Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- PSG Marijuana For Medical PurposesDocumento5 paginePSG Marijuana For Medical PurposesCKNW980Nessuna valutazione finora
- The Meaning of CommunityDocumento3 pagineThe Meaning of CommunitySyila OlalaNessuna valutazione finora
- Julia CheatsheetDocumento1 paginaJulia CheatsheetmixarimNessuna valutazione finora
- Work Life Balance Amongst The Working Women in Public Sector BanksDocumento4 pagineWork Life Balance Amongst The Working Women in Public Sector BanksSneha DobariaNessuna valutazione finora
- AA Metatron The Rays of Atlantian Knowledge and Rays of Healing Through Jim SelfDocumento14 pagineAA Metatron The Rays of Atlantian Knowledge and Rays of Healing Through Jim SelfMeaghan Mathews100% (1)
- EXPATRIATESDocumento38 pagineEXPATRIATESdsouzaa100% (2)
- Keshav Mohaneesh Aumeer 16549793 Assignment 2 Case Study Managing Change 3002Documento12 pagineKeshav Mohaneesh Aumeer 16549793 Assignment 2 Case Study Managing Change 3002pri demonNessuna valutazione finora
- 2016/2017 Master Timetable (Tentative) : Published: May 2016Documento19 pagine2016/2017 Master Timetable (Tentative) : Published: May 2016Ken StaynerNessuna valutazione finora
- r050210803 Chemical Process CalculationsDocumento8 paginer050210803 Chemical Process CalculationsSrinivasa Rao GNessuna valutazione finora
- Understanding The Self Midterm Exam - PasigDocumento1 paginaUnderstanding The Self Midterm Exam - PasigEarl Tyrone P. Blanco100% (1)
- Ancient Greece Tic-Tac-ToeDocumento2 pagineAncient Greece Tic-Tac-Toeapi-277969821Nessuna valutazione finora
- DLL Araling Panlipunan 3 q4 w3Documento3 pagineDLL Araling Panlipunan 3 q4 w3Jessica Agbayani CambaNessuna valutazione finora
- Chemistry 12 - Unit 3 - Solubility (M.C.)Documento34 pagineChemistry 12 - Unit 3 - Solubility (M.C.)julyfriskaNessuna valutazione finora
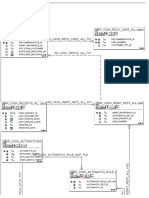
- r121 Auto Cash App ErdDocumento2 paginer121 Auto Cash App ErdLam TranNessuna valutazione finora
- 03 Task Performance 1 - ARG - MMW - RelevoDocumento4 pagine03 Task Performance 1 - ARG - MMW - Relevocessarine relevoNessuna valutazione finora
- 2nd Summative Test - Org'n & Mgt. 2nd SemesterDocumento4 pagine2nd Summative Test - Org'n & Mgt. 2nd SemesterDo FernanNessuna valutazione finora
- Design of Machine Members - Syllabus PDFDocumento3 pagineDesign of Machine Members - Syllabus PDFVAIBHAV TIWARINessuna valutazione finora
- Drawing With EnvelopesDocumento9 pagineDrawing With EnvelopesJulio Garcia Garcia100% (2)
- Lecture 1 EntrepreneurshipDocumento35 pagineLecture 1 EntrepreneurshipNipul BafnaNessuna valutazione finora
- E-Cell DSCOE IIT Bombay - 2018 19Documento12 pagineE-Cell DSCOE IIT Bombay - 2018 19abhiNessuna valutazione finora
- Exchanger Tube Data Analysis PDFDocumento9 pagineExchanger Tube Data Analysis PDFArjed Ali ShaikhNessuna valutazione finora
- Lampiran 1 Instrumen Penilaian: A. Complete The Incomplete Dialogue Above by Choosing A, B, C or D!Documento10 pagineLampiran 1 Instrumen Penilaian: A. Complete The Incomplete Dialogue Above by Choosing A, B, C or D!avivah indah yuliansyahNessuna valutazione finora
- Lesson Plan 6 ReflectionDocumento4 pagineLesson Plan 6 Reflectionapi-295690946Nessuna valutazione finora
- X16 42552VS2010UltimTrial1Documento2 pagineX16 42552VS2010UltimTrial1An LcNessuna valutazione finora
- ELTJ (1990) Pyramid Discussions - JordanDocumento9 pagineELTJ (1990) Pyramid Discussions - Jordanmariangoud100% (2)
- Damodar Dharmananda Kosambi: Chalega-Better Than A Padma-This-That-Or-The-Other!Documento3 pagineDamodar Dharmananda Kosambi: Chalega-Better Than A Padma-This-That-Or-The-Other!Sanjiv BokilNessuna valutazione finora
- Argumentative Essay TemplateDocumento4 pagineArgumentative Essay Template민수Nessuna valutazione finora
- 21266-47576-1-PB GenderDocumento25 pagine21266-47576-1-PB GenderAira CamilleNessuna valutazione finora
- Flexible Vision Software SetupDocumento12 pagineFlexible Vision Software SetupAnonymous 1vMe99XL7INessuna valutazione finora
- Deloitte Sample PapersDocumento8 pagineDeloitte Sample PapersAjay kumar TNPNessuna valutazione finora