,yentonceselpistndesciendedebidoala
cavidad.
fig.19
En la Fig. 19b. cuando la vlvula 1 no esta actuada , tal como est dibujado el
cilindro hidrulico esta conectado al tanque , permitiendo la retraccin del cilindro por
accindelagravedad.Elaceitesuministradoestabloqueadoenlaentradadelavlvula y
no tiene lugar a donde ir , excepto descargarse al tanque a travs de una vlvula 2 de
alivio.
Cuandolavlvula1seinvierte,entonceselfluidosedirigehacaelcilindroyeleva
el mbolo. La vlvula , no teniendo una posicin neutral, NO PUEDE DETENER EL
EMBOLOencualquierpuntointermediodesucarrera.Solamentecortandoelsuministro
de la bombapuedeel cilindroserdetenido y mantenidoencualquierposicin intermedia
desucarrera.
En la Fig.19c.,laaccinessimilara laaccindelejemploanterior,exceptoquela
bombapuedeserdescargada librementealtanque mientrasqueelcilindroestbajandoo
yaseencuentretotalmentebajado.Cuandolavlvulaseinvierte,elcilindroseelevar.
Esta vlvula de cuatro vas y dos posiciones, no nos permita detener el cilindro un
ningn punto intermedio de su carrera, esto solamente puede ser logrado deteniendo el
flujodesdelabomba,obien,directamenteparandolamisma.
En la Fig. 19d., se ha dibujado un gato hidrulico gobernado por una vlvula de cuatro
vas,tresposiciones,centrotandem.
Estetipodevlvulaotorgaelmascompletoefecto.Cuandolavlvulaestacentrada
, la bomba descarga libremente al tanque , mientras que el cilindro puede ser detenido y
mantenidoencualquierposicinintermediadesucarrera.
LapuertaBnoempleada,seconectatambinaladescarga altanque,demaneraque
al invertir la vlvula a la posicin del bloque con las flechas cruzadas, la bomba
descargaraaltanquesucaudalendescargalibre,almismotiempoqueelcilindrotambin
sedescargaraaltanque,descendiendoporlaaccindelacargaylodelagravedad.
Algunos fabricantes, construyen lo que llaman "Vlvulas de tres vas " para
funciones "ELEVARMANTENERDESCENDER" . Esas vlvulas son esencialmente
vlvulas tandem de cuatro vas y tres posiciones que por medio de un agujero interno
taladrado en el cuerpo conectando la puerta no usada directamente al tanque, es decir, la
puerta T que esta conectada al tanque. En esas vlvulas la puerta no usada ya viene
taponadaobloqueadadirectamentedesdefbrica.
1.6.7Controldir eccionaldecilindrosdedobleefecto.
1.6.8Vlvuladetresvas,dosposiciones.(Verfig.20a).
El circuito mostrado en dicha figura emplea cilindros que hacen carrera de carga
cuando el vstago esta saliendo del cilindro pero que, en su carrera de retorno no
desarrollaningntrabajo,ydicharetornodebeserlamsrpidoposible.
Cuando la vlvula NO esta ACTUADA, ( posicin de la figura) el aceite a presin
que la bombaestaenviandopasa yactaal mismotiemposobreambascarasdelpistn.
Debido a que las mismas no tiene la misma superficie, siendo mayor la superficie de la
cara ciega, ( llamada as a la que no tiene vstago), se creara una fuerza diferencial de
avance,queprovocarelavancedelpistndesarrollandosucarreradetrabajo.
Lafuerzaresultantequeharavanzarelvstago,durantesucarreradetrabajoserel
productodelapresinporlasuperficiedelaseccindelvstago, dadoquealasuperficie
de la cara ciega del pistn habr que restarle la superficie anular de la cara opuesta. Por
otra parte, el volumen de aceite desalojado por el pistn en su carrera de avance, ira a
unirse en la puerta de entrada de la vlvula con el caudal que esta enviando la bomba, y
ambospenetrarnjuntosenlapartetraserade]cilindro,dandocomoresultadounamayor
velocidad en el avance del mismo. Esto se llama ACCIN REGENERATlVA. Se ver
msdetenidamenteposteriormente.
Cuandolavlvulaseinvierte,lapresinquedabloqueadaenlapuertadeentradade
la vlvula mientras que la parte trasera del cilindro se conecta a la descarga del tanque
Simultneamente,lapresindelabombasehaceahorapresentelibrementesobrelacara
anular del pistn y lo hace retroceder. Este tipo de accionamiento se llama tambin
"AVANCEDELPISTNDECONTRAPRESION.
1.6.9.Vlvulasdetresvasgobernandouncilindrodedobleefecto.(VerFig.20b.).
Un cilindro de doble efecto se puede gobernar muy verstilmente con dos vlvulas
de tres vas. En este, diagrama cuando ambas vlvulas NO actan, ambos extremos del
cilindro estn drenados al tanque, de manera que ninguna de las caras del pistn hay
presinmientrasquelasentradasdeambasvlvulaspermanecenbloqueadas.
En estas circunstancias, el pistn se encuentra en una posicin flotante, vale decir
queel mismopuede ser manualmenteposicionadoencualquierpuntoo lugar intermedio
desucarrera.
Cuandosolamenteactuamos la vlvula1,elpistnavanzaconunaciertavelocidad
cumpliendo su carrera de trabajo a plena potencia, dado que el otro lado, es decir en la
seccin anular que esta drenada al tanque no existe ninguna contrapresin que
contrarresteodisminuyalafuerzaatodoempuje.
Atodoesto,el volumendesalojadode lapartedelanteradel cilindrovadescargado
directamentealtanque.
Si,porelcontrarioactuamos lasdos vlvulas juntas,entonceselempujedecarga
ser menor dado que se ver contrarrestado por la presin actuante sobre la cara anual a
contrapresin , pero al mismo tiempo, el volumen desalojado se unir al volumen que
enva la bomba, y se establecer la ACCIN REGENERATIVA. En tal caso, el "thrust"
sermenor,perolavelocidaddeavancesermayor.
Porlodicho,esfcilverquedosvlvulasdetresvas,dosposicionesgobiernanun
cilindrodedobleefectodeunamaneramuchomsverstilqueunavlvuladecuatrovas.
Vlvula de cuatro vas, dos posiciones con cilindro de doble efecto(Ver Fig..20c y
20d).
LaFig.,20cnosmuestra lavlvulaNOACTUADA,encontrndoseelcilindroenel
momentoqueiniciasumovimientodeavance.
La Fig. 20d. muestra a la vlvula ACTUADA encontrndose el cilindro en el
momento que inicia su movimiento de retroceso , EL CILINDRO NO PUEDE SER
DETENIDOENNINGNPUNTO INTERMEDIODESUCARRERA,amenosquesea
cortadoelsuministrodeaceitedesdelabomba.
1.7Tiposconstructivos:(VerFig.20e20fy20h)
Un cilindro de doble efecto conectado a una vlvula de cuatro vas, tres posiciones
delosdiversostiposconstructivosdecorrederaqueserepresentaronanteriormente.
Los cuatro tipos son los ms populares y prcticamente cubren las necesidades en
cuanto a vlvulas para control de direccin de flujo que se presentan en circuitera
hidrulica, no obstante que existen tipos de correderas especiales para cubrir las
necesidadesdecircuitosqueenalgunascasospresentancaractersticasmenoscomunes.
1.7.1VlvulasTandem.(VerFig.20e.)
Descarga automticamente la bomba hidrulica ( by pass) cuando el pistn del
cilindroestdetenido,conlacorrederadelavlvuladenposicincentralo"neutral".
El pistn puede detenerse en cualquier punto intermedio de su carrera tanto de
avance como de retorno, con descarga libre de bomba. Ambas caras del pistn quedan
completamentebloqueadas.
1.7.2Vlvuladecentrocer rado:(VerFig.20f).
Se emplea cuando la bomba debe permanecer suministrando presin a otras partes
del circuito con el cilindro detenidos En este caso la descarga de la bomba se opera a
travsdeotrasmediosqueveremosmsadelante.
1.7.3Vlvuladecentroflotante.
Permite que el cilindro quede flotando en el caso de que la vlvula tenga su
correderaenposicincentral,demaneraqueyaseaa mano,sielcilindroespequeo,osi
la friccin de sus empaquetaduras y guarniciones lo permitieran o bien moviendo los
rganosdelamquinaquelaccione,elpistn,puedamoverse.Talcosaesposible,pues
lacorrederaenposicincentral,ambascarasdelcilindroquedantotalmentedescargadasal
tanque,mientrasquelaentradadepresinhasidobloqueada.
1.7.4Vlvuladecentroabierto: (VerFig.20h).
Con lacorrederade la vlvula ensuposicin central, todas laspuertasdelcuerpo
de la vlvula P,T,A y B , quedan intercomunicadas y si no hay ninguna restriccin
despusdelavlvulaensudescargaaltanquelabombadescargarlibrementesin ninguna
contrapresin . En este casco ambas caras del pistn se descargaran al tanque a presin
ceroconjuntamenteconlabomba.
Alrespectocabedestacaralgomuyimportante:
Cuando en la descarga de la vlvula al tanque existe algn tipo de restriccin ,
aparece una contrapresin , cuyo valor acta sobre ambas caras del pistn, al mismo
tiempoquelabombadescargaapresincero,sinoalvalormismodeesacon.Esfcilver
entonces , que teniendo el pistn en un rea diferencial, el cilindro avanzar lentamente
hacia arriba. Por ejemplo supongamos que una restriccin ha sido puesta en lnea de
descarga de la vlvula de cuatro vas de centro abierta, y que la contrapresin ha sido
reguladaaunvalorde50libraspulg.,queserledaenunmanmetro.
La misma presin actuar sobre ambas caras del pistn y desarrollara empujes
opuestos respectivamente sobre cada cara del pistn como vemos en la Fig. 21 En este
ejemplo,sieldimetrointernodelcilindroestalquela superficiesea iguala4pulg.el
empujesobrelacaraciegaserde200libras.
Si la contra cara anular del pistn tiene una superficie neta de 3 pulg. el contra
empujeseriguala150libras.
El empuje resultante que har avanzar el cilindro, sera la diferencia de ambos
empujes,osean50libras,siestevalorsuperaelrozamientodelasempaquetaduras.
fig.21
1.7.5Automatismoreciprocodecilindroshidrulicos
Una de las aplicaciones ms comunes de los cilindros hidrulicos en las maquinas
herramientaseseldehacerdesplazarhorizontalmentelamesadelamquinasisetratade
unacepilladora,limadoraorectificadoraplana.Enestetipodemquinasesnecesarioque
la mesa tenga un movimiento alternativo y continuo , vale decir, que la mesa durante el
tiempoquedeseeposeaunamovimientocontinuo devaivn.
Esto se logra fcilmente por medio de uno o dos cilindros hidrulicos, que
accionadosporuncircuitodeterminadoproveanalfuncionamientodeseadodelamesade
la mquina . Este movimiento cuando se logra por medio de un circuito y cilindros
hidrulicossellamaautomatismorecproco.
Sepresentauncasodeautomatismorecprocoqueesnecesariotenermuy,encuenta
,puesdelocontrarioindefectiblementeelmismofallar,Estoseilustramuyclaramentea
continuacin.(VerFig.22a).Uncilindrohidrulicodedobleefectollevaenelextremo
libre del vstago una leva la cual cuando aquel se encuentra completamente extendido
accionar el husillo de una vlvula de cuatro vas dos posiciones, con placa manual de
mando.
La accin es como sigue: el operador empuja la palanca manual colocada en la
vlvula para que el cilindro comience a marchar hacia adelante, Cuando la carrera, de
avancehasidocompletada,lalevadelvstagoactasobreelrodillodelacorrederadela
vlvula y esta comienza su movimiento de inversin. Cuando esta alcanza durante su
retroceso a la posicin central, en ese preciso momento todas las puertas quedan
bloqueadascomomuestralapequeailustracinalaizquierda.
Esto provoca el corte completo del suministro del aceite a presin enviado por la
bombadetenindoseel cilindro y,porendequedando lacorrederade la vlvuladetenida
ensuposicincentralsinqueseaposiblehacerpasaromejordicho,sobrepasaralamisma
dedichaposicincentral.Porestemotivo,elcircuitohidrulicoseencuentra"atascado".
Eloperadorentoncesdebeterminardeaccionaramanolacorrederahacindolecompletar
su inversin de posicin, para lograr que el cilindro reinicie nuevamente y complete su
carreraderetorno.TALCOSANOESACEPTABLEPUESTOQUEYANOEXISTIR
UN AUTOMATISMO RECIPROCO DE INVERSIN DE MARCHA DEL PISTN
DELCILINDROHIDRULICO.
Todaslasvlvulashidrulicasdedosposiciones,yaseandecentroabierto,ocerrado
,cuandosucorrederapaseporsuposicincentral,detendrnelcilindro,silavlvulaesde
centro cerrado , por las causas arriba mencionadas, si la corredera es de centro abierto ,
porquelabombadescargarenteramentesucaudalaltanque,ynohabrentoncespresin
sobre la caradelpistnqueenese momentoestabaactuando.Portal motivo,para lograr
un automatismo hidrulica recproco., NUNCA DEBE INTENTARSE REALIZARLO
POR MEDIO DE UNA VLVULA DE DOS POSICIONES QUE ACTU COMO
VLVULAPRINCIPAL.
En la Fig. 22b., se muestra la manera de ejecutar un circuito hidrulico confiable y
seguro para lograr un automatismo recproco , utilizando una vlvula de dos posiciones
comovlvulaspiloto,queasuvezaccionaaunavlvulaprincipal,queeslaquerealmente
gobiernaelcilindrohidrulico.Enelcircuitodibujado,lascausassucedendelasiguiente
manera:
La vlvula 1 principal, es una vlvula de cuatro vas, dos posiciones, gobernada
manualmente , pero en su lugar tiene un resorte antagonista , tiene para lograr su
movimientodeinversinunpilotohidrulico,quenoesotracosaqueunpequeocilindro
cuyo pistoncito , al recibir presin , contra empuja al husillo de la vlvula principal
haciendo que este a su vez invierta el movimiento del cilindro , logrndose as el
automatismo deseado. Por otra , la vlvula principal, o sea que la conexin
correspondientesetomaenlalneaprincipalantesdelapuertaP,deentradaalavlvula
principal.
Enestascondicionesyestandoelcilindrotodoatrs,cuandoeloperadoraccionala
palanca manualde laVlvulaprincipal, invierteelconexionado mostradoeneldibujo, y
entonceselcilindrocomienzasumovimientodeavance.Hastaelmomentoqueelvstago
del cilindro alcance su posicin "todo fuera ", la vlvula 2 tiene su entrada de presin
bloqueada , al mismo tiempo que drena libremente al tanque el piloto de la vlvula
principal. Cuando la carrera de avance es completada, la leva del vstago acciona para
abajo, ( en la posicin del dibujo) el husillo de la vlvula 2 y esta entonces conecta la
presin de bomba con el piloto de la vlvula 1 de inmediato la corredera de esta ltima
accionadaporaquelinvierteinstantneamentesuposicinyelcilindroiniciasucarrerade
retornohastacompletarla,momentoenelcualsedetieneelmismo,habiendoconcluidoas
elciclo.Cuandotalcosahasucedido la levade lavlvulaprincipalqueestaba montada,
enelextremodesuvstagoliberaelrodillo montadoen lapartesuperiorde lacorredera
de la vlvula 2 por lo cual la misma vuelve a bloquear su entrada de presin, al mismo
tiempo que drena nuevamente al tanque la presin del piloto de la vlvula principal , el
cual, al descargarse completamente permitir la iniciacin de un nueva ciclo, cuando el
operadorpuedaactuarnuevamentelibrementelapalancademandodelavlvulaprincipal.
Cuando, como en el caso visto, el operador debe iniciar el ciclo, y el automatismo
solamenteselimitaainvertirautomticamentelacarreradelcilindro,entoncessediceque
estecircuitoesdeUNCICLO.
Los circuitos de automatismos recproco de un ciclo, se logran con el concurso de
unavlvuladetresvas,ydosposiciones,convlvulapiloto,yunavlvuladecuatrovas
dos posiciones, con conocimiento manual y retorno por piloto hidrulico , como vlvula
principal.
Si en cambio, se desea obtener un movimiento recproco alternativo continuo de un
cilindrohidrulico,essuficienteempleardosvlvulasdetresvas,ydosposicionescomo
vlvulas inversoras piloto . Y una vlvula de cuatro vas, dos posiciones accionadas por
pilotoshidrulicosensusdosextremos.TalcosasemuestraenlaFig.22c..Enlamisma,
y tal como estn dibujadas las conexiones de la vlvula principal 1 , el cilindro est
desarrollandosucarrerade avance.Cuando la misma ha sidocompletamente lograda, la
leva montada en la extremidad del vstago del cilindro acciona el rodillo de la corredera
delavlvulapiloto3,lacualenesemomento, inviertesuposicinyconectalapresinde
bombaalpiloto"derecho"delavlvula1, esteasuvezinvierteporlaaccindelmismo
sucorrederayelcilindroiniciasucarreraderetorno.Tanprontolaleva"suelte"elhusillo
delavlvulapiloto3,lamismabloqueasuentradadepresin,conectaelpilotoderecho
" al tanque", quedando el mismo drenado y sin presin alguna. No obstante esta, la
correderadelavlvulaprincipalsemantieneensuposicin.Ahorayatenemosalcilindro
desarrollandosucarreraderetornohacialaizquierda.Cuandodichacarreraderetornoha
sido completada la leva montada en la extremidad del vstago del cilindro accionar
ahora el rodillo de la corredera de la vlvula piloto 2, la que permitir a la presin de la
bomba hacersepresenteahoraenelpilotoizquierdade la vlvula1principal.Estepiloto
bajo laaccinde lapresin,accionarsupistoncitointerno, yel mismoempujarahora
hacia la derecha la corredera de la vlvula principal, la cual no tendr ningn obstculo
dado que el piloto antagonista se encuentra descargado y drenado al tanque sin presin
alguna.
Cuandoelcilindroahoraensucarreradeavancenuevamente,llegueacompletarla
misma el cilindro vuelve nuevamente a invertir su carrera, se dice entonces que el
automatismo recproco es continuo . Solamente se detiene cuando el operador corte el
suministro de potencia hidrulica desde la bomba por algn medio. En el caso de la Fig.
22c. estoselogracerrandolavlvuladepaso4.
Portodolodicho,cuandosequieren lograrcircuitoshidrulicosparaautomatismos
recprocos continuos, se deben utilizar dos vlvulas de tres vas, dos posiciones ,
conectadasentreellasenparalelo,yambasasuvezconectadastambinenaccionamiento
totalmenteporpilotohidrulico llevandoelvstagodelcilindroensuextremidad librede
leva que actuar respectiva y alternadamente a ambas rodillos de las correderas de las
vlvulasdetresvas.
1.7.6Regeneracinencircuitoshidrulicos
Con anterioridad vimos brevemente el principio de lo que se llama en hidrulica
accinregenerativa.
Cuando un cilindro de doble efecto est conectado de tal manera que la cara ciega
del pistn est conectada a la presin de bomba a travs de algn tipo de vlvula de
control direccional , mientras que la contracara anular est conectada directamente al
circuito, de manera que cuando el cilindro est avanzando, esta al mismo tiempo
venciendounacontrapresinqueestactuandosobrelacaraanular,sedicequeelcilindro
estconectadoacontrapresinsielvolumendesalojadovadirectamentedrenadoaltanque
, pero si este volumen desalojado se une nuevamente al caudal de bomba que entra a la
puerta de presin P de la vlvula de mando, entonces a la cara ciega del pistn est
llegando en ese momento el caudal de la bomba mas el caudal adicional proveniente del
volumen desalojado por el cilindro en su movimiento de avance. Dicho volumen est
tambinpresurizado,yalsumarsealvolumensuministradoporelcaudaldelabombaque
est entrando a la cara ciega del cilindro la suma de ambas dar como consecuencia un
volumenmayor.Estoocasionaqueelcilindrodesarrollesucarreradeavanceaunamayor
velocidad.
Elvolumendesalojadoporelcilindroensumovimientodeavanceseharegenerado
como un volumen de fluido capaz de suministrar un trabajo mecnico. TAL CIRCUITO
ENTONCESESUNCIRCUITOREGENERATIVO.
Elpropsitodeuncircuitoregenerativoesincrementarlavelocidaddelacarrerade
avance del cilindro . LAREGENERACIN NO PUEDE SER NUNCA LOGRADA EN
LACARRERADERETORNO.
1.7.7Fuer zadeempujedelcilindro
Dadoquelamismapresindecircuitoestactuandosobreambascarasdelpistn,o
seasobre lacaraciega y sobre lacaraanular,esevidentequeelproductodeestapresin
por las respectivas superficies de ambas caras del pistn darn fuerzas resultantes de
sentidos opuestos, cuya diferencia ser el empuje total resultante ( thrust ) bajo el cual
actuarelcilindroensucareradetrabajo.Elempujeresultanteserigualalproductodela
presinporlasuperficiecorrespondientealaseccindelvstago.
1.7.8Velocidaddeavancedelcilindro
Dado que el volumen de aceite contenido en la parte delantera del cilindro y
desalojadoporelpistnensucarreradeavance llanada sobreel ladode lacaraciegaun
volumenequivalenteal volumentotaldesplazadoporelcilindroensucarreradeavance,
respetandoalmismo,elvolumenocupadoporelvstagoPortalcausa,cuandoelcilindro
est cumpliendo su movimiento de avance, la bomba solamente necesitar suministrar
precisamenteelvolumendelvstago.
Por lo dicho, para calcular la velocidad de avance del cilindro cuando el mismo se
encuentrabajounaaccinregenerativa, bastasolamentedividirelcaudalde labombaen
litros/ minuto o en litros/segundo por el volumen del vstago en decmetros cbicos. El
resultado ser la velocidad de avance del cilindro en decmetros / minutos o
decmetros/segundo.Parailustrarmejorlodichodaremosacontinuacinuncaso:
Seauncilindrohidrulicoquetengaundimetrointeriorde10pulgadas,unvstago
cuyodimetrosea7pulgadas,labombatieneincaudalde8G.P.M.aunapresinde1200
libres/pul.
Sepuedecalcular:
Elempujedelcilindroensucarreradeavance(thrust)
Lavelocidad'delacarreradeavance
Lavelocidaddelacarreraderetorno
Elflujodeaceitesobralacara"A"y.
Elflujodeaceitesobralacara"B"
Empujedelcilindro:Dimetrovstago7".Superficie38pulg.x1200psi.=45.600
libras.
Velocidaddeavance:8G.P.M.x231pulg.3%38s.i.=48"porminuto.
Velocidadderetorno:8G.P.M.xw3lpulg.3%(78,5 38)p.s.i.=46"porminuto.
Flujosobre" A" :48"/min,x78,5s.i. %23116,3G.P.M.
Flujosobre" B" : 16,3=8GPM(delabomba)=8,3G.P.N.(flujoregenerativo)
Comoseha visto, paracalcular loscaudalesnecesariossobreambascarasprimeramente
se calcul qu caudal sera necesario suministrar a la cara ciega del pistn para que el
mismo se desplazara a la velocidad calculada, SI EL CIRCUITO NO FUERA
REGENERATIVO.Luego,elcaudal ascalculado,restamoselcaudaldelabomba,yla
diferenciaeselcaudalregenerativosuministradoporelcircuito.
1.7.9Ejemplosdecircuitosr egenerativos
Unavlvuladecuatrovas,dosposicionespuedeserusadaparalograrregeneracin
.Paraelloconcteseelretornodelcilindrodirectamentealcircuitoclausurndoselapuerta
B de la vlvula que corresponderla a la cara anular del pistn , si el circuito no fuera
regenerativo.
LaotrapuertadelavlvulaA,conctesealacaraciegadelpistn.
Estecircuitoregenerativoactuardeunamaneraenteramentesimilaralmostradoen
laFig.23a.,vistoenpginasanterioresenelcuallavlvuladetresvasdedosposiciones
accionabaelcilindrohidrulicoconunaaccinregenerativa.
El circuito dibujado en la Fig. 20b. , tambin es regenerado cuando actan sobre
ambascarasdelcilindrolapresindelabombaalmismotiempo.
Utilizando una vlvula de cuatro vas , tres posiciones de centro flotante normal,
tambin se obtiene un circuito regenerativo SI SE CONECTA AMBAS CARAS DEL
CILINDROCONLASPUERTASAyByLAPRESINDEBOMBASECONECTAA
LA PUERTA DE DESCARGA T DE LA VLVULA , mientras que la puerta P de la
misma,SECONECTAALADESCARGADELTANQUE.
Cuando la corredera de la vlvula se encuentra en su posicin central ( como est
dibujado en la figura) se establece la accin regenerativa. Cuando se acta la vlvula de
manera que opera el bloque de la izquierda, el cilindro cumple su carrera de retorno ,
cuando se invierte la corredera de manera que actu el bloque de la derecha , el cilindro
avanza bajo el empuje completo de la presin SIN accin regenerativa. En este circuito,
NO es posible detener el pistn en ninguna posicin intermedia de su carrera tanto de
avance como de retroceso. As mismo con la vlvula de corredera flotante conectada al
revs,labombanodescargaenningunaposicindelamismaatravsdelacorredera.Por
tal motivo, la descarga de la bomba se efectuarindependientemente de esta vlvula por
otrosmedios.
En la Fig. 23b, se ve otro circuito regenerativo , en la Fig. 24 logrado con una
vlvula de cuatro vas tres posiciones de tipo tandem , centrada por doble resorte y
accionadaporsolenoide,utilizadacomovlvulaprincipal.
fig.24
Estavlvula(1)empleadacomovlvulaprincipalnoesotracosaqueunavlvulade
control direccional tandem , descarga a la bomba en descarga libre al tanque cuando la
corredera se encuentra en su posicin central. Tambin controla el movimiento haca
adelanteyhaciaatrsdelcilindrohidrulico.
La vlvula 2 , es una vlvula de tres vas, dos posiciones actuada por un solo
solenoideyresorteantagonista.
Cuando la vlvula 2, NO ESTA ENERGIZADA , ( caso de la figura) la vlvula
acta normalmente, y el circuito NO ES REGENERATIVO, actuando el cilindro bajo
condicionesnormales,cuandolapresindelabombaactalibrementesobreambascaras
delpistndelcilindro.
Selsolenoidedelavlvula2estconectadoenparaleloconelsolenoideladerecha
de la vlvula 1 , al energizar a ambos SIMULTNEAMENTE el cilindro avanza con
accinregenerativa.
Si todos los solenoides estn desenergizados , la bomba descarga libremente al
tanqueyelcilindroquedabloqueadoencualquierposicinintermediadesucarrera,tanto
deavancecomoderetroceso.
Siencambio, yporerroresel solenoidede la izquierdade la vlvula1elqueest
conectadoalsolenoidedelavlvula2,elsistemaNOFUNCIONAdaningunamanera.Si
estando lossolenoidesdesenergizados, seENERGIZASOLAMENTEelde la izquierda
delavlvula1,elcilindroretomacomoyasedijomsarriba,delamaneraclsica.
Sifinalmenteincluimosunpresostatoaccionadoporlapresinexistenteenelinteriordel
cilindrodurantesucarreradeavance,demaneraqueaquellolaactucuandoelcilindroha
retrocedido completamente, y provoque el cierre de un switch de contactos normalmente
abiertos, en ese momento el presostato energizar el solenoide de la vlvula 2 y estando
esteconectadoenparaleloalsolenoidedeladerechadelavlvulaprincipalpormediodel
mismo presostato entonces el cilindro avanzar con accin regenerativa. Cuando se
completalacarreradeavance,lapresinenlacmaradelanteradelcilindrocaeacero,el
presostatosedesenergizhidrulicamente,cortaelcontactocerradodesconectandoaslos
solenoides de la de la vlvula principal y de la vlvula 2, y as con un puente inversor
conectado , ahora el solenoide de la izquierda de la vlvula 1, el cilindro retroceder
libremente, establecindose as un automatismo con accin regenerativa , y con la
alternativa de detener al cilindro en cualquier posicin intermedia de su carrera, con
descargalibradelabombaaltanque.
El circuito estudiado, es el ms completo para automatismos recprocos
regenerativosconparadaencualquierpuntoydescargalibredebomba.
Los cilindros empleados en circuitos regenerativos generalmente son de relacin 2:1, lo
que significa que la superficie de la cara ciega del pistn es el doble de la superficie
anular.Enconsecuencia, ybajoaccinregenerativa,cuandoelpistnavanza lohaceque
unempujeigualalamitaddelempujecompleto,cuandoNOEXISTEestadoregenerativo
. En el primer casas el pistn avanza con el doble de la velocidad que tendra si no
existieraestaregenerativo.
1.8Vlvulassolenoideshidrulicas
Las necesidades crecientes que se presentaran y que se siguen presentando en el
campo de la automatizacin industrial en cuanto hace a la fabricacin de maquinarias,
dispositivos y diversos elementos accionados hidrulicamente, y la extrema. de sencillez
con que se pueden disear circuitos elctricos que funcionan automticamente
comandados desde sencillos microcontactos fin de carreras , microcontactos
temporizadores , hasta los modernos programadores lgicos programables (PLCs) han
hechopensaralosIngenierosProyectistashacealgunasdcadasatrslotilqueresultara
comandarcircuitoshidrulicosvaautomatizacioneselctricas.
Ellodeterminen su momentolacreacinde la vlvuladecontroldireccionalaccionada
por solenoides y/o electroimanes, y , actualmente, este tipo de vlvulas es el elementos
indispensableparacomandarcualquiermquinahidrulica,automticaano,pormediode
cualquiertipodeaccionamientoelctricoy/oelectrnico.
Lasvlvulasqueacontinuacinestudiaremos,sonlasmspopularesenelcampode
vlvuladecontroldireccionaldeflujohidrulicoaccionadaselctricamente.
1.8.1Vlvulasdehidrulicasdecuatrovas,operadaselctricamente.
En la Fig. 25a. vemos una vlvula directamente accionada por solenoide , que es
aquella en lacualelelementomotrizparaaccionar lacorrederadeslizanteesnicamente
unelectroimnounsolenoide.
La accin de este, cuando se encuentra energizado, se traduce en un empuje o una
traccin de la corredera. En dicha figura tenemos una vlvula de cuatro vas, dos
posiciones, de retorno por la accin de un resorte antagonista, y accionada por el
electroimndibujadoalcostadoderechodelavlvula.Cuandoseenergizaelsolenoidela
correderaesempujadaporlaaccindeestehacialaizquierda,conectandalapresinala
cara 2 del cilindro mientras que la cara 1 queda drenada al tanque. La corriente elctrica
debe ser mantenida sobre el solenoide para que este a su vez mantenga a la corredera
empujada totalmente hacia la izquierda. Cuando se corta la corriente 9 y el solenoide se
desenergiza ,el resorte empuja enrgicamente a su vez a la corredera hacia la derecha
conectndoseentonceslaspuertasdelcuerpodelavlvuladelamanerademostradaenla
figura.
1.8.2 Las vlvulas solenoides siempre se representan en los esquemas de circuiteria
conelconexionadocor respondienteasuposicindesenergizada.
Las vlvulas directamente accionadas por solenoides se construyen usualmente de
pequeo tamaos para tubera no mayor 1/4", debido a las medidas fsicas que devienen
muygrandesenlossolenoidescuandolavlvulatienedimensionesmayores.Asimismo,
la corriente elctrica necesaria para accionar solenoides mayores, toma valores muy
grandes y paralelamente se presentan problemas de calentamiento , los cuales deben ser
vigiladosconmuchaatencin.
Enlasvlvulasdecontroldireccionaldirectamentecomandadasporsolenoides,para
dimensiones de tubera de 1/4" , cuando son manufacturadas por fabricantes acreditados
permiten caudales de pasaje de fluido de hasta 30 litros por minuto, para presiones de
1.000librasporpulgadacuadrada.
Fig. 25b. Hablamos dicho refirindonos a la vlvula de cuatro vas, dos posiciones
accionada por un solo solenoide y retornada por resorte antagonista que era necesario
mantenerlacorrienteelctricasobreelmismodurantetodoeltiempoquelavlvuladeba
estaractuando.
Algunasvecessuelesuceder,quelavlvulaoperadaporunbreveimpulsoelctricoy
alcasareste,debeseguirlacorrederapermaneciendoenellugaralacualaquellallev,
Evidentemente en este caso no puede tolerarse la accin del resorte antagonista por tal
motivosereemplazaaesteporotrasolenoide,demaneraquelacorrederaesmovidahacia
unextremooelotrodelavlvulaporlaaccindelempujedeunouotrosolenoide.
Tal se ve en la figuras anteriores. La corredera permanece al extremo hacia la cual
fuellevadohastaelmomentoqueseenergizaelsolenoideantagonista.
Debe tomarse especial cuidado, cuando se trabaja con esta vlvula, de no montarla
en ninguna otra parteo posicin que no sea la horizontal como tambin, si la vlvula se
encuentracolocadaenunamquinamvildenofijarlanuncaconlacorrederaparalelaal
sentidodel movimiento.Enelprimercaso lagravedad, yenelsegundo la inercia misma
de la corredera, en el caso de una frenada brusca de la mquinas podr descolocar la
correderadeunaposicindeterminada,motivandolaaparicindeinconvenientesaveces
difciles de evaluar. Asimismo, cuidados deben ser tomados para que en ningn caso
ambossolenoidesseenergizansimultneamente.
Fig.25c.Enloscasosvistosanteriormente,lasvlvulaserande2posiciones,perosi
alavlvulaaccionadapordoblesolenoidemediantedispositivosadecuados,lecolocamos
dos resortes exactamente iguales en ambos extremos de la corredera, la misma , cuando
ningnsolenoideestenergizado,seautocentrarporlaaccindelequilibradoprovocado
porambosresortesenlaposicincentraldelavlvulas,tenemosasunavlvuladecuatro
vas,tresposiciones,autocentradaporresortes.
Delaformacomolacorrederaestconstruidastendremos.
Vlvulasdecentrocerrado.
Vlvulasdecentroabierto
Vlvulasdecentroflotante
Vlvulasdecentrotandem.
Debentomarseespecialescuidadosquenuncaambossolenoidesquedenenergizados
simultneamente.
La corriente elctrica debe ser mantenida sobre el solenoide respectivo todo el
tiempo deseado para mantener la corredera en uno de sus extremos, Si el solenoide se
energiza,permaneciendoelotrosolenoidedesenergizando,losresortesautomticamente
llevan a la corredera a su posicin central, Esta vlvula puede ser montada en cualquier
posicin.
1.8.3Vlvulasdecuatrovas,operadasporpilotohidrulico.
Cuando por las dimensiones presentes en grandes vlvulas destinadas a manejar
caudales de consideracin, los esfuerzos fsicos de un operador para accionar manual
mente la vlvula devienen muy grandes , entonces la corredera de la misma se acciona
valindose de un agente intermedio que alivia el esfuerzo fsico del operador. Esto
generalmente se logra con concurso de la misma presin del circuito la cual, mediante
dispositivos adecuados que pasee la misma vlvula, acciona pequeos pistoncitos , los
cuales a su vez empujan la corredera en un sentido y hacia el extremo deseado de la
vlvulasinningnesfuerzofsicoporpartedeloperador.
Sediceentoncesquelavlvulaestaccionadaporpilotohidrulico.
Cuando el control direccional del piloto hidrulico se logra con el concurso de una
pequea vlvula auxiliar accionada por solenoide, la cual sirve para manejar la vlvula
grande entonces sta toma el nombre de: vlvula accionada por piloto elctricamente
controlada.
Estas vlvulas se construyen para medidas de tuberas desde 3/4" para adelante, o
3/4",1",11/2"(aveces1l/4")2",21/2",3" y4".Indefectiblementetodasellasson
comandadas por una vlvula "piloto", de simple o doble solenoide, segn sea el caso de
l/4",quehemosvistomasarriba.
Las vlvulas controladas por solenoide y operadas por piloto hidrulico, (ver Fig.
26a.)tienen algunas importantes ventajas respecto de las vlvulas directamente operadas
porsolenoide.
1)Debidoaquepueden manejarseconpequeasvlvulaspilotooperadasporsolenoide
miniatura ellas poseen operaciones muy silenciosas, Por otra parte los solenoides
pequeosnotieneelzumbidodelosgrandes,nitampocolosimpactosdelaaltaintensidad
quesehacenpresentescuandolaestructuradelsolenoideesmayor.
2) La velocidad de desplazamiento de la corredera de la vlvula principal puede ser
regulada estrangulando convenientemente las entradas a la misma de la de los pilotos
hidrulicos.Encambiolavelocidaddeldesplazamientodeltragantedelelectroimnodel
ncleo del solenoide NO puede ser regulada, sin provocar el sobrecalentamiento de la
bobinaelctrica.
Alpoderregularlavelocidaddelacorrederadelavlvulaprincipal,podremosevitar
choquesylogolpesdearieteenlastuberasmayoresdelcircuitohidrulico.EnlaFig.26a
, hemos representado en A el corte esquemtico de una vlvula operada por piloto
controladaporsolenoide.Lavlvulaprincipalesdecuatrovas,2posiciones,delamisma
manera que la vlvula piloto , accionada por simple solenoide y retornada por resorte
antagonistadelamismamaneravistaenprrafosanteriores.
El flujoprincipaldeaceitees manejadoporlacorrederadela vlvulaprincipalque
est dibujada en la parte inferior de la estructura de la vlvula . Esta corredera no esta
montada con resorte, ella est potenciada en ambas direcciones por la presin del piloto
hidrulico que viene dirigido desde el conjunto superior del dibujo. El drenaje del piloto
debesiempreconectarsealadescargadeltanqueindependientementedeladescargadela
vlvula principal, no debe nunca existir en l ninguna contrapresin . De haberla ,
ocasionara por una parte una carga extra en el esfuerzo de empuje del solenoide, y por
otra parte , y esto es la ms importante , se motivaran dificultades para accionar
libremente la corredera de la vlvula principal, Si el solenoide tuviera que trabajar
sobrecargadoporexistirunacontrapresineneldrenajedelpiloto,lomsprobableesque
sequemaraporsobrecalentamientoenmuypocossegundosdetiempo.
En la parte B de la Fig. 26 se ha representado el smbolo completa USASI de la
vlvula,Lavlvulaprincipal estadibujadaenlaparteinferiordelconjunto,mientrasque
lavlvulapilotolaestenlapartesuperiordelmismo.Seindicaasimismoelconexionado
entraambasvlvulas,representandolaslneaspunteadasporlosconductosinternosdela
presinpiloto.
Elrecuadroentrazospunteados,gruesos,queencierraa lasdosvlvulas,simboliza
queambasseencuentranmontadassobreunmismoconjuntofsico.
Debidoalhechodequedibujarenelcircuitohidrulicoestetipodevlvulasconsu
smbolo completo demandarla mucho tiempo , es que se permite en la prctica la
representacin grfica de la circuitera hidrulica, y representar el conjunto completo de
estavlvulaconel smbolosimplificadoparteCde la figura .Estesmbolosimplificado
es el mismo que el utilizado para una vlvula de las mismas caractersticas directamente
accionadaporsolenoide.
1.8.4Vlvulaoperadaporpiloto,controladapordoblesolenoide(fig.26b.)
Cuandoel solenoidedeuna vlvulacomo la vistaenanteriores figuras,debeactuar
duranteunciertotiempo,habamosvistoqueeranecesariomantenerduranteeselapsode
tiempo la corriente elctrica del mismo, por tal motivo, cuando se trataba de operar la
vlvulaconunbreveimpulsoelctrico,eranecesariorecurriraunavlvulaaccionadapor
doblesolenoide.
En elcasodetratarsedeunavlvulacerradaporpiloto,yquetrabajeconlasmismas
caractersticas de aqulla , ser imprescindible accionar tambin la vlvula piloto con
doblesolenoidecomoseharepresentadoenlafigura.
Seobservaenlamismaquelacorrederadelavlvulapilotoestcentradapordoble
resorte. La actuacin de un breve impulso elctrico sobre un solenoide determinado
ocasionar el rpido desplazamiento de la corredera de vlvula principal 1.3 que
permanecerenesaposicinhastatantonoseadesenergizadoelsolenoidemotriz,Eneste
caso lacorrederade la vlvulapilotoseencuentratotalmentedesenergizada sucorredera
seencuentracentrada permitiendoeldrenajealtanquedeambospilotoshidrulicosdela
vlvulaprincipal,lacualmantendrsucorrederaposicionadapormediodedosenclaves
uno para cada posicin que generalmente se logran haciendo sendas ranuras
semicircularesenelentornosdeunadelascolasdelacorrederamaslargaquesuopuesta.
Sobreestasranurasencajaunaesferamantenidacontraelfondodelamismapormediode
unpequeoresorte,comoestdibujadoenlaparteAdelaFig.7.16.b..
Esta vlvula, debido a la retencin mecnica de su corredera principal, puede estar
montadaencualquierposicin.
Aqutambin eldrenajedelpilotoseconectaraltanque independientementedelo
de los retornos de las vlvulas principales, puesto que, volviendo a insistir DEBEN
EXISTIRCONTRAPRESIONESENLADESCARGADELPILOTO.
En la figura 26b., la parte B se ha dibujado l smbolo completo USASI, de la
vlvuladecuatrovas,dosposicionesoperadaporpiloto,yelctricamentecontrolada.
1.8.5 Vlvula de cuatro vas tres posiciones , operadas por piloto , doble solenoide
(verfig.,7.16.c.).
En la Fig. 26c. , la parte A, se dibujado esquemticamente el corte completo de toda la
vlvulamostrandotantolavlvulaprincipal, ascomolavlvulapiloto.
Ambastienensusrespectivascorrederascentradasporresortesautocentrantes.Aqu
tambinlacorrederadelavlvulapilotoesdeltipo"centroflotante"mientrasqueladela
vlvulaprincipalpuedesercualesquieradeloscuatrotiposvistosanteriormente.
Hasta aqu nos hemos referido a los dispositivos elctricos motrices para operar las
correderasdelasvlvulaspilotocomosolenoides.
Se los llama SOLENOIDES por estar accionados con corriente continua, cuando estn
accionadosporcorrientealterna,sellamanELECTROIMANES
Los electroimanes comnmente utilizados son del tipo "AIR GAP" , esto significa que
cuando el electroimn est energizado, el "tragante" tiene su circuito magntico abierto a
travsdelaire.
Cuando la bobina del electroimn recibe corriente elctrica, el tragante del mismo es
violentamente atrado hacia el interior del electroimn hasta que los ramales de la T del
tragantetocan el frente de la armadura, cerrndose el circuito magntico. En el momento
queelelectroimn,estandoabierto,seenergiza,lacorrienteinicialesdeunvalormuyalto,
aunque de una duracin de algunos milisegundos . Cuando el electroimn ha cerrado su
entrehierroo"airgap"ypermaneceas,lacorrientebajaaunvalorsumamentebajo,con
locualelelectroimnzumbamuypocoonada,yademselsobrecalentamientoesmnimo.
Cuandosediseancircuitoselctricosparaaccionarvlvulascomandadasporelectroimn,
debetenersemuchocuidadoquesiestassondobles,noseenergicenporcualquiermotivo
simultneamente,puessitalcosaocurriera,algunosdelosdossolenoidesopuestosNOse
cerrara a travs de su entrehierro , y es suficiente que el tragante quede abierto algunas
dcimasdemilmetro,para quelabobinasequemealcabodepocossegundosdetiempo.
Lasvlvulasdecuatrovas,detresposiciones,operadasporpilotoycontroladaspordoble
solenoide,:centrada por resorte, deben mantener energizado el electroimn respectivo todo
eltiempoqueseanecesariooperarlavlvula.
1.8.6 Vlvula de 4 vas, 3 posiciones doble solenoide, centrada por presin (ver fig.
26d).
Enestasvlvulas,elcentradodelacorrederaprincipalnoserealizaporlaaccinde
lamismapresindelsistemapilotodelavlvula.
La corredera principal, en el caso de estas vlvulas , esta potenciada por dos
respectivos y opuestas pequeos pistoncitos hidrulicos , uno en cada extremo de la
corredera.Estospistoncitosestnconectadosa laentradade lapresinpilotoantesda la
entradadeestaalapuertadeentradadelavlvulapilotopropiamentedicha.Ellostienen
lamismaaccinquelosresortesautocentrantesperodesarrollaesfuerzosmayores.
Para dibujos simplificados en el esquema del circuito hidrulico, estas vlvulas
tienenel mismosmboloque lasvlvulasautocentradasporresorte, vistasanteriormente
.
1.8.7Alimentacindelapresinpilotoenvlvulaselctricamentecontroladas.
Muchas vlvulas de cuatro vas, de dos o tres posiciones, con correderas de centro
cerradotomanlaalimentacindelapresinpilotodesdelamismaentradadepresindela
vlvulaprincipal.
A menos que la presin piloto sea suministrada por alguna fuente de suministro
auxiliar, o independientemente del circuito principal, como ser una pequea bomba
independientedelaprincipalsepodrtomarlaalimentacindelapresinpilotodesdeel
mismo circuito,sin ningunadificultadsi lacorrederade la vlvulaprincipal esdecentro
cerrado,perosiencambioesdecentroabierto,decentroflotanteodecentrotandem,es
evidentequecuando la vlvulaseencuentreen laposici6ncentral, la bombadescargar
libremente al tanque y en ese punto, no ser posible obtener presin para accionar los
pilotos , de manera que ser imposible accionar la vlvula y descolocarla de su posicin
central.
Cuando resulte posible, corno sucede en los circuitos hidrulicos que accionan
mquinas destinadas a movimiento detierras, en los cuales se manejan grandes caudales
escomnproveerlafuentedealimentacindelapresindelospilotospormediodeuna
pequeabombaindependientedelabombaprincipal.
EstesistemaNOcausaningunooentodocasomuypocageneracindecalor.
En la figura 27a. se ha dibujado el smbolo completo USASI de una vlvula de
control direccional de cuatro vas , tres posiciones, centro tandem, accionada por doble
pilotohidrulicoyautocentradaporresorte,comandadaporunaelectrovlvuladecuatro
vas,tresposiciones,centroflotante,condoblesolenoide,autocentradaporresortes,con
alimentacindelapresinpilotosuministradaPorunabombaindependiente.
fig.27a
Fuentedealimentacinpilotoporrestriccindelaentrada(verfig.27b.)
Lapresinpilotopuedesergeneradacolocandoen la lneadeentradade la vlvula
principal una vlvula antirretorno con su resorte ubicado de tal manera que el mismo
provoqueunacadadepresinde50 a100 libresporpulgada cuadrada.Inmediatamente
antesdeestevlvula,llamadarestrictorasederivaunapequeatuberaauxiliarporlacual
se toma la presin piloto para alimentar a su vez a la vlvula piloto accionada por doble
solenoide.
Cuando la vlvula principal esta en cualquiera de sus posiciones extremas, es
evidente el valor de la presin de lnea , pero cuando la vlvula principal pase por su
posicincentral,enesemomentoelvalordelapresinpilotocaerahastaelmismovalor
queelrestrictor,alvalorde50/100librasporpulg.cuadrada,suficienteparaaccionarlos
pilotos hidrulicos de la vlvula principal. Como se dijo anteriormente el drenaje de la
vlvulapilotodebeserdirectaeindependientementeconectadoaltanque.
Evidentementelacadadepresinproducidaporelrestrictor,ocasionarogenerar
una cierta cantidad de calor, que debe ser disipada so pena de experimentar despus de
algn tiempo de funcionar sobrecalentamiento del sistema , lo cual aparejar los
inconvenientesyaconocidos.
1.8.8Fuentedealimentacinpilotoporrestriccinalasalida (verfig.,27c).
La presin para el piloto tambin puede ser generada colocando el restrictor a la
salidadelavlvulaprincipalenlatuberaderetornoaltanque.
fig.27c
Elrestrictorestaqumostrado,dentrodelsmbolocompletoUSASI,comovlvula
2, y debe ser dimensionada con gran tamao puesto que la misma debe permitir no
solamentepasarelcaudaldelabomba,sinotambinelcaudalprovenientedelretornode
loscilindros, loscualesdebenpasarcontodalibertadatravsde!restrictor2.
En este sistema es imperativo que el drenaje de la vlvula piloto sea directamente
descargado al tanque. De no hacerlo as, no ser posible accionar la vlvula piloto bajo
ningunacondicin.Cuandosetomalapresinpilotodeentradadelapresinalavlvula
principalexistiendounrestrictorenlalneadedescarga,lageneracindecaloresmayor
queenelcasoanterior,cuandosecolocabaelrestrictoralaentradadelapresindelneaa
lavlvulaprincipal.
UNIDAD2
Mantenimiento
2.Mantenimiento
2.1TiposdeMantenimiento
Paraquelostrabajosdemantenimientoseaneficientessonnecesarioselcontrol,la
planeacindeltrabajo y ladistribucincorrectade la fuerza humana, lograndoasquese
reduzcanloscostos,tiempodeparodelosequiposdetrabajo.etc
Paraejecutarloanteriorsehaceunadivisindetresgrandestiposdemantenimiento:
a) Mantenimiento Correctivo: se efecta cuando las fallas han ocurrido su
proximidadesevidente
b) MantenimientoPreventivo:seefectaparapreverlasfallasconbaseenparmetros
dediseoycondicionesdetrabajosupuestas.
c) MantenimientoPredictivo:Prev las fallascon baseenobservacionesque indican
tendencias.
Muchas personas consideran a los ltimos como uno, ya que la lnea que los
separanesmuysutil.
Paraefectosdeesteestudioseagrupanenunsolotipo(preventivo).
2.2Puntodevistaeconmico.
Lasactividadesdemantenimientopuedenagruparseentresclases:
MantenimientoDirecto.Se aplicadirectoalequipo
Mantenimiento Indirecto. Comprende las actividades de modificacin o
modernizacindelequipo
Instalaciones, edificios, etc. tendientes a evitar o reducir fallas, mejorar las
condicionesdeoperacinoalargarsuvida.
MantenimientoGeneral.Abarcatodoeltrabajodemantenimientorutinarioquese
aplicaalasinstalaciones,edificiosyestructuras(noalequipodeproduccin).
Mantenimiento de Aseo. Incluye los trabajos rutinarios necesarios para conservar
elequipooelinmuebleenrazonablescondicionesdehigieneyapariencia.
Desglosedetiposdemantenimiento.
MantenimientoCorrectivo.Sucaractersticaeslacorreccindelasfallasamedida
quesepresentan.
Mantenimiento Preventivo. Su caracterstica es evitar que las fallas ocurran
mediante el servicio y reparacin o reposicin programa. Tambin se caracteriza por
detectarlasfallasensufaseinicialylacorreccinenelmomentooportuno.
Enlaprcticaesimposiblerealizarunsistemademantenimiento100%correctivo
o100%preventivo.
2.3Mantenimientocorrectivo.
Elmantenimientocorrectivopuedeagruparseendosclases:
Mantenimientorutinario
Mantenimientodeemergencia
Elmantenimientorutinarioeslacorreccindefallasquenoafectanmuchoalossistemas.
El mantenimiento correctivo de emergencia se origina por fallas de equipo,
instalaciones,edificios,etcQuerequierensercorregidosenplazobreve.
En el medio latinoamericano institucional y empresarial prevalece, por desgracia,
estetipodemantenimientocorrectivo.
Accionesenelmantenimientocor r ectivo.
Primero se deben realizar acciones inmediatas para reencauzar la condicin u
operacin.Unaveziniciadasedebeempezarencuantoseaposiblelatomadedecisiones
sobreaccionesmediatasqueconduzcanalasolucindelproblema.
Lascondicionesresultantesdelprimergrupodeaccionessoncarctertemporal.El
segundogrupodeaccionesdebeconducirasolucionestanpermanentesodefinitivascomo
seaposible.
Cuando existe un buen mantenimiento no debe haber fallas repetitivas que
provoquensituacionesdeemergencia.
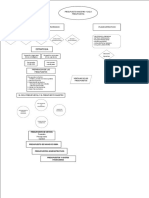
A continuacin se muestra el proceso descrito, mismo al que se denomina accin de
pinzas.
AccindePinzas.
Afindeaclararloexpuestoanteriormentesedanalgunosejemplos:
Cuandounapersonacondolordemuelasrecurreaundentista,elmdicoloseda(
solucintemporal)einiciauntratamiento(solucinpermanente)paraquelamuela
novuelvaadoler.
Cuandounapersonatieneunaheridagrave,primerodebedetenerselahemorragia
conuntorniquete(solucintemporal)ytrasladaralheridoaunhospital,endonde
iniciarnaccionesytratamientoparacurarlo(solucinpermanente).
Lomsimportantedeestoestomarconcienciadequelassolucionestemporalesson
precisamenteeso:temporales.
2.4Mantenimientopreventivo.
La necesidad de trabajo o servicio en forma ininterrumpida y confiable obliga a ejercer
unaatencinconstantesobreelgrupodemantenimiento.
Una buena organizacin de mantenimiento que aplica el sistema preventivo, con la
experiencia que gana, cataloga la causa de algunas fallas tpicas y llegan a conocer los
puntosdbilesdeinstalacionesymquinas.
Ventajasdemantenimientopreventivo.
Seguridad.Lasobraseinstalacionessujetasamantenimientopreventivooperanen
mejorescondicionesdeseguridad.
Vidatil.Unainstalacintieneunavidatilmuchomayorquelaquetendracon
unsistemade
sistemademantenimientocorrectivo.
Coste de reparaciones. Es posible reducir el costo de reparaciones si se utiliza el
mantenimiento
preventivo.
Inventarios. Tambin es posible reducir el costo de los inventarios empleado el
sistemademantenimientopreventivo.
Cargadetrabajo.Lacargadetrabajoparaelpersonaldemantenimientopreventivo
esmsuniformequeenunsistemademantenimientocorrectivo.
Aplicabilidad. Mientras ms complejas sean las instalaciones y ms confiabilidad
serequiera,mayorserlanecesidaddelmantenimientopreventivo.
Se estima que una sana combinacin de mantenimiento correctivo y preventivo puede
reducir los costos en 40 o 50 %. Hay que recordar que entre los costos indirectos estn:
prdida de prestigio por incumplimiento de programas de produccin y entregas, primas
poraccidentes,litigiosydemandas,desmotivacinalacalidadyproductividad,etc.
Plandemantenimientopreventivo.
El problema para desarrollar un plan de mantenimiento preventivo para un determinado
equipoconsisteendeterminar:
Quedebeinspeccionarse.
Conquefrecuenciasedebeinspeccionaryevaluar.
Aqudebedrseleservicio.
Conquperiodicidadsedebedarelmantenimientopreventivo.
Aqucomponentesdebeasignrselesvidatil.
Culdebeserlavidatilyeconmicadedichoscomponentes.
2.5RecursosTcnicos.
Paradeterminarlospuntosanterioresserecurrea:
a) Recomendacindelfabricante.
b) Recomendacindeotrasinstalaciones.
c) Experienciaspropias.
d) Anlisisdeingeniera.
2.6Inspeccin.
Para determinar lo que debe inspeccionarse se dan a continuacin las recomendaciones
siguientes:
Todo lo susceptible de falla mecnica progresiva, como desgaste, corrosin y
vibracin.
Todo lo expuso a falla por acumulacin de materias extraa: humedad,
envejecimientodematerialesaislantes,etc.
Todo lo que sea susceptibles de fugas, como es el caso de sistemas hidrulicos,
neumticos,degasytuberasdedistribucindefluidos.
Loqueconvariacin,fueradeciertoslmites,puedeocasionarfallascomoniveles
dedepositodesistemasdelubricacin,nivelesdeaceiteaislante,nivelesdeagua.
Loselementosregularesdetodoloquefuncioneconcaractersticascontroladasde
presin,gato,temperatura,holguramecnica,voltaje,etc.
ClasificacindeComponentes.
Componentesnoreparables.Aquellosquesedesechanalagotarsuvidatiloalfallarse
sustituyen y se envan a talleres para su inspeccin, reparacin, ajuste, calibracin,
pruebas,etc.despusdelocualquedandisponiblesparaserinstaladosdenuevo.
Planeacindeltrabajodemantenimiento.
Laplaneacinpermiteestimarlasactividadesqueestarnsujetasalacantidadycalidadde
manodeobranecesaria, losmaterialesyrefaccionesquesedebernemplear,ascomoel
equipoyeltiempoprobableseneltrabajoquesepretendedesarrollar.
Laplaneacindebapreverlostiemposmuertosporfactoresdiversos,cuyaprobabilidadde
ocurrenciaylapsoslosdalaexperiencia.
2.6Elementosdeadministracindelmantenimiento.
Introduccin
En ingeniera y administracin se sabe que reglamentos, programas, cdulas de
mantenimiento, etc. son guas que se deben cumplir, pero que a medida que se ganan
experienciadebenmodificarseoinclusoeliminarse.
La flexibilidad que se debe tener para mejorar un sistema, programa, formato, etc es lo
queseentiendepordinmica. Losprogramasde mantenimientodebenserdinmicos.Se
elaborancon baseen experienciaspreviasenel lugar,conocimientodel jefeodelgrupo,
catlogodeequipo,recomendacionesdel fabricante,etc.Dospuntosbsicosquehayque
considerar en la elaboracin de programas son el principio de pareto y el anlisis del
modo,criticidadyefectodefalla.
DeteccingrupaldeFallas
"Dos ojos ven ms que uno", dice el dicho, y es cierto. El enorme potencial de
razonamientogrupalradica,enelhechodequehayunaretroalimentacin(retroinfoofeed
back) entre los elementos del grupo. Se considera fundamental la participacin activa de
todaslaspersonasrelacionadas(yaundelasnodirectamenterelacionadasconelasunto).
CegueradeTaller
Cuando por primera vez se pasa por alto una condicin anmala o deficiente la
probabilidaddepasarlaporaltounasegundavezaumenta,yassucesivamente.Cuandoen
cualquiersitiohayunacondicinquepuedemejorarseynosucedeas,escasiseguroque
sevuelvacostumbreverla.
Enlostalleresindustrialessehaestudiadoelasunto,yparasolucionarloeshapedidoque
personas desconocidas dedicadas a trabajos similares a los que se realizan visiten otros
talleresydensussugerencias.Serecomiendaqueeldepartamentodemantenimientotenga
unsistemadedeteccindecondicionesproblemticas(deseguridad,operacin, imagen,
etc).
Resultanbuenasideasdetenerfuentesdeinformacinquenoestnencontactodiariocon
elcentrodeconsumo.Taleslafuncindelasencuestasavisitantesohuspedes.
Estaencuestaderetroinfodalaopininconojosdeclientes,perodebencompletarsecon
opiniones de personas relacionadas con el ramo y con opiniones de tcnicas o
profesionales.
Elmejorprovechoseobtienesisedisponedemetodologaparalarecopilacin,anlisisy
procedimiento
deestainformacin.
El principio de pareto
Este principio nos gua para jerarquizar los problemas en reas como fiabilizar y control
de calidad. El principio de pareto tambin es conocido como "la ley del 8020 o de los
pocos vitales o muchos triviales". Lo ltimo significa que el 80% de la magnitud de las
consecuenciasesoriginadaporel20%delascausas.
Enlaingenierademantenimientohayqueresolverproblemasquetienenunacausaycon
frecuencia su grado de dificultad. Lo que conviene es aplicar el esfuerzo a aquellos
problemas ms importantes ordenndolos por la gravedad de las consecuencias que
acarrearan.
El ingenierode mantenimientodebeobtenerdel principioanterior las basespara latoma
de decisiones acerca de las formas de atacar los problemas de mantenimiento, muchas
decisionesseestructuransegnelsiguientecriterio:
a)Qutantomaterialdecadatiposedebetener?
b)Qurefaccionesdebenexistir?.
c)Cuntaspersonasdebenasignarseacadarea?
d)Enqumquinasdebecapacitaralpersonal?
e)Quinstalacionesosistemasdebentenerrespaldo?.
Clasificacindedefectos
Se recomienda que los defectos que se encuentran en los edificios e instalaciones sean
clasificados en grupos. Se recomienda adoptar la clasificacin del Instituto Mexicano de
ControldeCalidad,A.C.
Defecto.Cualquierdiscordanciadeunelementoconalgnrequisitoespecfico.
Defecto Crtico. Se teme que puedan constituir prejuicio para las personas que
tenganqueutilizaroconservarelproducto.
Defecto mayor. No es crtico pero que puede ocasionar una falla o merma en la
aptituddelartculoosistema.
Esimportantetenerencuentaqueseconsideracomodefecto:
Geometra, constitucin, acabado, apariencia, esttica, funcin, rendimiento,
comportamiento,eficiencia,etc.
Todos los defectos crticos deben documentarse y observar de cerca su solucin hasta su
erradicacin,incluyendomedidaspreventivasquedebernseguirse.
Entrelosdefectoscrticosdeseguridadmscomunesestn:
a) Elementosestructuralesdeledificiomalconstruidosodiseados.
b) Escapedegasesohumostxicosoexplosivos.
c) Salidasoequiposdeemergenciainoperantes.
d) Infiltracionescontaminantesalaguapotable.
e) Instalacioneselctricasencondicionescrticas.
2.7HerramientasTcnicasyDeclogodelIngeniero
Herramientasdelingeniero:
Psicolgicas
Controlesyregistros
ConocimientosAdministrativosconcretos.
Conocimientostcnicosgenerales.
Auxiliaresgrficas
Auxiliareselectrnicos.
En el mantenimiento es muy valioso usar todos los sentidos para detectar anomalas o
potenciales puntos de problema. Un buen tcnico en mantenimiento tiene ventajas en su
trabajosisabeobservar,escuchar,oler,degustarypalparlasinstalacionesyequipos.
Unejemploentremilesnosayudaraentenderesto:
Lacoloracinqueadquierenalgunoscomponenteselctricosindicasuestado.
Eloloryelsabordelaguadicenmuchodesuscaractersticas.
Elruidodelosmotoresindicasucomportamiento.
Coneltactosecaptalavibracindeunequipo.
BibliotecadelIngenierodeMantenimiento
Unejecutivooprofesionistavaletantocomolainformacinquetengaysepamanejar. A
continuacin se da una gua para la estructuracin de la biblioteca del departamento de
ingenieraomantenimientodeunaempresa.
1. Libroscomercialesdeeditorial.
2. Manuales.
3. Reglamentosynormas.
4. Apuntes.
5. Manualesdeoperacindelosequiposquesetienen.
6. Catlogoscomerciales.
7. Revistanacionalesyextranjeras.
8. Diccionarios.
9. Lminas
10. Bitcoras.
11. Historialdedocumentacindefallas.
En el departamento de mantenimiento debe haber no slo informacin impresa, sino
tambin:muestrariosderecubrimientos,muestrarioscon piezas,etc.
Una buena manera de trascender en el trabajo de mantenimiento es dejar registros o
documentos del trabajo que sea el resultado de la experiencia diaria de la labor. Se debe
documentargrficayliteralmenteenunabitcora.
Cadafallaosucesodocumentadopuedetenerlossiguientescaptulos:
a) Antecedentes.
b) Secuenciadehechos.
c) Consecuenciadelsuceso.
d) Accionesinmediatas
e) Anlisis.
f) Accionesmediatas.
g) Retroinformacin.
h) Planeacinfutura.
i) Anexos:fotografas,reportes,etc.
Es importante mencionarque esteregistrodefallas importantesdebe hacerse llegara los
ejecutivosdelaempresaydepreferencia,recabarsufirmadeenterado.
2.8Mantenimientoproductivototal
El mantenimiento productivototal (TPM) es un programa de mantenimiento que implica
unconceptonuevodefinidoenelmantenerlasplantasyelequipo.Lametadelprograma
deTPMesaumentarlaproduccin,mientrasque,almismotiempolamoraldelempleado
ylasatisfaccinprofesionalaumenta.
Este programa se asemeja mucho al popular programa Calidad Total. Muchas de las
mismasherramientasdelasmismasherramientas.Seutilizanparaponeryparaoptimizar
TPMenejecucin.EstepapeldefinirTPMenunciertodetalle,evaluarsusfuerzasylas
debilidadescomo filosofadel mantenimiento,y discutirprocedimientosde lapuestaen
prctica.Losejemplosdeprogramasconxitopuestosenejecucinsonpresentados.
2.8.1Elmantenimientoproductivototal
Elmantenimientoproductivototal(TPM)esunconceptodelprogramademantenimiento.
Filosfico,TPMseasemejaalagerenciadecalidadTotal(TQM)envariosaspectos,por
ejemplo:
1. Laconsolidacintotalconelprogramadelagerenciasuperior.
2. Losempleadosdebenserautorizadosparainiciarlaaccincorrectiva.
3. UnaperspectivadelrangolargosedebevalidarcomoTPMpuedellevarunaoo
mselinstrumentoyesunprocesoencurso.
Loscambiosenmindsetdelempleadohaciasusresponsabilidadesdeltrabajodeben
ocurrirtambin.TPMtraemantenimientoenfococomopartenecesariayvitalimportante
delnegocio.Esnomslargomiradocomoactividadnolucrativa.Abajolahoraparael
mantenimientoprogramarcomopartedeldadelafabricaciny,enalgunoscasos,como
parteintegraldelprocesodefabricacin.Esnomslargaexprimidasimplementeadentro
siemprequehayaunaroturaenflujomaterial.Lametaessosteneremergenciay
mantenimientonoprogramadoaunmnimo.
CundoydndeTPMorigin?
2.8.2Intr oduccin
Mantenimientopreventivototal
ElMantenimientoProductivoTotal,TPM(TotalProductiveMaintenance).Esunsistema
japonsdemantenimientoindustrialdesarrolladoapartirdelconceptodemantenimiento
preventivocreadoenlaindustriadelosEstadosUnidos.
El TPM permite diferenciar una organizacin una organizacin en relacin a su
competencia debido al impacto en la reduccin de costos, mejora de los tiempos de
respuesta,fiabilidaddesuministros,elconocimientoqueposeenlaspersonasylacalidad
delosproductosyserviciosfinales.
ElTPMesunsistemaorientadoalograr:
Ceroaccidentes
Cerodefectos
Ceroaveras
2.8.3Objetivos.
Los objetivos que una organizacin busca al implementar el TPM puede tener diferentes
dimensiones.
Objetivosestratgicos
Elproceso TPMayudaaconstruircapacidadescompetitivasdesdelasoperacionesdela
empresa, gracias a su contribucin a la mejora de al efectividad de los sistemas
productivos, flexibilidad y capacidad de respuesta, reduccin de costos operativos y
conservacindelconocimientoindustrial.
Objetivosoperativos
ElTPMtienecomopropsitoenlasaccionescotidianasquelosequiposoperensinaveras
y fallos, eliminar toda clase de perdidas, mejorar la fiabilidad de los equipos y emplear
verdaderamentelacapacidadindustrialinstalada.
Objetivosorganizativos
ElTPMbuscafortalecereltrabajoenequipo,incrementoenlamoraldeltrabajador,crear
unespaciodondecadapersonapuedaaportarlomejordesi,todoesto,conelpropsitode
hacer del sitio de trabajo un entorno creativo, seguro, productivo y donde trabajar sea
realmentegrato.
2.8.4Caractersticas
LascaractersticasmassignificativasdelTPMson:
Accionesdemantenimientoentodaslasetapasdelciclodevidadelequipo.
Participacinampliadetodaslaspersonasdelaorganizacin.
Esobservadocomounaestrategiaglobaldeempresa,enlugardeunsistemapara
mantenerequipos.
Orientado a la mejora de la efectividad global de las operaciones. En lugar de
prestaratencinamantenerlosequiposfuncionando.
Intervencin significativa del personal involucrado en la operacin y produccin
enelcuidadoyconservacindelosequiposyrecursosfsicos.
Procesos de mantenimiento fundamentados en la utilizacin profunda del
conocimientoqueelpersonalposeesobrelosprocesos.
El modelooriginalpropuestoporelJapanInstituteofPlantMaintenance(JIMP),sugiere
utilizarpilaresespecficosparaaccionesconcretasdiversas,lascualessedebenimplantar
en forma gradual y progresiva, asegurando cada paso dado mediante acciones de
autocontroldelpersonalqueinterviene.
ElTPMseorientaalamejoradedostiposdeactividadesdirectivas:
Direccindeoperacionesdemantenimiento
Direccindetecnologasdemantenimiento
2.8.5BeneficiosdelTPM
Organizativos
Mejoradecalidaddelambientedetrabajo
Mejorcontroldelasoperaciones
Incrementodelamoraldelempleado
Creacindeunaculturadelaresponsabilidad,disciplinayrespetoporlasnormas.
Aprendizajepermanente.
Creacin de un ambiente donde la participacin, colaboracin y creatividad sea
unarealidad.
Dimensionamientoadecuadodelasplantillasdepersonal.
Redesdecomunicacineficaces.
DeSeguridad
Mejoradelascondicionesambientales.
Culturadeprevencindeeventosnegativosparalasalud.
Incremento de la capacidad de identificacin de problemas potenciales y de
bsquedadeaccionescorrectivas.
Entenderelporquedeciertasnormas,enlugardecmohacerlo.
Prevencinyeliminacindecausaspotencialesdeaccidentes.
Eliminarradicalmentelasfuentesdecontaminacinypolucin.
Deproductividad
Eliminarperdidasqueafectanlaproductividaddelasplantas.
Mejoradefiabilidadydisponibilidaddelosequipos.
Reduccindeloscostosdemantenimiento.
Mejoradelacalidaddelproductofinal.
Menorcostofinancieroporrecambios.
Mejoradelatecnologadelaempresa.
Aumentodelacapacidaddelarespuestaalosmovimientosdelmercado.
Crearcapacidadescompetitivasdesdelafabrica.
2.8.6Mtodosyherramientas
Quesunaavera?
Sedefinecomoelcesedelacapacidaddeunaentidadpararealizarsufuncinespecifica.
Elterminoentidadequivaleentrminosgeneralesaequipo,conjunto,sistema,maquinao
tem.
Se puede decir que una avera es la perdida de la funcin de un elemento, componente,
sistemaoequipo.Estaperdidadelafuncinpuedesertotaloparcial.
La perdida total de las funciones conlleva a que el elemento no puede realizar todas las
funcionesparalasquesediseo.
Unaestrategiaparalasolucindeaverasdebeconsiderarquenoexistenaverascriticas
quesonprioritariaseliminarlasparaconseguirunresultadosignificativoen la mejoradel
equipo.
Averascrnicasyespordicasenequiposindustriales
Averasespordicas
Estaclasedeperdidas,comoindicasunombre,ocurrenderepenteyenformanoprevista.
Lascaractersticasprincipalesdeestasperdidasson:
Espocofrecuentesuocurrencia
Porlogeneralresultandeunacausasimple
Es relativamente fcil identificar su causa y la s medidas correctivas son simples y
rpidasdeaplicar.
Su aporte es importante y producen grandes desviaciones en el proceso y por este
motivoduraranpoco.
Averascrnicas
Estetipodeperdidasestnocultasypermaneceneneltiempo.Suefectoesrelativamente
bajo,peroalsumariotodoeltiempoquepermanecepuedellegarasermuy importante
paralosresultadosdelaempresa.
Estaclasedeperdidassevuelvenhabitualesparaelpersonaldelaempresayenmuchos
casosyanoseaprecianporquehemosaprendidoavivirconellas,porejemplo,enuna
lnea de empaque de productos de consumo sale aproximadamente cada media hora una
cajasinpegardebidoaunafalladeequipo.
Esteproblemanoesdramtico,peromuestraqueelequipopresentaunafallasistemtica
ensufuncionamientoyqueesnecesarioinvestigar.
Elcomportamientode cadaunadeestasperdidassemuestraenlafigura.
X
Graficadeaverascrnicas
2.8.7Mtodosdecalidadparaeliminaraveras
QCStoryoRutadeCalidad
El modelo de Analisis procedente del campo de la calidad, es reconocido como QC
Story,historiadecalidadorutadelacalidad.
Estetipodetcnicashansidoampliamenteutilizadasenlasempresas,especialmenteen
aquellas situaciones donde se presentan problemas de defectos , perdidas del producto
final por incumplimiento de especificaciones o situaciones anormales en procesos
productivos.
Esta metodologa es potente para la reduccin drstica de las perdidas crnicas,
especialmente cuando estas son altas. Sin embargo, es frecuente encontrar que estos
buenosresultadossedebena laeliminacinde lasperdidasespordicas,perdidasestas
que son habituales pero que pueden tener un alto impacto en un cierto tiempo,
mantenindosesinresolverlasperdidascrnicas.
Conlasmetodologasdecalidadesposiblelograrunadisminucindehastaun80%de
las perdidas crnicas sin embargo, cuando se pretende reducir el 20% restante, es
necesariorecurriralastcnicasespecializadasdemantenimiento.
El enfoque de calidad emplea como principio fundamental la estratificacin de
informacin a travs de la construccin del diagrama de pareto para identificar los
factores de mayor aporte. El plan de mejora se realiza sobre la base de eliminar los
factores prioritarios identificados a travs de la practica del principio de pareto. Los
factores que permanecen o de menor aporte, se consideran como poco crticos y en
algunasoportunidadessedescuidandebidoasupocaimportancia.
El diagnostico de problemas en el modelo de calidad se realiza a travs del conocido
diagrama de causa y efecto o espina de pescado. Este diagrama permite recoger en un
solograficoyclasificadosporcategoraslosposiblesfactorescausalesdelaavera.Este
tipo de tcnica valiosa por su simplicidad, ya que requiere de una tormenta de ideas
dirigida hacia las categoras del diagrama: factor humano, equipos, materias primas y
mtododeltrabajo.La dificultadpuede consistirenpoder identificar enel diagrama los
factores mas significativos o de mayor aporte al problema. Para obtener una conclusin
deldiagramadecausayefectoserequieredegranexperienciayconocimientoprofundo
delequipo.
Cuando se pretende llegar a los niveles mnimos de perdida. El diagrama de causa y
efecto no es lo suficientemente potente debido a que quedan algunas posibles causas
triviales sin solucin. Para su eliminacin se debe acudir a metodologas
complementariasnacidasenelTPMcomosonelmtodoPMylatcnicaPorquePorque
para identificar y estudiar la mayor cantidad de causas races que pueden producir la
averaqueseestudia.
2.8.8Estrategiademejoraconmtodosdemantenimiento
Diagnosticodelproblematcnicas:PorquePor queymtodoPM
La estrategia TPM para el diagnostico de averas se inicia con la utilizacin de la
tcnicaPorqueporque.Estatcnicapermitereduciren formadramtica larepeticin
de las averas, pero no la elimina en forma definitiva. Por este motivo es necesario
emplearacontinuacinelmtodoPMparalograreliminarderazlamayorcantidad
defactorescausalesyalcanzaraltosnivelesdeconfiabilidadenlosequipos.
Cuandounequiposeencuentrabien mantenidoypresentaunaavera,sepuederealizar
su diagnostico aplicando un anlisis PM. Pero si el equipo se encuentra deteriorado y
suscondiciones bsicas estndescuidadas, seconsideraquees masapropiado iniciar
unestudioconlatcnicaPorquePorque,antesdeaplicarunAnalisisPM.
2.8.9ModeloTPM
TPMcomounsistema
PREMISASDEBASE
VALORESYPRINCIPIOS
PROPOSITOESTRATEGICO
RESPONSABILIDADRECIPROCA
DESARROLLOHUMANO
GESTIONDELCONOCIMIENTO
CONSERVAR EL
CONOCIMIENTO
CREARNUEVOCONOCIMIENTO
TRANSFERIRYUTILIZAR
PROCESOSFUNDAMENTALES
MEJORASENFOCADAS.KobetsuKaisen
MANTENIMIENTOAUTONOMO.JishuHozen
MANTENIMIENTOPLANIFICADO
MANTENIMINETODECALIDAD.HinshitsuHozen
PREVENCIONDELMANTENIMIENTO
MANTENIMIENTOENAREASADMINISTRATIVAS
SEGURIDAD,HIGIENEYMEDIOAMBIENTE
DIRECCIONPORPOLITICAS
INICIATIVASPARALATRANSFORMACION
DESPLIEGUEYCONTROLDEACTIVIDADES
Estemodeloincluyelossiguientessubsistemas:
1. Premisas de base. Las premisas de base son los cimientos organizativos sobre
losqueseconstruyeelsistemaTPM.
2. Gestin del conocimiento. Hace referencia al proceso necesario para crear una
fabrica inteligente en donde el aprendizaje permanente y el empleo del
conocimiento sea el centro de la cultura de la organizacin y fuente de
capacidadescompetitivasdelaempresa.
3. Procesos fundamentales o pilares. Los procesos fundamentales del TPM
constituyenlasactividadesoperativasquesedebenrealizarparalogralasmejoras
esperadas.Estosprocesosedebendesarrollaraen formaordenad. siguiendouna
metodologaqueasegureellogrodebeneficios.EnestepuntodondeelJIMPha
trabajado durante dcadas para perfeccionar el modelo de implantacin. Las
caractersticas fundamentalesde la metodologa JIMPes lautilizacindepasos
muy bien estudiados y el proceso de evaluacin empleado para certificar l
aplicacincorrectadecadapaso.
4.DireccindePolticas.DebeserelmotivoqueimpulsaeldesarrollodelTPM.Se
tratadeunsistemademanagementqueinvolucraatodalaorganizacinapensar
yactuarenladireccindelpropsitoestratgicotrazadoporlaaltadireccindela
compaa.
2.8.9 PilaresdelTPM.
Pilar1.Mejorasenfocadas(KobetsuKaisen)
Setratadedesarrollarelprocesodemejoracontinuasimilaralexistenteenlosprocesos
de Control Total de Calidad aplicando procedimientos y tcnicas de mantenimiento. Si
una organizacin cuenta con actividades de mejora similares{simplemente podr
incorporardentrodelproceso,Kaisenomejora,nuevasherramientasdesarrolladasenel
entornoTPM.Nodebermodificarsuactualprocesodemejoraqueaplicaactualmente.
Las tcnicas TPM ayudan a eliminar dramticamente las averas de los equipos. El
procedimiento seguido para realizar acciones de mejoras enfocadas sigue los pasos
conocidosCicloDemingoPHVA(PlanificarHacerVerificarActuar).
Paso1.Seleccindeltemadeestudio
Paso2.Crearestructuraparaelproyecto
Paso3.Identificarlasituacinactualyestablecerobjetivosdemejora
Paso4.Diagnosticodelproblemadeestudio
Paso5.Formularunplandeaccin
Paso6.Implantarmejoras
Paso7.Evaluacinderesultados
Pilar2.MantenimientoAutnomo
Compuesto por un conjunto de actividades que se realizan diariamente por todos los
trabajadoresde losequiposqueoperen, incluyendo inspeccin, lubricacin, limpieza,
intervenciones menores, cambio de herramienta y piezas, estudiando posibles mejoras,
analizandoysolucionandoproblemasdelequipoyaccionesqueconduzcanamantenerel
equipoenlasmejorescondicionesdefuncionamiento.
Objetivosfundamentalesdelmantenimientoautnomo:
Emplear el equipo como instrumento para el aprendizaje y adquisicin de
conocimiento.
Desarrollar nuevas habilidades para el Analisis de problemas y creacin de un
nuevopensamientosobreeltrabajo.
Mediante una operacin correcta y verificacin permanente de acuerdo a los
estndaresseeviteeldeteriorodelequipo.
Mejorarelfuncionamientodelequipoconelaportecreativodeloperador.
Construir y mantener las condiciones necesarias para que el equipo funcione sin
averasyrendimientopleno.
Mejorarlaseguridadeneltrabajo.
Lograruntotalsentidodepertenenciayresponsabilidaddeltrabajador.
Mejoradelamoraleneltrabajo.
MantenimientoProgresivooPlanificado.
Etapasdelmantenimientoprogresivo.
ElpilarMPsugeridoporelJIMPseimplantaen6pasoslavisingeneraldeestospasos
semuestraacontinuacin:
Paso1.identificarelpuntodepartidadelestadodelosequipos
Cuestionamientosocasionales
Tenemoslainformacinnecesariasobrelosequipos?
Hemosidentificadoloscriteriosparacalificarlosequipos?
Contamosconunalistapriorizadadeloaequipos?
Sehandefinidolostiposdefallospotenciales?
Poseemoshistricosdeaveraseintervenciones?
ContamosconregistrossobreMTBFparaequiposysistemas?
Poseemosunsistemadecostosdemantenimiento?
Quproblemastienelafuncindemantenimiento?
Lacalidaddeserviciodemantenimientoeslaadecuada?
Paso2.Eliminareldeteriorode equipamientoymejorarlo
Eliminaraverasenformaradicalaplicandomtodosde
Mejoracontinua
Eliminarfallosdelproceso
Mejorar el manejo de la informacin estadstica para el diagnostico de fallos y
averas
Implantaracciones paraevitarlarecurrenciadefallos
AplicacindelcicloDMM(DailyManagementMaintenace)
Paso3.Mejorarelsistemadeinformacionparalagestin
Enestepasosepregunta:
Eldiseodelabasededatosdemantenimientoesadecuada?
Setieneinformacionnecesariadefallos,averas,causaseintervenciones?
Elconocimientoenmantenimientoseconserva?
Tenemoslainformaciontcnicadelequipo?
Contamos con un sistema de informacion que apoye la gestin de
mantenimiento?
Paso4.Mejorarelsistemademantenimientoperidico
Este paso relacionado con la preparacin del trabajo de preparacin para el
mantenimientoperidico.
Disear estrategias de mantenimiento: criticida0d, frecuencia, frecuencia, tipo de
mantenimiento,empleodetablasMTBF,etc.
Prepara estndares de mantenimiento: procedimientos, actividades estndares,
registrodeinformacion,etc.
Gestindeinformaciondelmantenimientocontratado.
Paso5.Desar r ollarunsistemademantenimientopredictivo
Aqusedisean losflujosdetrabajo,seleccindetecnologa, formacin yaplicacinde
laplanta:
Seintroducetecnologaparaeldiagnosticodeequipos
Formacindepersonalsobreestaclasedetecnologas
Preparardiagramas deflujodeprocesosdepredicativo
Identificar equipos y elementos iniciales para aplicar progresivamente las
tecnologasdepredicativo
Mejorar la tecnologa de diagnostico automatizar la toma de informacin , tele
transmisinyprocesovaInternet
Pilar4.Mantenimientodecalidad
Objetivos.
Mantener al 100% los equipos libres de fallas para mantener el 100% de los
productoslibresdedefectos.
Prevenir los defectos de calidad certificando que la maquinaria cumple las
condiciones de cero defectos y que estas se encuentran dentro de los estndares
tcnicos.
Observar las variaciones de las caractersticas de los equipos para prevenir
defectosytomaraccionesadelantndosealasituacindeanormalidadpotencial.
Realizar estudios de Ingenieria del equipo para identificar los elementos de los
equipos con una alta incidencia en las caractersticas de calidad del producto fina,
realizarelcontrol deestoselementosdelamaquinaeintervenirestoselementos.
EtapasdelpilarMC.
Etapa1.identificacindelasituacinactualdelequipo
Etapa2.investigacindelaformacomosegeneranlosdefectos
Etapa 3. Identificacin y Analisis de las condiciones 3M (Materiales, Maquina,
ManodeObra).
Etapa4.EstudiarlasaccionescorrectivasparaeliminarFUGAS
Etapa5.Analizarlascondicionesdelequipoparaproductossindefectosy
compararlosresultados.
Etapa6.RealizaraccionesCansenodemejoradelascondiciones3M.
Etapa7.Definirlascondicionesyestndaresdelas3M
Etapa8.Reforzarelmtododeinspeccin
Estrategiasparalaproductividad
Estrategiasdelas5Sconceptosfundamentales.
Se le llama estrategia de las 5 S porque representan acciones que son principios
expresados con cinco palabras japonesas que comienzan con S. Cada palabra tiene un
significadoimportanteparalacreacindeunlugardignoysegurodondetrabajar.
Estas5palabrassonlassiguientes:
Clasificar.(Seiri)
Orden.(Seiton)
Limpieza.(Seiso)
LimpiezaEstandarizada.(Seiketsu)
Disciplina.(Shitsuke)
UNIDAD3
Operacinautomtica
actualdelaprensa
3OPERACINAUTOMATICAACTUALDELAPRENSA.
3.1ComponentesyDescripcindelaPr ensa.
ParaidentificaradecuadamenteloscomponentesdelaPrensa,verlosdibujosNo.A001y
A002
ActualmenteenlaEmpresaAvangarddeMxico,realizanlasPacasdebotellasdeplstico
tipoPetenunaPrensaHidrulicaquetienelossiguientescomponentesMecnicos,
Hidrulicos,yElctricos,loscualesenconjuntocontrolanlaoperacindelamisma,se
indicanenelcuadro2.1
Cuadro2.1Identificacindecomponentes.
3.1.2ComponentesMecnicos.
Loscomponentessonlossiguientes:
Alimentador(A2)
TransportabotellasdesdelaTolvaT12hastaelDepsitoSuperiorDS10.
EQUIPO MECANICOHIDRAULICO ELECTRICO
BombaHidrulica BH1 MBH1
ABH1
Alimentador A2 VA2 SA2
MA2
Plato P3 VP3/VP3A SSP3(Sube)
CHP3 SBP3(Baja)
Compuerta C4 VC4 SAC4(Abre)
CHC4 SCC4(Cierra)
DepsitoInferior DI5
PuestaSuperior PS6
VlvulaCompensadoradeCaudal VCC7 SVCC7
PuertaInferior PI8
TanquedeAceite TA9
DepsitoSuperior DS10
TablerodeControl TC11
Tolva T12
PRENSAT60XDRC
FIG.1
ESPECIFICACIONESYDIMENSIONES
PRENSAT60XDRC
FIG.2
DESCRIPCIONDEELEMENTOS
PRENSAT60XDRC
FIG.3
DESCRIPCIONDEELEMENTOS
PRENSAT60XDRC
FIG.4
VISTADETANQUEYTABLERODECONTROL
Plato(P3)
CompactabotellasdentrodelDepsitoInferiorDI5
Compuerta(C4)
AbreycierraelpasodebotellasalDepsitoInferiorDI5
Depsitoinferior(DI5)
AcumulalasbotellasparasercompactadasporplatoP3
Puertasuperior(PS6)
CierralapartesuperiordelaPrensa.
Puertainferior(PI8)
CierralaparteinferiordelaPrensa.
Depsitosuperior(DS10)
EntradadebotellasalDepsitoInferiorA2
3.1.3ComponentesHidrulicos.
Loscomponentessonlossiguientes:
BombaHidrulica(BH1)
ProporcionaunfluidodeaceiteparalaoperacindelosComponentesHidrulicosenel
Sistema
Alimentador(A2)
MotorHidrulico(MA2)
MueveerodillodebandaAlimentadora
Electrovlvula(VA2)
ProporcionaelfluidodeaceiteparaaccionarelMotorHidrulicoMA2
Plato(P3)
CilindroHidrulico(CHP3)
SubeybajaelPlatoP3
Electrovlvulas(VP3/VP3A)
ProporcionaelfluidodeaceiteparaaccionarelCilindroHidrulicoCHP3.
Compuerta(C4)
CilindroHidrulico(CHC4)
PRENSAT60XDRC
FIG.5
DIAGRAMAHIDRAULICO
CierrayabreCompuertaC4
Electrovlvula(VC4)
ProporcionaelfluidodeaceiteparaaccionarelCilindroHidrulicoCHC4
VlvulaCompensadoradeCaudal(VCC7)
DespresurizadeaceiteelsistemaHidrulico.
TanquedeAceite(TA9)
AlmacenaelaceitedelSistemaHidrulico.
3.1.4ComponentesElctricos.
Estossedividenendospartes:
ComponentesdeCampo(FueradelTablerodeControl)ycomponentesdentrodelTablero
decontrol.
3.2ComponentesdeCampo(fueradeltablerodecontrol)
SeencuentraenlaparteexternadelaPrensa,estosson:solenoides,censores,
arrancadores,etc...seindicanenelcuadro2.2.
IDENTIFICACIN FUNCION
ZS13 MicroswitchconfirmaCompuertaC4abierta.
ZS14 MicroswitchconfirmaPuertaSuperiorPS6cerrada.
ZS15 MicroswitchconfirmaPacaterminada.
MBH1 MotorparaBombaHidrulicaBH1
ZS17 MicroswitchconfirmaCompuertaC4cerrada.
ZS18 MicroswitchconfirmaPlatoP3arriba.
ZS19 MicroswitchconfirmaPlatoP3abajo.
LSH110 FotoceldaconfirmaAltoNiveldebotellasparacarga.
PS112 SwitchcensalaPresindelSistemaHidrulico.
ABH1 ArrancadorparaMotorMBH1
SAC4 SolenoideparaabrircompuertaC4
SCC4 SolenoideparacerrarlaCompuertaC4
SSP3 SolenoideparasubirPlatoP3
SBP3 SolenoideparabajarPlatoP3
SVCC7 SolenoideparaabrirlavlvulaCompensadoradeCaudalVCC7
SA2 SolenoideparamoverMotorHidrulicoMA2
3.2.1ComponentesdentrodelTabler odeControl.
SeencuentraninstaladosdentrodelTablero,estosson:losbotonesyelControlLgico
Programable(PLC).
Botones.
Sirvencomoelementosdecontrolaccionadosporeloperador,seindicanenelcuadro2.3.
Cuadro2.3deBotonesenTablerodeControl.
3.3ControlLgicoProgramable(PLC).
Equipodecontrolelcualrealizaunasecuenciadeoperacinautomticapreviamente
programadaenlamemoriadelmismoydeacuerdoalassealesdeentradaysalida,se
indicanenelcuadro2.4
ElControlLgicoProgramable(PLC)instaladoactualmenteenlaPrensaesun
MicroLogixmarcaAllenBradlley,catalogoNo.1761L32AWAelcualdisponede20
entradasdigitalesal120voltsdecorrientealternay12salidasdigitalestiporelevador.
EsuntipocompactoelcualseadaptaalafuncindecontrolarlasoperacindelaPrensa
porelnumerodeentradasysalidasdisponibleses suministradoporfabricantesdela
Prensa.
3.3.1Sealesdeentrada
IDENTIFICACIN FUNCION
PB1 BotnpulsadorparasubirPlatoP3
PB2 BotnpulsadorparabajarPlatoP3
HS3 selectordetresposicionesparaoperacinManualFueraAutomtica
delaprensa
LP4 LuzpilotocolorrojoparaindicacindePacaterminadacompuerta
C4atorada.
PBE5 BotnpulsadortipohongoparaParode emergenciadelaPrensa.
PB6 BotnpulsadorparaarranquedeBombaHidrulicaBH1
Entradas
Identificacin Etiqueta Funcin
I:0/0 PB1 SubePlatoP3
I:0/1 PB2 BajaPlatoP3
I:0/2 SS3 OperacinManualdePrensa
I:0/3 ZS13 CompuertaC4abierta
I:0/4 ZS14 PuertaSuperiorPS6cerrada
I:0/5 ZS15 Pacaterminada
I:0/6 MABHI BombaHidrulicaBH1operando
I:0/7 ZS17 CompuertaC4cerrada
I:0/8 ZS18 PlatoP3arriba
I:0/9 ZS19 PlatoP3abajo
I:0/10 LSH110 Altoniveldebotellasparacarga
I:0/11 Futura
I:0/12 PS112 PresindeSistemaHidrulico
I:0/13al19 Futuras
3.3.2Sealesdesalida
Salidas
Identificacin Etiqueta Funcin
O:0/0 ABHI BombaHidrulicaBH1
O:0/1 SAC4 AbreCompuertaC4
O:0/2 SCC4 CierraCompuertaC4
O:0/3 SSP3 SubePlatoP3
O:0/4 SBP3 BajaPlatoP3
O:0/5 SVCC7 VlvulacompensadoradeCaudalVCC7
O:0/6 LP4 PacaTerminadaCompuertaC4atorada
O:0/7 SA2 AlimentadorA2
O:0/8al11 Futuras
Cuadro2.4ListadeentradasysalidasalControlLgicoProgramable(PLC)
PRENSAT60XDRC
FIG.6
DIAGRAMAUNIFILARDE ARRANQUE
PRENSAT60XDRC
FIG.7
DIAGRAMAUNIFILARDECONTROL
3.4Operacinactualdelaprensa
Descripcindeunciclodecompactacin
Paraformarunapacadebotellas,laprensarealizaaproximadamente46ciclosde
compactacin,acontinuacinsedescribeesteciclo:
1. SeabrelacompuertaC4parapermitirelaccesodelasbotellasporeldeposito
superiorDS10.
2. ArrancaelalimentadorA2paratransportarlasbotellasdelatolvaT12al
depositosuperiorDS10.
3. EldepositoinferiorDI5alllegaralniveldecargadebotellas,detieneal
alimentadorA2ycierralacompuertaC4parainiciarlacompactacion.
4. BajaelplatoP3paracompactar.
5. SubeelplatoP3elcualalllegararribainiciaunnuevociclodecompactacin.
3.4.1OperacinAutomtica
ParaestaoperacinelselectorHS3debeestarubicadoenlaposicinAutomtico.
LasiguientedescripcinsecomplementaconelprogramadePLC,endondeelnumero
indicadoencadapuntocorrespondealrenglndelprogramadondeseubicadichafuncin.
ElprogramadePLC,estaestructuradoenbaseaunlenguajedeprogramacinutilizando
undiagramadeescaleradecontactosenposicinabierto/cerrado.
Renglones2:182.19.
BH1arrancaoprimiendoPB6(estoserealizafueradelasecuenciadelPLC).
DetenindoseBH1alterminarT4:3siP3nobaja.
Renglones2:8(abrelacompuertaC4).
ElciclodecompactacininiciacuandoC4abrealestarp3arribayPS6cerrada.
NoabreC4alterminarT:4,C4seabreybajaP3oprimiendoPB2.
SeabreC4alterminodeT4:1yT4:2.
Renglones2:0,2:1,2:2,2:3y2:4(arrancaelalimentadorA2).
A2arrancacuandoP3seencuentraarribaC4estaabierta.
CuandosedetieneA2alterminodeT4:0alestarP3arribadetectandoelalto
niveldecargadebotellasconLSH110obajarP3oprimiendoPB2.
Renglones2:5,2:6,2:6,2:7y2:14(cierrelacompuertaC4).
C4cierraalterminarT4:1
VolviendoaabrirC4sienT4:2nodetectasiestaabiertaocerrada.
Haycincointentospara cerrarC4sialterminodelosmismosaunnohacerrado,se
indicaconLP4flasheando.EstosintentosseborrandelamemoriaalcerrarC4.
Renglones2:9,2:10y2:11(bajaelplatoP3).
P3bajaalcerrarC4,estandoPS6cerradayoperando BH1.
NobajaP3alcerrarC4yestarbajandoP3oprimiendoPB2,haberpresinenPS
112,estarP3abajosubirP3abajosubirP3oprimiendoPB1yhaberterminadola
paca.
Renglones2:12,2:13y2:14.
LP4indicapacaterminadaalcensarZS15ypresinenPS112,permaneciendo
hastaqueP3estaarriba
Renglones2:15y2:16(subeelplatoP3).
ElciclodecompactacinterminasubiendoP3,cuandohaypresinenPS112oP3
estaabajoosubirP3oprimiendoPB1alestarPS6cerrada
NosubealestarP3arribaobajarP3oprimiendoPB2.
Rengln2:17.
LavlvulacompensadoradecaudalVCC7abrecuandoP3bajaosube.
Vuelveainiciarotrociclodecompactacinenformaautomticacomoseindica
desdeelrengln2:8.
Lapacaseterminaalrealizarlosciclosdecompactacinrequeridosendondepara
llegaralpeso,eloperadorrealizaotrostresciclosenformamanual.
3.4.2OperacinManual.
ParaestaoperacinelselectorHS3debeestarubicadoenlaposicinmanual.
Renglones2:182.19.
BH1arrancaoprimiendoPB6(estoserealizafueradelasecuenciadelPLC).
DetenindoseBH1alterminarT4:3siP3nobaja.
Renglones2:8(abrelacompuertaC4).
C4abrealestarP3arriba,PS6cerradaysubirP3oprimiendoPB1.
Renglones2:5,2:6,2:6,2:7y2:14(cierrelacompuertaC4).
C4cierraalestarPS6cerradaybajarP3oprimiendoPB2.
VolviendoaabrirC4sienT4:2nodetectasiestaabiertaocerrada.
HaycincointentosparacerrarC4sialterminodelosmismosaunnohacerrado,se
indicaconLP4flasheando.Estosintentosseborrandelamemoriaalposicionar
HS3enmanual.
Renglones2:9,2:10y2:11(bajaelplatoP3).
P3baja,estandoPS6yC4cerradasybajarP3oprimiendoPB2.
NobajaalsubirP3oprimiendoPB1.
Renglones2:15y2:16(subeelplatoP3).
P3subeoprimiendoPB1.
NosubealestarP3arribaobajarP3oprimiendoPB2.
Rengln2:17.
LavlvulacompensadoradecaudalVCC7abre cuandoP3bajaosube.
ConelbotnPBE5serealizaelparodeemergenciadelaprensa,tantoen
operacinautomticacomoenmanual,(estoserealizafueradelasecuenciadel
PLC).
PRENSAT60XDRC
FIG.8
ELEMENTOSDELCONTROLDELPROCESO
UNIDAD4
Mantenimientopropuesto
4 Trminos de refer encia para la supervisin y control tcnico del mantenimiento
preventivo,predictivoyprogramadodelosequipos,instalacioneselectromecnicase
infraestructura de la planta procesadora de envases plsticos, central Bondojito
AvangardMxico.
4.1Objetivo
Garantizar el cumplimiento del mantenimiento preventivo, correctivo y programado, en
baseadeterminarequiposfijosdetrabajo.
Coordinar, supervisar, verificar y proporcionar apoyo tcnico en todas las actividades
tcnicoadministrativasquesederivendelmantenimientoelectromecnico.
4.2Alcances
Recopilacin, revisin y anlisis de la informacin tcnica correspondiente de
especificaciones tcnicas, planos, manuales, separacin de documentos relativos al
mantenimientoelectromecnicoyalcancesdeldepartamentodemantenimiento.
Revisin de los programas de mantenimiento preventivo emitiendo las observaciones,
recomendacionesy/oaprobacinsegnseaelcaso.
Elaboraren conjuntocon losdepartamentosadministrativos,queconforman laempresa,
losprogramasdemantenimientocorrectivoyprogramado,ascomo,laprogramacindel
cambiodepiezasopartessujetasadesgaste.
Programar semanalmente en comn acuerdo con los departamentos integrantes de la
empresalasactividadesqueserealizaranconelequipofueradefuncionamiento.
Coordinar laejecucinde lasordenes detrabajopara larealizacindel mantenimiento
preventivoydarleseguimientoparasucumplimiento.
Elaborarlosformatosparaelcontroleinformacindelasactividadesdemantenimiento.
Elaboraralcances yespecificacionespara lacontratacindeserviciosespecializadosde
mantenimientocorrectivo.
Elaborar y revisar bases y especificaciones tcnicas, para la adquisicin de equipos,
refacciones e insumos necesarios para el mantenimiento, presentando a la unidad
administrativa cuadros comparativos de las diferentes propuestas recibidas que permitan
laseleccindelamejoropcintcnicayeconmica.
Supervisar las actividades para la ejecucin del mantenimiento especializado y/o
fabricacindepartesquesecontratanconterceros.
Vigilarysupervisarquesecumplantodoslosalcancesyobligacionesestablecidaspara
los equipos de trabajo (personal de mantenimiento), para el mantenimiento preventivo,
correctivoyprogramadodelosequipos,instalacioneselectromecnicaseinfraestructura
delaplanta.
Dar apoyo tcnico para la realizacin de actividades del mantenimiento, as como las
accionesdeampliacineinstalacindenuevosequiposy/oadecuacionesenequipose
instalacioneselectromecanicaza.
Vigilarysupervisarquelosequiposseencuentrenfuncionandoenoptimascondiciones
afindeasegurarunaoperacincontinuaylibredeeventualidadesalmximoposible.
Revisardiariamenteyevaluarcualitativaycuantitativamentelosequiposyherramientas
con que cuenta el taller, para desarrollar eficientemente el mantenimiento, los cuales
deben decumplirconbuenascondicionesdemanejoyoperacin.
Evaluaryseleccionaralpersonaltcnicoquelaboraenlasactividadesdemantenimiento,
sometindoloaconsideracindelosaltosmandosdelaunidadadministrativa.
Emitir lasordenesdetrabajoparael mantenimientopreventivo ycorrectivonecesarios
paralaprevenciny/ocorreccindefallas.
Gestionar ante la unidad administrativa las ordenes de trabajo para desarrollar el
mantenimiento preventivo y en coordinacin con el personal de mantenimiento, su
ejecucin en cualquiera de los trastornos de trabajo del da correspondiente e
inmediatamente al da siguiente deber entregar al jefe de mantenimiento, debidamente
firmadasporlosjefesdeturno,demantenimiento,producciny embalaje.
Gestionar ante la unidad administrativa los insumos y refacciones necesarios para el
mantenimiento emergente, elaborando con anticipacin listados de materiales con
especificaciones para comprar de acuerdo a los formatos que usara la unidad
administrativa.
Vigilar y supervisar que el personal de mantenimiento porte diariamente equipos y
prendasdeproteccinadecuadosparaelmantenimientorealizadoenplanta.
Se deber llevar a cabo un diario de actividades donde se registraran detalladamente
las actividades que se realizaron en cada turno de trabajo, as como las incidencias
presentadasdurantedichoturno.
Llevar a cabo estudios, anlisis, y peritajes de las fallas ocurridas para encontrar y
determinarlascausasquelasoriginan.
vigilar, supervisar e implementar acciones de seguridad industrial e higiene laborar, con
elfindepreveniraccidentesdetrabajo.
Coordinar las actividades de arranque y paro de los equipos de proceso al inicio y
trminosdeactividades.
Participar en juntas y/o reuniones de trabajo con la frecuencia que lo determine la
unidadadministrativa.
Presentar de manera extraordinaria informes tcnicos cada vez que la unidad
administrativalosolicite.
Elaborar diariamente notas de bitcora necesarias para especificar las actividades
desarrolladas y/o sucesos mas importantes ocurridos durante cada turno de
mantenimiento.
Cuandohayafallasenelsuministrodeenergaelctricay/oaguapotable,elsupervisor
de mantenimientodeberde manera inmediatatodoslostramitesnecesariosparaque
lasempresassuministradorasrestablezcanelserviciolomasprontoposible.
Se deber verificar, que el personal de mantenimiento utilice tcnicas adecuadas para
realizarlasreparacionesdelosequipossatisfactoriamente.
coordinarseconelprestadordeserviciosencargadodelcontroltcnicodelaoperaciny
elconlosjefesdelaunidadadministrativaparadeterminarlasactividadesdeoperacin
demantenimientoquerequieransuspendermomentneamentelaoperacindelaplanta.
Proporcionar al personal de mantenimiento las refacciones e insumos necesarios, los
cuales gestionara y retirara del almacn de la planta , mediante la firma de vales de
salidaautorizadosporeljefedeturnodemantenimientoendichaunidad.
llevar a cabo conjuntamente, con el personal de mantenimiento inspecciones rutinarias
con el fin de verificar la operacin correcta de los equipos y sistemas que integran la
planta,reportandolosresultadosdecadainspeccin.
Realizar conjuntamente con el personal de mantenimiento , mediciones y pruebas
peridicasalosprincipalesequiposqueintegranlaplanta,reportandolosresultadosal
jefedemantenimiento.
Nota:
Acontinuacinsepresentanlasordenesdetrabajoelaboradasespecficamentepar a
el seguimiento y estandarizacin del mantenimiento de la prensa hidrulica, de la
cualsehaceunestudiocuidadosodesufuncionamientoenlaunidad3.
ReportedeinspeccinDIARIAparalaprensahidrulica
Exmen regular de mantenimiento
mantenimiento
Informe
N:______
Oficio: Area: Examinadores: Fecha:
Hoja____ de _____
Revisin N Equipo o instalacion Accin requerida frecuencia
Reportedeinspeccinparalaprensahidrulica
REPORTE DE INSPECCION SEMANAL
FECHA DE SOLICITUD. N. FOLIADO
FECHA DE ENTREGA. TIEMPO PROG.
MAQUINA . TURNO. TIEMPO REAL.
RESPONSABLE.
ACTIVIDADES
ELEMENTOS HIDRAULICOS
SI NO
1.REVISION Y LIMPIEZA DE BOMBA HIDRAULICA
2.REVISION Y LIMPIEZA DE TANQUE
3.REVISION FUGAS EN MANGUERAS PARA ALTA PRESION
4.REVISION DE FUGAS EN MANIFOLD Y VALVULAS
5.REVISION Y LIMPIEZA DE PISTON PRINCIPAL Y SECUNDARIO
6.VERIFICAR MOTOR HIDRAULICO
ELEMENTOS ELECTRICOS Y DE CONTROL
7.VERIFICAR INTERRUPTOR GENERAL (VOLTAJE)
8.ESTADO DEL ARRANCADOR
9.REVISION DE CONTACTOS AUXILIARES
10.APRIETE Y LIMPIEZA EN TABLILLAS DE CONEXIN
11.VERIFICAR CONEXIONES EN SOLENOIDES
12.VERIFICAR ENT/SAL DE PLC
13.LIMPIEZA EN BOTONERA
14.APRIETE Y POSICION DE MICROSWITCH
15.VERIFICAR ESTADO DE FOTOSWITCH DE LLENADO
16.VERIFICAR ESTADO GRAL DEL MOTOR ELECTRICO
.
ELEMENTOS MECANICOS
17.ESTADO DE PAREDES DENTRO DE LA PRENSA
18.VERIFICAR ESTADO DE BASES NIVELADORAS
19.VERIFICAR ESTADO DE PLANCHA
20.LUBRICAR GUIAS
21.REVISION DE PUERTAS
22.REVISAR PERROS DE SUJECION
23.REAPRIETE DE TORNILLERIA GRAL.
24.ESTADO DE BANDA TRANSPORTADORA
25.AJUSTE DE TRANSMISION CADENA CATARINA
26.LUBRICAR RODAMIENTOS
OBSERVACIONES
MATERIALES REQUERIDOS.
MECANICO:
ELECTRICO:
AYUDANTES:
SUPERVISOR DE PRODUCCION:
SUPERVISOR DE MANTENIMIENTO:
Avangard Mxico S.A de C.V.
Reporte de inspeccion para la prensa empacadora
Responsable Servicio de 3 meses Depto Fecha
Personal de servicio Modelo de maquina Solicitado
Sin falla Cambio Desensamble Limpieza Otro
Reparar Ajuste lubricado Apretar
Sistema elctrico Elementos mcanicos y de seguridad
Alimentacin Puertas de seguridad
Voltaje 440 y 127 V.C.D. Boton de paro de emergencia
Ruido en el motor elctrico Guardas en guias
Lnea de aterrizaje Apriete de tornilleria de piston
Funcionamiento de interruptor de panel Limpieza de deposito de aceite
Funcionamiento de arrancador Engrasado de guias
Luces de sealizacin Limpieza de deposito de aceite
Estado de Microswitches Rev. de bases en motor y bomba
Dispositivos de alarma Nivelacin de prensa
Funcionamiento de CPU Estado de perros de sujecin
Sistema hidrulico Banda transportadora
Fugas de aceite o ruidos en la bomba Lubricacin de chumaceras
Fuga de aceite en mangueras y conexiones Limpieza de rodillos
Fuga de aceite en pistones Reparacin de banda
Fuga de aceite en vlvulas Ajuste de banda trans.
Fuga de aceite en manifold
Estado de manometros Observaciones
Lubricacin de cople de garras extensibles
Filtros
Estado del aceite hidrulico
Operacin
Presin de plato de cierre____
P. de motor hidrulico de alimentacin____
Tiempo del ciclo____
Tiempo de cierre del plato____
Tiempo de apertura del plato____ Supervisa___________________
Tiempo de trabajo____
Evaluacin del Sistema Elctrico
Prensa hidraulica
Tablero de control N. 1
V.Alimentacin general
25.Bornes de potencia ( ) ( ) ( )
26.Bornes de control ( ) ( ) ( )
27.Int termomagnetico mca. Siemens 3x225 amp ( ) ( ) ( )
28.Int. Termomagnetico mca. Siemens 3x150 amp ( ) ( ) ( )
29.Contactor mca. Siemens modelo 3TB54 ( ) ( ) ( )
30.Fusible tipo botella 10 y15 amp ( ) ( ) ( )
31.Transformador de control ( ) ( ) ( )
VI.Gancho o malacate Control electromagnetico
32.Int. Termomagnetico mca. Siemens ED63B100 3x100 amp ( ) ( ) ( )
33.Contactor marca Siemens modelo 3TB52 (3 PZAS) ( ) ( ) ( )
34.Contactor mca.Siemens modelo 3TB50 (3 PZAS) ( ) ( ) ( )
35.Rele de sobrecarga mac. Siemens 40- 60 amp ( ) ( ) ( )
36. Contactor mca. modelo 3TB42 (3 PZAS) ( ) ( ) ( )
37.Rel de tiempo mac.Schleicher 4-10 s ( ) ( ) ( )
38.Rel de tiempo mca. Siemens de 0-20 s ( ) ( ) ( )
39.Bornes de potencia ( ) ( ) ( )
40.Bornes de control ( ) ( ) ( )
VII.Banco de resistencias
41.Bornes de entrada (potencia) ( ) ( ) ( )
42.Bornes de salida ( ) ( ) ( )
43.Resistencias (estado) ( ) ( ) ( )
VIII.Botonera para manejo de grua
44.Boton de paro ( ) ( ) ( )
45.Boton de arranque ( ) ( ) ( )
46.Push botton de seguridad ( ) ( ) ( )
47.Lubricacion de palancas de manejo ( ) ( ) ( )
48.Apriete de tornilleria ( ) ( ) ( )
observaciones
Realizo________________________ Superviso________________________________
Diagr amadeflujopar alostr abajosdemantenimientoenplanta
congr eso
DIAGRAMADEFLUJO. MANTTONUEVO
PROPOSITO. Determinaruncanaldecomunicacinparalacorrectay
oportunaaplicacindelosmantenimientospreventivos
ycorrectivosenPlantaCongresodeReciclados.
N no
si
no
si
s si
no
AUTORIZO. - Ing. _________ ELABORO. - Ing. Jos Luis________
1. El supervisor
de planta detecta
falla en alguna
maquina
Se puede
corregir
hasta el fin
de semana
2. Se informa
inmediatament
e va radio al
jefe de mantt.
Y se da una
explicacin
detallada del
problema
3.La cuadrilla
de mantto.
Procede a su
reparacin lo
mas pronto
posible
INICIO
7.El supervisor
de planta anota
la falla una lista
de pendientes e
informa va radio
y O.T. al jefe de
mantto
8.El viernes el
jefe de mantto
verifica en
campo la lista de
pendientes
9.El supervisor
de planta debe
gestionar para
que se dejen
limpias las zonas
a dar
mantenimiento
10.Se ejecuta
el programa de
mantenimiento
preventivos y
correctivos
4.Una vez
reparada la
falla se llena
la O.T.
correspondie
nte en
original y
copia
13.La cuadrilla
de mantto.
Lleva a cabo
nuevamente el
trabajo
El supervisor de
planta esta de
acuerdo con la
ejecucin de mantto.
12. Los das lunes
el jefe de
mantto. Entrega
el trabajo a
produccin para
descargar O:T:
11.Una vez
llevado a cabo
el mantto. por
la cuadrilla se
llena la O.T.
correspondient
e en original y
copia
El supervisor
de planta esta
de acuerdo con
la reparacin
5.El supervisor
de planta firma
la O.T.
aceptando y
recibiendo el
trabajo
6.El supervisor
se queda con
copia y la
archiva en
bitcora as
como mantto
FIN
Diagr amadeflujopar alostr abajosdemantenimientoenplanta
congr eso
DIAGRAMADEFLUJO. MANTTONUEVO
PROPOSITO. Aplicaruncanaldecomunicacinparalacorrectay
oportunaaplicacindeunmantenimientopreventivo
PlantaCongresodeReciclado.
FORMATOS. OrdenesdeTrabajo,ExamenRegulardemantenimiento
yFormatosdeMantenimientoProgramado.
RESPONSABLE. SupervisordeMantenimiento,ProduccionyJefede
Planta.
AUTORIZO. - Ing.
Gte o jefe
de mantto
programan
mantenimien
to
preventivo
Jefe de
mantto
elabora
O.T. de
mantto
preventi
vo los
das
jueves
Jefe de mantto
verifica la existencia
de las refacciones y
herramientas en el
almacn el DIA
viernes
Se puede realizar el
mantto prev. Con el
personal y equipo interno
Gte. o jefe de mantto
notifican a un proveedor
externo
Proveedor externo
ejecuta mantto
preventivo
Jefe de mantto elabora
O.T.
Supervisor u operador
realizan pruebas a
maquinaria
Supervisor firma O.T, Ex.
de mantto o en su caso
Fto de mantto pro.
Jefe de mantto indica se ejecuten por
el tcnico los formatos de trabajo.
El tcnico realiza el mantto prev.
Jefe de mantto verifica la correcta
maniobra para realizar el mantto prev
Da lunes se entregan trabajos a supervisor
de produccin previamente verificados
Se firman formatos
de trabajo por
supervisores de
mantto y produccin
Se archiva en
bitcora
CONCLUSIN
Con la informacin recabada dentro de este texto. Se pretende determinar
una forma de trabajo dentro de la empresa AVANGARD DE MEXICO, SA. DE
C.V. Dada la experiencia obtenida en el tiempo que tuve la oportunidad de
trabajar en esta empresa, se toma en consideracin el hecho de que no se
tiene documentado ningn plan de trabajo, as como las condiciones de
operacin de la infraestructura en general.
Reconociendo la desorientacin dentro de este apartado importantsimo en
cualquier empresa no considerando su grandeza o el proceso de
transformacin que realice. Se crean elementos bsicos de registro para que a
mediano plazo puedan ser transformados y sean estos, mas eficientes y de un
manejo mas sencillo.
Se da nfasis a ciertos elementos dentro del capitulo 6 de la forma de
manejar el mantenimiento industrial especficamente dentro de esta empresa.
As, me preguntara yo, cual es la finalidad de este trabajo: pues simplemente
el de implementar una base de trabajo para el mantenimiento, apoyndonos en
el conocimiento de la administracin y la tcnica bsica de maquinas.
Bibliografa
Administracin del Mantenimiento Industrial
E.T. Newbrough
Diana
Administracin del Mantenimiento Industrial
Vicente Mayagoitia Barragn
Andrs Quintero Miranda
Leonardo Lpez Mrquez
I.P.N.
Curso de Control NC 9000F
Recopilacin
Nissei P
Administracin de Personal
Chruden/Sherman
CECSA
Potrebbero piacerti anche
- Mantenimiento de motores térmicos de dos y cuatro tiempos. TMVG0409Da EverandMantenimiento de motores térmicos de dos y cuatro tiempos. TMVG0409Valutazione: 4 su 5 stelle4/5 (1)
- Unidad 4 HidraulicaDocumento49 pagineUnidad 4 HidraulicaTheYisus 0407Nessuna valutazione finora
- Proyecto Del Gato Hidraulico 3IV1Documento42 pagineProyecto Del Gato Hidraulico 3IV1Michard ミチャルド69% (32)
- CompactAdora de CartónDocumento23 pagineCompactAdora de CartónReymun100% (4)
- Montaje y reparación de sistemas neumáticos e hidráulicos bienes de equipo y máquinas industriales. FMEE0208Da EverandMontaje y reparación de sistemas neumáticos e hidráulicos bienes de equipo y máquinas industriales. FMEE0208Nessuna valutazione finora
- Análisis del proceso de barrido en motores de dos tiempos pequeña cilindradaDa EverandAnálisis del proceso de barrido en motores de dos tiempos pequeña cilindradaNessuna valutazione finora
- Codigos de Falla WJ 4.7 PDFDocumento151 pagineCodigos de Falla WJ 4.7 PDFalvaro garcia100% (4)
- Codigos de Falla WJ 4.0Documento151 pagineCodigos de Falla WJ 4.0alvaro garcia80% (5)
- Esquemas Hidraulica KomatsuDocumento76 pagineEsquemas Hidraulica KomatsuCesar Godoi100% (11)
- El Principio de PascalDocumento2 pagineEl Principio de PascalperrocopataNessuna valutazione finora
- Prensas para ConformadoDocumento4 paginePrensas para ConformadoDhany DiazNessuna valutazione finora
- Tra 1Documento3 pagineTra 1Julián AndresNessuna valutazione finora
- Plan de ManttoDocumento16 paginePlan de ManttoMiguel Steve CenaNessuna valutazione finora
- Proyecto, La Prensa HidraulicaDocumento9 pagineProyecto, La Prensa HidraulicaKevin Axeel VidalNessuna valutazione finora
- Rediseño de Maquina Compactadora de CartonDocumento15 pagineRediseño de Maquina Compactadora de CartonLuis GElssNessuna valutazione finora
- Prensa HidraulicaDocumento7 paginePrensa HidraulicaStefany Angarita AlvarezNessuna valutazione finora
- Prensa Hidráulica PDFDocumento13 paginePrensa Hidráulica PDFLIZBETH BERENICE CARDONA PENANessuna valutazione finora
- Avance Proyecto Final Gaf 3Documento5 pagineAvance Proyecto Final Gaf 3Gidel kennidyng silvaNessuna valutazione finora
- Trabajo Avance 2 CAF 3Documento8 pagineTrabajo Avance 2 CAF 3Henry LayaNessuna valutazione finora
- UNIVERSIDA InformeDocumento5 pagineUNIVERSIDA InformeMichael AlcivarNessuna valutazione finora
- Ciencia 1Documento3 pagineCiencia 1JOSUE ISAAC FLORES SIBRIANNessuna valutazione finora
- Principio de PascalDocumento6 paginePrincipio de Pascalthomas arangoNessuna valutazione finora
- Calculo Del Sistema Neumático de Desfogue de Una Cisterna de Volumen Seco en La EmpresaDocumento27 pagineCalculo Del Sistema Neumático de Desfogue de Una Cisterna de Volumen Seco en La EmpresajersonNessuna valutazione finora
- Prensa HidraulicaDocumento9 paginePrensa HidraulicaLuisa G PeñalverNessuna valutazione finora
- Primera Innovacion TecnologicaDocumento1 paginaPrimera Innovacion TecnologicaAbelardo Jozhitoh LokitohNessuna valutazione finora
- Trabajo NeumaticaDocumento55 pagineTrabajo NeumaticaEdw PatrIkNessuna valutazione finora
- Presentacion de TesisDocumento79 paginePresentacion de TesisFabricio PerdomoNessuna valutazione finora
- Mamani Aguilar Elmer GustavoDocumento11 pagineMamani Aguilar Elmer GustavoRyder Llanque AnaguaNessuna valutazione finora
- Fisica Proyecto PistaDocumento4 pagineFisica Proyecto Pistamjromeroc2057Nessuna valutazione finora
- Hidraulica y Sus Componentes Que Hacen FuncionarDocumento22 pagineHidraulica y Sus Componentes Que Hacen Funcionarusuario lopez100% (1)
- Proyecto - Principio de PascalDocumento26 pagineProyecto - Principio de PascalHector PazminoNessuna valutazione finora
- Proyecto Pluma Hidraulica2Documento19 pagineProyecto Pluma Hidraulica2patinavalNessuna valutazione finora
- Neumatica y Hidraulica Isma y LuisDocumento7 pagineNeumatica y Hidraulica Isma y LuisdidianaNessuna valutazione finora
- 007 Apunte Oleohidrulica Basica PDFDocumento58 pagine007 Apunte Oleohidrulica Basica PDFphoenix eastwoodNessuna valutazione finora
- JUSTIFICACIÓNDocumento1 paginaJUSTIFICACIÓNJason Maldonado50% (2)
- Prensa HidraulicaDocumento13 paginePrensa HidraulicaCristhian Messias100% (1)
- PA02 Grupo01 AutomatizacionDocumento46 paginePA02 Grupo01 AutomatizacionGandules Guerrero BalderaNessuna valutazione finora
- LopezDaniel PIA5Documento6 pagineLopezDaniel PIA5Daniel SaldañaNessuna valutazione finora
- Ejercicio Fluid SimDocumento4 pagineEjercicio Fluid Simandres gomezNessuna valutazione finora
- REPORTE DE PRACTICA 1.SHyNPDocumento13 pagineREPORTE DE PRACTICA 1.SHyNPRicardo MonjeNessuna valutazione finora
- Trabajo de InvestigacionBombas, Compresores y VentiladoresDocumento31 pagineTrabajo de InvestigacionBombas, Compresores y VentiladoresJose Escobar CarmenNessuna valutazione finora
- Elevador Hidráulico Equipo #5Documento30 pagineElevador Hidráulico Equipo #5Martha LlanezNessuna valutazione finora
- Proyecto de Física (Prensa Hidráulica)Documento4 pagineProyecto de Física (Prensa Hidráulica)FroylanNessuna valutazione finora
- Intro Obje Marco Limit Biblio.Documento7 pagineIntro Obje Marco Limit Biblio.Leonardo NavarroNessuna valutazione finora
- Propuesta de MantenimientoDocumento21 paginePropuesta de Mantenimientomiguelzambrano92Nessuna valutazione finora
- Elevadores Hidráulicos PDFDocumento7 pagineElevadores Hidráulicos PDFGanimedesNessuna valutazione finora
- El Principio de Pascal Editado 1Documento7 pagineEl Principio de Pascal Editado 1Cristian CalleNessuna valutazione finora
- Capitulo 2 CorregidoDocumento14 pagineCapitulo 2 CorregidoRehanNessuna valutazione finora
- Unidad de Poder para Sistema Hidráulico Formato FFDocumento24 pagineUnidad de Poder para Sistema Hidráulico Formato FFbrayanjohanNessuna valutazione finora
- Actividad 3.1Documento12 pagineActividad 3.1Electricidad IndustrialNessuna valutazione finora
- Prensa HidraulicaDocumento114 paginePrensa HidraulicaWilber ChavezNessuna valutazione finora
- Prensa HidraulicaDocumento3 paginePrensa HidraulicaChela Bar70% (10)
- Reporte Hidraulica Termoiinado 2Documento26 pagineReporte Hidraulica Termoiinado 2fmiguelgallegosNessuna valutazione finora
- T1. Trabajo de Consulta Sobre CinemáticaDocumento2 pagineT1. Trabajo de Consulta Sobre Cinemáticaisaac castañedaNessuna valutazione finora
- Manual de Oleohidraulica Industrial Vickers PDFDocumento340 pagineManual de Oleohidraulica Industrial Vickers PDFBruno Andres Alisters100% (10)
- Pia Potencia ErDocumento26 paginePia Potencia ErHeriberto MercadoNessuna valutazione finora
- Principios Básicos de PascalDocumento2 paginePrincipios Básicos de PascalGael Jaziel Barragan SanchezNessuna valutazione finora
- MANTENIMIENTO A ELEVADOR HidraulicoDocumento33 pagineMANTENIMIENTO A ELEVADOR Hidraulicobayonarebeca43Nessuna valutazione finora
- Bombas en La Industria Petrolera Grupo 9-1Documento32 pagineBombas en La Industria Petrolera Grupo 9-1andrea mayanNessuna valutazione finora
- Prensa HidraulicaDocumento16 paginePrensa HidraulicaElder Marin Cabrera67% (3)
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Da EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Valutazione: 5 su 5 stelle5/5 (1)
- Recirculación de gases de escape mediante sistemas de baja presión en motores diésel sobrealimentadosDa EverandRecirculación de gases de escape mediante sistemas de baja presión en motores diésel sobrealimentadosValutazione: 3 su 5 stelle3/5 (3)
- Compras AGOSTO 2022Documento3 pagineCompras AGOSTO 2022alvaro garciaNessuna valutazione finora
- Examen Parcial Mizoreth GarciaDocumento11 pagineExamen Parcial Mizoreth Garciaalvaro garciaNessuna valutazione finora
- Cotizacon Pelletizadora Motor 15 HP NuevoDocumento4 pagineCotizacon Pelletizadora Motor 15 HP Nuevoalvaro garciaNessuna valutazione finora
- 615ee0ce8497e920c8a8383d - MICROM - Planta Alimento Balanceado 250KGHDocumento1 pagina615ee0ce8497e920c8a8383d - MICROM - Planta Alimento Balanceado 250KGHalvaro garciaNessuna valutazione finora
- Cotizacon Transportador 100tonDocumento1 paginaCotizacon Transportador 100tonalvaro garciaNessuna valutazione finora
- Poeletizadora para ConstruirDocumento150 paginePoeletizadora para Construiralvaro garciaNessuna valutazione finora
- Martin Plasticos SprocketsDocumento64 pagineMartin Plasticos Sprocketsalvaro garciaNessuna valutazione finora
- Pelitisadora Con RefDocumento5 paginePelitisadora Con Refalvaro garciaNessuna valutazione finora
- Logitrace V14Documento1 paginaLogitrace V14alvaro garciaNessuna valutazione finora
- Sistema de Pulido y AbrillaDocumento7 pagineSistema de Pulido y Abrillaalvaro garciaNessuna valutazione finora
- Tesis Completa CacaoDocumento128 pagineTesis Completa Cacaoalvaro garciaNessuna valutazione finora
- Rsip Yuca EstellerDocumento51 pagineRsip Yuca Estelleralvaro garciaNessuna valutazione finora
- Cafe DiapositivasDocumento21 pagineCafe Diapositivasalvaro garciaNessuna valutazione finora
- Definición de GlosarioDocumento1 paginaDefinición de Glosarioalvaro garciaNessuna valutazione finora
- Preguntas FrecuentesDocumento6 paginePreguntas FrecuentesIsrael López LagosNessuna valutazione finora
- Vitoc 2010-2014Documento32 pagineVitoc 2010-2014Gilmer Robin Paredes RamirezNessuna valutazione finora
- 62 Depresion en Mexico Tiempos de PandemiaDocumento8 pagine62 Depresion en Mexico Tiempos de PandemiaJuan Carlos MejiaNessuna valutazione finora
- Tarea 1.1Documento1 paginaTarea 1.1Hugo DiazNessuna valutazione finora
- Justificacion y Antecedentes de Una InvestigacionDocumento11 pagineJustificacion y Antecedentes de Una InvestigacionAlex Saca MoraNessuna valutazione finora
- Conclusiones y RecomendacionesDocumento3 pagineConclusiones y RecomendacionesKaty Oiñii100% (1)
- Metrica Griega 1984-2004Documento15 pagineMetrica Griega 1984-2004egarcian100% (1)
- Resumen 13 Errores Faltales Que Cometen Los GerentesDocumento2 pagineResumen 13 Errores Faltales Que Cometen Los GerentesDaniel AdrianNessuna valutazione finora
- Guayaba Taiwanesa InformeDocumento11 pagineGuayaba Taiwanesa Informealejandrantunez7Nessuna valutazione finora
- Manual FactuSOL 2013EVDocumento338 pagineManual FactuSOL 2013EVFabian DelgadoNessuna valutazione finora
- D.S. 298 TransporteSustanciasPeligrosasDocumento17 pagineD.S. 298 TransporteSustanciasPeligrosasLuis RoaNessuna valutazione finora
- Ventana Ju Ridic A 5Documento192 pagineVentana Ju Ridic A 5Atilio VLNessuna valutazione finora
- Programa de Sociología PolíticaDocumento7 paginePrograma de Sociología PolíticaBianca Ramírez RiveraNessuna valutazione finora
- Catálogo EternitDocumento52 pagineCatálogo EternitJony HerreraNessuna valutazione finora
- Diptico Hawker Plus AnasacDocumento4 pagineDiptico Hawker Plus AnasacCristian Rene Missene FernándezNessuna valutazione finora
- Esto Ya Existio en La AntiguedadDocumento217 pagineEsto Ya Existio en La AntiguedadAriel VerduzNessuna valutazione finora
- Autonomía y HeteronomíaDocumento14 pagineAutonomía y HeteronomíaAnonymous TAuzsBw9Nessuna valutazione finora
- El Concepto de Pedagogía y Su Relación Con El Contexto ActualDocumento5 pagineEl Concepto de Pedagogía y Su Relación Con El Contexto Actualluz elena mendoza espinelNessuna valutazione finora
- 0000000Documento35 pagine0000000Brandon Flores0% (1)
- 2.2. Plan de Vida y CarreraDocumento18 pagine2.2. Plan de Vida y CarreraFreddy SolísNessuna valutazione finora
- Practicas PlasticosDocumento13 paginePracticas PlasticosBerenice Hernandez AguilarNessuna valutazione finora
- Taller Emprendimiento Zona de Confort Ajustado DJR 2. 1111docxDocumento9 pagineTaller Emprendimiento Zona de Confort Ajustado DJR 2. 1111docxNiikolas NiñoNessuna valutazione finora
- Obra Literaria Alicia en El País de Las MaravillasDocumento11 pagineObra Literaria Alicia en El País de Las MaravillasReyner Jose Peña MorenoNessuna valutazione finora
- Hostigamiento Sexual en El EmpleoDocumento62 pagineHostigamiento Sexual en El EmpleoLJL,LLCNessuna valutazione finora
- Trabajo Practico Escrito Grupal Piaget Las Teorias Del AprendizajeDocumento18 pagineTrabajo Practico Escrito Grupal Piaget Las Teorias Del AprendizajeRo QueNessuna valutazione finora
- Proyecto Vinagre de Guineo-FundamentoDocumento1 paginaProyecto Vinagre de Guineo-FundamentoGiovanny Jimenez MezaNessuna valutazione finora
- SYLLABUS Proyecto Integrador 1Documento3 pagineSYLLABUS Proyecto Integrador 1Luis AguirreNessuna valutazione finora
- Actividades de La 8 Guia de CTEEMSDocumento4 pagineActividades de La 8 Guia de CTEEMSAnonymous Bp8MsOHYWfNessuna valutazione finora
- Inglés Integrado para Otras Carreras IIDocumento4 pagineInglés Integrado para Otras Carreras IIIrving Ruiz BellidoNessuna valutazione finora