Potrebbero piacerti anche
- Equations in Materials ScienceDocumento25 pagineEquations in Materials ScienceCORE Materials86% (7)
- Teaching Engineering by Peter J. GoodhewDocumento117 pagineTeaching Engineering by Peter J. GoodhewCORE Materials100% (1)
- Electrons and Their Interaction With The SpecimenDocumento37 pagineElectrons and Their Interaction With The SpecimenCORE MaterialsNessuna valutazione finora
- Durability of MaterialsDocumento72 pagineDurability of MaterialsCORE Materials100% (2)
- The Scanning Electron MicroscopeDocumento65 pagineThe Scanning Electron MicroscopeCORE Materials67% (3)
- TALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumDocumento26 pagineTALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumCORE Materials100% (1)
- The Transmission Electron MicroscopeDocumento73 pagineThe Transmission Electron MicroscopeCORE MaterialsNessuna valutazione finora
- Electron DiffractionDocumento45 pagineElectron DiffractionCORE Materials100% (1)
- Chemical Analysis in The Electron MicroscopeDocumento62 pagineChemical Analysis in The Electron MicroscopeCORE MaterialsNessuna valutazione finora
- Electron DiffractionDocumento45 pagineElectron DiffractionCORE Materials100% (1)
- The Role of Technology in Sporting PerformanceDocumento36 pagineThe Role of Technology in Sporting PerformanceCORE Materials100% (1)
- Microscopy With Light and ElectronsDocumento36 pagineMicroscopy With Light and ElectronsCORE Materials100% (1)
- TALAT Lecture 5205: Plating On AluminiumDocumento19 pagineTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDocumento10 pagineTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsNessuna valutazione finora
- TALAT Lecture 5202: Conversion CoatingsDocumento9 pagineTALAT Lecture 5202: Conversion CoatingsCORE MaterialsNessuna valutazione finora
- TALAT Lecture 5203: Anodizing of AluminiumDocumento27 pagineTALAT Lecture 5203: Anodizing of AluminiumCORE Materials100% (2)
- TALAT Lecture 5201: Aluminium Surface PretreatmentDocumento12 pagineTALAT Lecture 5201: Aluminium Surface PretreatmentCORE Materials100% (1)
- TALAT Lecture 5204: Organic Coating of AluminiumDocumento17 pagineTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNessuna valutazione finora
- TALAT Lecture 5105: Surface Treatment of AluminiumDocumento15 pagineTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNessuna valutazione finora
- TALAT Lecture 5104: Basic Approaches To Prevent Corrosion of AluminiumDocumento14 pagineTALAT Lecture 5104: Basic Approaches To Prevent Corrosion of AluminiumCORE Materials100% (1)
- TALAT Lecture 4705: Quality AssuranceDocumento4 pagineTALAT Lecture 4705: Quality AssuranceCORE MaterialsNessuna valutazione finora
- TALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionDocumento20 pagineTALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionCORE MaterialsNessuna valutazione finora
- TALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsDocumento13 pagineTALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsCORE MaterialsNessuna valutazione finora
- TALAT Lecture 5102: Reactivity of The Aluminium Surface in Aqueous SolutionsDocumento13 pagineTALAT Lecture 5102: Reactivity of The Aluminium Surface in Aqueous SolutionsCORE MaterialsNessuna valutazione finora
- TALAT Lecture 4704: Surface Preparation and Application ProceduresDocumento12 pagineTALAT Lecture 4704: Surface Preparation and Application ProceduresCORE MaterialsNessuna valutazione finora
- TALAT Lecture 4500: Resistance WeldingDocumento23 pagineTALAT Lecture 4500: Resistance WeldingCORE MaterialsNessuna valutazione finora
- TALAT Lecture 5101: Surface Characteristics of Aluminium and Aluminium AlloysDocumento13 pagineTALAT Lecture 5101: Surface Characteristics of Aluminium and Aluminium AlloysCORE MaterialsNessuna valutazione finora
- TALAT Lecture 4703: Design and Calculation of Adhesive JointsDocumento9 pagineTALAT Lecture 4703: Design and Calculation of Adhesive JointsCORE MaterialsNessuna valutazione finora
- TALAT Lecture 4701: Terms and Definitions For Adhesive BondingDocumento20 pagineTALAT Lecture 4701: Terms and Definitions For Adhesive BondingCORE MaterialsNessuna valutazione finora
- Introduction to Brazing Aluminium AlloysDocumento24 pagineIntroduction to Brazing Aluminium AlloysfedeloquiNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Alathon L5840Documento1 paginaAlathon L5840mohamed1303Nessuna valutazione finora
- TungstenDocumento49 pagineTungstenahmed samyNessuna valutazione finora
- NIP - Weld Check SheetDocumento1 paginaNIP - Weld Check SheetAlanka Prasad100% (2)
- AISI 1020 Low Carbon/Low Tensile Steel: Topics CoveredDocumento5 pagineAISI 1020 Low Carbon/Low Tensile Steel: Topics CoveredGuntur Aji SubiaktoNessuna valutazione finora
- AMS-2404-G - Electroless Nickel CoatingDocumento9 pagineAMS-2404-G - Electroless Nickel CoatingaadmaadmNessuna valutazione finora
- CHAPTER 2 Classification of NanomaterialsDocumento45 pagineCHAPTER 2 Classification of NanomaterialsFarah Hanani ZulkifliNessuna valutazione finora
- Tatal Lui Luca - Atelier de Tamplarie Anexa 3 - Comisioane 3 2023-09-14Documento2 pagineTatal Lui Luca - Atelier de Tamplarie Anexa 3 - Comisioane 3 2023-09-14tatalluilucaNessuna valutazione finora
- The Effect of Crystalline Waterproofing Admixtures On The Self-Healing and Permeability of ConcreteDocumento14 pagineThe Effect of Crystalline Waterproofing Admixtures On The Self-Healing and Permeability of Concretejean kenyonNessuna valutazione finora
- 04 Steam TrapsDocumento8 pagine04 Steam TrapsJoshua Balaram RaoNessuna valutazione finora
- Process Control LDocumento23 pagineProcess Control Ltariq fareedNessuna valutazione finora
- Chemguard C306-MS-C 3% AFFF Concentrate: DescriptionDocumento2 pagineChemguard C306-MS-C 3% AFFF Concentrate: DescriptionChyeAmshariYumanNessuna valutazione finora
- TCET FE Applied Chemistry - I Resource Book (2018-19)Documento261 pagineTCET FE Applied Chemistry - I Resource Book (2018-19)KevinNessuna valutazione finora
- Sunray Bucket HatDocumento5 pagineSunray Bucket Hatklaudia matNessuna valutazione finora
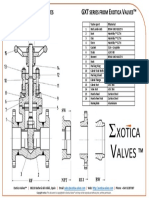
- Gate Valve Forged B564 UNS N10276 Body, Hastelloy™ C276 TrimDocumento1 paginaGate Valve Forged B564 UNS N10276 Body, Hastelloy™ C276 TrimGiovanni PetrizzoNessuna valutazione finora
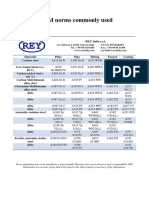
- ASTM Norms Commonly UsedDocumento1 paginaASTM Norms Commonly UsedBauyrzhanNessuna valutazione finora
- Sigma Vyrobni Program enDocumento12 pagineSigma Vyrobni Program enEntropay UserNessuna valutazione finora
- Muitary Specification: M2L-C-672GDocumento15 pagineMuitary Specification: M2L-C-672Gshivam dwivediNessuna valutazione finora
- SteelDocumento6 pagineSteelJ LorbelNessuna valutazione finora
- Cold Water Plumbing DesignDocumento17 pagineCold Water Plumbing DesignKHA120096 StudentNessuna valutazione finora
- Alumigrip 4250Documento7 pagineAlumigrip 4250Choirul AnamNessuna valutazione finora
- Dehyton AB 30Documento2 pagineDehyton AB 30dedeteNessuna valutazione finora
- Ultralight, Scalable, and High-Temperature, Resilient Ceramic Nanofiber SpongesDocumento4 pagineUltralight, Scalable, and High-Temperature, Resilient Ceramic Nanofiber SpongesCj Labadan100% (1)
- Task 1: Group 1 - The Alkali MetalsDocumento4 pagineTask 1: Group 1 - The Alkali MetalsNeen NaazNessuna valutazione finora
- Build Windows Doors Guide AA Tech UniversityDocumento49 pagineBuild Windows Doors Guide AA Tech UniversityAnonymous oUoJ4A8xNessuna valutazione finora
- Abrasion Resistance of High-Strength Concrete in Hydraulic StructuresDocumento8 pagineAbrasion Resistance of High-Strength Concrete in Hydraulic StructuresEjaz RahimiNessuna valutazione finora
- Experiment: 3 Extraction Technique: Liquid-Liquid ExtractionDocumento7 pagineExperiment: 3 Extraction Technique: Liquid-Liquid ExtractionNatasha ClementNessuna valutazione finora
- PolymersDocumento10 paginePolymersnilay guptaNessuna valutazione finora
- Indian Standard: Silica Mortar For Layi'Ng Silica Bricks in Coke Ovens - SpecificationDocumento5 pagineIndian Standard: Silica Mortar For Layi'Ng Silica Bricks in Coke Ovens - SpecificationSatyam LakheraNessuna valutazione finora
- Sa 4820M00450 00001 01 - 00Documento1 paginaSa 4820M00450 00001 01 - 00mohdfaridabubakarNessuna valutazione finora
- Guidelines For Specification, Welding and Inspection of Stainless Alloy Piping Craig Reid, P.EngDocumento19 pagineGuidelines For Specification, Welding and Inspection of Stainless Alloy Piping Craig Reid, P.EngFinnFan8Nessuna valutazione finora