Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Screen Clean
Caricato da
Kristin WeberCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Screen Clean
Caricato da
Kristin WeberCopyright:
Formati disponibili
Fi nal Tec hni c al Repor t
Contract n QLK5 - 2001 - 00619 April 1
st
, 2002 - March 31
st
, 2005
OPTIMISATION OF SCREENING AND CLEANING TECHNOLOGY
TO CONTROL DEINKING PULP CLEANLINESS
S
S C C R R E E E E N N
C
CL L E E A A N N
JACKSTDT GmbH
INSTYTUT CELULOZOWO-PAPIERNICZY
PULP &PAPER RESEARCHINSTITUTE
Centre Technique du Papier (CTP), France Project Coordinator
Advanced Fibre Technologies Oy (AFT), Finland
Jackstdt GmbH (Avery Dennison), Germany
Instytut Celulozowo-Papierniczy (ICP), Poland
Papiertechnische Stifftung (PTS), Germany
Laboratoire des Ecoulements Gophysiques et Industriels (LEGI), France
October 2005
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
2
Contract details and partnership
Title: Optimisation of Screening and Cleaning Technology to Control Deinking Pulp Cleanliness
Acronym: SCREENCL EAN
Type of contract: Shared-cost RTD action
Thematic priority: 1.1.1 / 5.3.2
Total project cost
1 619 988
Contract number Duration EU contribution
QLK5-2001-00619 36 months 809 986
Commencement date
April 1
st
, 2002
Period covered by final report
1 April 2002 31 March 2005
Project coordinator CENTRE TECHNIQUE DU PAPIER
Name: Franois JULIEN SAINT AMAND Address: BP 251, Domaine Universitaire, 38044
Grenoble Cedex 9, France
Telephone
+33 4 76 15 40 25
Telefax
+ 33 4 76 15 40 16
E-mail address
Francois.Julien-Saint-Amand@webCTP.com
Key words: Paper Recycling, Deinking, Screening, Cleaning, Stickies
World wide web address: www.webCTP.com
List of participants
Authors
Centre Technique du Papier (CTP), France Coordinator
Franois Julien Saint Amand, Bernard Perrin, Thierry Delagoutte
Advanced Fibre Technologies Oy (AFT), Finland Contractor (AC to CTP, ICP, PTS)
Robert Gooding, Antti Huovinen
Jackstdt GmbH (Avery Dennison), Germany Contractor (AC to CTP, ICP, PTS)
Peter Heederik, Andreas Pahl, Wolfgang Haar
Instytut Celulozowo-Papierniczy (ICP), Poland Contractor
Henryk Gonera, Jozef Dabrowski, Tomasz Mik
Papiertechnische Stifftung (PTS), Germany Contractor
Lutz Hamann, Oliver Cordier
Institut National Polytechnique de Grenoble (INPG) / Laboratoire des Ecoulements Gophysiques et
Industriels (LEGI), France Contractor (AC to CTP)
Dariusz Asendrych, Michel Favre-Marinet
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
3
Table of Content
1. Introduction....................................................................................................................................... 5
1.1. Background............................................................................................................................... 5
1.1.1. Recovered paper recycling................................................................................................ 5
1.1.2. Deinking............................................................................................................................. 6
1.1.3. Stickies............................................................................................................................... 8
1.2. Objectives ............................................................................................................................... 10
2. Project development and partnership ............................................................................................ 11
2.1. Project structure...................................................................................................................... 11
2.2. Development of the programme ............................................................................................. 13
3. Material and methods..................................................................................................................... 13
3.1. Equipment and raw materials ................................................................................................. 13
3.1.1. Research means and pilot equipment ............................................................................. 13
3.1.2. Paper raw materials......................................................................................................... 14
3.1.3. Adhesive raw materials.................................................................................................... 14
3.2. Stickies control methods ......................................................................................................... 16
3.2.1. Laboratory screening methods (macro-stickies).............................................................. 16
3.2.2. Stickies size and shape analysis ..................................................................................... 17
3.2.3. Extraction methods (micro-stickies)................................................................................. 19
3.3. Adhesive rheological properties.............................................................................................. 20
3.3.1. Low-speed elongation tests............................................................................................. 20
3.3.2. High-speed compression tests ........................................................................................ 21
4. Results and discussions................................................................................................................. 23
4.1. Pulping .................................................................................................................................... 23
4.1.1. Background and objectives.............................................................................................. 23
4.1.2. Study of basic pulping parameters .................................................................................. 24
4.1.3. Comparison of drum and batch pulpers .......................................................................... 32
4.1.4. Development of a new pulping technology...................................................................... 35
4.1.5. Mill trials........................................................................................................................... 45
4.1.6. Conclusions and perspectives......................................................................................... 57
4.2. Pressure screening ................................................................................................................. 58
4.2.1. Background and objectives.............................................................................................. 58
4.2.2. Numerical simulation studies........................................................................................... 59
4.2.2.1. Numerical model of pressure screening.......................................................................... 59
4.2.2.2. Numerical flow simulation................................................................................................ 63
4.2.2.3. Particle deformation analysis........................................................................................... 66
4.2.2.4. Conclusions ..................................................................................................................... 69
4.2.3. Optimisation of stickies screening ................................................................................... 70
4.2.3.1. Stickies extrusion............................................................................................................. 70
4.2.3.2. Optimisation of screen plate design ................................................................................ 77
4.2.3.3. High-consistency screening............................................................................................. 89
4.2.4. Simulation of screening systems ..................................................................................... 93
4.2.5. Conclusions and perspectives......................................................................................... 98
4.3. Centrifugal cleaning ................................................................................................................ 99
4.3.1. Background and objectives.............................................................................................. 99
4.3.2. Stickies density .............................................................................................................. 100
4.3.3. Hydrocyclone cleaners .................................................................................................. 101
4.3.3.1. Stickies and cleaner operating parameters ................................................................... 101
4.3.3.2. Cleaner design parameters ........................................................................................... 103
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
4
4.3.3.3. Cleaning versus screening ............................................................................................ 106
4.3.4. Rotary cleaner................................................................................................................ 108
4.3.5. Conclusions and perspectives....................................................................................... 111
4.4. Flotation ................................................................................................................................ 113
4.4.1. Background and objectives............................................................................................ 113
4.4.2. Basics of the flotation process....................................................................................... 114
4.4.3. Deinking flotation lab and pilot equipment.................................................................. 116
4.4.4. Study of basic stickies flotation parameters (lab flotation) ............................................ 117
4.4.5. Pilot stickies flotation tests............................................................................................. 131
4.4.6. Conclusions and perspectives....................................................................................... 135
4.5. Pressure filtration .................................................................................................................. 137
4.5.1. Background and objectives............................................................................................ 137
4.5.2. Basics of pressure filtration process.............................................................................. 138
4.5.3. Pressure filtration pilot equipment .............................................................................. 139
4.5.4. Preparation of process waters....................................................................................... 140
4.5.5. Pilot pressure filtration tests........................................................................................... 142
4.5.6. Conclusions and perspectives....................................................................................... 148
5. Conclusions.................................................................................................................................. 149
5.1. Removal of stickies in deinking lines .................................................................................... 149
5.1.1. Optimisation of pulping to improve further stickies removal .......................................... 149
5.1.2. Optimisation of macro-stickies removal ......................................................................... 152
5.1.2.1. Screening....................................................................................................................... 152
5.1.2.2. Cleaning......................................................................................................................... 156
5.1.2.3. Flotation ......................................................................................................................... 157
5.1.2.4. Global macro-stickies removal process......................................................................... 158
5.1.3. Optimisation of micro-stickies removal .......................................................................... 161
5.1.3.1. Flotation ......................................................................................................................... 161
5.1.3.2. Process water treatment ................................................................................................ 162
5.1.4. Conclusion ..................................................................................................................... 162
5.2. Recycling friendly adhesives................................................................................................. 163
5.2.1. Pressure sensitive adhesives ........................................................................................ 163
5.2.1.1. What is a pressure sensitive adhesive? ........................................................................ 163
5.2.1.2. What determines the tack and the adhesion of a PSA?................................................ 163
5.2.1.3. Emulsion adhesives....................................................................................................... 165
5.2.1.4. Hot melt pressure sensitive adhesives .......................................................................... 169
5.2.2. Potential influence of adhesive components on the separation of stickies ................... 170
5.2.3. Recommendations to improve PSAs ............................................................................ 171
6. Exploitation and dissemination of results..................................................................................... 172
6.1. Exploitation............................................................................................................................ 172
6.2. Dissemination........................................................................................................................ 173
7. Policy related benefits .................................................................................................................. 174
7.1. Communities added value and contribution to EU policies................................................... 174
7.2. Contribution to Community social objectives ........................................................................ 176
8. Literature cited.............................................................................................................................. 177
ANNEXE List and copies of the publications resulting from the project 182
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
5
SCREENCLEAN PROJECT FINAL REPORT
1. Introduction
1.1. Background
1.1.1. Recovered paper recycling
Recycling can be considered as a very old tradition of the paper industry as the first papers were
manufactured from old rags and recovered papers have always been a source of fibres raw materials.
Today, the European CEPI countries represent about 28 % of the total paper and board production,
i.e. 95 millions tons out of 340 million tons produced worldwide in 2003 [1]. The average worldwide
recovered paper recycling rate is now close to 50% and even higher in Europe. Referring to the CEPI
countries considered as the European Declaration on Paper Recovery was launched in 2000, it seems
that the target of 56 % fixed for 2005 should effectively be reached as the recycling rate increased
from about 50 % in 2000 to 53.9 % in 2003 [1]. This corresponds to an increase by 10 million tons of
the recovered paper utilisation rate over this 5 years period.
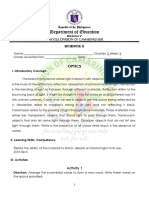
Most of the recovered papers and boards are still used to produce brown grade packaging papers and
boards (figure 1) though a drastic increase of their use in the production of white paper grades has
been observed over the two last decades through the development of the deinking process.
0
10
20
30
40
50
60
70
80
90
100
Share of total paper & board production (%)
U
t
i
l
i
s
a
t
i
o
n
r
a
t
e
(
%
)
Mixed grades Corrugated and kraft Newspapers and magazines High grades
Newsprint
Other graphic grades
Case materials
C
a
r
t
o
n
B
o
a
r
d
s
W
r
a
p
p
i
n
g
s
,
o
t
h
e
r
p
a
c
k
.
p
a
p
e
r
H
o
u
s
e
h
o
l
d
&
s
a
n
i
t
a
r
y
O
t
h
e
r
s
Figure 1: Recovered paper utilisation by sector within the CEPI countries in 2003 [1]
Wood-containing recovered papers, i.e. old newspapers (ONP) and magazines (OMG) are mainly
used to produce newsprint, while wood-free recovered papers such as mixed office waste (MOW) are
mainly used for the production of tissue household and sanitary papers. By contrast, the utilisation of
deinked pulp in other graphic grades, such as super-calendered (SC) and light-weight coated (LWC)
papers is currently limited to about 10 % on average in Europe, as shown in figure 1. Consequently
these paper grades show the highest potential towards increased recycling in the European pulp and
paper industry. A few mills already produce SC or LWC papers with up to 100 % DIP [2].
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
6
1.1.2. Deinking
Deinking is indeed a way of recycling, which is used to produce high quality papers. White grade
papers can be produced from post-consumer or post-industrial recovered papers. This means that the
components which cause a reduction of brightness, mainly the inks, must be removed, but also that all
the additives used during printing, converting and using the paper must also be removed. From the
recycling point of view these additives are contaminants. They include various grades of adhesives
(such as binding materials, labels, tapes), staples, plastic films, inks, varnishes, and all the
components of the pulp which cannot be used to produce paper. In some cases mineral fillers and
coating pigments must also be removed to produce paper grades such as tissue papers and to a
lesser extent LWC papers.
Figure 2: Typical deinking process for improved newsprint, SC and LWC [3]
A typical deinking line proposed for the production of improved newsprint, SC and LWC papers [3] is
illustrated in figure 2. Such a deinking process with 2 process water loops or similar processes without
washing has become very common in Europe for the production of newsprint and graphic papers [2].
The global deinking process includes a number of pulp treatment processes, i.e. pulping, dispersing,
bleaching and refining in some cases, and particle separation processes, i.e. screening, centrifugal
cleaning, froth flotation and washing [4], as well as pulp thickening processes with filters and presses
and process water treatment processes, including pressure filtration and dissolved air flotation.
Pulping
Recovered papers are separated into individual fibres while inks and all the additives added to the
paper during the printing and converting process are (or should be) detached from the fibres, during
the pulping step. In the field of deinking, high-consistency batch pulpers or continuous drum pulpers
are used to promote the action of the deinking chemicals (caustic soda, sodium silicate and soap) and
bleaching chemicals (hydrogen peroxide) normally added in the pulper. Various studies were recently
devoted to the pulping process and to the analysis of the defibering and ink detachment kinetics [5-8].
The optimisation of the pulping step is a prerequisite for the optimisation of the subsequent deinking
process steps. Increasing pulping time, temperature and pH leads to excessive fragmentation and
even re-deposition of inks on the fibres, which is detrimental to their removal at the flotation step [5-8].
The effects of the pulping conditions on the stickies size, shape and physical-chemical dispersion had
not been investigated as much as for the inks, but the pulping conditions were assumed to have a
strong influence on the stickies as well, which motivated the relatively large research effort devoted to
the optimisation of pulping in this project.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
7
Dispersion and bleaching
Hot dispersing with high-speed disperser of kneaders [9] is performed after pulp thickening at least
once at the end of the first deinking loop. The main objective is to detach the inks still attached onto
the fibres in order to remove them in the second deinking loop. Bleaching is normally associated with
dispersion to make use of the high consistency and temperature to promote the chemical reactions.
These processes also produce some effects on stickies, which were shown to become more round-
shaped during kneading and easier to remove by subsequent screening, cleaning and flotation [10].
However, as stickies should be removed before, in the first deinking loop, the dispersing and bleaching
steps appeared less relevant to the stickies issue.
Screening
Pressure screens are implemented after pulping (after the pulper screen or drum screening section) to
remove the coarse contaminants. Screening is performed at high or medium consistency (2 to 4 %)
with holes and/or with slots down to 0.20 mm. Low-consistency screening with typically 0.15 mm slots
is then performed after flotation to complete the removal of stickies. The screening process, where the
fibres have to pass the screen plate while the contaminants should be retained, has been extensively
investigated through theoretical and experimental studies. The probability screening theory can
basically be used for paper pulps as it applies to particles such as fibres and thin contaminants having
at least one dimension smaller than the slot width [11-15]. The very complex flow conditions which
govern the hydrodynamic particle separation phenomena were investigated experimentally and with
the help of CFD simulation [16-21]. The effects of the screen operating and design parameters were
investigated on pilot scale, extensively but mainly in the field of mechanical pulp for fractionation and
for the removal of shives [22-27] as well as with flat-shaped model contaminants [28-30]. Stickies
screening is more complex as soft stickies particles can be extruded through slots and more or less
fragmented in pressure screens [31-32]. A large part of the research effort has therefore been devoted
to the understanding and optimisation of stickies screening, and also because screening is the most
effective technology to remove contaminants in the macro-stickies size range, as illustrated in figure 3.
Figure 3: Unit operation removal efficiencies versus particle size range [33]
Cleaning
High-density (heavy-weight) contaminants such as sand, glass and metal particles are removed with
forward cleaners (hydrocyclones), generally in two steps, first at high-consistency to remove heavy
particles and protect downstream equipment and then at low consistency (about 1%) to remove fine
sand and protect fine slotted screen baskets from excessive wearing. Special low-density contaminant
cleaners, including reverse, through-flow and rotary cleaners have been developed [34]. Stickies are
known to be particularly difficult to remove because of their density close to neutral buoyancy.
Comparative studies between different cleaners have shown that cleaners with high radial acceleration
(small static cleaners) and with high residence time (rotary cleaner) are more effective [34-36].
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
8
Flotation
The froth flotation process is the key technology to remove inks with limited fillers and fines losses.
Hydrophobic inks are removed in a large particle size range as far a they are detached from the fibres,
which requires normally a second post-flotation step implemented in the second deinking loop after
hot-dispersing (figure 2). Macro-stickies are, on average compared to inks, less hydrophobic and also
too large to be removed efficiently under conventional flotation conditions. The use of flotation to
remove macro-stickies from screening reject streams at particularly low consistency has been reported
in a deinking mill [37-38]. Micro-stickies should in principle be easier to remove according to figure 3.
Considerable research work has been devoted to the physical-chemical aspects of the ink flotation
process [39-44]. These aspects of stickies flotation were however not sufficiently understood regarding
the stickies surface properties and the role of surfactants, which led to additional investigation on
these aspects in the framework of this project.
Washing
The very small microscopic particles tend to follow the flow split in the pulp thickening and washing
processes. Washing is a very effective deinking process to remove small inks, the equipment being
specially designed to avoid the retention of such small particles by the fibres retained on the filtering
element in order to increase their removal with the filtrate [4]. High wash-deinking efficiency is always
associated with high solid losses as mineral fillers, pigments and micro-stickies are also removed with
the ink. Washing is mainly used for tissue papers where almost complete deashing is required, as well
as for the production of market DIP and LWC paper grades.
Process water treatments
Deinking process waters are normally clarified by dissolved air flotation (or micro-flotation) in order to
remove the inks from the water circuits. The DAF process is however not selective as all suspended
solids are removed together with the inks. Considerable research work has been devoted to the
characterisation of the dissolved and colloidal materials in the process waters, their destabilisation
leading to the formation of secondary stickies and the impacts on deposits and paper quality [45-48].
The presence of micro-stickies in deinking process waters has been reported and pressure filtration
has been proposed to remove them selectively [49]. Pressure filtration is based on the same technique
than pressure screening, except that the apertures (holes down to 0.1 mm diameter or ultra-fine slots)
are so small that fibres are normally retained.
1.1.3. Stickies
It is well known that, among the difficulties encountered in the field of deinking to maintain or increase
the paper quality, the development of various adhesive material to be found in the recovered papers is
one of the most important problems, if not the most crucial in some mills. Such adhesives lead to
numerous stickies problems including deposits on the paper machine, visual defects in the paper and
problems in the printing machines due to residual sticky specks. Despite considerable progress in
deinking technology the stickies problems are far from being solved:
- On one hand the amount of adhesive material in deinking furnish is currently growing even faster
for various reasons such as the development of advertising inserts and product samples glued in
magazines and newspapers.
- On the other hand, the increasing use of deinking pulp in high quality graphic papers, a necessity
to further increase the recycling rate up to 56 % set by the EC for 2005 (European Declaration on
Paper Recovery), requires almost a complete removal of stickies to meet todays quality standards
of super calendered (SC) and light weight coated (LWC) papers.
Among the various adhesives and hot melt glues recovered with wood-containing deinking furnish,
newspapers (ONP) and magazines (OMG) from different sources including household collection,
as well as with wood-free deinking furnish, mainly mixed office waste (MOW), the pressure sensitive
adhesives (PSA) used for adhesive labels and tapes are of considerable concern.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
9
Indeed, due to their inherent physical properties, the solid adhesive particles, or primary stickies
produced during the re-pulping of the recovered papers are very difficult to remove from the pulp even
with the latest deinking technology. In addition some components of the adhesive material are soluble
under conventional deinking conditions and contribute to increase the load of dissolved and colloidal
material (DCM) in the process water, at the origin of the formation of secondary stickies.
- Adhesives are soft and tend to be broken down into small particles during the pulping step.
- Small particles are difficult to remove by pressure screening, even with fine slots, since adhesives
may be extruded through the slots.
- Adhesives are also difficult to remove by centrifugal cleaning, since their density is generally very
close to the density of the pulp.
- Deinking flotation is not very effective in removing primary stickies since adhesives, especially
water-based adhesive products, have normally no particular hydrophobic character.
- Microscopic stickies and associated dissolved and colloidal material can be separated from the
pulp by washing, and may be partly removed by process water treatments such as micro-flotation,
but not selectively, i.e. at the expenses of increased rejects and chemical costs.
Figure 5 shows a rough outline of these processes prioritised according to application and classified
according to pulp suspension and process water [50]. The outline also contains the currently
conventional classification of particle sizes and the associated definition of the three important stickies
fractions into macro-stickies, micro-stickies and potential secondary stickies.
fillers, fines, short fibers, long fibers
salts, colours, lignin, toner, binder particles orig., resin, adhesive particles orig., fragments of binder- and adhesive films
creation of secondary stickies
colloidal and dissolved material filtrable dispersed solids (stock consistency)
molecular colloidal finely dispersed coarsly dispersed
macrostickies microstickies
mol./colloidal substances (potential secondary stickies)
p
r
o
c
e
s
s
w
a
t
e
r
s
t
o
c
k
s
u
s
p
e
n
s
i
o
n
deinking-flotation
mikroflotation (DAF)
water cleaning I fiber recovery
particle-filtration
fiber recovery
membrane filtration
rev. osm. I nanofiltration I ultrafiltration I microfiltration
screening
biological treatment, ozonisation, evaporation
cleaning
L. Hamann, PTS Heidenau
fixation
0,001 0,01 0,1 1 10 100 1000 m
washing / thickening
sedimentation
water cleaning I fiber recovery
Figure 5: Classification of stickies and separation processes in pulps and process waters [50]
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
10
Indeed, there is no precise definition of the term "stickies" which is used to describe various materials
and a lot of problems in the recycling and papermaking processes: Tacky particles (or particles able to
develop tackiness in particular conditions) present in the paper and in deposits in various places
(paper machine wires, drying cylinders, etc.), represent various forms of stickies. All these problematic
materials originate from various sources, mainly additives used during papermaking and converting.
Nevertheless, adhesive products probably represent one of the main sources.
According to the terminology drawn up in a worksheet by the Zellcheming Committee of Experts on
Stickies/Recycling Criteria of Recovered Paper Utilisation in 2003, stickies can be subdivided into
macro-stickies, micro-stickies and potential secondary stickies, depending on their tendency to form
deposits and on their screening behaviour under defined separation criteria. The dissolved and
colloidal substances are termed a potential to form secondary stickies.
- Macro-stickies and micro-stickies are distinguished by their separation behaviour under standard
testing conditions (such as the INGEDE method n4), which is usually determined using laboratory
screening with 0.10 mm slots in the case of deinking pulps. Stickies found in the screening residue
are macro-stickies whereas stickies in the screening accepts are referred to as micro-stickies.
Macro and micro-stickies are defined as filterable particles (suspended solids).
- Primary stickies are introduced with the raw material and show an adhesive effect under standard
testing conditions (e.g. INGEDE method n4).
- Secondary stickies are produced by physical-chemical processes during the recycling treatment
and show an adhesive character under standard testing conditions.
- Colloidal and dissolved substances are not referred to as micro-stickies. They are considered as
potentially (secondary) sticky forming substances if they have or assume an adhesive character.
At present there is as yet no sharp distinction in particle side between micro-stickies and potential
secondary stickies. The particle size that can be separated using a filter sheet for pulp consistency
determination, usually about 5 m, might in future become a possible alternative for definition [50].
It is now agreed that recycling friendly adhesives should, as far as possible, be designed in such a
way to be removable as solid particles in the recycling process, and should not be soluble, since the
potential secondary stickies problems are believed to be more difficult to manage.
1.2. Objectives
The general objectives of the project was to develop new solutions to solve recycling problems and
improve the quality of paper products from recovered papers. Practically, the following targets were
set at the beginning of the project:
- To identify the most relevant adhesives materials, which have to be investigated to achieve the
project objectives, i.e. widely used adhesives causing stickies problems in the field of deinking,
and to develop new methods to improve the characterisation of the adhesive particles in the pulp.
- To investigate the influence of all the pulping parameters on the size and shape distribution of the
adhesives particles, and to develop new pulping conditions to promote their removal in the
subsequent deinking steps, especially regarding their screening ability.
- To study the mechanisms of pressure screening, with special emphasis placed on the behaviour
of soft visco-elastic particles, in order to develop the understanding of the behaviour of stickies in
screens, to optimise the screening conditions and to develop more efficient screening technology.
- To investigate the centrifugal cleaning parameters, in order to optimise the stickies removal
efficiency regarding the specific properties of pressure sensitive adhesives, and to evaluate the
possibilities of new cleaning and rotation cleaning technology.
- To evaluate the contribution of conventional deinking flotation, a process essentially used for the
removal of inks, to the overall removal of stickies.
- To investigate new ways for the selective removal of stickies from process waters, with special
effort placed on the optimisation of pressure filtration.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
11
- To define the best strategies for the production of stickies free deinked pulp, and to establish
guidelines for the implementation in current deinking lines.
- To evaluate the impact of the rheological properties of the adhesives on their removal ability, in
order to establish guidelines for the development of new recycling friendly adhesive products for
the pulp and paper industry.
The project is focused on the optimisation of the removal of primary PSA stickies in the deinking lines,
and more particularly on the macro-stickies as the objective is to remove as much as possible stickies
before dispersion into microscopic particles or colloidal and dissolved components. The issues related
to secondary stickies and more generally to colloids in process waters are out of the scope of this
project, since extensive research, including the European project Colloid control [51], has already
been devoted to this topic. Dissolved and colloidal stickies components were however considered for
the relevant deinking process steps treated in this project.
2. Project development and partnership
2.1. Project structure
As the project is essentially devoted to the improvement of the recycling techniques, which are the
most effective in removing the pressure sensitive adhesives, a partnership has been elaborated to
provide the basic scientific knowledge and the test facilities required for the study of these techniques.
It includes three Paper Research Institutes (CTP, ICP and PTS) which were in charge of all the
papermaking trials, one adhesive suppliers (Jackstdt, now Avery Dennison) for the supply of different
types of adhesive materials, one screening equipment supplier (CAE, now AFT) for the design and the
manufacture of screen plates, and one University (LEGI) for the numerical simulation of screening
phenomena. A deinking mill was involved for the evaluation of a new pulping process on mill scale.
The first part of the programme was devoted to the selection and characterisation of the adhesive
material to be investigated and to the development of test methods. New analytical techniques to
quantify the amount of adhesive in the pulp were further developed in the course of the project as well
as new adhesive products to be tested (WP1).
The second part is the most important part of the project since the key recycling technologies were
investigated simultaneously by the different partners. This part was devoted to the optimisation of
pulping to improve the size and shape of adhesive particles (WP2), to pressure screening (WP3) and
centrifugal cleaning (WP4) to improve the removal of the adhesives and to deinking flotation (WP5)
and pressure filtration (WP6) to further complete the stickies removal.
Most of the research effort has been placed on the optimisation of pulping, screening and to a lesser
extend cleaning, since the basic idea was to avoid as far as possible the fragmentation of the
adhesives in the process. Screening is the most effective technology to remove impurities in the visible
size range. Optimised pulping is a prerequisite to produce large adhesive particles removable by
screening. Centrifugal cleaning under optimised conditions should be very effective for the removal of
high-density or low-density adhesives.
The efficiency of deinking flotation and the potential of pressure filtration were also investigated.
Indeed, microscopic adhesive particles were expected to be produced, at least with some adhesives,
even under optimised pulping conditions. Such microscopic particles can only be removed significantly
from the pulp by flotation, as far as the adhesive material is sufficiently hydrophobic. Microscopic
particles tend to accumulate in the process water, if no efficient means are provided to remove them.
Pressure filtration was investigated regarding the possibility to remove stickies from the process water.
In this second step of the project, the fundamental mechanical and hydrodynamic aspects, such as
numerical flow simulation for the optimisation of screen plate design, were investigated first, to develop
a better understanding of the specific behaviour of stickies with respect to the properties of the
adhesive material, and further to develop new and improved technology.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
12
In the third part of the project, all the results obtained in the previous steps were drawn together and
analysed in order define optimised stickies removal strategies and guidelines for the development of
new recycling friendly adhesive products (WP7).
The general structure of the project and the interactions between the different work-packages as well
as the related co-operations between the project partners are illustrated in figure 6.
WP1: Raw Materials and Methods
CTP
AFT - ADJ - ICP - PTS
1.1: Papers and adhesives
1.2: Stickies control methods
WP2: Pulping
ICP
CTP
WP3: Screening
CTP
AFT - LEGI
WP4: Cleaning
PTS
CTP
WP5: Flotation
PTS
CTP
2.1: Basic parameters
2.2: Drum pulper
2.3: New technology
2.4: Mill Trials
3.1: CFD simulation
3.2: Screen plate design
3.3: Screening model
3.4: High cons. screen
4.1: Conv. cleaners
4.2: New cleaners
4.3: Rotary cleaner
5.1: Lab. flotation
5.2: Pilot flotation
WP6: Filtration
PTS
WP7: Stickies Removal Strategies
CTP
AFT - ADJ - ICP - PTS
6.1: Process waters
6.2: Pilot tests
7.1: Removal of stickies in deinking lines
7.2: Recycling friendly adhesives
Figure 6: Project management structure and partners involved in the different workpackages
The main contributions and responsibilities of the project partners were as follows:
- CTP - Centre Technique du Papier (France) was responsible for the co-ordination of the project,
for WP1 and WP7, which include most of the partners and for WP3 about pressure screening.
- AFT - Advanced Fiber Technologies, formerly CAE (Finland) was in charge of screening related
work in WP1 and more particularly in WP3, as a subcontractor of CTP.
- ADJ - Avery Dennison, Jackstdt GmbH (Germany) was in charge of adhesive product related
work in WP1 and WP7, as a subcontractor of CTP, ICP and PTS.
- ICP - Instytut Celulozowo Papierniczy (Poland) was responsible for WP2 about pulping. A Polish
deinking mill was involved in this workpackage, as a sub-contractor of ICP, for the mill trials.
- PTS - Papiertechnische Stiftung (Germany) was responsible for the workpackages WP4 about
centrifugal cleaning, WP5 about flotation and WP6 about pressure filtration.
- LEGI - Laboratoire des Ecoulements Gophysiques et Industriels (France) was in charge of the
numerical simulation in WP3 about screening as CTP subcontractor.
The project structure in figure 6 will be followed in this document to report on materials and methods
used in the project (WP1) and on the main project results (WP2 to WP7).
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
13
2.2. Development of the programme
As already mentioned the research programme was focused on the removal of primary macro-stickies.
The basic idea was to optimise pulping and screening conditions in order to promote the production of
macro-stickies which would be essentially removed by fine slot screening. Too small residual stickies
particles to be removed by size with screens would then be removed by density with cleaner, by
surface properties with flotation cells and finally by size with pressure filters for the stickies fraction to
be found in thickening and washing process waters (see figures 3 to 5). The research effort initially
planned was almost 50% on pulping and screening for the removal of macro-stickies, about 15% on
cleaning and less than 15% on flotation and pressure filtration for the removal of micro-stickies.
Other research projects carried out at CTP and PTS during this project showed that micro-stickies
were responsible for the largest part of the deposits observed on paper machines [52, 53], which can
be considered as the major stickies-related problem. In addition, it came out that the two reference
adhesives were or became high or neutral density particles after pulping and that the work initially
planned on the optimisation of low-density cleaning with the rotary cleaner at increased consistency
was consequently no more relevant towards the final objectives of the project. These findings led to
reduce the programme planned on cleaning and to increase the research effort planned on flotation,
the most effective technology to remove micro-stickies.
The initial research programme and the contributions of the project partners (figure 6) were essentially
carried out as planned with half of the manpower input devoted to pulping and screening and with
some relatively small changes decided during the project further to the development of knowledge.
CTP transferred research effort from low-density cleaning to high-density cleaning, while PTS reduced
the programme devoted to high-density cleaning and increased the research effort on flotation.
3. Material and methods
3.1. Equipment and raw materials
3.1.1. Research means and pilot equipment
Standard laboratory and various pilot equipment was used by the papermaking research institutes.
Pilot equipment includes different types of pulpers at ICP and various pulping, screening, cleaning,
flotation and pressure filtration equipment at CTP and PTS. Detailed descriptions of pilot equipment
used in the different work-packages are reported in the corresponding sections. Figure 7 shows an
example of such pilot equipment.
Figure 7: Some pilot deinking equipment: ICP pulper, CTP pressure screen and PTS flotation cell
Research and production facilities were used at AFT and Jackstdt / Avery Dennison mainly for the
supply of respectively test equipment (screen plates) and raw materials (adhesive labels). Advanced
numerical simulation hardware and software were used at LEGI for the numerical simulations.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
14
3.1.2. Paper raw materials
Background
Data about the average composition of deinking raw material in Europe has been collected in the
framework of INGEDE projects [2]. Most of the recovered paper grades were ONP (Old NewsPapers)
and OMG (Old MaGazines) generally mixed (household collection) or delivered separately, as well as
MOW (Mixed Office Waste). The data collected from the participating mills gave:
- 50 % ONP, 45 % OMG and less than 3% MOW for newsprint,
- more OMG (about 60 %) for SC papers,
- slightly less OMG and more MOW (about 5 %) for LWC papers
The main raw material for the production of wood-free market DIP is MOW.
Reference paper mixtures
These data and other sources were used to define typical European wood-free and wood-containing
deinking raw material to be used (or simulated) by the partners in this project:
- Wood-containing furnish: a mixture of 50% newsprint (ONP) and 50 % magazines (OMG)
- Wood-free furnish: mixed office waste (MOW)
Reference re-pulping conditions were based on the standard INGEDE deinking chemistry (table 1).
NaOH 0.6 % (100%)
Sodium silicate 1.8 % (1.3-1.4 g/cm
3
)
Oleic acid 0.8 % (extra pure)
H
2
O
2
0.7 % (100%)
Table 1: Deinking formulation (related to oven-dry paper) according to INGEDE method n11
The option to use unprinted papers as model papers was selected in some cases as new stickies
control methods based on the coloration of the adhesive were investigated, since ink from printed
papers tends to cover the adhesive and thus to produce grey particles (see section 2). The use of
unprinted papers also improved the evaluation of stickies in the case of handsheet image analysis
methods, since the background is brighter and more even. Bleached chemical fibres (hardwood and
softwood pulp mixtures) were also used for screening and cleaning tests, as far as the most relevant
deinking raw material characteristics, such as fibre composition and ash content, were respected.
3.1.3. Adhesive raw materials
Background
Adhesives enter the paper recycling chain with deinking raw materials in the form of self adhesives
labels, tapes and envelopes, as well as glues for advertiser samples in magazines and book bindings.
Water-based adhesives play a major role as they account for about 80 % of the total PSA market for
label applications in Europe, which represent a total consumption of 551,000 t pressure sensitive
laminates, including [54]:
- 267,000 t of face material (label paper) average: 80 g/m
- 67,000 t of adhesive average: 20 g/m
- 217,000 t of backing paper (75% glassine type) average: 65 g/m
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
15
These pressure sensitive adhesives are usually water-based acrylates modified with tackifier resins,
the typical formulation of a water-based adhesive being as follows [54]:
- Acrylic polymer (2-ethylhexylacrylate or butylacrylate copolymers) 60 to 100 %
- Tackifier resin (rosin acid, rosin ester, hydrocarbon base resins) 0 to 40 %
- Additives (Ammonia, defoamers, wetting agents, fungistatica) 1 to 5 %
Others categories of pressure sensitive adhesives include, besides water-based acrylic adhesives:
- Water-based rubber adhesives including Styrene Butadiene Rubber (SBR) and Styrene Isoprene
Styrene (SIS) types, the later being the most common
- Hot-melt based rubber adhesives
Among these rubber adhesives, hot-melts show a growing market and are becoming more common
than solvent based PSA [55].
Further more detailed information on adhesives is reported in section 4.6.2.
Reference adhesives
For various reasons, including the time needed to come to a clear conclusion about the distribution of
adhesive types in European deinking raw material (a prerequisite to define any standard adhesive
mixture) and the difficulty to distinguish different types of adhesives mixed in the same pulp sample, it
was decided to focus on the most common adhesives. Two reference adhesives were selected:
- Water-based acrylic adhesives: ADJ Reference E 115
- Hot-melt based rubber adhesives: ADJ Reference D 170
The compositions of the Avery Dennison Jackstdt (ADJ) reference adhesives are given in table 2.
The E 115 adhesive is coated as dispersion in water and the D170 adhesive is coated as hot-melt.
Adhesive -
Component
Product description function
1 Copolyacrylate Backbone polymer
2 Terpenphenolic resin Tackifier
3 Wetting agent Wetting of adhesive
when coating
E 115
4 Antifouling agent Avoids fungus
formation
1 Styrene Isoprene block copolymer Backbone polymer
2 Styrene Butadiene block copolymer Backbone polymer
3 Hydrocarbon tackifying resins Tackifiers
4 Polyethylene powder Avoids migration
D 170
5 Antioxidant Avoids thermal and
UV degradation
Table 2: Composition of the E 115 and D170 reference adhesives
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
16
Adhesive samples
The reference adhesives were supplied by ADJ to CTP, ICP and PTS in the following forms:
- Standard labels with 20 g/m
2
adhesive (in the form of rolls delivered on request) to be used as raw
material in the deinking process optimisation tests (WP2 to WP5). Special samples with the
adhesive films between 2 silicone release papers, were also delivered in order to produce
adhesive particles for the stickies extrusion tests reported in section 2.4.
- Adhesive material in the form of liquid dispersion (about 50 % dry content) for the E 115 adhesive
and in the form of solid samples for the D170 adhesive, to be used for manufacturing the adhesive
test samples required for the different rheological tests.
3.2. Stickies control methods
The aim was to define common methods and to develop new methods for the efficiency assessments
of the different deinking process steps in order to generate consistent input data for the optimisation of
the stickies removal strategy and to compare the results obtained by the project partners. A clear need
for improved and standardised stickies control methods also exists at European industry level. One
important point considered in the development of improved and standardised stickies control methods
was that the project needs were somewhat different from the objectives in European standardisation:
- In this project project, the pulp samples were generally over-contaminated with adhesives, and
efforts in terms of control costs could be placed on complete and accurate characterisation of the
stickies properties, especially particle size and shape.
- Standard stickies control methods are primarily intended for use in deinking mills, which refers to
low adhesive contents in the pulp and implies easy and low time consuming control procedures.
3.2.1. Laboratory screening methods (macro-stickies)
Background
The most common primary stickies control methods are based on the use of laboratory screening with
fine slots to remove stickies and contaminants from the fibre suspension in order to be able to analyse
the sticky particles with to various methods.
- Macro-stickies generally refer to particles retained on the laboratory screen plate
- Micro-stickies generally refer to particles passing the slots of the laboratory screen plate
These definitions are widely accepted though their are somewhat confusing since macro-particles
normally refer to particles in the visible size range while micro-particles refers to particle sizes under
the visibility limit of the human eye, i.e. about 100 m and less for high contrasted particles. With lab
screens using slots widths around this size limit, it is clear that large flat-shaped particles in the visible
size range cannot be completely removed if particle thickness is significantly lower than the slot width.
Some preliminary tests, clearly confirmed that the effectiveness of the laboratory screening methods in
extracting the macro-stickies from the pulp strongly depends on particle shape and that a large
amount of adhesives in the visible size range passed the slots. Consequently, it was clear that lab
screening accepts should also be controlled to analyse both visible and microscopic micro-stickies.
Different lab screening conditions are used. The Haindl Fractionator, the Somerville screen and the
Pulmac Masterscreen are the most common, though the Brecht-Holl and Weverk screens are also used.
- CTP used the Somerville screen equipped with 0.10 mm slots (0.08 mm slots before the project)
for deinking pulps. The Weverk and Brecht-Holl screens were also available.
- PTS used the Pulmac Masterscreen instead of previously the Haindl Fractionator, both devices
being equipped with 0.10 mm slots for deinked pulps.
- ICP used the Brecht-Holl apparatus equipped with 0.10 mm slots (0.15 mm before the project).
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
17
Standard methods
The INGEDE method n4 for the analysis of macro-stickies [56], which recommends 0.10 mm slots for
deinking pulps (or 0.15mm slots for long fibre recycled pulps), is the most commonly used in Europe.
A modified method which allows to use 0.10 mm for all types of recycled pulps after enzyme digestion
has also been proposed [57]. Consequently, it was decided to use 0.10 mm slots in this project for the
macro-stickies, keeping in mind that the micro-stickies should also be analysed.
Concerning the equipment is was decided to use the Somerville screen, the Haindl Fractionator or the
Brecht-Holl apparatus, and not the automatic Pulmac Masterscreen, which worked on a different way,
i.e. with a rotor instead of a membrane to generate the pressure pulses. A prerequisite to obtain
comparable adhesive control results was first to agree on the slot width, i.e. 0.10 mm, and then to use
the same detailed slot design. Laboratory screen plates were supplied by AFT to CTP, ICP and PTS
(deliverable D2) to ensure slot accuracy and uniformity. The slots were milled. The internal control
data at AFT gave the following slot characteristics:
- Nominal slot width: 0.10 mm measured slots: min. 0.10 mm, max. 0.11 mm
- Nominal slot length: 45 mm measured length: min. 44.6 mm, max. 44.8 mm
3.2.2. Stickies size and shape analysis
Standard methods
Among the key parameters which govern the efficiency of the stickies removal process steps, particle
shape is almost as important as particle size. Macro-stickies from self-adhesive labels are initially flat-
shaped (adhesive film thickness of typically 20 m) and can become long-shaped or round-shaped,
depending on pulping and hot dispersing conditions.
With usual laboratory control methods of macro-stickies, such as INGEDE method n4, stickies size is
measured after heating and pressing, which increases the apparent size of the particles. If stickies are
analysed in handsheets the apparent size is also increased but to a lesser extent because of the lower
temperature and pressure (handsheet formers using vacuum drying). These usual stickies control
methods do not give any information about the thickness of the particles.
With on-line measuring systems, such as the Simpatic on-line speck analyser (Techpap), the projected
size of contrasted particles is measured directly in the pulp flow. Again, there is no information on the
shape of the stickies shape especially with flat-shaped particles, since the measured size depends
strongly on the orientation of the particle in the pulp flow.
Development of direct measuring methods
With usual laboratory stickies control methods, the size distribution of the adhesive particles after
heating and pressing is measured by image analysis. Most of the image analysers include various
functions, which can be used to evaluate the shape of objects (spread out stickies) in two dimensions.
- 2D particle shape analysis:
ICP developed a new 2D image analysis methods to evaluate the shape of unaltered adhesive
particles in two dimensions. In this macro-stickies control method the adhesives are removed from the
pulp by lab screening and analysed directly (without heating and pressing). The method also allowed
to distinguish the two reference adhesives through colouration. To obtain coloured stickies in the pulp
the adhesives labels were first stuck onto the coloured surface of paper which had been printed with
one-colour toner in a xerox copying machine. The coloured macro-stickies recovered by lab screening
were then picked up with a preparation needle and gently placed on a transparent adhesive tape in a
preparation box (figure 8) for further analysis. The different stickies types were discriminated by colour
image analysis. The system also allowed to determine particle size and shape factor and to distinguish
the black ink particles. Figure 8 shows some coloured long-shaped stickies and toner inks obtained
according to this method.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
18
Figure 8: Method for the particle shape analysis and distinction by colour of two model stickies
This method gives a good evaluation of particle shape in the case of round or long-shaped particles,
but does not allow to evaluate the thickness of the particles in the case of flat-shaped adhesives.
- 3D particle shape analysis:
The analysis of the 3 dimensions of a particle is in principle possible if the particle is observed under
different angles. Image analysis methods based on the use of several video cameras could be
developed to evaluate the shape of particles viewed in a pulp flow. The feasibility of such 3D on-line
analysis of particle size and shape has been evaluated at CTP. Technical solutions were defined but
showed to be too expensive to develop.
Development of indirect measuring methods
A stickies size and shape analysis method has been evaluated at CTP, based on the assumption that
laboratory screens have a higher potential in separating particles according to their smallest dimension
(particle thickness) than pressure screen, though the largest dimensions have also a significant effect
(higher lab screening efficiency with large adhesive films compared to small films at given thickness).
The size distribution of the adhesive particles in the accepts of laboratory screens gives an indication
about the shape of the adhesive particles. Large particles passing the slots correspond to flat-shaped
adhesives (with lower thickness than the slot width). A small proportion of small particles in the screen
accepts corresponds to round-shaped particle (with higher thickness or diameter than the slot width).
The 3-stage laboratory screening method illustrated in figure 9 includes two steps.
Step 1: Pulp samples are first treated with a 2-stage laboratory screening arrangement, the first stage
being equipped with 0.15 mm slots and the second one with the standard 0.10 mm slots. The accepts
of the second stage are collected on a 200 mesh wire screen. The fraction passing the wire screen
should not contain micro-stickies in the visible size range. Indeed, the retention of small adhesive
particles is much higher with a thickening device equipped with a wire screen with 75 m wire
opening, compared to a laboratory screen equipped with slots with 50 m slot width. In this first step
the fractions retained on the screen plates (R 0.15 and R 0.10) are analysed for the evaluation of
stickies size and shape. The water fraction passing the wire screen can also be analysed to control
small micro-stickies and evaluate the amount of these small micro-stickies, which should be found in
mill process water circuits.
Step 2: The pulp fraction passing the 0.10 mm slots is then submitted to enzyme treatment after
thickening on the 200 mesh screen. The enzymatic stickies control method [57] has been developed at
CTP in order to facilitate the use of finer slots (0.08 mm slots instead of usually 0.10 or 0.15 mm slots).
The method enables the use of even finer slots, i.e. 0.05 mm slots. Enzyme digestion degrades the
fibres and consequently reduces the amount of fibres retained on the screen. It improves particle
count with the INGEDE method n4 since residual fibres tend to cover stickies which should normally
be counted. Both fractions retained and passing the slots (R 0.05 and P 0.05) are analysed.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
19
0.15 mm
0.10 mm
200 mesh
(75 m)
0.05 mm
Enzyme
digestion
R 0.15
R 0.10
R 0.05
P 200 P 0.05
Step 1: 2 laboratory
screens in cascade
Step 2: laboratory
screening after
enzyme digestion
Figure 9: Three-stage laboratory screening method for indirect stickies size and shape assessment
In this indirect method for the evaluation of the size and shape of the stickies, the size analyses of the
fractions retained on the screen plate (R 0.15, R 0.10 and R 0.05) can be performed by image analysis
either on standard handsheets or with the INGEDE method. The last fraction passing the slots (P 0.05)
has to be analysed on handsheets. The evaluation of the shape of the particles requires to establish,
for each of the 3 fractions retained on the screen plates, correlation between particle size distributions
measured directly on the particles (ICP method in figure 8) and after pressing and drying (INGEDE
method n4 or handsheet analysis). This methods however is very time consuming.
3.2.3. Extraction methods (micro-stickies)
Micro-stickies in the form of finely dispersed adhesive particles and potential stickies in the form of
colloidal and molecular mater contribute strongly to the stickies problems observed in mills [52, 53]
Extraction methods are currently the only possibilities to control these categories of stickies as they
are not separable by laboratory screening, even with very fine slots.
Conventional DCM Extraction Method
The conventional extraction method using dichloromethane (DCM) as the solvent is used by several
research institutes to extract and quantify characteristic component of adhesive material. This method
has gained widespread acceptance to evaluate micro-stickies and colloidal stickies in pulp samples,
though the method is not selective, since other materials such as coating binders are extracted and
quantified together with PSA material.
CTP used and developed this method for targeted stickies analyses performed in this project. The
main problem of this method at the present time is its accuracy. Indeed, the rate of extract is quantified
by weight after total solvent evaporation. Unfortunately, the weight measured may be sometimes very
low (some mg) which makes it difficult to get accurate result.
Development of a new DMF extraction method
PTS has developed a more targeted extraction method using DMF (dimethylformamide) which permits
complete, selective measurements of sticky loads by means of solid-liquid extraction. The description
of the protocol and advantages of this new method have been reported (in the Annex 6 of report D1).
The recognition rate of coating binders achievable with DMF extraction showed to be nearly 50 %,
which is enough to clearly identify the individual binder loads of different pulps. The reproducibility of
the extraction results was therefore regarded as excellent. The recognition rates of further potential
stickies such as adhesives were also investigated to make sure that all stickies types present were
detected by the measurements.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
20
The comparative results of the DCM and DMF extraction are shown in figure 10 in the case of binders.
The binder content of the paper samples increased towards the sample comprised of 100 % offset
papers. The DMF extraction results reflected the trend towards increasing binder contents, with a
sufficient degree of detail or differentiation, while the results of the DCM extraction were significantly
less satisfying. The absolute extract contents determined by DMF extraction were on average about
twice as high as those obtained by DCM extraction, i.e. the binder detection by DMF extraction was
significantly more complete.
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5
100 % newsprint
100 % coated gravure
papers
50% newsprint 30%
coated gravure 20%
coated offset
100 % coated offset
papers
Extract yield [ % ]
Extraction in
turbulent flow - DMF
Conventinal Soxhlet
Extraction - DCM
growing content
of coating binders
Figure 10: DCM/DMF extraction in comparison for the evaluation of coating binders
3.3. Adhesive rheological properties
The analysis of the forces applied on stickies during pulping and screening indicated that adhesive
particles should be submitted to high-speed deformation, namely during contacts with pulper or screen
rotor elements, as rotor velocities are generally in the range of 10 to 20 m/s. In the case of screening,
the analysis of possible single step extrusion of adhesives through slots showed that both strain and
strain rate would be very high with particles much larger than the slots, if the particle effectively passes
the slot during the screening phase. With integral calculation of the average strain at high deformation
( = ln d
0
/d = ln d
0
/w) and for a particle squeezed by a factor 3 in 10 ms, the strain rate (/t) would be
of the order of 10
2
s
-1
. Results about the dynamic moduli, G and G, of adhesive products have been
reported but the measurements were performed in dry state at much lower strain rate [58].
The analysis of the dynamic behaviour of adhesives was necessary to provide input data for the
numerical simulation work performed at LEGI about stickies screening. The work was subcontracted to
LEMTA (Laboratoire dEnergtique et de Mcanique Thorique et Aplique, INPL/CNRS, Nancy, France)
where expertise was available in this field and for the analysis of friction factors of soft materials [59].
The equipment at LEMTA had however to be adapted to the very soft adhesive materials to be tested.
Preliminary low-speed elongation tests were done at CTP to provide some first simulation input data.
3.3.1. Low-speed elongation tests
Preliminary tests were performed with paper testing equipment at elongation velocities up to 1 m/min,
which gave a maximum strain rate of 0.4 s
-1
in the narrow part of the adhesive test samples (40 mm
length, 15 mm width and 2 mm thickness). The dimensions of the test samples were not exactly those
defined for standard rubber testing procedure because of the difficulties encountered in preparing
samples with very tacky material (figure 11).
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
21
Adhesive sheets were produced from the two reference adhesive raw materials, cut in water and
tested after soaking. Both adhesives recovered almost their initial length in a few minutes after
elongation by a factor 10. Figure 11 shows pictures of an adhesive sample back to its initial position
after a first elongation and submitted to a second elongation.
Standard rubber test sample Adhesive sample and tensile test (2
nd
elongation)
NF T 46-006
Type H1 test
sample shape &
dimensions
(narrow portion)
33 mm length
6 mm width
2 mm thickness
Figure 11: Low-speed adhesive elongation tests
The typical stress strain relations are shown in figure 12. Both adhesives showed a first elastic part
followed by a drop of the modulus with lower strength at the second elongation, especially with the
hot-melt rubber product. The first pass elastic modulus was about one order of magnitude higher with
the hot-melt rubber than with the acrylic adhesive, which gave G 20 kPa at 1m/min after soaking in
hot water. The elastic modulus showed to increase with increasing elongation velocity and to decrease
with increasing temperature.
L-L0 / L0
F
E 115
0 1 5 10
1st
2nd
L-L0 / L0
F
E 115
0 1 5 10
1st
2nd
L-L0 / L0
F D 170
0 1 5 10
1st
2nd
L-L0 / L0
F D 170
0 1 5 10
1st
2nd
Water-based acrylic adhesive Hot-melt rubber adhesive
Figure 12: Typical low-speed elongation stress strain curves
3.3.2. High-speed compression tests
The experimental equipment and method illustrated in figure 13 were developed to record stress strain
relations applied on adhesive materials at high strain rates:
- a cylindrical adhesive sample (18 mm diameter and 28 mm height) is placed on a bottom plate
equipped with a load sensor,
- a weight is dropped from different heights on the top plate above the adhesive sample,
- the compression of the adhesive sample is measured with a laser recording the height of the
bottom plate.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
22
h
F(t)
(t)
V
max
=(2gh)
1/2
Laser
Sample Lubricant
Mass
h
F(t)
(t)
V
max
=(2gh)
1/2
Laser
Sample Lubricant
Mass
Figure 13: High-speed adhesive compression tests
The initial strain rate are controlled by the drop height (0.15 to 0.9 m, e.g. 0.8 m gives a drop velocity
of 4 m/s and an initial strain rate of 150 s
-1
) and the stress level by the weight. The samples are
covered with talcum to allow adhesive material to slip between the plates and avoid barrelling of the
cylinder during the compression. The recorded data (figure 14 left) are converted into stresses of
Cauchy and true axial strains.
0
0,2
0,4
0,6
0,8
1
0 0,05 0,1 0,15
Time (s)
S
e
n
s
o
r
o
u
t
p
u
t
(
V
)
.
Distance to top plate (laser)
Load on bottom plate
0
1
2
3
0 0,1 0,2 0,3 0,4 0,5
Strain
S
t
r
e
s
s
.
Experimental
Model
Figure 14: Dynamic test: recorded load and compression and experimental results versus model
The dynamic compression test is distinguished from the usual quasi-static tensile test by the fact that
the strain rate drastically decreases during compression, towards zero at the end of the tests. The
residual stress due to the weight at the end of the test is considerably lower than the one due to the
high deceleration of the weight at the impact. The strain level reached with adhesive material can be
relatively significant, up to 1. Figure 14 (right) shows a typical example of stress strain curve obtained
with the dynamic compression test, at non-constant strain rate.
In principle, a large number of tests should be performed to determine, as a function of the strain rate,
the stress strain relations, which are required for the simulation of particle extrusion. The development
of a model describing the dynamic behaviour of viscoelastic material will enable to determine these
relations from the experimental data. The theoretical curve plotted in figure 14 represents the
estimated result obtained from a viscoelastic model with two relaxation times. Different relaxations
times generally refer to the components of the generalised Maxwell model where infinite viscosity of
one component gives the solid behaviour. The new theoretical model under development is based on
the thermodynamics of irreversible processes produced by the stresses and strains applied to the
polymers [60-61]. Indeed, polymer chains exhibit the highest disorder, i.e. maximum entropy, at steady
relaxed state, while stresses tend to stabilise. The complex behaviour of adhesive material depends
on the relaxation times spectrum which is related to the micro-structural reorganisations observed at
different scales. Further analyses of adhesive rheological properties are in progress to determine more
completely the dynamic behaviour of the adhesive material at high strain rates.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
23
4. Results and discussions
4.1. Pulping
4.1.1. Background and objectives
Pulping is the first step of the deinking process. Defibering, ink and adhesive detachment, and particle
comminution in the pulper are achieved by forces imposed on the recovered paper through the action
of the rotor. And therefore the pulping step strongly affects the quality of the pulp to be treated in the
subsequent steps of the deinking process, and as such it is decisive for good deinking. Most of the
research work about pulping has been devoted to the optimisation of the recovered paper re-pulping
and deinking processes, namely in terms of deflaking and ink detachment kinetics [5-8].
However, and despite of its considerable role, little work has been done to characterise the pulping
phenomena with respect to stickies and other contaminants besides inks. The contaminant size and
shape distributions are also governed by the pulping conditions, as understood in terms of mechanical
stresses and physical chemistry. The latter is determined by the deinking bath, with a possible
admixtures, as well as by pulping temperature. The development of new optimised pulping conditions
aimed at creating the quite large particles of the contaminants is a prerequisite for their efficient
removal in the subsequent process step, especially fine slot screening.
The objectives in the research programme devoted to pulping in this project were more particularly:
1. to study the influence of basic pulping parameters on both stickies and inks,
2. to evaluate state of the art pulping technology, i.e. batch and drum pulpers,
3. to develop a new pulping technology, which is based on the agglomeration of stickies, and
4. to test, after the lab pilot scale optimisation, the new pulping technology on mill scale.
Except for the second task, which was performed at CTP where relevant pilot pulping equipment was
available, all the pulping studies were done at ICP. The scientific approach towards the development
of a new pulping process was based on the experience gained by ICP with the agglomeration of
printing ink particles, which was acquired in the time when newspapers were printed by letterpress
with inks being dispersion of carbon black in dyed mineral oil, and drying process of the newsprint ink
was mainly by absorption [62]. By setting proper conditions (hydrodynamic and physico-chemical)
during pulping of newspapers it was possible to achieve agglomeration of such inks. Spherical-shaped
particle were obtained after 20-45 minutes pulping and were large enough to be removed by cleaners.
Further investigations also allowed to agglomerate successfully tiny particles of xerographic toner inks.
Figure 15: Agglomerates removed from recovered newspaper re-pulped with deinking chemicals
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
24
4.1.2. Study of basic pulping parameters
Deinking of pulp fibres is essentially a laundering or cleaning process in which the ink is considered to
be the dirt. To dislodge the ink particles from the fibres, chemicals are used in the pulping step, along
with heat and mechanical energy. The detached ink particles are then removed from the stock in
subsequent steps of the deinking process. Both deinking lines and deinking technologies are designed
to remove the ink particles, and therefore they are usually not suitable for efficient separation from the
stock such specific contaminants as the sticky particles (stickies) are. The latter are created during the
pulping step by comminution of various adhesive materials to be found in recovered papers, among
them the pressure sensitive adhesives (PSA) used for adhesive labels and tapes, also as adhesive
layers applied to attach samples to paper, are of considerable concern. The printing ink, which usually
is fixed on paper in the form of small solid dots, consists of pigments and dyes, dispersed in vehicles
or binders, to which some other ingredients are added. During the pulping step these dots behave like
brittle solids and they are divided into smaller elements which are close in their size to the size of the
pigment particles used in given ink. However, the layers of PSA materials applied on paper are such a
continuous film of elastomers in which there is a lack of such frontiers as perceived in printing ink dots
(between pigment particles and binders), so the comminution of the PSA layers is more chaotic in its
character. Moreover, ink particles are usually more hydrophobic than sticky particles, and therefore the
ink particles may be important constituent of the co-agglomerates with stickies, under favourable
conditions of the pulping process. The ICP studies carried out in a frame of this project, were aimed at
applying the forces imposed on recovered paper in the pulper not only for defibering, ink and adhesive
detachment, and particle comminution, but also for agglomeration of adhesive impurities and for their
co-agglomeration with ink (and other) particles. In such an approach the typical activities of the pulper
are perceived as the first step which is necessarily required for successful accomplishment of such
agglomeration and co-agglomeration processes in which ink particles, and perhaps some other
particles too, may be useful components for such enlarging of the co-agglomerates, which is needed
for their successful removal in the subsequent steps of the deinking process, especially in fine slot
screening. The studies, in the work package devoted to the pulping technology (WP 2: Pulping), were
aimed at combining together two different processes, namely: de-inking and de-sticking, therefore.
According to the results previously gained by ICP, the agglomeration of printing ink particles (and
toner particles too) is promoted by adding to the pulping step such properly selected substances which
are able to combine the particles together; however, such agglomeration is possible under the laminar
regime flow of slurry in the pulper. A very distinctive feature of such flow is the continuity of external
layer of the slurry in the pulper, and the laminar regime of flow occurs at different consistencies,
depending on construction of the pulper and its rotor as well.
Studies on behaviour of different PSA labels during pulping
The mechanical strength of the self-adhesive layer is decisive for its susceptibility to comminution;
however, in technology of the pressure sensitive adhesives (PSA) two different strengths are
recognized: adhesive strength and cohesive strength. Experiments performed by ICP, clearly showed
such a different behaviour of the same adhesive layer applied on different base materials (figure 16).
Figure 16: The PSA labels on plastic foils after pulping (45 minutes) with the model recovered paper
(the rectangles are equal to an initial surface of the label)
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
25
Almost all studied labels on plastic foils (only the Acetat foil was an exception) survived the pulping of
recovered paper without their dividing into smaller parts, and with an inconsiderable comminution of
the adhesive layer. Therefore, the experiments proved that the forces applied to the self-adhesive
layer during the pulping step were weaker than the adhesive strength between the adhesive layer and
the plastic foil.
However, the labels with a pressure sensitive adhesive applied on paper base are such a completely
different case in which the paper base is disappearing during the pulping step, and this fact is quickly
followed by comminution of the adhesive layer. In such a special case, which is of utmost significance
for the industrial practice, the cohesive strength of the adhesive layer is decisive for its susceptibility to
comminution. Size of the small granules, being created from the adhesive layer during flow of slurry in
the pulper, is determined by the velocity gradient between the slurry layers in which ends of the
adhesive layer are anchored, as well as by an initial length of the adhesive layer. Such a specific
course of the phenomenon should not be expected during the plug flow of slurry in the pulper,
therefore. In pulping experiments with non-printed wooden paper and with an admixture of the paper
labels coated with the PSA layer, amounted to about 300 mg per kg of the oven dried pulp, the
reduction of stickies size progressed during the pulping run under the laminar regime of flow, and with
deinking chemistry according to the INGEDE method n11. The acrylic adhesives were more
susceptible to comminution than the hot-melt rubber adhesives. Particles of the latter, however,
became spherical in shape during such pulping, so they could be easily separated on slotted screens.
Nevertheless, under such conditions there was a lack of agglomeration of the sticky particles. Their
quite hydrophilic character was an obstacle in the way of the agglomeration process. To that end an
admixture of the agglomerant is needed, and the presence of such contaminants in the slurry as ink or
toner particles would be very helpful.
Effect of pulping intensity and addition of the agglomerants
In this project two PSA paper labels, both of the Avery Dennison Jackstdt (ADJ), were selected as
the reference adhesives, namely: the water-based acrylic adhesive (denoted as E 115), and the hot-
melt rubber adhesive (denoted as D 170). Before pulping experiments, the rubber adhesive (D 170)
was stained yellow and the acrylic adhesive (E 115) was stained cyan. After pulping experiments, the
particles rejected on the slotted screen (with 0.10 mm slots) were collected on white filter paper.
Together with the paper, and still in wet state, they were placed between two sheets of the transparent
polyethylene foil. Such kind of sandwich was introduced into the scanner. In that procedure a
detachment of the particles from surface of filter paper is avoided, and the scanner glass is kept clean.
The particles of both adhesives, as well as ink or toner particles, were finally identified during the
computer-aided image analysis (using the Spec*Scan System, by Apogee System Inc.), according to
the grey scale value range (GSV) established for each kind of particles. Therefore the D 170 particles
were detected within the GSV range of 220-240, and the E 115 particles were detected within the GSV
range of 135-190. The black particles of ink or toner were detected for the GSV below 100. Such a
method, which we will refer to as the ICP method, gives an insight into the size and shape of different
particles, which are separately perceived in image analysis. Their shape was additionally
characterised as an eccentricity (Ecc), according to the Spec*Scan System, by Apogee System Inc.;
for perfectly round particle its Ecc=1, and the more oblong the particle is the higher its Ecc.
Possibilities of such successful co-agglomeration of the stickies with toner particles were shown in the
pulping experiments carried out with wood-free xerographic paper (denoted as OWP) had been non-
impact printed on its entire surface (one side only) with black toner. Among the studied agglomerants,
added in quantities from 1.2% to 1.5% (in relation to oven dried paper), 1-octadecanol (denoted OD)
was quite efficient in promoting such co-agglomeration during the pulping run under the laminar
regime of flow; with deinking chemistry according to the INGEDE method n
o
11 (without peroxide,
however). The ICP method made possible the visualisation of the agglomeration and co-
agglomeration processes during such pulping. An example is presented in figure 17, showing
agglomerates of the sticky particles and their co-agglomerates with toner particles.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
26
Figure 17: Alterations in size and shape of the stained stickies and their co-agglomerates with toner
particles during the pulping step of recovered paper; macro-photograph of the particles rejected on the
slotted screen (with 0.1 mm slots) as deposited on white filter paper: particles of the D 170 adhesive
(yellow), particles of the E 115 adhesive (cyan), toner particles (black), and their co-agglomerates
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
27
From figure 17 it is clearly visible that the comminution of toner and adhesive particles is followed by
their agglomeration and co-agglomeration, during the pulping step run under the laminar regime of
flow and with an admixture of the agglomerant. Due to such co-agglomeration of adhesive particles
with toner particles, the co-agglomerates were created with a prevailing effect of the black colour, and
therefore with grey scale values below 100; it means they were classified as the toner agglomerates,
in the computer aided image analysis, besides particles and agglomerates detected within the GSV
ranges characteristic of both coloured adhesives. The area of toner agglomerates, it means their
content, was much larger than contents of the sticky particles from both studied PSA materials. It is
the proof that such successful co-agglomeration of toner particles with properly disintegrated debris of
the PSA layer is possible during pulping run under the laminar regime of flow, and with an admixture of
the agglomerant, i.e. such hydrophobic surface active agent which is able to combine together
particles with different surface activities. All of the studied contaminants had practically the same mode
value of their eccentricity coefficient (Ecc). It seems to be a proof that under conditions of the pulping
step favouring agglomeration and co-agglomeration processes there is a strong tendency to create
more homogenous particles of the contaminants. More intensive pulping, run at higher rotation speeds
of the rotor as well as at higher pulp consistencies (to keep the laminar flow of the slurry), resulted in a
violent growth in amount of the co-agglomerates created by toner and sticky particles. It may be
understood, that the co-agglomeration process is promoted both by proper comminution of the
particles and by better dispersion of the agglomerant, during such laminar pulping of recovered paper
non-impact printed with toner, in the presence of the PSA materials. There is a need to adjust properly
temperature during pulping to the melted point of the agglomerant.
An influence of the energy parameters and their joint action with physico-chemical
parameters upon the alterations in size and shape of the particles
At the beginning of the ICP investigations, carried out in a frame of the WP 2 Pulping, it was assumed
that thorough knowledge of the average size A
av
[mm
2
] of the macro-stickies and their shape
expressed as an eccentricity Ecc would be sufficient to characterise their properties. The above
discussed experiments showed, however, that such values as the amount of macro-stickies S
A
[mm
2
/kg] and their number S
N
[n
o
/kg] used alone were not fully proper in investigating the phenomena
connected with creating stickies and their common agglomeration and/or their co-agglomeration with
other particles, while pulping recovered paper. In order to accurately describe the phenomena
governing the creation of the stickies and their agglomerates and/or co-agglomerates, the knowledge
not only of the average values of such properties but also of their distributions is required.
Nevertheless, even in such pilot plant experiments there is no possible to analyse the entire
population of stickies, owing to the uncontrolled participation of sticky particles of the PSA materials in
creating the deposits on pulper surfaces, see figure 18. Moreover, the statistical analysis is not used
for the entire population of the stickies created during experiments, but only for a part of it, collected in
the screen (with 0.10 mm slots), i.e. without the stickies with a surface size smaller than 0.014 mm
2
,
which corresponds to the value of the lower threshold of size, as established for the particles counted
in the computer-aided image analysis.
Figure 18: Deposits of organic matters on pulper surfaces
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
28
In attempts to describe the size A [mm
2
] distribution of the macro-stickies, the parameters of the
following distributions were taken into consideration, namely: normal distribution, lognormal
distribution, and dislocated lognormal distribution. It would be much more correct to refer to the
dislocated lognormal distribution to accurately describe the distribution of the macro-stickies
properties. Additionally, a general evaluation of the comminution process of the adhesive layer, which
mostly determines the size and shape of the stickies, also appeals to such a choice. The dislocated
lognormal distribution has the following probability density function:
f
x
(x) = 1 / [(x-)(2)
1/2
] * exp [-{ln(x-)-}
2
/2
2
];
< x < , > 0
where:
is the scale parameter
is the shape parameter
is the threshold (location) parameter
Keeping in mind that in our experimental data the populations of stickies are seriously reduced in
uncontrolled (deposits) and controlled (screening) ways, the attempts were made to fit a proper model
of the distribution (with the Statistica program by StatSoft) for the determined sizes of the macro-
stickies. Using graphical comparisons of the theoretical and empirical forms of the distribution
functions, it was concluded that the model of the dislocated lognormal distribution, with the location
parameter value equal to the lower limit of the macro-stickies size A
0
= 0.014 mm
2
, would be sufficient
for our purposes. An example of such graphical comparisons is illustrated in figure 19, for one of the
studied pulps.
The normal distribution: A
av
=0.098, s(A)=0.168
The lognormal distribution: av ln(A)=1.1614, s[ln(A)]=-3.17297, =0
The dislocated lognormal distribution: =-4.4194, =2.2637, =0.014
Figure 19: Comparisons between theoretical and empirical distribution functions for three different
distribution functions of the macro-stickies size A, in the studied pulp denoted as HXS1 30
0,0 0,2 0,4 0,6 0,8 1,0
Theoretical distribution function
0,0
0,2
0,4
0,6
0,8
1,0
E
m
p
i
r
i
c
a
l
d
i
s
t
r
i
b
u
t
i
o
n
f
u
n
c
t
i
o
n
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
29
Assuming that the dislocated lognormal distribution properly describes the macro-stickies distribution,
we simultaneously acknowledge it as that one which is equivalent to a truncated lognormal distribution
of the prime lognormal distribution of stickies. Therefore, in further studies the dislocated lognormal
distribution was used as better fitted to elaborate experimental data on the stickies properties. Such
distribution is not mentioned in the bibliography on the topic, so such explanation that the dislocated
lognormal distribution is better suited to solving the stickies problem appears to be an important result
of the ICP investigations. Regarding the physical sense of the parameters of the dislocated lognormal
distribution of the macro-stickies size, a meaning of the threshold (location) parameter is explained
above as the lower limit of A
0
. The shape parameter means value of the standard deviation of the
natural logarithm of the variable f(x) =x. The scale parameter is the mean value of the natural
logarithm of the variable f(x) =x. In former descriptions of the Statistica program by StatSoft, the
restriction >0 was specified for such distribution; and it was repeated in ICP presentations and
reports. However, finally such restriction was eliminated. It is rather obvious that in the case of so
small particles the logarithmic value of their size must be below zero. Generally speaking, the higher
values the larger particles are in the studied population of macro-stickies and their agglomerates or co-
agglomerates, commonly detected by the INGEDE method n4; and the smaller values the narrower
limits are within which the particle sizes of such population are included.
Such a completely different behaviour of the ink particles (from inked newspaper, denoted as ONP), in
comparison with the toner particles (discussed above), was found in the pulping experiments done
with ONP recovered papers and with an admixture of equal parts of the reference PSA paper labels
(altogether from about 200 mg to about 300 mg of the ADJ adhesives per kg of the oven dried pulp),
and with agglomerants, such as 1-octadecanol (OD) or lauric acid (AL). The ink particles from the
inked newspaper combined together with the particles of both studied adhesives so vigorously, during
such pulping under the laminar regime of flow, that only the black co-agglomerates (GSV<100) were
detected in the computer aided image analysis of rejects from the slotted screen with 0.10 mm slots.
The adhesive particles alone or their agglomerates were totally outside of the observation which had
been possible in the above studies with the recovered paper non-impact printed with toner (denoted
OWP). It is so valuable information about the significance of both the size of particles (of toner or ink)
and its hydrophobic character for the co-agglomeration of the particles (of toner or ink) with adhesive
particles. A size of the ink particles are on a level of a few micro-meters, whereas the toner particles
are almost ten times larger. It may be concluded from the ICP experiments that smaller and more
hydrophobic particles are strongly inclined towards agglomeration and/or co-agglomeration processes.
And therefore it may be assumed that smaller and more hydrophobic particles of the PSA materials
should suit better towards such processes, and generalising, the large and hydrophilic particles are
hardly appropriate for such processes. Moreover, even quite large particles of the PSA materials but in
a form of flakes, i.e. leaf-like shaped particles, could be extruded through the fine slotted screen. So
such quite chaotic process of the comminution of the PSA materials during the pulping step should be
controlled, also by an admixture of the properly selected agglomerant which would additionally be able
to increase the hydrophobic character of particle surfaces in statu nascendi, i.e. at the moment of
creating of the minute particles of the PSA materials during pulping. Their further co-agglomeration
with ink (or other) particles will lead to oblong granules of the contaminants, at the end of the pulping
step properly run. And therefore further experiments carried out at the ICP pilot plant were devoted to
such directed new pulping technology aimed at possibly conscious creating of such quite large and
granulated particles of the contaminants.
For describing an influence of the energy consumed during the pulping step on a course of such
phenomena as: comminution, agglomeration, and co-agglomeration of sticky particles; the following
parameters were used: the specific energy per unit weight of pulp (E
s
in [Wh/kg]), and the power
provided per unit volume of slurry (in [W/l]) called in short the specific power N
v
. Such energy
parameters were changed in a set of the pulping experiments in different pulpers in the ICP pilot plant,
also using different rotors (Shark, Barracuda, and Helical) and applying different rotation speeds of the
rotor. In each case, however, the attempts were made to keep the laminar flow of the slurry by proper
adjusting its consistency. In the presented studies such papers were used as recovered paper: wood-
free xerographic paper non-impact printed with black toner (denoted OWP) and inked wooden
newsprint (denoted ONP). Additionally, agglomerants were applied such as: 1-octadecanol (denoted
OD), lauric acid (AL), and stearic acid (AS), to the pulping experiments in alkaline medium, according
to the INGEDE method n11. The conditions under which the particular experiments were carried out
are specified in table 3, in which the results gained for pulping by 30 minutes are also presented.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
30
Kind of pulper HX SB HX SB HX S HX S HX H HX H B B H1 H2 H2 H1 H3
Kind of recovered paper ONP OWP ONP OWP ONP OWP OWP ONP ONP OWP ONP OWP OWP
Kind of agglomerant AL OD OD AL AL OD OD AL OD AS AL OD OD
Recovered paper in pulper m[kg] 25,0 25,3 26 35,0 67,5 90 30,0 30,0 14,5 18,4 17,5 16,5 21,5
Slurry volume v[l] 376 300 338 375 743 667 205 228 203 178 213 183 179
Number of labels (29x39 mm) no 300 300 300 300 600 300 300 300 200 200 200 200 200
Initial temperature t0[
o
C] 44,0 44,0 50,0 47,0 57,0 52,0 35,0 37,0 45 60 45,0 59,0 57,0
Final temperature tk[
o
C] 49,0 49,0 55,0 50,0 56,0 64,0 33,0 35,0 54 65 54,0 56,0 76,0
Stock consistency c[g/l] 66,6 84,3 76,8 93,3 90,8 135,0 146,0 131,7 71,6 103,1 82,3 90,3 120,4
Net power consumption Nn[kW] 11,8 12,4 10,9 11,7 27,2 27,2 1,6 1,6 3,1 7,1 7,5 2,6 14,4
Specific power (per unit of volume) Nv [W/l] 31,4 41,1 32,1 31,2 36,7 7,9 7,2 15,1 39,6 35,3 14,5 80,5
Specific energy (per unit of mass) Es[Wh/kg] 235,5 244,1 208,9 166,9 201,8 151,1 27,2 27,2 105,2 192,1 214,3 80,0 334,3
Admixture of PSA adhesives Sm[mm
2
/kg 13572 13411 13050 9694 10053 7540 11310 11310 15600 12293 12926 13709 10521
Amount of macro-stickies SA[mm2/kg] 6036 5268 2829 3725 3394 2618 3599 3490 7360 7034 3403 8548 7774
Number of macro-stickies SN [no/kg] 59040 45720 28920 17280 37380 12420 11700 16380 41820 59880 32760 61656 213060
Scale parameter of log-norm. distr. -3,7544 -3,7787 -4,4194 -3,5482 -4,5892 -3,0252 -3,7629 -4,0987 -3,5846 -4,6558 -3,9897 -4,3295
Shape parameter of log-norm. Distr 1,9892 2,0507 2,2637 2,4249 2,3128 2,2242 2,4579 2,4204 2,1697 2,2994 2,1225 2,1109
Key: HX S hydropulper (V = 1000 l) with the Shark rotor
HX H hydropulper (V = 1000 l) with the Helico rotor
Hi hydropulper (V = 400 l) with the changeable revolutions (i index of revolution number n) i n [rev./min.]
i =1 n=420 [rev/mi n.];i =2 n=640 [rev./mi n]; i =3 n=830 [rev./mi n.]
B drum pulper 1 420
2 640
Kind of recovered paper: ONP old newspaper OWP wood-free xero-paper with toner 3 820
Kind of agglomerant: AL lauric acid OD octadecanol AS stearic acid
HX SB hydropulper (V = 1000 l) with the Shark and Barracuda rotors
TablePE.1:Pulpingconditionstestedduringstudyinganinfluenceof theenergyparametersonthepropertiesof macro-stickies; atconstantpulpingtime=30minutes
I
n
d
e
p
e
n
d
e
n
t
v
a
r
ia
b
le
s
o
f
t
h
e
p
u
lp
in
g
s
t
e
p
R
e
s
u
lt
a
n
t
p
a
r
a
m
e
t
e
r
s
o
f
t
h
e
p
u
lp
in
g
s
t
e
p
M
a
c
r
o
-
s
t
ic
k
ie
s
;
d
a
t
a
f
o
r
s
t
a
t
is
t
ic
a
l
a
n
a
ly
s
is
Table 3: Pulping conditions tested during studying an influence of the energy parameters on the
properties of macro-stickies, at constant pumping time = 30 min.
In the pulping experiments presented in table 3, the specific energy consumption E
s
was changed
within the range from 27.2 to 244.1, in [Wh/kg]; the lower limit for the drum pulper (denoted B) and the
upper one for the hydropulper equipped with Shark and Barracuda rotors (denoted HX SB). And the
specific power N
v
, or energy dissipation during pulping, was within the range from 7.2 to 41.1, in [W/l];
again the lower limit for the drum pulper and the upper one for the hydropulper equipped with Shark
and Barracuda rotors. Such gentle conditions under which the pulping step is run in the drum pulper
need short comments. In industry drum pulpers are used in deinking lines to improve efficiency of
hydrogen peroxide (H
2
O
2
) in bleaching the lignified fibres of recovered newspapers. At given dosage
of the bleaching agent, the higher its concentration is as the higher stock consistency is in the pulper.
And the higher concentration of hydrogen peroxide means the more efficient bleaching activity of this
agent. And therefore the pulping of the recovered newspaper at higher consistencies, which are
possible in drum pulping, is such an efficient way to maximising the bleaching effect; however, under
gentle conditions applied in the drum pulping (perceived also in such low values of E
s
and of N
v
,
presented above) there is no possible to achieve all effects of the fully completed pulping which are
required for good deinking. So the drum pulping is only the first step of the pulping process which, in
the deinking lines applied drum pulpers, is followed by an additional treatment (e.g., in turbo-
separator), consuming much more energy, in which slurry is processed under severe conditions, to
achieve all effects of the efficient pulping which are needed for good deinking. Such additional
treatment of the slurry after the drum pulping was not applied in the ICP pulping experiments. They
were aimed at investigating of such a wide spectrum of the conditions under which the pulping step is
run in the industrial practice. It was possible due to possessing of so different pulpers in the ICP pilot
plant, after many years of research & development activities on processing recovered papers.
Because the distribution of the macro-stickies size is better described as the dislocated lognormal
distribution, the attempt was made to find a relationship between the parameters of such distributions
(i.e. the scale parameter and the shape parameter ) and the energy parameters of the pulping
process. The results gained in a stepwise method of the multiple regression analyses are collected in
table 4, showing a lack of linear relationship between the scale parameter of the dislocated
lognormal distribution of the macro-stickies size and the studied energy parameters of the pulping
experiments in which two different recovered papers (with toner or printing ink) were pulped under
different conditions, with an admixture of both reference PSA paper labels, and with an addition of
three different agglomerants; in each case under the laminar regime of flow of the slurry in the pulper.
Instead of so many variables in the ICP pulping experiments, it was proved, however, (see table 4)
that the shape parameter , of the dislocated lognormal distribution of the macro-stickies size,
depended in statistically significant way on both the energy dissipation N
v
during pulping and the
amount of the PSA adhesives S
m
in recovered paper. And therefore further optimisation studies were
planned for the rational selection of the most efficient agglomerants.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
31
a)
average macro-ctickies size - , according to the dislocated lognormal distribution
N=33 R=0 s(y)=0,53
i Variable
i
s(
i
) b
i
s(b
i
)
0 b
0
-3,31 0,65
b)
shape parameter
ln(A)t
- of the dislocated lognormal distribution of the macro-stickies size
N=33 R=0,671 s(y)=0,19
i Variables
i
s(
i
) b
i
s(b
i
)
0 b
0
3,31 0,23
1 N
v
[W/l] -0,64 0,14 -0,0128 0,0028
3 S
m
[mm
2
/kg] -0,47 0,14 -0,000055 0,000017
Table 4: Summary of the regression analysis of the and parameters related to the
energy parameters of pulping recovered papers
Conclusion
Almost all studied PSA labels on plastic foils survive the pulping of recovered paper without their
dividing into smaller parts, and with an inconsiderable comminution of their adhesive layer. In PSA
paper labels, however, their paper base is quickly defibering during their pulping together with
recovered paper, and it is followed by the comminution of their adhesive layer. Nevertheless, there is a
lack of any agglomeration effects among the sticky particles without admixture of the agglomerant.
Processes of agglomeration and co-agglomeration are efficiently promoted by an admixture of the
agglomerant to the pulping step run under the laminar regime of flow. There is a possibility to combine
together the sticky particles from the PSA materials with toner particles and especially with ink
particles which are smaller than toner particles, to create oblong co- agglomerates needed for their
successful removal in the subsequent steps of the deinking process, especially in fine slot screening.
So such new pulping technology is possible which is aimed at serving (in the same time) to remove
both contaminants from the slurry (in the subsequent steps of deinking process), namely: ink (or toner)
particles and sticky particles (stickies).
The dislocated lognormal distribution is better fitted to characterise the populations of stickies, as well
as their agglomerates and co-agglomerates (with other particles). The parameters of that distribution,
such as the scale parameter and the shape parameter , are useful in search for solutions towards
the stickies problem abatement. The higher values the larger particles are in the studied population
of macro-stickies and their agglomerates or co-agglomerates, commonly detected by the INGEDE
method n4; and the smaller values the narrower limits are within which the particle sizes of such
population are included.
The studied energy parameters, such as the specific energy consumption E
s
and the specific power N
v
(or power dissipation during pulping), are useful as the criteria of energy similarity for rational planning
of the industrial trials, according to the results gained in the ICP pilot plant. However, quite chaotic
process of the comminution of the PSA materials during the pulping step may be controlled not only by
the energy parameters, during the pulping run under the laminar regime of flow, but additionally by an
admixture of the properly selected agglomerant which would also be able to increase the hydrophobic
character of particle surfaces in statu nascendi, i.e. at the moment of creating of the minute particles of
the PSA materials during the pulping step.
Optimisation studies are required for a rational selection of the agglomerant which will be able to
combine together particles from typical contaminations present in recovered paper, such as ink and
toner, with the sticky particles, and which will be cost efficient as well.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
32
4.1.3. Comparison of drum and batch pulpers
The drum pulper is generally considered as the reference technology for gentle pulping conditions
(reduced fragmentation of the adhesives). Therefore, pilot trials were performed with a drum pulper
(a slice of an industrial-sized drum) compared to a batch helical pulper which represents conventional
technology in deinking grades (figure 20). The comparison of the influence of both pulping devices on
the adhesive fragmentation was based on the assessment of:
- the stickies particle size distribution achieved in both pulpers,
- the screening ability of the resulting stickies under pilot screening conditions with fine slots.
Figure 20: KADANT-LAMORT HELICO Batch Pulper (left) and CTP Slice Drum Pulper (right)
A lab helical pulper was also compared to the two pilot pulpers. The test were done with the reference
adhesives (acrylic adhesive E115 and hot melt rubber adhesive D170 introduced at 0.3% in weight)
using conventional deinking chemistry (0.7% NaOH, 2% silicate, 0.7% H
2
0
2
and 0.75% calcium soap).
Pulping temperature was 40C and the other pulping conditions reported in table 5 were according to
usual conditions for each type of pulper.
Pilot helical pulper Pilot drum pulper Lab helical pulper
Raw material quantity (kg) 25 50 0,35
Duration (min) 15 25 15
Consistency (%) 13 to 15 16 to 20 10
Rotation speed (rpm) 475 11 475
Table 5: Pilot and lab pulping conditions
The pilot screening was performed under the following conditions:
- High-consistency screen: KADANT LAMORT CH3 (300 mm screen cylinder diameter)
- Rotor type: Foil rotor
- Screen plate: 0.20 mm slots, MicroVortex design, 1.2 mm profile height
- Pulp consistency: 2.5 %
- Slot velocity: about 1 m/s
- System design: Simulation of a 3-stages feed forward screening system.
Typical final reject rates were between 1 and 2 % in weight.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
33
Pilot plant results: comparison drum versus helical pulper
The cumulative size distributions of stickies particles achieved during pulping are reported in figure 21.
It can be seen from these results that drum pulping induces for both adhesives a shift of the stickies
particles towards larger size compared to helical pulping.
Water-based acrylic adhesive E115 Hot-melt rubber adhesive D170
0
20
40
60
80
100
0
-2
0
0
0
-4
0
0
0
-6
0
0
0
-1
0
0
0
0
-1
5
0
0
0
-2
0
0
0
0
-2
5
0
0
0
-3
0
0
0
0
-5
0
0
0
0
- >
5
0
0
0
S
t
i
c
k
i
e
s
a
r
e
a
(
%
o
f
t
o
t
a
l
a
r
e
a
)
Helico
Drum
0
20
40
60
80
100
0
-2
0
0
0
-4
0
0
0
-6
0
0
0
-1
0
0
0
0
-1
5
0
0
0
-2
0
0
0
0
-2
5
0
0
0
-3
0
0
0
0
-5
0
0
0
0
- >
5
0
0
0
S
t
i
c
k
i
e
s
a
r
e
a
(
%
o
f
t
o
t
a
l
a
r
e
a
)
Helico
Drum
Figure 21: Cumulative stickies size distribution after pulping (drum versus helical pilot pulpers)
The results in figure 21 confirm the softer conditions of drum pulping (compared to helical pulping)
which finally give rise to larger stickies particles, which should be easily removed during screening.
This point has therefore been cheeked by the determination of the pressure screening cleanliness
efficiencies achieved in both pulping conditions:
- Acrylic adhesive E115: -38% with the drum pulper -4% with the drum pulper
- Hot-melt rubber adhesive D170: 17% with the drum pulper 65% with the drum pulper
The negative cleanliness efficiency achieved in both cases with the acrylic adhesive corresponds to a
higher adhesive content in the screening accepts compared to the feed, which suggests that the
stickies particles were very small (i.e. they pass easier the slots than the fibres) and may also have
been fragmented during the 3 screening stages. The positive efficiency achieved in both cases with
the other adhesive suggests that the adhesive particles were larger and/or that the hot-melt based
adhesives had been less fragmented during screening.
The higher screening efficiencies achieved with both adhesives after the drum pulper compared to the
helical pulper are in line with the results in figure 21 showing larger stickies after the drum pulper.
Figure 21 also shows somewhat larger stickies particles in the case of the acrylic adhesive compared
to the hot-melt rubber adhesive, i.e. a higher fragmentation with the acrylic adhesive. This is consistent
with the results reported in section 3.3.1 as the acrylic adhesive showed much lower strength than the
hot-melt rubber adhesive. These results also suggest higher fragmentation of the acrylic adhesives
during screening and thus a lower efficiency. Higher extrusion of the softest stickies through the slots
contributed probably also to the low screening efficiencies observed with the acrylic adhesives, as
reported hereafter in section 4.2. Stickies shape, a parameter which could not be measured, might
also contribute to explain the higher screening efficiency achieved with the hot-melt rubber adhesives,
since the particles were probably thicker and more round-shaped, as observed earlier at CTP in the
case of low-consistency lab pulping tests done with other acrylic and rubber based (SBR) adhesives.
Comparison with lab helical pulping
Lab pulping is often used to evaluate the behaviour of adhesive products during recycling and
determine their recyclability. Nevertheless, for scale reasons, the shear forces which take place in
lab pulpers are certainly different from those generated in pilot or industrial pulpers. The consequence
of this situation is a possible non representative fragmentation achieved during lab pulping which may
induce wrong estimation of the adhesive behaviour, especially regarding screening ability.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
34
Therefore, the adhesive fragmentation achieved during lab helical pulping has been checked, with the
E115 acrylic adhesive only, and compared to that one achieved during pilot drum and helical pulping.
The results in figure 22 showed that lab helical pulper induced a much lower adhesive fragmentation
than the pilot pulpers. This trend (which was expected) shows the difficulty to produce representative
stickies fragmentation at lab scale.
0
10
20
30
40
50
60
70
80
90
100
0
-
2
0
0
0
-
4
0
0
0
-
6
0
0
0
-
1
0
0
0
0
-
1
5
0
0
0
-
2
0
0
0
0
-
2
5
0
0
0
-
3
0
0
0
0
-
5
0
0
0
0
-
>
5
0
0
0
S
t
i
c
k
i
e
s
a
r
e
a
(
%
o
f
t
o
t
a
l
a
r
e
a
)
Helico
Drum
Lab Helico
Figure 22: Cumulative stickies size distribution after pulping (lab versus pilot pulpers)
Conclusion
The fragmentation of adhesives during pulping showed to depend on the type of pulper: The drum
pulper induced lower adhesive fragmentation compared to the helical pulper and consequently
enabled to achieve higher stickies removal efficiencies during subsequent screening with fine slots.
Moreover, it was shown that the lab helico pulper cannot lead to adhesive fragmentation similar to that
one achieved in the pilot pulper: Stickies fragmentation was much lower in the lab helical pulper, for
both reference adhesives, which confirmed the difficulty to assess adhesive behaviour (overall their
ability to be broken up during pulping) by simple lab tests.
The pilot pulping trials showed clear benefits of drum pulpers, at least from the stickies point of view.
However, as the results obtained with the pilot batch pulper were not consistent with those obtained
on lab scale, it seems difficult to conclude about stickies fragmentation in batch pulpers on mill scale.
Indeed, the drum pulper has generally been regarded as a reference in terms of gentle pulping action
with consequently reduced fragmentation of stickies and contaminants, which are rejected in large
pieces at the outlet of the drum. By contrast recent macro-stickies analyses performed in several
deinking mills, showed a strong reduction of the average stickies surface area and an increase in the
stickies number with drum pulpers compared to batch pulpers, which led to the conclusion that drum
pulpers produced a stronger stickies fragmentation [38].
Consequently, it seems difficult to draw clear conclusions about which pulping technology should lead
to the lowest stickies fragmentation on the basis of the pilot trials performed in this project. Recent
comparative tests of the drum and batch pulpers available at the pilot facilities of a major equipment
supplier [38] did not allow to draw clear conclusion about stickies fragmentation as well. The drum
pulper may still be considered as a relatively gentle pulping technology since no strong mechanical
forces are exerted on the adhesives. By contrast, the helical rotor of the batch pulper may generate
locally stronger mechanical forces, especially if the rotor velocity and/or the pulping time exceed the
minimum conditions required for the defibering of recovered papers and for the optimised detachment,
fragmentation and re-deposition of inks. Indeed, the batch pulper offers a larger set of parameters,
including consistency, pulping time and rotor velocity and design, which can be optimised compared to
the drum pulper. The batch pulper is also more adapted to the development of the new pulping
technology at ICP, as the flow conditions (pulp rheology, velocity field) can be changed quite easily.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
35
4.1.4. Development of a new pulping technology
The ICP experiments proved that an admixture of the agglomerants to the deinking bath was
successful for provoking and further progress of the agglomeration and co-agglomeration processes
among the sticky particles and the particles of other contaminants present in recovered paper, mainly
ink and toner particles, during pulping of the recovered paper run under the laminar regime of flow.
However, the agglomerants should be properly selected for such a new pulping technology oriented to
satisfy two such different processes as de-inking and de-sticking, and, moreover, the agglomerants
should be cost efficient. And therefore the agglomerants should replace a part of oleic soap, the
primary component of the traditional deinking bath.
A course of optimisation studies
The aim of the optimisation studies was to find the optimum balance among the component used for
deinking and the agglomerants additionally added to control the comminution of the PSA layers and to
enhance chances of successful agglomeration and co-agglomeration of the stickies created from the
PSA layers; under the conditions properly chosen for favouring the agglomeration and co-
agglomeration processes. To achieve the aim, among the known statistical procedures, used for
optimising a composition of the mixture according to the results of properly planned experiments, one
procedure was selected which is called the procedure to maximize of the product. That procedure
consists of two basic stages, namely:
- Searching for adequate models (i.e., prediction equations) aimed at approximation of the product
characteristic as a function of the studied process parameters. In the studied case the product, i.e.
deinked pulp, was characterised by such optical properties as R
457
, k
700
and by both parameters
and of the dislocated lognormal distribution describing the properties of macro-stickies present
in the deinked pulp. And the studied parameters of the process, i.e. the pulping step, were both a
composition of the surface active agents and the conditions under which it was applied.
- Specifying optimum values of the studied parameters of the process according to analysis of the
function of the overall desirability of the product. In the studied case, specifying optimum values
both for the composition of surface active agents and for the parameters characterising the
conditions under which the pulping step was run.
The computer program Experimental Design (Industrial DOE) Mixture Design and Triangular
Surfaces by the StatSoft was used both for planning the experiments and for statistical analyses of the
results gained in the experiments, devoted to study an influence of the studied parameters, i.e. the
composition of selected surface active agents and the conditions during pulping step, on an efficiency
of the removal of both ink particles and stickies. To assess the both processes (i.e., de-inking and de-
sticking) following properties of the deinked pulp were studied:
- Brightness R
457
after hyperwashing and bleaching;
- Absorption coefficient k
700
after hyperwashing and bleaching;
- , i.e., the scale parameter of the dislocated lognormal distribution of the macro-stickies size;
- , i.e., the shape parameter of the dislocated lognormal distribution of the macro-stickies size.
And the integral simplex design was applied to determine approximation functions of the relationships
between the above properties of deinked pulps and compositions of the ternary mixtures of selected
surface active agents.
The starting models for the above defined properties of deinked pulps were elaborated from the
analysis of the results gained in the experiments had been realised according to the so-called simplex-
centroid design for a ternary mixture of the chemically pure surface active agents, with exactly defined
physico-chemical properties. The components were selected in a former part of our studies, when their
usefulness as the agglomerants had been experimentally confirmed. The agglomerants, together with
oleic acid, are presented below:
- oleic acid (molecular mass 282.4 Daltons, melting point 16 C);
- stearic acid (molecular mass 284.5 Daltons, melting point 69.9 C);
- 1-octadecanol (molecular mass 270 Daltons, melting point 58 C).
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
36
According to the plan, the optimisation studies should involve commercial products, replacing the
model surface active agents used in the former studies in a form of chemically pure reagents. And
therefore the commercial products, with a similar chemical structure but lower melting points, were
used in the studied slurries with purposefully lowered temperature during pulping step. An algorithm of
the applied procedure is graphically presented in figure 23.
Figure 23: Three simplexes for three different (AT1, AT2, and AT3) compositions of surface active
agents, with oleic acid (AO) in each composition. Additionally other surface active agents were
applied: 1-octadecanol (OD) and stearic acid (AS) in the AT1 composition, OD was replaced by
di-stearate of ethylene glycol (E2) in the AT2 composition, and AS was substituted with
ethoxylated technical stearine (S2) in the AT3 composition
In each new simplex a part of the results from the former one was used, reducing labour demand of
the research process. A selection of the new vertex of the triangle, done after analyses of the results
of the former simplex, was arbitrary in its character. Oleic acid was applied in each composition of the
selected surface active agents, because it is needed for the deinking process in an alkaline medium.
Oleic acid content was changed within a range 0 1 (i.e. from 0% to 100%). However, in contents of
these other surface active agents, used as the agglomerant, values of their upper level were limited, in
an arbitrary way, applying for such cases the proper plans for areas with constrained designs.
Applying the computer program of regression analysis for ternary mixtures, containing (among others)
the significance analysis of regression coefficients, as well as of the adequacy of regression
equations, such a model equation was fitted which described in the best way the relationship between
experimental results and the composition of the selected surface active agents. The regression
equations defined in the above way were the basis for establishing optimum values of the studied
parameters of the pulping step, i.e. the composition of surface active agents and the temperature of its
use, according to the analysis of the overall desirability function.
However, individual properties of deinked pulps from recovered paper, such as optical properties of
handsheets (R
457
, k
700
) and the parameters of the dislocated lognormal distribution of macro-stickies
( and ), have various relationships with their approximated values (according to the regression
equations) and with the desirability of the values. The relationship between predicted responses on
one or more dependant variables and the desirability of responses is called the desirability function. In
the computer program Statistica (by StatSoft); used in these optimisation studies, a procedure
developed by Derringer and Suich (1980) is applied for specifying that relationship. Their procedure
involves transforming scores on each of the outcome variables into desirability scores that could range
from 0.0 for unacceptable to 1.0 for very desirable.
However, these optimisation studies were conducted within certain limitations such as a linear
character of the desirability function, assigning to the desirability value of 0.5 to the arithmetic mean of
the extreme values had been measured for the studied property. And the extreme values were
assigning (respectively) to the minimum and maximum values of the desirability function. According to
Derringer and Suich the overall desirability may be computed as the geometric mean of the individual
desirabilities, and their procedure provides a straightforward way for transforming predicted values for
multiple dependent variables into a single overall desirability score. The problem of simultaneously
optimisation of several response variables then is reduced to selecting the levels of the predictor
variables that maximize the overall desirability.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
37
The optimisation experiments were performed in the ICP pilot plant under the following conditions:
- Volume of fibrous slurry in the hydropulper H: 150 litres,
- Model recovered paper: ONP, i.e., returns of not sold daily newspapers,
- Source of the stickies: the PSA paper labels of the Avery Dennison Jackstdt (ADJ), namely ADJ
water-based acrylic adhesive (E115), and ADJ hot-melt based rubber adhesive (D170). Both stuck
to the xerographic paper that had been non-impact printed on its entire surface (one side only)
with the full intensity of the toner (cyan for E115, and yellow for D179), and later cut down into the
pieces: 39 mm x 29 mm. Hundred pieces of each kind were introduced into the pulper to every
pulping experiment, i.e. altogether about 300 mg of the PSA layers per kg of the oven dried pulp;
- Pulping time: a cycle of the pulping consisted of :
1) actual pulping during 30 minutes, at consistency 7-9% and at 660 rpm of the rotor, both
assuring the laminar flow of the slurry;
2) additional pulping during 15 minutes, after dilution of the slurry with cold water in quantity
needed to chill the slurry below the melting point of the most easily melted agglomerant (after the
dilution consistency within the range 4.5-6.5%), with a reduction of rotor revolutions to 416 rpm, to
keep the laminar regime of flow;
- Deinking formulation: constant in the pulping experiments, according to the INGEDE method no.
11, however, without H
2
O
2
, and without the constant percentage of chemicals defined by the
method, but with quite constant concentrations of the chemicals, to keep constant physico-
chemical effects, namely within the ranges: NaOH 0.6 0.7 g/l, sodium silicate (density 1.4 g/cm
3
)
1.7 2.2 g/l, oleic acid 0.9 1.2 g/l;
- Agglomerant admixture: the agglomerants, in quantities and ratios according to the experiment
design, were dissolved in oleic acid and the mixture was later emulsified in the alkaline deinking
bath in the pulper;
- Temperature: an initial temperature of the slurry in the pulper was a function of melting points of
the applied agglomerants.
For some reasons hydrogen peroxide was not introduced to the slurry, mainly to avoid any
uncontrolled decomposition of hydrogen peroxide during the pulping step. However, handsheets
prepared from final pulps (after full cycle of the pulping during 45 minutes) were additionally
hyperwashed and later bleached with hydrogen peroxide under constant conditions. The handsheets
were used to determine the optical properties of the pulp, such as brightness R
457
and absorption
coefficient k
700
. Owing to a lack of the instrument to testing at ICP the optical properties in the near
infrared area, the absorption coefficient k
700
was determined instead of ERIC (i.e. Effective Residual
Ink Concentration) recommended by the standard TAPPI T567, for > 950 nm. In comparisons of the
optical properties of the handsheets after their hyperwashing alone and of the handsheets after their
hyperwashing and after their additional bleaching, values of the absorption coefficient k
700
were
practically not changed. This means that the k
700
value was only influenced by the ink content in the
handsheets, not by chromophore groups of fibres. However, the parameters of the dislocated
lognormal distribution of macro-stickies ( and ) were studied for both deinked pulps, received after
pulping during 30 minutes, denoted as
30
and
30
, and received after the fully completed pulping
(during 45 minutes), after dilution of the slurry with cold water in quantity needed to chill the slurry
below the melting point of the most easily melted agglomerant, denoted as
45
and
45
. Such dividing
of the pulping cycle was aimed at finding a possible influence of the phase transition of agglomerants
(from liquid to solid) on the sticky particles and ink particles as well.
Pilot plant results gained in the optimisation studies
In each set of the experiments, performed for three compositions of surface active agents (AT1, AT2,
and AT3), the experiment design and the results gained in it were presented, together with regression
analyses of the gained results, as well as with the optimisation of the given composition according to
the overall desirability function. Such road to specify the optimal ratio among the studied surface active
agents for the given composition is shown below, using experiments with final the AT3 composition as
an example. The optimisation studies were finished with the studies on the AT3 composition thanks to
such very positive results gained for the AT3 composition.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
38
In the final set of experiments (on the AT3 composition) the chemically pure stearic acid, a strongly
hydrophobic component, was substituted with the product of ethoxylation of the technical stearine, with
the chemical formulae: CH
3
(CH
2
)
16
(CH
2
CH
2
O)
n
, where n=2; denoted as S2. The S2 component is not
as strongly hydrophobic as pure stearic acid is, and moreover, its melting point (40
0
C) is visibly lower
than melting point of pure stearic acid (69.9 C). It means that such a substitution could reduce the
pulping temperature. Like in the former experiment design, with the AT2 composition, the upper limits
of the agglomerant content were established in the AT3 composition, namely 75% for both S2 and E2
components. The experiment design for the AT3 composition and the results are presented in table 6.
N
A ratio between the studied
surface-active agents
Parameters of the dislocated lognormal
distribution of the stickies size
Optical properties
S2 AO E2
30
30
45
45
R
457
k
700
1 0,00 1,00 0,00 2,2532 -3,6015 2,4605 -3,5601 61,9 1,7
2 0,75 0,25 0,00 1,8347 -5,5399 1,7895 -5,5200 61.6 2.1
3 0,75 0,00 0,25 2,2016 -3,2347 2,2529 -3,4372 55,5 3,5
4 0,00 0,25 0,75 2,2648 -3,7236 2,4061 -3,9427 60,7 2,4
5 0,25 0,00 0,75 2,3835 -3,4059 2,2630 -4,4321 59,3 3,0
6 0,35 0,30 0,35 2,2332 -5,3109 1,9156 -5,0859 61,9 2,0
Table 6: Parameters of the stickies size distribution ( and ) and optical properties (R
457
and k
700
) of
deinked pulp after hyperwashing and bleaching; the data gained in realizing the planned experiments
related to the AT3 composition of surface-active agents: S2 ethoxylated technical stearine,
AO oleic acid, E2 di-stearate of ethylene glycol
According to the results of the regression analyses, given in tables 7 and 8, the value of each studied
parameters has significantly been influenced by every component of the AT3 composition of surface
active agents, and moreover, also by an interaction between components AO and S2. A lack of
significant difference between values of the adequate regression coefficients for
30
(pulping during 30
minutes) and
45
(pulping during 45 minutes) may be understood as an evidence that the second part
of pulping has no influence on that scale parameter; it means that the second part is without alteration
in the mean macro-stickies size. However, different interactions among the components of the AT3
composition cause alteration in values of the shape parameter .
30
45
Denoting the
variables
b
i
s(b
i
) -l
0,95
+l
0,95
b
i
s(b
i
) -l
0,95
+l
0,95
1 x
1
(S2) -2,92 0,47 -4,9 -0,9 -3,21 0,41 -5,0 -1,4
2 x
2
(AO) -3,65 0,34 -5,1 -2,2 -3,50 0,29 -4,8 -2,2
3 x
3
(E2) -3,80 0,34 -5,2 -2,3 -4,47 0,29 -5,7 -3,2
4 x
1
*x
2
-14,1 2,4 -24,6 -3,6 -12,2 2,1 -21,3 -3,0
5 x
1
*x
3
30
45
Denoting the
variables
b
i
s(b
i
) -l
0,95
+l
0,95
b
i
s(b
i
) -l
0,95
+l
0,95
1 x
1
(S2) 1,729 0,061 1,46 1,99 2,24 0,13 1,7 2,8
2 x
2
(AO) 2,246 0,047 2,04 2,45 2,46 0,09 2,1 2,9
3 x
3
(E2) 2,238 0,061 1,97 2,50 2,30 0,09 1,9 2,7
4 x
1
*x
2
-2,99 0,67 -5,9 -0,1
5 x
1
*x
3
1,60 0,30 0,3 2,9
Table 7: Regression analyses of the relationship between parameters of the dislocated lognormal
distribution of the macro-stickies size ( and ) and the AT3 composition of surface active agents:
S2 ethoxylated technical stearine, AO oleic acid, E2 di-stearate of ethylene glycol
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
39
R
457
k
700
Denoting the
variables
b
i
s(b
i
) -l
0,95
+l
0,95
b
i
s(b
i
) -l
0,95
+l
0,95
1 x
1
(S2) 53,9 0,4 52 56 3,82 0,11 3,3 4,3
2 x
2
(AO) 61,8 0,3 60 63 1,68 0,07 1,3 2,0
3 x
3
(E2) 60,7 0,3 59 62 2,65 0,08 2,3 3,0
4 x
1
*x
2
30,6 2,2 21 40 -6,56 0,57 -9,0 -4,1
Table 8: Regression analyses of the relationship between optical properties (R
457
and k
700
) of the
deinked pulps (after hyperwashing and bleaching) and the AT3 composition of surface active agents:
S2 ethoxylated technical stearine, AO oleic acid, E2 di-stearate of ethylene glycol
The alterations in values of the shape parameter are better visible in figure 24. In the first part of
pulping the interactions of oleic acid (AO) with the E2 component result in an increase of the
30
values, adding a convex shape to the response with a distinct decrease in direction to the S2 vertex of
the triangle. However, during the additional pulping, after chilling the slurry, interactions of oleic acid
(AO) with the S2 component become prevailing, causing a decrease of the
45
values, and adding a
concave shape to the response with minimum value of
45
for equal parts of oleic acid (AO) and S2.
30
45
2,4
2,3
2,2
2,1
2
1,9
1,8
2,4
2,2
2
1,8
1,6
30
=1,729x
1
+2,246x
2
+2,238x
3
+1,60x
1
*x
3
R
2
=0,9735
45
=2,24x
1
+2,46x
2
+2,30x
3
-2,99x
1
*x
2
R
2
=0,9523
Figure 24: The three-dimensional contour plot and as its projection on a two-dimensional plane
illustrating the regression relationship between the shape parameters (
30
and
45
) of the dislocated
lognormal distribution of the macro-stickies size and the AT3 composition of surface active agents
Such interactions of oleic acid (AO) with the S2 component result also in lowering the value, and
therefore it may be assumed that the changes in both parameters ( and ) of the dislocated
lognormal distribution of the macro-stickies size are caused not by comminution of the PSA particles
(decrease of ) but rather by co-precipitation of the S2 particles together with ink particles on surfaces
of the macro-stickies. In such co-agglomerates, created by the macro-stickies particles and ink
particles, the sticky character of the macro-stickies may be lost. After such detackification those
macro-stickies could be not detected by the INGEDE method n4, which is utilising the adhesive
properties of the sticky particles to provide the contrast to the specimens background which is
required for image analysis. It means that the discussed decrease in macro-stickies size (regarding a
decrease in the values) is rather doubtful.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
40
Interactions of components of the AT3 composition of surface active agents in shaping the optical
properties R
457
and k
700
(after hyperwashing & bleaching) of deinked pulps, according to the given
regression models, are illustrated in figure 25, in a form of contour plots. It is clearly perceived that
presence of oleic acid (AO), in the AT3 composition of surface active agents is of significance to
improving both optical properties of the deinked pulps, i.e. to increase their R
457
values and to
decrease their k
700
values.
R
457
k
700
66
64
62
60
58
56
54
0,00
0,25
0,50
0,75
1,00
E2
0,00
0,25
0,50
0,75
1,00
S2
0,00 0,25 0,50 0,75 1,00
AO
3,5
3
2,5
2
1,5
1
0,00
0,25
0,50
0,75
1,00
E2
0,00
0,25
0,50
0,75
1,00
S2
0,00 0,25 0,50 0,75 1,00
AO
R
457
=53,4*x
1
+61,8*x
2
+60,7*x
3
+30,6*x
1
*x
2
R
2
=0,994
k
700
=+3,82*x
1
+1,68*x
2
+2,65*x
3
-6,56*x
1
*x
2
R
2
=0,994
Figure 25: The contour plots, of the coordinates of the regression relationships for the optical
properties (R
457
and k
700
) of deinked pulps (after hyperwashing and bleaching), dependent on a ratio
among the surface active agents applied in the AT3 composition: S2 ethoxylated technical stearine,
AO oleic acid, E2 - di-stearate of ethylene glycol
Results of the optimisation procedure for optimising the ratio among the surface active agents in the
studied composition, regarding the specified desirability functions of both parameters ( and ) of the
dislocated lognormal distribution of the macro-stickies size and both optical properties (R
457
and k
700
)
of the deinked pulp are illustrated in figure 26.
Like in former series of these experiments, the desirability functions were specified by assigning
extreme values (the lowest and the highest) of the results gained for the AT3 composition to
(respectively) a desirability value of 0.0 or a desirability value of 1.0; see the right column of graphs in
figure 26. And in the lowest graphs of the overall desirability (see also figure 26), it is possible to find
an optimum balance among surface active agents in the AT3 composition, namely:
AO oleic acid 0.90 (90%)
S2 ethoxylated technical stearine 0.10 (10%)
E2 di-stearate of ethylene glycol 0.00 ( 0%)
In this case the overall desirability of the product has a satisfactory value, equal to 0.668. And the
predicted responses for such an optimum AT3 composition are presented below:
45
- 2.18; 95% <1.8 2.5>
45
- -4.52; 95% <-5.6 -3.4>
R
457
- 63.7; 95% <62.5 64.9>
k
700
- 1.3; 95% <1.0 1.6>
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
41
S2
1,83
2,18
2,54
3,50
AO E2 Desirability
1,
,5
0,
4
5
1,79
2,12
2,46
-9,00
-5,65
-4,52
-3,39
1,00
0,
,5
1,
4
5
-5,520
-4,479
-3,437
62,5
63,7
64,9
0,
,5 1,
R
4
5
755,5
58,7
60,0
1,0
1,3
1,6
4,5
1,
,5
0,
k
7
0
0
1,7
2,6
3,5
0 0,10 0,75
0,668
0 ,90 0 0,75
O
v
e
r
a
l
l
D
e
s
i
r
a
b
i
l
i
t
y
Figure 26: Final results of the optimisation studies on the AT3 composition of the surface active
agents (S2 ethoxylated technical stearine, AO oleic acid, E2 di-stearate of ethylene glycol),
according to desirability profiles
It should be pointed out that the 95% confidence intervals of the predicted responses are satisfactorily
narrow for the optimum balance of ingredients (i.e. surface active agents in the AT3 composition) that
optimises the overall desirability of the product, i.e. the parameters and properties presented above. In
comparison with the optimum ratios specified for the formerly studied compositions (AT1 and AT2), a
small percentage of the agglomerant, only 10% of ethoxylated technical stearine (S2) attracts attention
in the optimum AT3 composition in which the rest (90%) is oleic acid. Perhaps, however, stearic acid,
specified in larger quantities in the former optimum compositions (AT1 and AT2), was in a greater part
present in the compositions as the stearate soap, after the saponification reaction with sodium
hydroxide, and as such supported activities of oleic soap. Under such conditions the agglomerant role
was played only by unsaponified part of stearic acid, or by that part of the stearate soap which was
hydrolysed. However, ethoxylated technical stearine is not so susceptible to saponification, and
therefore so small admixture was sufficient for its efficient activity as the agglomerant.
Recapitulation of the optimisation procedures
A comparison of the results gained in three series of the experiments, with the compositions denoted
as AT1, AT2, and AT3; is presented in table 9, with the following shortenings for surface active agents:
AO oleic acid, AS stearic acid, OD 1-octadecanol, E2 di-stearate of ethylene glycol, and
S2 ethoxylated technical stearine.
It is clearly visible in the comparison of table 9 that such a satisfactory balance among the surface
active agents, selected in a given composition, is needed to optimise the deinking process, as well as
to control the macro-stickies size and to strengthen hydrophobic properties of the macro-stickies
particles; during the pulping step run under the laminar regime of flow. Such desirable effects depend
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
42
on a balance among those ingredients (i.e. surface active agents) of a given composition and are also
determined by the very nature of individual ingredients. From theoretical point of view, it may be
assumed that such an optimum balance between surface active agents (of a given composition) is
also a token of reaching (during the pulping step) such a specific hydrophilic-lipophilic balance (HLB)
between those surface active agents, ink particles, and the PSA particles. The studied compositions of
agglomerants with oleic acid cannot exclude, of course, the possibility of selecting other useful agents.
Moreover, the optimisation studies were carried out for equal parts of the selected (model) pressure
sensitive adhesives, such as water-based acrylic adhesive (E 115) and hot-melt based rubber
adhesive (D 170), both by Avery Dennison Jackstdt; however, in industrial deinking lines a wide
variety of the pressure sensitive adhesives may be present.
A symbol of the optimisation experiments and the optimum composition of
surface active agents (%) in the experiment
Denoting the
components
AT1 AT2 AT3
AO
AS
OD
E2
S2
67
33
0
-
-
36
30
-
34
-
90
-
-
0
10
Properties Approx.
value of the
property
<95%>
conf.
interval
Approx.
value of the
property
<95%>
conf.
interval
Approx.
value of the
property
<95%>
conf.
interval
45
2,45 2,1 2,8 2,24 1,0-3,4 2,18 1,8-2,5
45
-3,60 - 4,2 - -3,0 -4,07 -9,1 - 1,0 -4,52 -5,6 - -3,4
R
457
58,5 50-60 63 62,5-64,7 63,7 62,5-64,9
k
700
3,0 0,5-5,4 1,3 0-4 1,3 1,0-1,6
+ e
45
[mm
2
]
0,041 0,029-0,064 0,031 0,015-2,732 0,025 0,017-0,048
Table 9: A comparison of the final results gained in the optimisation studies for three different
(AT1, AT2, and AT3) compositions of surface active agents
In table 9 quite wide confidence intervals (95%) are shown for approximated values of the parameters
(
45
and
45
) of the dislocated lognormal distribution of the macro-stickies size. Probably this is a
result of the influence of such factors which are difficult to be fully controlled, for example: properties of
recovered paper; or which are uncontrollable, for example: creating deposits on the pulper surfaces.
Nevertheless, the results have been gained in the pilot plant installation working under conditions
similar to the conditions in industrial deinking line. And therefore, the very fact of selecting the
significant factors, from (allow us to say) a large field of unwanted noise in the pulping step, is raising
a reasonable hope for gaining similar results at an industrial level.
The optimisation studies, discussed above, show clearly that the attempts to keep up the good optical
properties of deinked pulps need additionally such a physico-chemical action on the PSA particles
which promotes their proper comminution and later their co-agglomeration with ink particles. The very
occurrence of that co-agglomeration is connected with strengthening hydrophobic properties of the
sticky particles, after reaching a satisfactory state of their comminution. The last one, regarding the
macro-stickies, can be minutely characterised by the parameters of the dislocated lognormal
distribution. The ICP optimisation studies show that a satisfactory level of the optical properties (R
457
>
60% and k
700
< 2 m
2
/kg) may be achieved just thanks to applying the agglomerant which promote the
comminution process of the sticky particles, decreasing the parameter of the macro-stickies size, in
comparison with the formerly gained results. For easier interpretation of changes in values of the
parameter the values are added, in the last line of table 9, which specify corresponding values of the
macro-stickies size, expressed in [mm
2
], determined as white traces (according to INGEDE method
n4) with the computer-aided image analysis. Such a proper comminution of the PSA particles during
the pulping step, promoted by agglomerants, has significance also for optical properties of deinked pulp.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
43
This does mean, however, that by applying (in the pulping step) such carefully selected mixture of the
deinking agent with the agglomerant we do influence not only an ability of ink particles and sticky
particles to co-agglomerate together but also we do modify those sticky particles to become susceptible
of comminution, and a possible detackification of the sticky particles could also be taken into account.
Such effects of the agglomerant admixture are probably connected with such a high affinity of the
properly selected agglomerants with the stickies, resulting in changes in physico-chemical properties
of the stickies. Such a mechanism may be supported by results of the experiment in which the ink
flotation test was applied; however, the studied surface active agents (at temperature about 70
0
C)
were used instead of writing ink, and the ADJ pressure sensitive paper labels (applied in our studies,
with D 170 and E 115 adhesives) were tested instead of writing paper. Results of the penetration time
(in seconds) are gathered in table 10.
Adhesive reference D 170 E 115
Oleic acid (AO) 395 322
Stearic acid (AS) 215 260
Lauric acid (AL) 37 205
1-octadecanol (OD) 195 315
Di-stearate of ethylene glycol (E2) 16 40
Ethoxylated technical stearine (S2) 12 320
Table 10: A comparison of the penetration times (in seconds), during the flotation tests (at 70+/-5 C),
in which melted agglomerants penetrated through the PSA papers with different adhesives
It is proved, in such a simple experiment, that the agglomerants are able to such a quick penetration
through a structure of the adhesive layer. For some of them the complete penetration is accomplished
in a very short time, and this is a proof of their close affinity with the studied adhesives. And therefore
those agglomerants are able to modify properties of the adhesive layer, especially to decrease its
strength, and also to increase hydrophobic properties of surfaces of the particles from the PSA layer.
Such a controlling influence on rather chaotic way of the comminution of the PSA layers is additionally
strengthened by the pulping run under the laminar regime of flow of the slurry in the pulper. An
increase of the hydrophobic character of the macro-stickies surfaces was frequently observed in the
ICP studies as almost complete blackening of surfaces of the sticky particles by ink particles, after
pulping with agglomerants, instead of the fact that the ADJ pressure sensitive papers with the dyed
adhesive layers (D 170 as yellow and E 115 as cyan) had been introduced to the pulper.
Nevertheless, such a specific behaviour is not detected for pulping with oleic acid as the only surface
active agent in the deinking bath; it means without other surface active agents applied as
agglomerants in the pulping step, also run under the laminar regime of flow. It may be understood,
therefore, that the sticky particles with pronounced hydrophobic properties of their surfaces, thanks to
the agglomerants, are easily co-agglomerating with black ink particles. And they should be efficiently
removed in the subsequent steps of the deinking process, therefore. However, questions arise about
the methodology of determination of the macro-stickies. Probably in a part of the co-agglomerates with
ink particles the sticky particles are loosing their tackiness and later they are not detected in the
INGEDE method n
o
4. Such effects may be strengthened by the phase transition of the agglomerant,
from liquid to solid. Generally speaking, in such optimisation studies two independent methods should
be applied for determining the macro-stickies, and especially in such a new pulping technology which
is aimed at combining together the contaminants present in recovered papers, the sticky contaminants
and non-sticky ones, such an additional method would be very useful. Nonetheless, there is a lack of
an alternative to the INGEDE method n
o
4.
Essential principles of the new pulping technology
According to the results gained in the ICP studies on the pulping step, carried out in a frame of the
ScreenClean Project, the new pulping technology can be proposed for the deinking process of
recovered papers. Such a new pulping technology for the deinking process is aimed at proper
preparing of the pulp to two different processes, namely to de-inking and to de-sticking, by the
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
44
agglomeration and co-agglomeration processes among the sticky particles and the particles of other
contaminants present in recovered paper, mainly ink and toner particles, during pulping of the
recovered paper run under the laminar regime of flow. This results in enlarged and granulated
particles of the agglomerates and co-agglomerates which could be easily removed in subsequent
steps of the deinking process, especially in fine slot screening. To that end the process of
comminution of the PSA layers producing the sticky particles (stickies), which is rather chaotic, is
controlled during the pulping step not only by its laminar regime of flow but also by the presence of the
properly selected surface active (SA) agents which additionally increase hydrophobic character of the
stickies surfaces, required for their successful agglomeration and/or co-agglomeration with other
contaminants. Nevertheless, those SA agents do not disturb the very process of ink detachment from
recovered paper.
It was experimentally proved, that the selection requirements are met by such SA agents which are
insoluble in water, and their melting points are lower than temperature of the fibrous slurry at an initial
phase of pulping in the pulper; however, their melting points are higher than temperatures of slurries in
subsequent steps of the deinking process. Moreover, an affinity of those SA agents to the PSA
materials, manifesting itself in adsorbing a liquid form of those agents by these PSA materials, is
advantageous for due alterations in susceptibility of these PSA materials to the very comminution
process, and later for shaping by those agents the susceptibility of the sticky particles created in that
process to agglomerate together or to co-agglomerate with ink particles. The substances which met
the requirements are called here the agglomerants of the stickies or the agglomerants in short.
Necessary condition for the efficient performance of the agglomerants is applying them in an
emulsified form which is improving their penetration through the fibrous slurry in the pulper into
surfaces of the PSA materials.
In the new pulping technology, preparing the fibrous slurry for its deinking and de-sticking too, those
agglomerants are emulsified in different ways, depending also on pH of that slurry. In a case of the
classic deinking process, in an alkaline medium, emulsifying of those agglomerants is done by
introducing them, in a melted form, or advantageously in a form of their solution in fatty acid, e.g. in
oleic acid, to deinking bath buffered with sodium silicate and containing alkaline agents, such as
sodium hydroxide, with admixture of soaps or other emulsifiers commonly used in the deinking bath, or
without such admixtures. In that new pulping technology, all components of the deinking bath are fed
during filling the pulper with process water, before or during introducing recovered paper, having the
temperature equal or higher, advantageously higher at least about 5 C, regarding the melting point of
an easiest melted agglomerant, and also equal or slightly higher, regarding the melting point of an
individual agglomerant of that mixture with a highest melting point, advantageously higher no more
than about 2 5
o
C. Feeding those components during highly intensive mixing in the pulper is
enhancing the emulsifying process of those agglomerants and their uniform distribution in the fibrous
slurry as well. In a case of the deinking process performed in a neutral medium, the feeding of those
components to the pulper is the same as in that former, alkaline, case; however, those components
should be melted together with an emulsifier or they are introduced in a melted form to process water
in which an emulsifier is dissolved. There is also possible to apply those agglomerants uniformly mixed
with other components of the deinking bath. Such mixture, containing a certain amount of water,
advantageously above 65%, may be prepared in different forms (as flakes, powder, granulated
product, or paste), able to be completely dissolved during a short time of filling the pulper with process
water. Such products may be prepared in situ, in the proper installation being a part of the deinking
line, or it may be supplied by other producer.
That new pulping technology overcomes the difficulties encountered in the field of deinking which are
connected with the PSA materials found in growing quantities in recovered papers. Applying of the
new pulping technology will result in increasing consumption of such deinked pulps in the manufacture
of graphic papers or tissue, with maintaining or increasing the paper quality. That new pulping
technology may be applied without any additional costs, for a part of the mass of the soaps consumed
in former technologies is efficiently replaced by the agglomerants used in that new technology. Patent
application on the new pulping technology is registered in the Polish Patent Office under number P
372730 dated February 10
th
, 2005. Such compositions of the chemicals for deinking process with the
new pulping technology, according to the claims of that patent application, were also registered under
brand name De-Stick-Ink in the Polish Patent Office: number Z-289769 dated January 8
th
, 2005.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
45
Conclusion
In the ICP optimisation studies the goal of this work done in a frame of the ScreenClean Project has
been achieved, i.e. such a new pulping technology of recovered papers in the pulper has been
elaborated which enables to exert controlling influence on properties of the sticky particles of PSA
materials (stickies), such as their size and shape, as well as the hydrophobic character of their
surfaces, both improving separation of the stickies during subsequent steps of the deinking process.
Additionally, the formulated hypotheses have been confirmed on mechanisms of the comminution
process of the PSA layers and of the co-agglomeration of stickies with ink particles. Nevertheless,
improving both the method of identifying the stickies and the manner of presenting the results gained
in their analyses, as well as refining the ways of interpretation of those results require careful
consideration. The sticky particles become non tacky in a part of the co-agglomerates of the stickies
with ink (and other contaminant) particles. There is a need to increase sensitivity of their identification
by the INGEDE method n
o
4 and/or to develop such an alternative method which would be able to
identify the detackified stickies in their co-agglomerates.
Dispersion degree and shape of the PSA particles, as well as their susceptibility to co-agglomeration
with ink (and other) particles, are under the common control of the laminar flow of slurry in the pulper
and the admixture of the agglomerants. In properly selected ratio among the agglomerants and oleic
acid, commonly used in the deinking process, it is possible to reconcile the requirements of high
optical properties of the deinked pulp with proper preparation of the macro-stickies, and perhaps
stickies in general, for their successful separation in subsequent steps of the deinking process. During
the optimisation studies, for each ternary composition of agglomerants with oleic acid, the optimum
ratio among the ingredients was specified that optimises the overall desirability of the product. The
results gained for the studied compositions provide a sufficiently solid basis for the industrial
verification of the studies, as well as for further investigations into such directed way towards solving
problems with the sticky particles in which the pulping step is efficiently used for both deinking and de-
sticking of secondary pulps from recovered papers.
4.1.5. Mill trials
During identification works and initial studies a detailed description of the Krapkowice deinking line
was prepared and a detailed photograph of the deinking process in the Krapkowice mill was made,
the latter regarding separation of the macro-stickies from the deinked pulp. To prepare such a detailed
photograph three series of trials were conducted in the Krapkowice deinking line in which the
samples taken from different steps of the deinking process were carefully analysed. It should be
pointed out that the absolute values of both factors of the macro-stickies content - S
A
[mm
2
/kg] and
S
N
[N
o
/kg] - were within the same range as observed in the ICP pilot plant experiments on pulping with
admixture of the model pressure sensitive papers. Such a high level of the macro-stickies content is
achieved in the Krapkowice mill instead of careful attempts to select recovered papers. In the studied
series only fine shavings and printers waste were used, i.e., wood-free papers. Moreover, the
usefulness of the dislocated lognormal distribution in studies on the macro-stickies was also confirmed
in the attempts to prepare a detailed photograph of the Krapkowice deinking line, regarding
separation of the macro-stickies in that line. The parameters of the macro-stickies size distribution -
and - were within the range observed in the ICP pilot scale experiments, showing also such a high
reproducibility. And therefore, the dislocated lognormal distribution of the macro-stickies size gave a
possibility to show a striking similarity between the phenomena of creating particles of the macro-
stickies in that industrial deinking line and in the ICP pilot plant installation. In figure 27 the parameters
of the dislocated lognormal distribution of the macro-stickies size are specified and verified by means
of the Probability-Probability diagram for the results gained in the K3 trial at the Krapkowice mill.
Such usefulness of the dislocated lognormal distribution of the macro-stickies size, approved also in
the industrial scale, gave a possibility to modify the cleanliness efficiency E
C
defined by the TAPPI
Standard. Using the computer calculations, it was easily to calculate the cleanliness efficiency E
C
with
applying the density functions of the dislocated lognormal distribution of the macro-stickies size,
x [mm
2
].
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
46
0,0 0,2 0,4 0,6 0,8 1,0
Theoretical distribution function
0,0
0,2
0,4
0,6
0,8
1,0
E
m
p
i
r
i
c
a
l
d
i
s
t
r
i
b
u
t
i
o
n
f
u
n
c
t
i
o
n
Figure 27: The P-P diagram for the results gained in the K3 trial at Krapkowice; the dislocated
lognormal distribution of the macro-stickies size: =0.014, =-3.86679, =1.9580
According to the results gained in those trials, performed to prepare a photograph of the deinking
process in the Krapkowice deinking line, a lack of efficiency in de-sticking of the deinked pulp was
stated in that process, in that line designed for de-inking and mainly for de-ashing of the secondary
pulp. And therefore that deinking process was not giving an effective protection against migration of
the macro-stickies to the process of manufacturing the final paper product (tissue) in paper machine.
Additionally, in such trials the preliminary planned attempts to some changes in the industrial pulper
construction were recognised as premature, and therefore further works were concentrated on
modifying the pulping parameters in industrial scale towards the optimum conditions elaborated in the
pilot scale, on the basis of their technological similarity.
The mill trials with the new pulping technology were performed at the Krapkowice deinking line within
certain limitations, according to the agreement with the Krapkowice mill. It was possible to modify the
pulping conditions, adjusting them to the laminar regime of flow in the pulper, as well as to add the
chemicals with the agglomerant; both according to the planned design of the experiments. However,
further steps of the deinking process were run in the routine way to achieve the aimed goals of the
entire process of tissue manufacture in the Krapkowice mill, and therefore the ICP activities were
limited only to taking samples and collecting some measurement results. So the ICP role was active
only in the pulping step, and passive in further steps of the deinking process.
A course of the pulping trials in the Krapkowice deinking line and the results gained
in them
The new pulping technology of recovered paper, in the deinking process, is based on applying the
emulsion of highly hydrophobic surface active agents (agglomerants) in the pulping step run under
such flow conditions which are advantageous for the agglomeration and granulation processes
between sticky particles and ink particles, i.e. under the laminar regime of flow in the pulper. Because
the Krapkowice deinking line is not equipped with installations for dosing individual components of the
deinking bath, such a paste-like form of the agglomerant and other components was most useful for
applying in that line. Manufacturing of that paste for the trials was ordered to a domestic producer of
soap, who is a member of the Global Pollena group. The product called De-Stick-Ink 4.5 was
prepared, according to the ICP specification, in quantity amounted to 2.5 tons, and the Krapkowice mill
was supplied with this product packed in buckets (10 kg each) for making easily dosing of this paste to
the industrial pulper. However, there was a need to resign from using the agglomerant with melting
point about 40C and to substitute it with another agglomerant having melting point above 50C.
For achieving the aimed goals of the new pulping technology, an empirical adjustment of workable
parameters of the industrial pulper to the kind of recovered paper was required. To that end the
experiment design was elaborated according to the statistical plan called: Mixed 2 and 3 Level Design
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
47
- Designs for Factors at 2 and 3 Levels. The experiment design and the actual conditions, under which
the industrial experiments on the new pulping technology have been done, are presented in table 11.
Regulated parameters
Planned values of the parameters Actual parameter values
Codes values Values in physical units Values in physical units
Resulting parameters
X1 X2 X3 X1
Stock
cons.
X2
Stock
vol.
X3
DSI
conc.
X1
Stock
cons.
X2
Stock
vol.
X3
DSI
conc.
T
Stock
temp.
PH
Pn
Net
power
cons.
DPn
Net
power
dissip. S
e
q
u
e
n
c
e
o
f
t
h
e
e
x
p
e
r
i
m
e
n
t
s
N
o
f
t
h
e
s
e
t
o
f
t
h
e
p
a
r
a
m
e
t
e
r
s
[-] [-] [-] [%] [m
3
] [kg/m
3
] [%] [m
3
] [kg/m
3
] [
o
C] [-] [kW] [kW/m
3
]
1 1 +1 +1 -1 17,1 20,5 4,5 18,23 23,7 4,1 43,0 7,54 321,3 13,6
2 4 +1 +1 +1 17,1 20,5 9,4 17,90 20,4 9,5 42,0 10,80 264,8 13,0
3 8 +1 +1 -1 17,1 20,5 4,5 18,11 20,2 4,8 44,0 7,20 283,4 14,1
4 4* +1 +1 +1 17,1 20,5 9,4 17,95 20,2 9,7 44,0 10,60 246,0 12,2
5 8* -1 -1 -1 13,9 17,9 4,5 14,96 17,7 5,3 44,0 7,60 224,9 12,7
6 2 -1 -1 +1 13,9 17,9 9,4 14,84 18,4 10,2 45,5 10,98 192,4 10,5
7 6 -1 +1 -1 13,9 20,5 4,5 12,45 20,9 4,4 46,5 7,16 198,5 9,5
8 2* -1 0 +1 13,9 19,2 9,4 13,93 18,8 9,9 49,0 11,05 269,1 14,3
9 6* -1 -1 -1 13,9 17,9 4,5 14,17 16,0 5,0 48,0 8,44 208,6 13,0
10 5 -1 -1 +1 13,9 17,9 9,4 15,49 14,8 10,9 48,0 10,12 196,3 13,3
11 1* -1 0 -1 13,9 19,2 4,5 12,39 18,7 4,2 48,5 7,03 263,3 14,1
12 5* -1 -1 +1 13,9 17,9 9,4 12,94 18,1 8,7 48,0 9,63 197,3 10,9
13 3 +1 +1 -1 17,1 20,5 4,5 15,55 20,5 4,0 48,5 8,80 247,2 12,1
14 7 +1 0 +1 17,1 19,2 9,4 16,94 19,2 8,6 48,5 11,22 251,0 13,1
15 3* +1 0 -1 17,1 19,2 4,5 16,75 18,6 4,4 49,0 9,29 266,3 14,4
16 7* +1 0 +1 17,1 19,2 9,4 15,47 19,9 8,1 49,0 11,03 290,7 14,6
Table 11: Experiment design and the actual conditions of the industrial pulping trials
The following independent variables, i.e. the parameters being regulated, were selected:
- Stock consistency,
- Stock volume,
- Concentration of the De-Stick-Ink (DSI).
Both the stock consistency and the DSI concentration were changed on two levels of the value of
these parameters, namely: stock consistency as 13% and 17%, and DSI concentration as 4.5 kg/m
3
and 9.4 kg/m
3
, counting on the commercial product. But the stock volume was changed on three levels
of the value of this parameter, namely: 17.9 m
3
, 19.2 m
3
, and 20.5 m
3
. Both stock consistency and
stock volume were changed within the ranges covering the laminar regime of flow observed in the
pulper. To describe the laminar regime of stock flow in the pulper in detail the power consumption was
registered with the analyser installed specifically for purposes of the mill trials, and the factors derived
from that power consumption were calculated.
In table 11 the actual values are also given of such parameters which were not regulated, such as:
- Stock temperature,
- Stock pH,
- Power consumption,
- Power dissipation in the unit volume of the slurry.
The above listed parameters could significantly influence the results gained in the industrial pulping
trials. For example, it was planned that temperature of the slurry in the pulper would be equal to 50C,
i.e. close to the melting point of the agglomerant used in the De-Stick-Ink 4.5 composition. However,
temperature of recovered paper was below 0C (according to the measurements: minus 7C). This
resulted in the stock temperature which was lower than the planned one. Differences in stock pH
measurements were found, also caused by the same factors which altered the stock consistency
(inaccurate dosing of water and recovered paper). Values of the power consumption, gathered in table
11, are calculated as an average from the period between the feeding of the pulper (with recovered
paper and water) and the beginning of its emptying. Values of the power dissipation are computed
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
48
from the average power consumption and actual values of the stock volume. The factorial statistical
analyses and the regression analyses were made for the results gained in the trials regarding the
power consumption. The results gained in these analyses show that both the net power consumption
(table 12) and the net power dissipation in unit stock volume (table 13) are much more influenced by
the stock volume(X
2
) in the pulper (the power of 2) than by the stock consistency (X
1
). In those tables
the statistically significant relationships are printed with the bold blue type; the same way is applied in
following tables with such statistical analyses.
Factor Result s(e) t(13) p -95,% +95,% b
i
s(b
i
) -95,% +95,%
Constant 179 16 11,47 0,0000 145 212,6 178,9 16 145 213
X
2
(Stock vol.) -62 29 -2,12 0,05 -126 1,2 -31,1 15 -63 1
X
2
2
(Stock vol.) 134 30 4,52 0,0006 70 197,7 66,9 15 35 99
X
1
*X
2
77 23 3,41 0,005 28 125,9 38,5 11 14 63
Table 12: Statistical analyses of the relationship between the net power consumption and
the pulping parameters (R^2= (0.76721, MS=438)
Factor Result s(e) t(13) p -95,% +95,% b
i
s(b
i
) -95,% +95,%
Constant 9,69 0,69 14,00 0,0000 8,2 11,2 9,69 0,69 8,2 11,2
X
2
(Stock vol.) -5,6 1,3 -4,32 0,0008 -8,4 -2,8 -2,82 0,65 -4,2 -1,4
X
2
2
(Stock vol.) 6,6 1,3 5,02 0,0002 3,8 9,4 3,29 0,66 1,9 4,7
X
1
*X
2
3,5 1,0 3,51 0,004 1,4 5,7 1,76 0,50 0,7 2,8
Table 13: Statistical analyses of the relationship between the net power dissipation and
the pulping parameters (R^2=0.66243, MS=0.863)
Fully completed results gained during the studies of the pulping process in the industrial trials, giving
the possibility of more detailed analyses, are presented in table 14. The columns with the pulping
parameters, taken from table 11, are in table 14 supplemented with the results characterising the pulp
after that process, such as its brightness and the parameters characterising the macro-stickies.
Stock
consist.
Stock
volume
DSI
concentr.
Stock
temp.
pH Net
power
consump.
Net
power
dissip.
Pulp
bright-
ness
Macro-stickies
content
Parameters of the
dislocated lognormal
distribution of the
macro-stickies size
R
457
S
A
S
N
[%] [m
3
] [kg/m
3
] [
o
C] [-] [kW] [kW/m
3
] [%] [mm
2
/kg] [no/kg] [-] [-]
18,23 23,7 4,1 43,0 7,54 321,3 13,6 65,4 9331 37440 -3,3685 2,2956
17,90 20,4 9,5 42,0 10,80 264,8 13,0 64,1 8452 21120 -3,6049 2,5304
18,11 20,2 4,8 44,0 7,20 283,4 14,1 59,5 9993 35040 -3,6285 2,3668
17,95 20,2 9,7 44,0 10,60 246,0 12,2 65,0 10306 50640 -3,1674 2,1313
14,96 17,7 5,3 44,0 7,60 224,9 12,7 69,6 1006 9480 -4,5762 2,2739
14,84 18,4 10,2 45,5 10,98 192,4 10,5 59,9 15933 45600 -2,9265 2,2883
12,45 20,9 4,4 46,5 7,16 198,5 9,5 63,5 14007 29520 -3,3651 2,4391
13,93 18,8 9,9 49,0 11,05 269,1 14,3 66,2 11010 57000 -3,4760 2,2052
14,17 16,0 5,0 48,0 8,44 208,6 13,0 76,6 2661 8040 -3,8805 2,7957
15,49 14,8 10,9 48,0 10,12 196,3 13,3 62,5 6606 20040 -3,0263 2,2307
12,39 18,7 4,2 48,5 7,03 263,3 14,1 56,4 12305 25680 -3,8488 2,2413
12,94 18,1 8,7 48,0 9,63 197,3 10,9 59,6 6998 27300 -4,0507 2,3745
15,55 20,5 4,0 48,5 8,80 247,2 12,1 65,7 23248 55080 -2,8817 2,5997
16,94 19,2 8,6 48,5 11,22 251,0 13,1 63,4 4557 18060 -3,7452 2,2977
16,75 18,6 4,4 49,0 9,29 266,3 14,4 63,6 6536 18480 -3,6901 2,5761
15,47 19,9 8,1 49,0 11,03 290,7 14,6 64,8 4921 21840 -3,2359 2,3009
16,60 21,8 8,8 48,5 11,25 290,4 13,3 63,3 14643 33120 -2,5874 2,4504
Table 14: Parameters of the pulping process and properties of the pulp after that process,
its brightness and the parameters characterising the macro-stickies present in that pulp
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
49
An influence of the new pulping technology on properties of the produced pulp,
regarding the macro-stickies present in the pulp and the pulp brightness
Assessing the absolute values of the results gained it the pulping trials, it should be kept in mind that
the mill trials were run under different conditions than the optimal ones elaborated in the pilot scale;
regarding especially the following issues:
- In the mill trials the water temperature was lower than the melting point of the agglomerant;
moreover, there was no possible to apply the agglomerant with melting point about 40C, selected
in the optimisation studies.
- Pulping time in the mill trials was about 50% shorter than in the pilot scale; by sheer coincidence,
during the trials the deinking line had to supply the pulp for two paper machines.
- Different adhesives were present in recovered papers processed during the mill trials. Large
quantities of bookbinding hot-melt adhesives were detected, and the pressure sensitive adhesives
materials on plastic foil base prevailed.
Instead of the above obstacles, such very positive results were gained in the pulping trials, consciously
run according to the new pulping technology, regarding both pulp brightness and shaping such
properties of the macro-stickies present in the pulp which are required for successful stickies removal
in subsequent steps of the deinking process. The searching of relationships between the two groups
of data, i.e. parameters of the pulping process and properties of the pulp after that process, shows the
statistically significant influence (at p=0.05) on the scale parameter of the dislocated lognormal
distribution of the macro-stickies size by two parameters of the pulping process, namely stock volume
(X
2
), related to the power dissipation during the pulping run under the laminar regime of flow, as well
as of the De-Stick-Ink concentration (X
3
); see table 15.
Factor Result s(e) t(13) p -95,% +95,% b
i
s(b
i
) -95,% +95,%
Constant -3,54 0,10 -35,38 0,00 -3,8 -3,3 -3,54 0,10 -3,8 -3,3
X
2
(Stock vol.) 0,57 0,24 2,38 0,03 0,1 1,1 0,28 0,12 0,0 0,5
X
3
(DSI conc.) 0,46 0,20 2,28 0,04 0,0 0,9 0,23 0,10 0,0 0,4
X
2
*X
3
-0,35 0,24 -1,48 0,16 -0,9 0,2 -0,18 0,12 -0,4 0,1
Table 15: Results of statistical analyses of the interrelationships between the parameter of the
macro-stickies size distribution and parameters of the pulping process (R^2= 0.44974, MS=0.162)
The results, which are presented in table 15, have been received thanks to eliminating not so
significant factors, according to the Pareto chart illustrated in figure 28. In the Pareto chart the factors
are ordered in sequence of their significance in shaping values of the parameter of the macro-
stickies size distribution. The data illustrated in this Pareto chart are evidence that concentration of the
De-Stick-Ink (DSI), denoted X
3
, is the most significant for alteration in the parameter.
-0,06
0,11
-0,25
-0,36
-0,46
1,10
1,90
p=,05
Standardized Effects (Absolute Value)
x1*x2
x1
x1*x3
x2*x2
x2*x3
x2
x3
Figure 28: Pareto chart of the standardized effects of the studied pulping parameters
(and their interactions) on shaping the parameter
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
50
A lack of statistically significant influence of the stock consistency (X
1
) should be pointed out. After
limiting the number of factors to first three factors only, the Pareto chart is transformed into the version
illustrated in figure 29.
-1,48
2,28
2,38
p=,05
Standardized Effects(Absolute Value)
x2*x3
x3
x2
Figure 29: Pareto chart of the standardized effects of the studied pulping parameters
(and their interactions) on shaping the parameter; only for first three factors
In that version of the Pareto chart (see figure 29) a sequence of the factors was changed; however, an
influence of the DSI concentration (X
3
) was still statistically significant for shaping the parameter.
The significance of the DSI concentration (X
3
) and the stock volume in the pulper (X
2
) for alteration in
the parameter should be understood as the serious justification of the elaborated principles of the
new pulping technology for the deinking process. The same may be said about the results of the
statistical analyses of such interrelationships in shaping parameter, presented in table 16. However,
in this case the lower significance level (p=0.1) was applied which is also acceptable for industrial
trails. Among the studied parameters, only the DSI concentration (X
3
) was statistically significant for
shaping the parameter. This may be perceived also in figure 30, presenting the Pareto chart for first
three factors having an influence on the parameter.
Factor Result s(e) t(13) p -95,% +95,% b
i
s(b
i
) -95,% +95,%
Constant 2,384 0,041 57,89 0,0 2,31 2,46 2,384 0,041 2,31 2,46
X
1
(Stock conc.) 0,10 0,12 0,90 0,4 -0,1 0,3 0,052 0,058 -0,05 0,16
X
2
(Stock vol.) -0,10 0,14 -0,70 0,5 -0,3 0,2 -0,050 0,071 -0,17 0,08
X
3
(DSI conc.) -0,155 0,084 -1,83 0,1 -0,30 -0,01 -0,077 0,042 -0,15 -0,00
Table 16: Results of statistical analyses of the interrelationships between the parameter of the
macro-stickies size distribution and parameters of the pulping process (R^2=0.21836, MS=0.0279)
-0,70
0,90
-1,83
p=,1
Standardized Effects (Absolute Value)
X2
X1
X3
Figure 30: Pareto chart of the standardized effects of the studied pulping parameters
on shaping the parameter, only for three main factors
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
51
Such statistical analyses showed a lack of any significant relationship between the macro-stickies
content - S
A
[mm
2
/kg] and S
N
[N
o
/kg] in pulps received according to the new pulping technology and
the pulping parameters in the mill trials. Probably this was also a result of the random quantities of
adhesives in the following batches of recovered papers introduced to the pulper.
Additional and such a very convincing argument for the new pulping technology, which is approving its
principles, was presented by the results gained in statistical analyses of the interrelationships between
the pulp brightness after the pulping process and parameters of that process, which are gathered in
table 17. They were received after gradual eliminating not so significant factors, according to the
Pareto chart illustrated in figure 31.
Factor Result s(e) t(13) p -95,% +95,% b
i
s(b
i
) -95,% +95,%
Constant 64,36 0,98 65,82 0,00 62,3 66,4 64,36 0,98 62,3 66,4
X
2
*X
3
5,2 2,30 2,23 0,04 0,2 10,2 2,6 1,2 0,1 5,1
Table 16: Results of statistical analyses of the interrelationships between the pulp brightness after the
pulping process (R
457
) and parameters of the pulping process (R^2=0. 24901, MS=15.93)
-0,92
0,92
0,96
-1,14
-1,22
-1,50
2,10
p=,05
Standardized Effects (Absolute Value)
X1*X3
X2
X1
X*X2
X3
X2*X2
X2*X3
Figure 31: Pareto chart of the standardized effects of the studied pulping parameters
(and their interactions) on shaping the pulp brightness (R
457
) after the pulping process
As it is shown both in table 17 and in figure 31, the most significant for shaping the pulp brightness is
an interaction between the stock volume in the pulper (which is related to the power dissipation) and
the DSI concentration (X
2
* X
3
). Such interaction, so advantageous for brightness of the pulp after the
pulping, may be understood as the result of the agglomeration between the ink particles and probably
also their co-agglomeration with sticky particles, during the pulping step run according to the new
pulping technology which is properly preparing such contaminant particles to processes of their
agglomeration and co-agglomeration.
So the pulping trials at the Krapkowice deinking line proved the principles of the new pulping
technology which enables to exert controlling influence on comminution of the adhesive layers to
shape properties of the minute particles (stickies) created from such layers, especially the stickies
size and the hydrophobic character of the stickies surfaces. Applying both the agglomerant and the
laminar regime of flow during the pulping step, according to the new pulping technology, resulted in an
increase of the stickies size, of their agglomerates, and of such their co-agglomerates with ink
particles which were sufficiently tacky to be detected according to the INGEDE method n4. Such
effects are perceived in so valuable alteration both in pulp brightness and in parameters of the
dislocated lognormal distribution of the macro-stickies size. The latter was perceived as an increase of
the parameter (meaning the particle size increase) and a decrease of the parameter (meaning the
narrower range of the particle size). The statistically significant influence on pulp brightness and on
both parameters and by two parameters of the pulping process, namely stock volume (X
2
) and the
De-Stick-Ink concentration (X
3
) or their interaction - was found in the pulping trials. Such two
parameters of the pulping step are characteristic feature of the new pulping technology as the stock
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
52
volume in the pulping trials was related to the power dissipation during the pulping run under the
laminar regime of flow, and the DSI concentration was measure of the agglomerant concentration.
Moreover, the pulping trials proved usefulness of the parameters ( and ) of the dislocated lognormal
distribution of the macro-stickies size for characterising population of the macro-stickies and their
agglomerates, as well as such their co-agglomerates with ink particles which are detected by the
INGEDE method n4. It should be pointed out that running of the pulping of recovered papers
according to the new pulping technology have not caused any problems in industrial scale. And
therefore the pulping trials at the Krapkowice deinking line proved that the pulping step may be
consciously and without any difficulties run according to the new pulping technology to prepare the
pulp in such a way which should enable not only the successful deinking of that pulp but also its
efficient de-sticking during subsequent steps of the deinking process, especially in fine slot screening.
Separation of the macro-stickies in the deinking process after the pulping trials at
the Krapkowice deinking line
To examine any possible influence of shaping by the new pulping technology such properties of the
macro-stickies which are important for their efficient removal in the subsequent steps, there was a
need to observe their fates in the entire deinking process. To that end more detailed information about
flow intensities of fibrous slurry and process water was required. According to measurements of
consistency and flow intensity in the selected places of that deinking line, the balances of slurry flows
were elaborated (see figure 32), presented in a form of the Sankey diagrams, separately for each of
three trials performed in the mill trials, and denoted: De-Inking, De-Stick-Ink 1, and De-Stick-Ink 2.
In the trial denoted as De-Inking (DI) the pulping of recovered paper was performed in the routine
way practiced in the Krapkowice deinking line. However, in the trials denoted as De-Stick-Ink 1 (DSI 1)
and De-Stick-Ink 2 (DSI 2) the pulping of recovered paper was run according to the experiment design
presented in table 11. And therefore three Sankey diagrams in figure 32, also denoted: DI, DSI 1, and
DSI 2 are showing a course of further processing of the pulps gained in each trial at the pulping step.
Samples for elaborating the DSI 1 data were taken after introducing to the deinking process the pulps
from first seven batches of the pulping step run according to the experiment design (see table 11), and
samples for elaborating the DSI 2 data were taken after introducing to the deinking process the pulp
from the 15
th
batch of the pulping step run according to the experiment design.
Figure 32: Sankey diagrams with flow rates in the Krapkowice deinking line, separately shown for
three mill trials, and denoted: De-Inking (DI), De-Stick-Ink 1 (DSI 1), and De-Stick-Ink 2 (DSI 2)
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
53
Once again it should be pointed out that the ICP attempts to evaluate further steps of the deinking
process, which followed the pulping step, were limited only to registration of the actual parameters of
these further steps, without, however, any attempts to modify their levels; according to the agreement
with the Krapkowice mill. So the further steps of the deinking process were run in the routine way to
achieve the aimed goals of the entire process of tissue manufacture, and this also clarifies the
differences in some stream rates perceived in the Sankey diagrams presented in figure 32. The
differences were taken into account in further analyses of the macro-stickies behaviour in different
steps of the deinking process, during the mill trials.
Moreover, as it was formerly stated, large quantities of bookbinding adhesives were detected in
recovered papers processed in the Krapkowice deinking line during the mill trials. The bookbinding
hot-melt adhesives are applied in liquid form (after their melting) in binding processes. After cooling
down such adhesives transform into solid state loosing their tackiness. In such solid state, however,
layers of the hot-melt bookbinding adhesives present in recovered paper may survive the pulping step
thanks to their high cohesive strength. Nonetheless, comminution of the layers or larger particles of
the bookbinding hot-melt adhesives may progress after the pulping step, in the subsequent step of the
deinking process. Solid particles of the bookbinding hot-melt adhesives are non-sticky, nevertheless,
under conditions applied in the INGEDE method n4 such particles are detected as the macro-stickies.
Most likely the minute particles of the bookbinding hot-melt adhesives present in deinked pulp can
cause troubles during the process of making paper from the deinked pulp contaminated by such
particles, especially at elevated temperature resulting in their stickiness, so they should be removed
from the deinked pulp.
Regarding the mill trials at the Krapkowice deinking line, however, such additional portion of the non-
sticky particles (but detected as macro-stickies according to the INGEDE method n4), not present in
the pulp just after the pulping step but introduced to the pulp stream in the subsequent step of the
deinking process, caused serious difficulties in evaluating an influence of the pulping step run
according to the new pulping technology on the separation efficiency of the sticky particles in
subsequent steps of the Krapkowice deinking line. For this reason, the issue of such specific stickies
needed more thorough discussion.
To examine the question closely, more detailed analyses were made regarding possible sources of the
macro-stickies present in the pulp directed to the ADS 7 separator. In figure 33 the theoretical
frequency distribution functions of the macro-stickies size are additionally shown for the stickies
present in the pulp after the pulper diluted with process water (indexed as + wo), and in that diluted
pulp supplemented with the reject of light trash from the ADS 7 separator (indexed as + wo + rl).
Such additional frequency distribution functions were calculated from the stream balances and the
macro-stickies contents in appropriate streams of the pulp. In some cases, however, analyses of
some streams were consciously omitted, according to a growing need to limit number of the samples.
And therefore the data characterising the stream indexed rh were applied instead of the data
characterising a stream of the accepted pulp from the Diabolo DF3 separator. Both such specified
theoretical frequency distribution functions are located much below the distribution functions for the
pulps just before the ADS 7 separator (denoted as S
NA
); see figure 33. This may be understood that
an increase of the macro-stickies content in that pulp stream directed to the ADS 7 separator is
caused by comminution activities of the separators, such as the Poire separator and both Diabolo
separators (DF3 and DT2), all of them working in similar way but being different in size.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
54
De-Inking
0,0 0,1 0,2 0,3 0,4 0,5
X[mm
2
]
0
20000
40000
60000
80000
1E5
1,2E5
S
N
[
N
o
/k
g
]
De-Stick-Ink 1
0,0 0,1 0,2 0,3 0,4 0,5
X[mm
2
]
De-Stick-Ink 2
0,0 0,1 0,2 0,3 0,4 0,5
X[mm
2
]
SNA =36180*ILognorm(x-0,014;-3,6969;2,6585)
SNH =18540*ILognorm(x-0,014;-3,2973;2,0767)
SNA[mm2/kg]=10290
SNA =109620*ILognorm(x-0,014;-4,8854;2,2704)
SNH =29500*ILognorm(x-0,014;-3,3651;2,4391)
SNA =27060*ILognorm(x-0,014;-4,7742;2,5424)
SNH =18480*ILognorm(x-0,014;-3,6901;2,5761)
S
NA
[mm2/kg]=14850
S
NA
[mm2/kg]=4130
S
NH
[mm
2
/kg]=3540
S
NH
[mm
2
/kg]=14010
S
NH
[mm
2
/kg]=6536
+ wo + rl
+ wo
Figure 33: A comparison of the frequency distribution functions of the macro-stickies size in the pulp
after the pulper (S
NH
in blue) and in the pulp just before the ADS 7 separator (S
NA
- in red), for the
studied variants DI, DSI 1, and DSI 2. Experimentally determined total surface areas of the macro-
stickies, in [mm
2
/kg], are also presented. The theoretical distribution functions of the macro-stickies
present in the pulp from the pulper diluted with process water, indexed as + wo (in green), and in that
diluted pulp supplemented with the rejects of light trash (from the ADS 7 separator), indexed as
+wo+rl (in violet) - are added
Neglecting a contribution made by each one of the separators, it was more significant to know what
had been divided in them into minute particles which later were detected as macro-stickies in the
INGEDE method n4. During detailed inspections of the rejects from the separators considerable
amounts of the PSA plastic foils were found in both rejects. In the reject from the Poire separator also
plastic bands and plastic labels were found, with quite well survived adhesive layers; as it had been
observed in the ICP pilot plant experiments with the PSA on plastic foils. However, the rejects from the
Diabolo DF3 separator contained additionally considerable quantities of larger pieces derived from the
bookbinding hot-melt adhesives used to combine together the spines of the folded paper sheets. Such
larger pieces of the bookbinding hot-melts maintained almost the same size and shape as in the
recovered paper introduced to the pulper; see the photograph shown in figure 34.
Figure 34: A comparison between the piece of the bookbinding hot-melt adhesive, found in the reject
from the DF3 Diabolo separator, and the form of that adhesive combining together a spine of the
folded paper sheets, present in recovered papers processed during the mill trials
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
55
Most likely during the mechanical treatment in the DF3 separator a part of larger fragments of the
bookbinding hot-melts is divided into minute particles which are turned back to the pulp stream. This
additional admixture of such stickies, being non-sticky particles in the deinking line but detected as the
macro-stickies by the INGEDE method n4, results in a considerable increase of the macro-stickies
content (denoted as S
NA
) in the pulp stream directed to the ADS 7 separator. It may be assumed
therefore that such increase of the macro-stickies content in the pulp just before the screening step is
caused by the mechanical comminution of the binding hot-melts in the DF3 separator. This posed
such a serious obstacle to the detailed evaluation of an influence of the new pulping technology on the
separation efficiency of the macro-stickies (derived from the PSA materials) in subsequent steps of the
deinking process. Moreover, it must be pointed out that such stickies (from the bookbinding hot-melts)
were generated outside of the pulper, so without due interaction with the agglomerant added to the
pulping step, according to the new pulping technology.
Nevertheless, it was possible to detect some positive influences of the new pulping technology on
separation of the sticky particles in subsequent steps of the Krapkowice deinking line. An extrusion of
the flat-shaped macro-stickies through slots of the slotted screen manifested itself after the routine
pulping (variant DI), resulting in higher maximal size of the macro-stickies (in the accepts after
screening in the ADS 7 separator), equal to 0.4 mm
2
, in comparison with 0.32 mm
2
, characteristic of
the results gained after the new pulping technology (variants DSI 1 and DSI 2). This does show such a
positive aspect of the new pulping technology in which, thanks to the processes of agglomeration and
probably also co-agglomeration, the granulation of the sticky particles is progressing, creating oblong
particles (granules) less susceptible to their comminution, as well as not proper for their extrusion
through slots of the slotted screen. This is perceived in the blue lines (depicting the pulps accepted after
screening in the ADS 7 separator) which are shorter for the variants run according to the new pulping
technology (DSI 1 and DSI 2), in comparison with the variant run in routine way (DI); see figure 35.
De-Inking
0,05 0,15 0,25 0,35
x [mm
2
]
0
50000
100000
150000
200000
250000
300000
350000
400000
S
N
[N
o
/k
g
]
De-Stick-Ink 1
0,05 0,15 0,25 0,35
x [mm
2
]
De-Stick-Ink 2
0,05 0,15 0,25 0,35
x [mm
2
]
SNa=45360*ILognorm(x-0,014;-3,6208;2,5287)
SNi=36180*ILognorm(x-0,014;-3,6969;2,6585)
SNrh=491580*ILognorm(x-0,014;-4,2482;2,6800)
SNrl=47280*ILognorm(x-0,014;-3,6089;2,5356)
SNa=148320*ILognorm(x-0,014;-5,440;2,179)
SNi=109620*ILognorm(x-0,014;-4,8854;2,2704)
SNrh=403140*ILognorm(x-0,014;-4,1263;2,6079)
SNrl=52260*ILognorm(x-0,014;-4,4032;2,4838)
SNa =60420*ILognorm(x-0,014;-4,5513;2,2493)
SNi =27060*ILognorm(x-0,014;-4,7742;2,5424)
SNr h=412220*ILognorm(x-0,014;-4,169;2,6194)
SNr l=31080*ILognorm(x-0,014;-4,6033;2,6044)
S
Aa
[mm
2
/kg]=11660
S
Arl
[mm
2
/kg]=12256
S
Aa
[mm
2
/kg]=13640
S
Arl
[mm
2
/kg]=8460
S
Arl
[mm
2
/kg]=7610
S
Aa
[mm
2
/kg]=11600
S
Arh
[mm
2
/kg]=270640
S
Arh
[mm
2
/kg]=339490
S
Ai
[mm
2
/kg]=14850
S
Ai
[mm
2
/kg]=4130
S
Arh
[mm
2
/kg]=338150
S
Ai
[mm
2
/kg]=10290
Figure 35: A comparison between the frequency distributions of the macro-stickies in the pulps
processed in the ADS 7 separator, during the mill trials for the variants denoted: DI, DSI 1, and DSI 2.
Macro-stickies in inlet pulps are denoted S
Ai
in green, in accepted pulp as S
Aa
in blue, and in
rejected pulps as S
Arh
(in red) and as S
Arl
(in brown). Experimentally determined total surface areas of
the macro-stickies, in [mm
2
/kg], are added
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
56
Some positive results of the new pulping technology, regarding separation of the macro-stickies from
the stock were found in the first stage of hydrocyclones, during the cleaning step. This is perceived in
the violet lines depicting the cleanliness efficiency E
C
; see figure 36.
De-Inking
0,05 0,15 0,25 0,35 0,45
X [mm
2
]
0
20000
40000
60000
80000
100000
120000
140000
160000
180000
200000
220000
240000
S
N
[
N
o
/k
g
]
De-Stick-Ink 1
0,05 0,15 0,25 0,35 0,45
X [mm
2
]
De-Stick-Ink 2
0,05 0,15 0,25 0,35 0,45
X [mm
2
]
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
1 0 0
E
C
[%
]
SNa=29220*ILognorm(x-0,014;-4,8771;2,4805)
SNi=57360*ILognorm(x-0,014;-3,5531;2,4639)
SNr=141300*ILognorm(x-0,014;-4,4464;2,4652)
SNa=20940*ILognorm(x-0,014;-3,3268;2,5463)
SNi=57060*ILognorm(x-0,014;-3,5766;2,45314)
SNr=151500*ILognorm(x-0,014;-3,8331;2,534)
SNa =40500*ILognorm(x-0,014;-4,1136;2,6475)
SNi =72120*ILognorm(x-0,014;-3,722;2,4055)
SNr=264540*ILognorm(x-0,014;-4,5316;2,6163)
S
Aa
[mm
2
/kg]=4070
S
Aa
[mm
2
/kg]=5940
S
Aa
[mm
2
/kg]=8660
S
Ar
[mm
2
/kg]=34050
S
Ar
[mm
2
/kg]=54950
S
Ai
[mm
2
/kg]=16240
S
Ai
[mm
2
/kg]=14960
S
Ar
[mm
2
/kg]=19840
S
Ai
[mm
2
/kg]=13130
100%
80%
E
C E
C
E
C
Figure 36: A comparison between the frequency distributions of the macro-stickies in the pulps
processed in the first stage of the cleaning in hydrocyclones, during the mill trials for the variants
denoted: DI, DSI 1, and DSI 2. Macro-stickies in inlet pulps are denoted S
Ai
in green, in accepted
pulp as S
Aa
in blue, and in rejected pulps as S
Ar
- in red. Experimentally determined total surface
areas of the macro-stickies, in [mm
2
/kg], are added. The graphs are supplemented with the
cleanliness efficiency E
C
in violet
According to the data presented in figure 36, the first stage of the cleaning in hydrocyclones is such an
efficient way to remove the macro-stickies from the deinked pulp. The cleanliness efficiency is above
80% within the entire range of the studied macro-stickies size. After stock preparation in the pulping
step according to the new pulping technology (variants DSI 1 and DSI 2), however, that cleanliness
efficiency was additionally improved to 85%, regarding separation of the macro-stickies smaller than
0.05 mm
2
from the stock. However, there was a lack of possibility to study the separation of the
macro-stickies from the stock in further stages of the cleaning step owing to their malfunction during
the mill trials.
According to the detailed analyses of the results gained in the mill trials, it may be concluded that such
combination of deinking and de-sticking processes, in which the new pulping technology is applied,
requires the properly adjusted management of accepts and rejects in some key points of the deinking
line to separate efficiently also the macro-stickies, successfully using their modification made during
the pulping step run according to the new pulping technology. In the Krapkowice deinking line such a
satisfactory solution towards resolve the stickies problem could be the directing of the accepted pulp
from the DF3 Diabolo separator to the pulper via the water pre-heater; however, the accepted pulp
from the DT2 Diabolo separator should be introduced to the water circuit just before clarifying of
process water in the micro-flotation step. And therefore analyses of the flow balances of the macro-
stickies in the entire deinking process are needed, as well as the control system of the macro-stickies
content and properties should be established in the key points of the process, to put into practice the
new pulping technology. The mill trials have approved the technical possibilities of that new pulping
technology to conscious shaping the macro-stickies properties in such a way which is advantageous
for their further separation from the stock, in subsequent step of the deinking process.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
57
4.1.6. Conclusions and perspectives
Besides the comparative pilot pulping trials, which did not allow to conclude definitely about the
advantages of the drum pulper compared to the batch pulper in terms of stickies fragmentation and
subsequent removal with slotted screens, most of the research effort has been placed on the
development of a new pulping technology by ICP, from the lab and pilot phases until the industrial
scale tests in the Krapkowice deinking mill.
Indeed, some identification works and initial studies at the Krapkowice deinking line proved a lack of
efficiency in de-sticking of the deinked pulp, because (like in other cases) both deinking lines and
deinking technologies are designed to remove ink and toner particles, also excess of fillers, but they
are usually not suitable for efficient separation from the stock such specific contaminants as the sticky
particles (stickies) are. However, also in industrial practice the usefulness of the parameters ( and )
of the dislocated lognormal distribution of the macro-stickies size for characterising populations of
stickies was approved. This enabled calculating of the cleanliness efficiency with applying the density
functions of that distribution of the macro-stickies size, for evaluating their separation in subsequent
steps of the deinking process.
The pulping trials on stock preparation in the pulper, at the Krapkowice deinking line, clearly
demonstrated technical possibilities of the new pulping technology in exerting the controlling influence
on properties of the sticky particles and on the detachment of ink particles, which manifested itself in
increasing the parameter (an increase of the stickies size) and decreasing the parameter
(narrower range of the stickies size), also in improving the pulp brightness after the pulping step. Such
positive results were connected, in statistically significant way, with the parameters characteristic of
the new pulping technology, related to the agglomerant concentration and to the power dissipation
during the pulping step run under laminar regime of flow in the pulper. Moreover, the pulping trials at
the Krapkowice deinking were consciously and successfully run according to the new pulping
technology, without any difficulties.
In the second part of the mill trials at the Krapkowice deinking line, run in the routine way and without
any possible alteration in the course of subsequent steps, the obstacles were identified in the way of
exploiting fully the modified (by the new pulping technology) properties of contaminant particles in
processes of their further separation from the stock. It was shown that the pulping step run according
to the new pulping technology must be followed by the modified management of selected accepts and
rejects in some steps of the deinking process, to satisfy both deinking of the stock and its de-sticking.
And therefore to exploit fully such positive effects of the new pulping technology in a given deinking
line, the systematic analysis of the stickies problem in that deinking line is required, applying the
methods elaborated in the ScreenClean project. After such analyses the strategy should be worked
out for applying the new pulping technology to the stickies problem abatement. Implementation of that
strategy should be successful in existing deinking lines; however, further improvements may be
expected in such modified deinking systems, consciously oriented towards removing not only ink
particles (or toner and filler) but sticky particles too, according to the new pulping technology. And
there is a need to cooperate with suppliers of the deinking line equipment, also with producers of the
chemical additives for paper-making. A conceptual framework of such further activities to put into
practice the new pulping technology directed towards both deinking and de-sticking, elaborated in the
ScreenClean project, could be proposed by the coordinator of that project.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
58
4.2. Pressure screening
4.2.1. Background and objectives
Pressure screening is the best available technology to remove macro-stickies and contaminants.
Fibres pass the slots while contraries should be retained on the screen plate. Screening is currently
performed in deinking mills with slots down to 0.10 or 0.12 mm for respectively wood-free (MOW) and
wood-containing (ONP/OMG) deinked pulp [31, 63-64]. Fine screening systems in European DIP lines
are typically operated with 0.15 mm wedge wire slots in the low-consistency range [2]. The particular
behaviour of stickies in screens is characterized by their ability to be extruded through the slots by the
pressure generated by the rotor and the pulp flow, which is a consequence of the visco-elastic
properties of the adhesive material. Soft deformable stickies particles which can be extruded through
slots should be considered as probability contaminants (normally particles with at least one
dimension smaller than the slot width) rather than barrier contaminants (normally particles with all
dimensions larger than the slot width). The behaviour of such particles in pressure screens can be
characterised, on average, by a particle passage ratio, which is defined by the ratio of the downstream
to the upstream particle concentration in a screen cylinder section, according to the probability
screening theory [11-15]. Basic studies were carried out over the last decade at several research
institutes, as reviewed in [4], to develop the understanding of the screening process at the scales of
both pulp macro-flow conditions around the rotor and unsteady micro-flow conditions and particle
separation phenomena at the surface of the screen plate and through the slots (figure 37). Typically
with foil rotors, the pressure pulse and duration are respectively about 5 to 50 kPa over 10 to 30 ms for
the positive pressure pulse and 50 to 200 kPa over 1 to 5 ms for the negative pressure pulse.
20 ms 3 ms
Vs
+
Vp = Average Vs
+
Vs
-
Vs
-
P
+
P
-
20 ms 3 ms
Vs
+
Vp = Average Vs
+
Vs
-
Vs
-
P
+
P
-
Vx
F
A
R
Vx
F
A
R
Figure 37: Schematic of the pressure screen (left) and pressure variations at the screen plate (right)
Investigations at CTP in this field were first performed with relevant probability contaminants, i.e.
flat-shaped particles (0.5 mm
2
films) and long-shaped particles (shives) with lower thickness than the
slot width. A major conclusion about these studies [4] was that all the parameters which improved the
passage of the fibres through the slots, i.e. increasing slot width and the effective normalised slot
velocity, also increased the passage of the tested probability contaminants. Increasing the passing
velocity (calculated from the accept flow rate), reducing the slot friction factor with wedge wire design
and increasing the intensity and duration of the positive pressure pulse created by the rotor were
assumed to increase the effective slot velocity during the screening phase and thus to increase the
probability for particles to be captured in the fluid exit layer and then to pass the slot. The effective
normalised slot velocity was an extended definition of the normalised slot velocity [16], i.e. the ratio of
the effective slot velocity to the tangential velocity at the surface of the screen cylinder. Increasing the
thickness of the exit fluid layer taken from the flow at the top of the profiles and turning into the slot
was assumed to enhance its ability to drive particles towards the slot inlet. Numerical simulation
showed that this fluid layer thickness was roughly proportional to the normalised slot velocity and to
the slot width [17]. The effects observed when changing rotor velocity were attributed to changes
induced by the tangential fluid velocity in the exit layer thickness [4].
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
59
Practically, probability screening efficiency, i.e. the selectivity of the separation between fibres and thin
contaminants showed to be very difficult to improve by changing slot velocity and design or rotor
velocity and design, at given profile design. Clear improvement of the screening efficiency was only
achieved by reducing the height of the profiles, which was attributed to particle contacts with the
inclined profile walls assumed to reject more efficiently large and stiff contaminants compared to
flexible fibres. Indeed, the hydrodynamic screening mechanisms revealed through the investigations
with thin flat and long-shaped particles should also apply to stickies at least until the particle has
reached the slot inlet. Then the extrusion process should become decisive.
The objectives in the research programme devoted to screening in this project were more particularly:
1. to develop the understanding of the very complex hydrodynamic screening and stickies extrusion
phenomena through numerical simulation,
2. to improve the stickies removal efficiency, on the basis of pilot low-consistency fine-slot screening
tests and with special focus on the optimisation of screen plate design,
3. to develop a model for the simulation of screening systems in mills,
4. and to investigate, on pilot scale, new and conventional high-consistency screening technology in
order to remove stickies as early as possible in the deinking line.
The numerical simulation work has been performed at LEGI while all the other tasks, including lab
studies about the extrusion of stickies in cooperation with LEGI/ITM, have been performed at CTP.
AFT was essentially involved in the pilot screening tests, providing test screen plates and knowledge.
4.2.2. Numerical simulation studies
The principle of operation of pressure screens is to produce overpressure at the surface of cylindrical
basket and so-called "feed" flow during the overpressure (P
+
and flow through the slots at velocity Vs
+
in figure 37) and to enforce the passage of paper fibres through very fine slots (100-200 m wide) and
to reject the contaminants, which are generally much larger in size. To avoid screen slots plugging the
intensive negative pressure pulses are produced by means of a rotor equipped with either foils or
blades. The experimental practice indicates, however, that soft and viscoelastic PSA particles are able
to pass the screen slots even if they are 3-4 times larger than the slot width [65-66]. The effectiveness
of the separation process is dependent on several factors among which the design of the screen plate
and rotor shape are the most important ones. During recent years, a variety of different screen slot
geometries were proposed, e.g. [18, 67], and introduced into industrial practice. The screening
mechanism is still, however, far from fully understood and must be investigated using different
methods. Since experimental studies are rather limited, the numerical modelling of the flow can
provide the complementary information, which could be used for the optimisation of the process.
The present research study was aimed at providing the insight into the behaviour (deformation and
possible extrusion) of "sticky" particles at the screen slot in order to identify and quantify the
parameters promoting the particle passage or rejection during screening process. In particular a
number of parameters was tested characterising the flow kinematics in the screen, screen profile
geometry as well as stickies size and material properties.
4.2.2.1. Numerical model of pressure screening
The optimisation of the contaminants screening process in pressure screen cannot be done without
the use of powerful numerical methods for flow simulation (CFD - computational fluid dynamics). In
order to built the relevant numerical model of the process the real features of the physical phenomena
should be taken into consideration, i.e.:
- multi-phase character (water, paper fibres, contaminants),
- three dimensional complex geometry with moving elements (rotor, screen plate surface),
- turbulence,
- rheological (viscoelastic) properties of adhesive materials,
- flow unsteadiness.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
60
As the numerical modelling, taking into account all the features mentioned above, seems to be
extremely challenging, it was decided to apply a simplified, the so-called decoupled approach, which
means that the entire screening process was split into two steps:
- during the former step single-phase (water) flow was modelled (by means of Fluent commercial
software) with the contaminants (treated as the rigid bodies) assumed to be at rest and located at
the inlet to the slot,
- the latter step was aimed at deformation analysis of viscoelastic particles and was performed with
the use of Ansys commercial code.
In order to couple both simulation steps the CFD solution was used as the boundary condition for the
deformation analysis. Such a solution strategy allowed to apply simplified partial models and as a
consequence to avoid problems related to the implementation of more complex (i.e. multiphase)
physical models.
Numerical model of the flow
According to previous extensive studies of screening process [17-18] the flow in the pressure screen
can be divided into two flow regions (figure 37):
- macro-flow - associated to the rotor, which can be assumed to be almost "solid rotation" motion
(except for the close neighbourhood of rotor blades/foils),
- micro-flow - in the vicinity of the screen surface where radial (slot) velocity component is of great
importance.
It was shown in [18] that the macro-flow can be substituted with the relevant boundary conditions
making possible the consideration of only micro-flow what in turn allows for huge reduction of the
extent of computational domain. In the present study, the following additional assumptions were made:
- no curvature of the screen basket is taken into consideration,
- flow is characterised only by centrifugal (tangential) and radial (slot) velocity components V
t
and
V
s
, respectively, with neglected axial velocity component,
- pure water with no contaminants and no paper fibres is assumed as the flowing medium,
- no flow unsteadiness resulting from foil passage is considered.
According to the simplifications
above the two-dimensional model
of the flow could be defined as a
single waveform (the close vicinity
of a single slot) with periodic
boundaries ("inlet" and "outlet") as
shown in figure 38. The flow is
enforced by the prescribed,
constant (time-independent) velocity
components at the "feed" edge
(simulating the macro-flow) in both
tangential and slot directions. The
tangential velocity component V
t
was assumed to be related to linear
velocity of passing foils [18] while
the slot velocity component V
s,f
results from the "accepted" flow
rate (passing the slot). There were
no prescribed flow parameters at
periodic boundaries.
Figure 38: Computational domain formulation
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
61
Screen profile design
During the present simulation two different screen profile designs were considered in order to compare
their performance in terms of stickies rejection:
- Microvortex Cobra (Kadant Lamort),
- Wedge Wire (Advanced Fiber Technologies)
The geometry and the most important dimensions of both profile types are shown in figure 39. In order
to make the comparison possible the slot width was kept constant and equal to w
sl
= 100m what was
also the case for the experimental trials. The radius r
c
of the slot inlet edge should also be pointed out
as it differs significantly for both designs, i.e. for WW profiles its value is appr. 200m while for MV-like
type is much smaller and according to laboratory measurements it lies within the range 10-100m. For
the present simulations value of 50m was chosen as the most representative.
Sticky's geometry model
To start up the simulation, the proper choice of the particle model should have been made first. It was
done on the basis of the experimental work [65-66] devoted to the study on the passage of "sticky"
particles through the slot. The authors considered acrylate-based PSA particles, which were produced
during laboratory pulping, performed,
however, under standard industrial conditions.
The image analysis of the particles allowed to
find that the "sticky" particles population is
dominated by the so-called "string-like"
particles [66], for which one dimension
(termed as length) was one order of
magnitude greater than the two others (termed
as width and thickness) with their average
values equal to:
- length: 2mm
- width: 0.3mm
- thickness: 0.3mm
The above data allowed to define the particle
model geometry as a cylinder enabling both
for 2D and 3D simulations.
With respect to real screening conditions, the
following simplifications were made during the
CFD simulation:
Figure 39: Screen profile designs analysed: (a) MicroVortex (MV) and (b) Wedge Wire (WW)
a
b
w
sl
= 100m
= 15
l = 0.8mm
(r
c
)
MV
= 2090m
(r
c
)
WW
= 200m
Figure 40: 3D computational domain
geometry and particle orientation
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
62
- particle becomes at rest at the inlet to the slot at the starting moment - the case corresponds to
the experimental conditions of [65-66] as well as to the experiment reported in section 4.2.3.1.
- particle is positioned as shown in figure 40 with its axis of symmetry parallel to the slot inlet edges,
which is the most-extrusion-promoting orientation,
- particle is regarded as a rigid body, i.e. there is no particle deformation and in turn no feedback on
the flow pattern.
Constitutive model of PSA material
According to the available technical literature, e.g. [65-66], and experimental tests reported in section
4.2.3., pressure sensitive adhesives reveal viscoelastic material properties. As the experimental trials
aimed at selection of the relevant viscoelastic model and determination of its parameters had not been
completed before simulation work was started, the generalised Maxwell model has been chosen to
represent the behaviour of PSA materials. The mechanical analog of generalised Maxwell model is
represented by N Maxwell elements (dashpot simulating viscous behaviour and spring acting as an
elastic element connected in series) and is shown schematically in figure 41.
The constitutive equation relating stress
and strain rate
(dot over symbol
denotes time differentiation) is given by
the following convolution integral:
=
t
0
' dt ) ' t ( ) ' t t ( G ) t (
The material properties G (shear or bulk
moduli) are expressed in integral form
using the kernel function of the Maxwell
elements as:
=
+ =
G ) / t exp( G ) t ( G
N
1 j
j j
where
j
=
j
/G
j
is the relaxation time and
j
stands for viscosity. Except for the
Maxwell elements the model includes an
additional spring preventing the material
against unlimited deformation
(characterised by G
).
In the present numerical investigations the single-element Maxwell model was applied with the
following set of parameters:
- shear modulus G = 0.07MPa
- shear modulus at infinite time G
= G / 10
- relaxation time = 1s
which were estimated from the elongation tests described in section 3.3.1.
Numerical tools
The simulations were performed with the use of well recognised commercial software packages, i.e.:
- FLUENT - the CFD code with its pre-processor GAMBIT for geometry and mesh generation,
- ANSYS - software for structural mechanics analysis.
Figure 41: The mechanical representation of
generalised Maxwell model
1
2
3
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
63
The CFD simulation requires a high-quality numerical mesh which means that the cell size should be
fine enough to match the smallest flow scales. In order to satisfy that requirement the multi-step mesh
generation and refinement procedure was applied (for details see report D3) which allowed to obtain
mesh-independent solution. The characteristics of the CFD solver used:
- finite-volume (FV) schemes for the discretization of the flow governing equations,
- k- RNG turbulence model,
- two-layer zonal model for near-wall treatment.
The second part of the simulation devoted to particle deformation was performed with the use of
ANSYS, version 5.7 with the following solver configuration:
- finite-element (FE) method for the discretisation of equations,
- "sparse direct solver" used.
All the details of numerical procedure (constraints definition, contact definition, transient loading
following the progressing deformation, etc.) can be found in the progress report D3.
4.2.2.2. Numerical flow simulation
Two-dimensional flow simulation - Single-profile domain
As the first step the simulations for simplified two-dimensional case were carried out with no particle
present in the computational domain. The computations were aimed at delivering the general
information about the flow pattern and providing an insight into the physics of the screening process.
As the flow kinematics in the pressure screen is of great importance for the screening efficiency the
two "governing" velocities have been changed at the following levels:
- average slot velocity V
s
= 1m/s, 4 m/s, 10m/s,
- tangential velocity at "feed" edge (see figure 38) V
t
= 5m/s, 10 m/s, 20m/s
and the corresponding velocity ratio = V
s
/ V
t
= 0.05 2, which covers completely typical industrial
conditions.
The general flow pattern for the velocity ratio = 0.4 (V
s
= 4m/s, V
t
= 10m/s) is shown in figure 42a.
Velocity vectors clearly reveal the presence of permanent cavity vortex rotating in clockwise direction
and occupying nearly whole room between consecutive screen profiles. The vortex shape and
dimensions as well as its kinematical characteristics are significantly affected by velocity ratio (see D3
for details). Besides the velocity field, the pressure distribution is of great importance in the present
study, especially in terms of the analysis of large contaminants extrusion into the slot.
Figure 42: Flow-field in the vicinity of the screen plate for MV-like design: velocity vectors (a)
and static pressure distribution (b)
stagnation
point
b a
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
64
As it is shown in figure 42b, the neighbourhood of the slot inlet is characterised by huge pressure
gradients with the maximum pressure at stagnation point and the minimum (not considering the slot) at
the vortex centre. The pressure again increases at the inlet to the slot, i.e. in the region of possible
particles deformation. It should also be noted that the flow-field just above the profile crest starts to be
uniform.
As far as the screening efficiency is concerned
the so-called exit fluid layer thickness should be
regarded as one of the key parameters [17]. That
layer is defined as the flow region between two
streamlines crossing the stagnation points (the
points "A" and "B" in figure 43) and seems to be
responsible for driving suspended particles
(contaminants as well as the fibres) into the slot.
The simulations allowed to determine the exit
layer thickness in the interesting regions, i.e. over
the profile crest and "under" the vortex as a
function of velocity ratio . More results
characterising the vortical flow pattern in the
screen vicinity can be found in the report D3.
Two-dimensional flow simulation - Multi-profile domain
As the second step the simulations were conducted for the case with particle located at the inlet to the
slot. As for 2D configuration it resulted in plugging the slot, the so-called multi-profile domain had to be
considered, i.e. computational domain was extended to several profiles to enable the flow as shown in
figure 44. The simulations were focused on the analysis of pressure distribution at the particle surface
and allowed to find out that pressure does not depend on:
- particle size (the following radius values were analysed: r
p
= 60, 100, 140 m),
- circumferential position,
- number of profiles (plugging intensity) providing that it is normalised by dynamic pressure inside
the slot (based on the average slot velocity V
s
).
The above findings allow to treat pressure acting on "stickies" as the function of screening kinematics
(slot and tangential velocities) only. Moreover, the correlations were found between pressure
distributions for single- and multi-profile configurations allowing to use the results (pressure loss
coefficients) of the former case to deduce pressures for the latter one.
Figure 43: Streamline pattern in the
vicinity of the slot inlet
B
A
free (unplugged) slots
slot plugged
by the
particle
Figure 44: Geometry for the 2D
multi-profile configuration
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
65
Three-dimensional flow simulation
The extension of the previous simulations to three-dimensional case required to define the particle
length l and computational domain extent (depth d) along the "z" axis (see figure 39). The following
values were chosen:
- computational domain depth d = 4mm,
- three particle length values l = 0.8, 1.0 and 1.33mm,
- with corresponding reduced particle lengths l/d = 0.2, 0.25 and 0.33.
The simulations allowed to find out that the flow-field in the screen for 3D configuration is in principle
qualitatively similar to the corresponding ones obtained for 2D cases. As it can be easily noticed from
velocity vector maps shown in figures 42a and 45a (both simulations performed for the same velocity
ratio =0.4) the flow within the screen cavity is dominated by the permanent vortex of the similar
shape and dimensions. More details about the flow field pattern, especially 3D effects and the flow
structure inside the slot as a function of particle length, can be found in the progress report D3.
The main goal of flow simulation in the screen was to deliver necessary information about the pressure
load at the sticky particle as it was further required for the deformation analysis. The general
qualitative view of static pressure distribution at particle surface is presented in figure 45b. As it can be
clearly seen the pressure distribution at side (cylindrical) surface can be divided into 2 regions:
- "top" - being exposed to rotating cavity vortex (marked in red),
- "bottom" - corresponding to wake inside the slot (marked in blue)
both of nearly uniform pressure distribution and separated by contact edges between particle and slot
inlet (yellow and green). The more detailed analysis of the results for different particle lengths revealed
that indeed pressure at particle surface can be treated as a two-level function as the maximum scatter
of pressure does not exceed 1% of average value. Qualitative pressure uniformity does not concern
the cylinder "caps" (not shown in figure 45b) but it seems to be of minor importance as far as the
particle deformation is concerned.
Pressure uniformity at particle surface is of great practical importance as it allows to regard the
mechanical loading as two-dimensional what enables in turn to simplify the deformation analysis and
particle extrusion into the slot, leading to huge reduction of computational effort.
Figure 45: Velocity vector field in the slot vicinity (a) Pressure distribution at the particle surface (b)
b
a
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
66
4.2.2.3. Particle deformation analysis
The second step of the "decoupled" simulation of stickies screening process was aimed at delivering
information about the behaviour of deformable (viscoelastic) PSA particles at the slot inlet and provide
the passage/rejection statistics. The following parameters were identified as the influential ones on the
deformation and possible particle extrusion:
- screening pressure - particle load,
- particle size,
- screen profile geometry - Microvortex versus Wedge Wire,
- material parameters (elasticity, viscosity),
- friction.
The simulations of particle deformation were conducted with the use of a number of simplifications
among which the following assumptions are the most important:
- particle becomes in rest before pressure load is applied - inertia force is neglected,
- no unsteadiness of loading is taken into account,
- progressing deformation/extrusion does not influence the flow-field (pressure distribution),
- particle axis is assumed to be parallel to the slot inlet edges, i.e. the particle orientation is the
most-extrusion-promoting one, leading to critical extrusion parameters
Pressure load
The screening pressure level was assumed to be the most influential parameter on the stickies
rejection efficiency. The results of simulations conducted for the MV-like profile are presented in
figure 46. Due to rheological properties of adhesives the sticky particles are subjected to temporal
load, so the extrusion time is also an important resulting parameter.
As it can be seen from figure 46
the extrusion times grow rapidly
for decreasing pressures and
for certain critical values
(depending on particle diameter)
reach infinity what corresponds
to no particle passage. Such a
viscoelastic behaviour could be
possible due to non-zero value
of shear modulus at infinity G
.
Two other observations should
be given:
- particle size (diameter d
normalised by slot width w
sl
)
significantly influences the
extrusion time,
- the durations of extrusion
time are unexpectedly long
when compared to typical
duration of positive pressure
pulse (10-30ms) in screens.
Especially the latter observation seems to be extremely important. In other words the single pressure
pulse is not able to cause the passage of sticky particle and a number of pulses has to contribute to
the "successful" extrusion. There is also a possibility that the reverse pressure pulse (shorter but more
intensive) may flush out the particle. These preliminary results give a new qualitative contribution to
the stickies passage mechanism and may suggest it as a multi-step process. It should be pointed out
that the observation about long particle extrusion times was verified by the experimental studies
reported in section 4.2.3.1.
0 20 40 60 80 100
0
20
40
60
80
100
Microvortex
G = 0.07MPa
= 1s
t
extr
[s]
p [kPa]
d/w
sl
= 2
d/w
sl
= 3
Figure 46: Effect of pressure on particle extrusion time
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
67
load (pressure + time)
Screen profile design - Microvortex versus Wedge Wire
The influence of the screen profile design on the PSA particles passage was recognised as one of the
most interesting point of the simulation. The comparative study was performed for MV and WW
profiles for standard set of material properties, screening pressure p = 10kPa and particle diameter
d = 200m, i.e. double the slot width.
Figure 47 presents the selected
images of progressing deformation
for both geometries and
corresponding load configuration.
It should be noted that during
simulations much more
intermediate deformation stages
have been determined due to high
nonlinear character of the
phenomenon. As it can be easily
deduced from the presented results
Wedge Wire screen profile design
promotes the extrusion of stickies.
The exact (with respect to the
temporal resolution of performed
simulations) extrusion times for
both profiles were:
(t
extr
)
MV
= 38.2s and (t
extr
)
WW
=
20.7s
Nearly 2 times shorter extrusion time characterising the Wedge Wire profile is the most likely caused
by its "roundness". Deformation of the particle during progressing extrusion is relatively uniform in
entire particle volume, whereas MV design leads to "accumulation of deformation" in limited particle
regions. Physically the particle squeezing into Microvortex profile is subjected to higher stresses, what
results in higher material resistance. The non-uniformity of particle deformation in case of MV profile is
especially evident for longer times (see figure 47).
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5
0
20
40
60
80
100
p = 10kPa
G = 0.07MPa
= 1s
t
extr
[s]
d / w
sl
Microvortex
Wedge wire
Figure 48: The influence of particle size on extrusion
time for two screen profile designs
d / w
sl
p=10kPa
t=21s
p=10kPa
t=20s
p=10kPa
t=10s
p=0
t=0
Figure 47: Influence of screen profile type on the evolution of particle deformation and
extrusion time: Microvortex (upper sequence) and Wedge Wire (lower sequence)
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
68
load (pressure + time)
The comparison of MV and WW screen profiles performance in terms of stickies rejection efficiency is
presented in figure 48 as a function of particle size. The already done observation about the rejection-
promoting shape of Micovortex profile is confirmed for all particle diameters analysed. On average the
extrusion time characterising the MV profile is roughly twice the Wedge wire one
(t
extr
)
MV
2 (t
extr
)
WW
That results should not be, however, unexpected as the Wedge Wire screen plates are recognised as
providing reduced flow resistance and in turn enabling for increased paper pulp capacity. It seems that
profile shape revealing low curvature leads to increased both paper fibres (carried by water) and
contaminants passage ratios.
Slot inlet edge curvature
The conclusion resulting from MV - WW profiles comparison suggested that slot inlet edges curvature
may have significant influence on stickies rejection efficiency. According to the results of laboratory
analysis of screen profile prints the slot inlets of industrial MV screen plates are characterised with
significantly different curvatures as the edge radius has been found to vary in the range:
r
c
= 1060 (100)m
It should be noted that such a scatter of r
c
values mainly results from the technology of making slots
which are either water jet milled or laser cut. In order to quantify the influence of slot inlet edge
curvature on particle behaviour the simulations were conducted for different radius values keeping
standard set of rheological properties. Figure 49 shows the evolution of deformed particle shapes
(particle diameter twice the slot width) loaded with screening pressure p = 10kPa and running time for
two radius values, i.e. r
c
= 20m and 90m, which are nearly extreme with reference to standard value
of 50m. The images clearly indicate the importance of inlet edge curvature and its influence on
significant variations of local stresses, which are related to the deformation. It should be noted that
reduction of radius value from 90m down to 20m resulted in increased extrusion time by the factor
exceeding 3.
Figure 49: Influence of slot inlet edge curvature on the evolution of particle deformation:
sharp edge (upper sequence) and rounded edge (lower sequence)
t=0
p=0
t=20s
p=10kPa
t=10s
p=10kPa
t=5s
p=10kPa
t=2s
p=10kPa
t=0
p=10kPa
r
c
=20m
r
c
=90m
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
69
In order to generalise the above
observation the calculations
were also conducted for
standard radius value r
c
= 50m
and for the larger particle size,
i.e. d/w
sl
= 3. The extrusion time
variation as a function of both
parameters is presented in
figure 50. It can be easily seen
that the smaller the edge radius
the greater the influence on
extrusion time.
For r
c
values smaller than 50m
the deformation concentrates in
much more limited area what in
turn leads to increased stresses
and longer times to be relaxed.
Material PSA parameters
The simulations were completed with the analysis of the influence of PSA material properties on sticky
particle deformation in the screen slot. As the generalised Maxwell model with single element was
employed to simulate viscoelastic behaviour the shear modulus G and relaxation time were tested.
Additionally the friction factor has also been taken into consideration although its value for the system
steel-adhesive material was not known. Applying for the simulations standard set of key parameters
(screening pressure, particle size, slot inlet edge radius etc.) the observations below could be done.
The increase of shear modulus leads to nearly linear growth of extrusion time, which for certain G level
goes to infinity (no passage of particle occurs). It can be explained with non-zero shear modulus at
infinite time G
preventing the infinite elongation (feature of Maxwell model).
The linear dependence of extruding time upon relaxation time in log-log coordinating system was
found. The lower stickies rejection efficiency of Wedge Wire profiles was confirmed also in this case.
The elastic-type friction was modelled (dynamic friction coefficient increases from zero in continuous
way to the "working" level following realistic behaviour) at three levels of dynamic friction coefficient:
- c
f
= 0 (corresponding to no friction),
- c
f
= 0.33 and 0.66 (covering typical range for steel-rubber system).
With the friction switched on the dependence of extrusion time versus particle size takes more
pronounced non-linear character then with no friction included (see figure 48). For the greatest value
of friction coefficient the screen plate resistance against extruding stickies particles can be increased
at least twice.
4.2.2.4. Conclusions
The simulation of sticky particle behaviour at the screen plate was conducted using decoupled
approach, i.e. the flow field was firstly resolved using single-phase model (CFD simulation of water
flow with particle treated as a rigid body) which was then followed by the analysis of particle
deformation with the load taken from the solution of preceding simulation step. The CFD computations
delivered the detailed flow-field description of the flow in the close vicinity of the screen plate
(microflow) as a function of process key parameters (screen kinematics, sticky particle and profile
geometries). As the most important conclusion of the CFD simulation the uniform pressure distribution
at particle surface was found allowing for simplified two-dimensional analysis of sticky deformation.
0 20 40 60 80 100
0
50
100
150
200
250
MV profile
p = 10kPa
t
extr
[s]
r [m]
d/w
sl
= 2
d/w
sl
= 3
t
extr
[s]
r
c
[m]
Figure 50: Extrusion time vs radius of slot inlet edge
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
70
The simulation of PSA particle behaviour in the screen slot concerned viscoelastic constitutive model
of adhesive material and particle load consisting of screening pressure and progressing time. The
numerical tests took into consideration a number of influential parameters characterising screening
process and sticky contaminants allowing to quantify their influence on particle passage through the
slot. The following parameters turned out to oppose particle extrusion:
low screening pressure (optimal screen flow kinematics),
particle "hardness" - high elastic/shear moduli values,
long stress relaxation time (less pronounced viscous behaviour),
screen profile design - MV-like more resistant than WW-likeslot inlet edge sharpness,
high friction coefficient.
The simulation was performed using the default values of material and friction parameters as they
were not known in relevant time. The obtained results reveal, however, the consistency with
experimental observations made during visualisation tests being conducted simultaneously.
The model used in current simulation assumed a number of simplifications, which should not,
however, significantly influence the expected outcomes of the work. As the most important and
influential simplification, the assumption about steady flow conditions was made which means that the
motion of a rotor with foils passing periodically close to the screen plate surface was neglected. As the
extrusion times are for most of cases analysed much longer (approximately 2-3 orders of magnitude)
than pressure pulse period, the adequate particle deformation phenomenon should be simulated
under unsteady pressure load.
4.2.3. Optimisation of stickies screening
The extrusion of stickies particles through slots has been investigated experimentally in order to check
the numerical simulation results. The studies were performed at CTP in cooperation with ITM/LEGI in
the framework of two-month training periods of students from Technical University of Czestochowa.
Stickies extrusion was studied on lab scale, through visualisation, first under steady pressure and later
under unsteady pressure. Pilot plant screening tests were performed at CTP during the same period,
in order to investigate the effects of key screening parameters (related or not to stickies extrusion) and
to optimise screen plate design in cooperation with AFT. The main results were published [69-71]. The
optimisation of high-consistency screening has been studied at CTP on pilot scale, in cooperation with
AFT for the construction of a rotary screen cylinder for the experimental pilot equipment.
4.2.3.1. Stickies extrusion
Studies about experimental investigations on the passage of acrylic PSA particles through a fine slot in
a single slot laboratory device using vacuum to extrude the particle through the slot have been
reported at the beginning of the project [65-66]. The particle passage probability was shown to
increase as the temperature and pressure drop increased and as the particle width, thickness or area
decreased. Particle size and shape were controlled by changing the pulping conditions which
produced mainly string-like particles. Slight changes in particle size and shape were observed after the
extrusion of the particles through the slot.
Long-shaped particles were considered as the most relevant to study the extrusion of mill PSA
stickies. Indeed, flat-shaped stickies with lower thickness than the slot width (down to 20 or 30 m, the
thickness of wet adhesive films) are not relevant while spherical particles are typically found after
dispersing, especially kneading, i.e. in the second deinking loop after fine screening. Consequently it
was decided to use the cylinder as the model particle shape in the extrusion studies. Special rolls of
adhesive films between two silicone release papers were used to manufacture cylindrical adhesive
particles of different diameters (figure 51) with the two reference adhesives:
- the water-based acrylic adhesive (ref E115)
- the hot-melt based rubber adhesive (ref D170)
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
71
Adhesive cylinders (rolled up water-based acrylic adhesive film)
0.9 mm diameter 1.5 mm diameter
Adhesive cylinders (rolled up water-based acrylic adhesive film)
0.9 mm diameter 1.5 mm diameter
Figure 51: Adhesive particles manufactured for the tests
The adhesive cylinders were measured and tested after soaking about one hour, which is particularly
important with the acrylic adhesive which showed to absorb about 50% water.
Stickies extrusion under steady pressure
Experimental set up
The single slot channel screen (figure 52) was designed to simulate the flow conditions observed at
the surface of screen plates and through the slots during the positive pressure pulse and to change
and control easily slot width and design. The height of the transparent channel was 10 mm and the
width 15 mm. The syringe shown in figure 52 was not used in the test procedure described later. It
was intended to introduce stickies particles at the right level to drive them toward the slot inlet.
Figure 52: Single slot channel screen with camera
A high-speed CCD camera was used at 100 or 200 i/s to visualise the particles in transmitted light,
using continuous light source behind the transparent channel. Resolution was 2 or 8 m depending on
the magnification of the optics. Visualisation was limited to the extrusion of stickies through the slot, as
a consequence of the shape of the PSA particles and procedure used for the tests. A procedure was
defined to start the visualisation of the extrusion of the adhesive cylinder as it was correctly placed at
the slot inlet and a continuous pressure was applied. Most of the tests were performed only to
determine the pressure required to extrude the particle as a function of the adhesive and slot
characteristics. Images were recorded under certain conditions to analyse deformation of the particles
and to determine the extrusion time. Some tests were also performed at extrusion pressures far above
the usual range of positive pressure pulses observed in screens, i.e. typically 20 to 100 kPa.
Effect of adhesive material parameters
A first test series was performed with 0.5 mm slots with wedge wire like design to study the adhesive
material parameters. New slots with more accurate design were used later to study the effects of slot
design parameters. Figure 53 shows the pressure required to extrude the adhesive particle versus the
normalised particle size defined as the ratio (d/w) of the cylinder diameter to the slot width, for the
reference adhesives at room temperature (22C) and at typical temperature in deinking circuits (50C).
The extrusion pressure was significantly lower with the acrylic adhesive (E115) than with the hot-melt
rubber adhesive (D170) at both temperatures, which suggests that the acrylic adhesive material is
softer and that acrylic stickies should be more difficult to screen as larger particles are extruded
through the slots for a given pressure. Increasing the temperature reduced the extrusion pressure,
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
72
especially with the acrylic adhesive, which suggests higher softening of the adhesive material. It is
interesting to note that the extrusion pressure is roughly proportional to the particle oversize (d-w)
though the extrusion phenomena is probably strongly non-linear. The results in figure 53 indicate that
acrylic adhesive particles with 2 to 3 times larger diameter than the slot width were extruded through
the slots in the temperature and extrusion pressure range of mill screening systems.
0
50
100
150
200
250
0 1 2 3 4 5
Normalised particle size (d/w)
P
r
e
s
s
u
r
e
[
k
P
a
]
.
D170 22C
D170 50C
E115 22C
E115 50C
D170
E115
0.5 mm "WW" Slot
Figure 53: Effects of adhesive material and temperature
Extrusion tests were performed after soaking the adhesive particles in cold and hot water at pH 10, in
order to investigate the effect of caustic soda added to the pulper in deinking mills. The results showed
a large decrease of the extrusion pressure when the acrylic adhesive particles were soaked at room
temperature with caustic soda. At high temperature the decrease of the extrusion pressure was lower
as soaking pH was increased. These results suggested that the penetration of water and/or the
dissolution of adhesive components, assumed to be responsible for softening the adhesive particle,
required higher pH at low temperature [69]. Soaking caustic soda produced the opposite effect with
the hot-melt rubber adhesive, as a significant increase of the extrusion pressure, by about 50%, was
observed as soaking pH was increased (pH 10) at both temperatures (22 and 50C).
Effect of slot design parameters
Milled and wedge wire screen plates were compared to investigate the effect of slot inlet design which
was supposed to influence significantly the extrusion process. Metal blocs shown in figure 54 were
manufactured at scales 1 and 5 to improve the accuracy of the slot inlet radius. The dimensions in
figure 54 were defined on the basis of 0.10 mm slots and chosen to cover the variations observed with
commercial screen plates. Slot print measurements were performed on various screen plates of CTP
experimental screen including Microvortex (Kadant Lamort) and Macroflow (AFT) designs.
Slot
type
Slot
scale
w
(mm)
r
(mm)
b
(mm)
l
(mm)
h
(mm)
MS 1 0.10 0.05 0.10 0.8 1
WW 1 0.10 0.20 - - 1
MS 5 0.50 0.25 0.50 4.0 5
WW 5 0.50 1.00 - - 5
Wedge Wire slots (WW)
h
r
w
Wedge Wire slots (WW)
h
r
w
h
r
w
h
r r
l
w
w
b b
Milled slots (MS)
h
r r
l
w
w
b b
h
r r
l
w
w
b b
Milled slots (MS)
Figure 54: Design and dimensions of the slots used for the stickies extrusion tests
The stickies extrusion tests were first performed with the slots at scale 5 in order to improve the
accuracy of the size and shape of the adhesive cylinders. The results in figure 55, which were
obtained at 47C after soaking the adhesives in tap water, confirmed the higher extrusion ability of the
acrylic adhesive. The extrusion of both types of adhesive particles is clearly increased with the wedge
wire slot compared to the milled slot, as expected when looking at the shape of the slot inlet section. In
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
73
short, the particle is submitted to lower stresses when extruded through one round edge with slightly
converging profile walls (165 angle with the wedge wire profile in figure 54) than through two sharp
edges (4 times lower radius with the milled compared to the wedge wire slot) with slot inlet location on
a flat profile bottom.
0
50
100
150
200
250
0 1 2 3 4
Normalised particle size (d/w)
P
r
e
s
s
u
r
e
[
k
P
a
]
.
D170 - MS
D170 - WW
E115 - MS
E115 - WW
0.5 mm Scale 5 Slot
D170
E115
0
2
4
6
8
10
0 1 2 3 4
Normalised particle size (d/w)
E
x
t
r
u
s
i
o
n
t
i
m
e
[
s
]
.
D170 - MS
D170 - WW
E115 - MS
E115 - WW
0.5 mm Slot
Scale 5
P = 50 kPa
D170
E115
Figure 55: Effect of slot design on extrusion pressure (left) and on extrusion time (right)
The time needed for the adhesive particles to pass completely the slot has been recorded under the
same conditions, except for the pressure which was 50 kPa for all the tests. The results in figure 55
showed a much higher extrusion time with the milled compared to the wedge wire slot, but only with
the acrylic adhesive. The higher trend of the hot-melt rubber adhesive to stick at the slot walls was
responsible for the very high extrusion time measured with wedge wire design. In fact, the extrusion
time is over-estimated as it was recorded when the whole adhesive cylinder had passed the slot, after
detachment of all the cylinder parts stuck on the slot outlet wall. The sharp inlet edges and the higher
depth of the milled slot are responsible for the longer extrusion observed with the acrylic adhesive.
Indeed, the most important conclusion about the results in figure 55 is that the extrusion time is about
two order of magnitude higher than the duration of the screening phase, i.e. a few seconds compared
to typically 20 ms, which gives new insight in the stickies extrusion mechanisms in pressure screens.
This means that adhesive particles with significantly larger thickness than the slot width cannot pass
the slot during one positive pressure pulse and that the passage of such particles through the slots
takes most probably place over several rotor revolutions in a multi-step extrusion process. One should
however keep in mind that the experimental procedure does not take the inertia of the particle
approaching the slot into account, which means that extrusion times in figure 55 are over-estimated
compared to the real situation, especially at low extrusion time.
All the experimental stickies extrusion results showed to be consistent with the numerical simulation
results reported in section 4.2.2, especially the linear relations between the particle oversize (d-w) and
the extrusion pressure or time [22] which were observed both experimentally and numerically.
However, further investigations were considered as necessary to analyses the stickies extrusion
phenomena under industrial conditions, i.e. under short pressure pulse as observed in screens.
Stickies extrusion under unsteady pressure
Experimental set up
The experimental set up and test procedure are illustrated in figure 56. The visualisation cell includes
a single slot of 15 mm length between two metal blocs and two glass plates with the light source
placed on one side and the camera on the opposite side. A high-speed CCD camera operated at 4000
images per second was used to record the extrusion phenomena. The pressure pulse is produced by
a very simple device using a weight dropped on a flexible pipe at the cell inlet. Different pressure
pulses were obtained by changing the weight and the drop height after preliminary tests had been
performed to determine the most suitable length and diameter of the flexible pipe.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
74
Introduction of a
stickies particle
P
V2
V1
V0
V3
V4
Flexible
pipe
Adjustable weight
and drop height H
H
Introduction of a
stickies particle
P
V2
V1
V0
V3
V4
Flexible
pipe
Adjustable weight
and drop height H
H
Figure 56: Stickies extrusion visualisation cell, experimental set up and test procedure
The experimental test procedure was as follows:
- the adhesive cylinder was introduced in the visualisation cell through the valve V2,
- water was circulated at very low flow rate until the particle was correctly placed at the slot inlet
(V2 and V3 closed, V4 open, V0 and V1 slightly open),
- the weight was dropped on the flexible pipe and the recording of both images and pressure
pulse were started at the same time.
A piezoelectric pressure transducer was used to record the pressure pulse. Due to difficulties to trigger
off the camera with the signal of the pressure transducer, a mechanical solution was used to detect
the beginning of the pressure pulse. A small stickies ball was stuck on the front glass plate (outer wall)
and connected with a thin thread to the area where the weight hits the flexible pipe. As the weight was
dropped, the impact started the pressure pulse and removed the stickies ball from the view field of the
camera at the same time, which allowed to detect easier the phenomena in the case of very low
particle extrusion (see figure 58). The duration of the pressure pulse was about 15 ms in all cases,
with peaks between 50 and 250 kPa
Results
The extrusion of the adhesive particle during the pressure pulse was characterised by a simplified
stickies slot penetration ratio defined by h.w / .(d/2) according to the drawing in figure 57, the
penetration distance h being measured on the video images (figure 58).
The series of images shown in figure 58 to illustrate the extrusion of the adhesive cylinders were taken
from the video films at different times every 10 ms, the pressure pulse starting between the first and
the second images (visual signal visible on the right of the first images, especially on the second line
images: the small stickies ball is still at rest on the first picture has started to move on the second
picture and is out of the view field on the 3rd picture). The images in figure 58 correspond to screening
conditions where the extrusion of stickies is promoted, i.e. with soft adhesive material (soaked acrylic
PSA at high temperature and pH) and at much higher and longer positive pressure peak than
observed with typical foil rotors, in order to show some extrusion with relatively large stickies:
- The pictures in the first line show a small adhesive particle (d/w = 1.3) which passed completely
the slot during the pressure pulse. The third image shows that one end on the adhesive cylinder
passed the slot before the other end.
- The second lines pictures show a much larger particle (d/w = 3.5) where about half of the particle
was extruded through the slot during the pressure pulse at a two-times higher pressure (150 kPa).
The three last images and the subsequent ones showed that one end of the adhesive cylinder was
released from the slot during a small negative pulse (reverse flow) recorded after the positive
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
75
pressure pulse, while the other end remained jammed in the slot. In such a case, a second similar
pressure pulse would most probably make the particle pass completely through the slot.
- The third line shows pictures of a very large particle (d/w = 5.5) which is practically not extruded
through the slot.
- The pictures in the fourth line show the extrusion of a slightly smaller particle under a two-time
higher pressure pulse. About half of the adhesive cylinder passed the slot inlet and remained
completely jammed in the slot. A second pressure pulse should lead to the complete passage of
the particle.
d
w
h
d
w
h
Figure 57: Definition of stickies slot penetration ratio
WW - d/w 1.3 - 80kPa - NaOH - 50C
WW - d/w 5.0 - 200kPa - NaOH - 50C
WW - d/w 3.5 - 150kPa - NaOH - 50C
WW - d/w 5.5 - 110kPa - NaOH - 50C
Time T T + 10 ms T + 20 ms T + 30 ms T + 40 ms T + 50 ms
WW - d/w 1.3 - 80kPa - NaOH - 50C
WW - d/w 5.0 - 200kPa - NaOH - 50C
WW - d/w 3.5 - 150kPa - NaOH - 50C
WW - d/w 5.5 - 110kPa - NaOH - 50C
Time T T + 10 ms T + 20 ms T + 30 ms T + 40 ms T + 50 ms
Figure 58: Records of stickies extrusion at different times under various conditions
The effects of stickies extrusion parameters, including temperature, adhesive soaking and slot type,
were mainly studied with the acrylic adhesive and with the slots at scale 5, to improve the precision.
Typical results are illustrated in figure 59, where the stickies slot penetration ratio is given as a function
of the normalised stickies size (d/w) for different pressure pulse levels, i.e. about 50, 100 and 200 kPa
positive pressure peaks. Some values above 100% are presented, which indicate that the whole
adhesive particle or one end of the cylinder passed the slot.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
76
Figure 59 shows the stickies extrusion results obtained with the wedge wire slots at scale 5 using tap
water at 20C. Experimental curves can be drawn, despite significant dispersion of the experimental
points, which are attributed to the low accuracy of the stickies size for the small particles (variations in
the stickies cylinder diameter, precision of the measurements) and to the low precision of the slot
penetration distance at low stickies slot penetration ratio. The maximum normalised diameter of the
stickies passing completely the slot during the pressure pulse is estimated to 1.1 to 1.9 for a pressure
peak of respectively 50 to 200 kPa. The size range of adhesive particles showing a maximum slot
penetration ratio of 30% is about 1.7 to 2.1 for a pressure peak range of 50 to 100 kPa. The evaluation
of the size range of particles with lower maximum slot penetration (for example if only 10 % of the
particle volume penetrates the slot) seems less relevant since one can expect that such particles
which reach the slot inlet during the positive pressure pulse will be removed easily during the negative
pressure pulse. Such particles should then finally be rejected, even if subjected to several subsequent
partial extrusion phenomena, as there is no large particle deformation (for example line 3, figure 58).
On the other hand, is the particle penetration ratio becomes higher than about 30% (for example lines
2 and 3, figure 58) the probability for the particle to be finally extruded after several pressure pulses also
becomes higher, as already mentioned.
0,001
0,010
0,100
1,000
10,000
0 1 2 3 4 5 6 7
Normalised stickies size (d/w)
S
l
o
t
p
e
n
e
t
r
a
t
i
o
n
r
a
t
i
o
.
50 kPa
100 kPa
200 kPa
P
a
r
t
i
c
l
e
v
o
l
u
m
e
p
a
s
s
i
n
g
t
h
e
s
l
o
t
100 %
30 %
WW5 - H20 - 20C
10 %
Figure 59: Stickies slot penetration with WW scale 5 slots at 20C, pH 7
The tests performed with the slots at scale 1 showed consistent results with those obtained at scale 5,
based on the observation of the particles which passed completely the slot or not [71].
The main results obtained at scale 5 are summarised in table 17, which shows the influence of the
tested parameters (temperature, soaking pH, slot design). The higher efficiency of milled slots in terms
of reduced stickies extrusion is only observed for complete extrusion of the particle through the slot,
which was attributed to the fact that a significantly lower part of the stickies cylinder surface area
should be exposed to the pressure pulse with the milled slot compared to the wedge wire slot.
Normalised stickies diameter versus
slot penetration ratio for the different
test conditions
Pressure
pulse
(kPa)
WW 5
H2O
20C
WW 5
H2O
50C
WW 5
NaOH
50C
MS 5
NaOH
50C
Curves at 30 % stickies slot
penetration ratio (e.g. figure S23)
50
100
1.7
2.1
2.3
2.6
2.6
3.4
2.6
3.4
Curves at 100 % stickies slot
penetration ratio (e.g. figure S23)
50
200
1.1
1.9
1.8
2.8
1.9
3.3
1.6
2.8
Stickies passing completely the slot 50 1.3 1.8 1.9 1.5
Table 17: Effect of screening parameters on the extrusion of stickies cylinders. Synthesis [71]
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
77
The results in table 18 show the effects of the main screening parameters responsible for the stickies
extrusion phenomena. These results were obtained at very short pressure pulse of about 15 ms, which
correspond to the typical duration of the positive pressure generated during the screening phase, as
illustrated in figure 37 in the case of a foil rotor. In fact, there is a pressure peak in front of the foils,
which is much shorter and higher than the positive pressure observed during the screening phase
after the foils. In addition, stickies particles which are captured in the exit layer do not reach the slot
inlet at the beginning of the positive pressure pulse, but statistically rather during the second half of
the screening phase since such stickies particles have to move back towards the slot inlet in the exit
layer located under the vortex. Consequently, one should rather consider the duration of the positive
pressure peak observed before the foils instead of the duration of the screening phase to evaluate
stickies extrusion phenomena in low-consistency pressure screens. The values in table 18 of the
normalised size of the stickies which should pass the slot during a single pressure pulse were
calculated on the basis of the experimental results [71], assuming that particle extrusion is determined
by the product of the duration by the intensity of the extrusion pressure. With this hypothesis, a
positive pressure pulse of about 50 kPa over 3 ms (typical pressure peak in front of foils in low-
consistency pressure screens) is then equivalent to a lower pressure pulse of only 10 kPa over 15 ms
(typically the positive pressure pulse during the screening phase after the foils).
Evaluation of single-step
stickies extrusion for the
different test conditions
Pressure
peak
(kPa)
Pulse
duration
(s)
WW 5
H2O
20C
WW 5
H2O
50C
WW 5
NaOH
50C
MS 5
NaOH
50C
Normalised diameter of
stickies passing the slot
10
50
15
3
1.06 1.16 1.18 1.10
Table 18: Effect of screening parameters on the extrusion of stickies cylinders.
Extrapolation of the experimental results, including figure 59 and table 17 [71]
According to the results in table 18, the maximum diameter of stickies cylinders which can be
completely extruded through the slots during one single typical foil rotor pressure peak should only be
6 to 18 % larger than the width of the slots. The hypotheses used to establish this conclusion are, of
course, very simplified since several phenomena such as particle inertia, visco-elastic behaviour of the
adhesive material (time dependant elasticity modulus) and particle slip conditions (boundary water
layer between the stickies and the slot walls) are not taken into account, but allow to quantify the
extrusion phenomena under industrial conditions, which are very difficult to simulate experimentally.
A main conclusion of the data in table 18 is that stickies particles having a diameter larger than about
1.2 times the slot width cannot be completely extruded through the slot during one single pressure
pulse generated by the passage of the foils, and that significantly larger stickies which finally pass the
screen plate (as observed in mills), should be extruded during several rotor revolutions. Multi-step
extrusion assumes that the particle is not removed from the slot inlet during the reverse pulse, which
probably requires significant particle slot penetration ratio, or that a part of the particle, the thin end of
typical string-like stickies, passed completely the slot during the first pressure pulse.
4.2.3.2. Optimisation of screen plate design
The screening tests aiming at determining the best screen plate design for the removal of PSA stickies
under low-consistency screening conditions were performed at CTP on pilot scale, in cooperation with
AFT for the design and manufacture of special screen cylinders for the experimental pressure screen.
Raw materials, equipment and methods
The stickies-containing pulps used for the screening tests were prepared as follows:
- Acrylic or hot-melt rubber adhesive labels (20 g/m
2
adhesive) were stuck onto fresh newspaper to
produce dark particles, as ink is absorbed on the adhesive film.
- The adhesive labels (newspaper / adhesive / back paper complex) were added at a ratio of 2%
adhesive material, to a mixture of 50% newspapers / 50% magazines and re-pulped in a low-
consistency pulper for 30 minutes at 55C, with standard INGEDE deinking chemistry.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
78
- The adhesive-containing pulp was then mixed with a mixture of bleached chemical pulps (50%
hardwood, 50% softwood) to enhance the contrast between the adhesive particles and the
handsheets, which led to about 0.1 % adhesives in the final blend.
The pilot screening tests were performed with the experimental screen designed to simulate a slice of
industrial screens (figure 60). This slice screen design facilitates the investigations of the influence of
some of the most relevant screening parameters, since flow conditions, pulp consistency and
composition are roughly constant over the width of the screen slice, and the reject flow rate is kept
large. In the case of full size screen baskets, the pulp consistency and long fibre content increase from
the inlet to the reject section, and the flow conditions are not constant. The screen cylinder diameter of
the experimental slice screen is 500 mm. The pressure in the screen is maintained above 150 kPa to
avoid cavitation and the reject flow rate is normally 50 % to improve the precision of the determination
of the particle passage ratios.
Figure 60: Experimental slice screen 500 mm screen cylinder diameter
The ability of a particle to pass the screen plate under given screening conditions can be characterised
by its passage ratio, P = Cd/Cu, which is calculated from the consistencies measured upstream Cu
and downstream Cd the screen plate. According to this approach [11-15] the characteristics of a full
size screen can be assessed using the mixed-flow model (case of perfect mixing in both radial and
axial direction, which is close to the flow observed in short screen cylinders with an open rotor) or the
plug-flow model (case of no axial mixing, close to the flow observed with long screen cylinders with a
closed rotor). The mixed-flow model applies to the slice screen design equipped with foil rotor, which
allows the fibre and contaminant passage ratios to be determined in order to provide input for the
simulation and optimisation of screening systems, as reported in section 4.2.4.
Practically the analysis of the feed and accept pulp samples allows to determine, on this basis:
- the distribution of the fibre passage ratios as a function of fibre length according to fibre length
analyses performed with the MorFi (Techpap) fiber analyser
- the distribution of the stickies passage ratios as a function of stickies size (area size classes)
according to stickies spot analyses
The screening results were also reported in terms of average pulp passage ratio and cleanliness
efficiencies evaluated from the total stickies spot area in the accept and feed pulps.
The method used to control the stickies in the pulp samples were:
- the INGEDE method n4 for the analysis of some screening conditions,
- image analysis on handsheets for all the tests conditions, as the method is more accurate (since
more particles were counted) and less time consuming.
FEED
REJECT
ACCEPT
ROTOR
L
A
S
E
R
CAMERA
Cf
Cr
Ca
Cu
Cd
FEED
REJECT
ACCEPT
ROTOR
L
A
S
E
R
CAMERA
Cf
Cr
Ca
Cu
Cd
Cf
Cr
Ca
Cu
Cd
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
79
Influence of temperature and extrusion pressure
The objective in this first test series was to determine the influence of the screen operating parameters
assumed to have an effect on the extrusion of stickies, namely the passing velocity which influences
the average extrusion pressure, the rotor velocity which influences the maximum extrusion pressure
during the positive pressure pulse (roughly proportional to the square of the rotor velocity), the
screening temperature which influences the rheological properties of the adhesive material, and the
slot inlet design as shown in the previous section. The following screening conditions were tested:
- Type of stickies Hot-melt rubber adhesive D170
- Screen plate 0.15 mm slots, wedge wire, 1.2 mm contour height
- Rotor 4 foils, 15 and 23 m/s
- Passing velocity 1 and 3 m/s
- Consistency 1.3 %
- Temperature 23, 36, 51 and 69 C
The hot-melt rubber adhesive was chosen instead of the more common acrylic adhesive because it
was suspected that temperature would have more influence on the rheological properties of such a
hot-melt adhesive material. The wedge wire screen plate design with high contours was chosen as it
was supposed to be more sensitive to stickies extrusion compared to low contours and milled slots.
The effects of temperature and slot passing velocity on the pulp passage ratio are shown in figure 61.
A large increase of the pulp passage ratio with the passing velocity, as well as a low influence of the
rotor velocity were observed which is usual under similar screening conditions [4-69]. The slight
decrease of the pulp passage ratio observed as the temperature is increased is attributed to the
reduction of the fibre to liquid friction (less fibre entrainment in the exit layer) and to the increase of the
fibre to slot wall friction (more solid to solid contacts) caused by the viscosity decrease (by about 60%
between 20 and 70C). This observation is consistent with recently reported results showing a clear
increase of the fibre passage ratio as CMC was added to increase strongly the fluid viscosity [72].
0,0
0,2
0,4
0,6
0,8
1,0
10 20 30 40 50 60 70 80
Temperature (C)
P
u
l
p
p
a
s
s
a
g
e
r
a
t
i
o
.
Average 1 m/s slot velocity
Average 3 m/s slot velocity
D 170
0.15 mm WW 1.2
Figure 61: Effect of temperature and slot velocity on fibre passage
The influence of temperature on the stickies removal efficiency (figure 62) is much higher, with the
stickies content in the accepts being much lower for large stickies (spots > 0.5 mm) at low temperature,
which suggests that stickies extrusion is much higher at high temperature. The results in figure 62 also
indicate a certain fragmentation of the stickies particles during the screening tests, which were
performed in recirculation on the feed chest. In particular, less large stickies were counted at the inlet
at the beginning of the test series (tests at 23C) than at the end of the test series (tests at 69C).
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
80
0
5
10
15
20
0 1 2 3 4 5
Stickies spot size by INGEDE method n4 (mm)
S
t
i
c
k
i
e
s
c
o
n
t
e
n
t
(
m
m
/
g
)
Feed - 23C
Feed - 69C
Accept - 23C
Accept - 69C
D 170
0.15 mm WW 1.2
Figure 62: Effect of temperature on stickies removal efficiency
The cleanliness efficiency based on the INGEDE method n4 decreases from 87% to 72% for the
stickies producing spots larger than 0.02 mm
2
and from 93% to 83% for the stickies producing spots
between 1 mm
2
and 5 mm
2
, as the screening temperature was increased from 23C to 69C. These
efficiency drops are exaggerated since they correspond to relatively large spot size classes, because
of the fragmentation of the large stickies, the average stickies particle size in the feed pulp is lower for
the tests at high temperature.
The cleanliness efficiencies in the figures 63 and 64 were determined according to feed and accept
pulp handsheet image analyses. The size classes do not correspond to those in figure 17 as the
stickies spread out more with the INGEDE method n4 (heating at 105C after vacuum drying) than in
handsheets (dried at 94C under vacuum). In addition, only the macro-stickies retained on 0.10 mm
lab slots are controlled with the INGEDE method n4, which means that thin stickies (which spread out
less than thick ones) are only taken into account with the handsheet image analysis method. The
drawback with this method is that small thin stickies are difficult to count or may be counted as several
very small particles if they are embedded in the thickness of the handsheet. Consequently the
efficiencies obtained in the small size classes were not relevant and were removed from the figures.
It should also be kept in mind that the screening tests were performed with the slice screen at 50%
reject flow rate (to provide input for further screening system simulation studies), which means that the
accept pulp is only 40 to 50% of the feed pulp (cf. figure 61). The stickies removal efficiency becomes
much lower as the final reject rate is decreased down to about 1% fibre losses, especially at low
efficiency level. Consequently the low cleanliness efficiencies obtained with the stickies in the small
size classes (< 0.15 mm
2
) are not only wrong but also not relevant since such stickies would
practically not be removed in multistage screening systems.
Figure 64 shows the effect of the velocity of the rotor (Vr) on the stickies removal efficiency, at different
passing velocities (Vp). No large influence is observed at low passing velocity, while an increase of the
efficiency is observed as the rotor velocity is increased at high passing velocity. The results in figure
64 are quite surprising since rotors with low positive pressure pulses are generally recommended to
reduce the extrusion pressure applied on the stickies and thus to improve their removal efficiency.
Indeed, the positive pressure pulse is relatively low with the tested foil rotor even at a high rotor
velocity, i.e. about 7 to 15 kPa between 15 and 23 m/s [18]. At a high passing velocity, the variation of
the extrusion pressure (i.e. the positive pressure pulse plus the average pressure drop caused by the
passing velocity) explains that the reduction of the rotor velocity is more positive (no negative effect) at
low passing velocity. On the other hand, the increase of the velocity of the rotor increases, roughly
proportionally, with the velocity of the pulp at the surface of the screen plate, if the equilibrium
tangential velocity is reached. This is the case with the slice screen where only the central part of the
contoured screen cylinder in slotted, but generally not the case in the feed section of industrial screens
where the pulp is fed at much lower tangential velocity. This means that dynamic phenomena such as
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
81
particle slip and particle contacts with the inclined contour wall could have more impact on the
efficiency than stickies extrusion phenomena.
0
20
40
60
80
100
0 1 2 3
Stickies size measured on handsheets (mm)
S
t
i
c
k
i
e
s
r
e
m
o
v
a
l
e
f
f
i
c
i
e
n
c
y
(
%
)
Average 23C
Average 36C
Average 51C
Average 69C
D 170 - 0.15mm WW 1.2
Figure 63: Effect of temperature on stickies removal efficiency
0
20
40
60
80
100
0 1 2 3
Stickies size measured on handsheets (mm)
S
t
i
c
k
i
e
s
r
e
m
o
v
a
l
e
f
f
i
c
i
e
n
c
y
(
%
)
Vp 1m/s - Vr 15m/s
Vp 1m/s - Vr 23m/s
Vp 3m/s - Vr 15m/s
Vp 3m/s - Vr 23m/s
D 170 - 0.15mm WW 1.2
Figure 64: Effect of rotor velocity on stickies removal efficiency
Influence of screen plate and slot design
The objective in this test series was to determine the influence of the screen plate parameters and of
the parameters interacting with screen plate design, i.e. slot inlet design, contour height, passing
velocity and rotor velocity. The tests were limited to the most usual situation regarding the type of
stickies and the screening temperature, which corresponds to soft adhesive material and should
consequently include stickies extrusion phenomena. The following screening conditions were tested:
- Type of stickies Water-based acrylic adhesive E115
- Screen plate 0.15 mm slots with 3 different contour / slot designs (figure 65)
- Rotor 4 foils, 15 and 23 m/s
- Passing velocity 1 and 3 m/s
- Consistency 1.3 %
- Temperature 42 C
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
82
The three screen plates compared in this second test series are illustrated in figure 65. The pitch was
about the same for the 3 screen plates (3.2 mm), which gave about equal contour angle for the two
high-contour screen plates.
- The wedge wire screen plate with high contours (1.2 mm) was a conventional wedge wire screen
cylinder with welded wires.
- The milled screen plate with high contours (1.2 mm) was made up of U-shaped rings with milled
contours and laser cut slots.
- The wedge wire screen plate with low contours (0.6 mm) was a constructed screen plate, with a
more accurate slot width compared to the conventional wedge wire screen plate.
H = 1.2 mm H = 1.2 mm H = 0.6 mm
Milled screen plate - MS 1.2
WW 1.2 - Wedge wire screen plates - WW 0.6
H = 1.2 mm H = 1.2 mm H = 0.6 mm
Milled screen plate - MS 1.2
WW 1.2 - Wedge wire screen plates - WW 0.6
Figure 65: References and design of the screen plates tested in the second test series
The results in figure 66 confirmed the trends already observed, i.e. a relatively low effect of rotor
velocity on the pulp passage ratio and improved fibre passage as passing velocity is increased and as
well as with wedge wire screen plates, which was attributed to the higher effective slot velocity and to
the favourable slot inlet design [4,67]. A reduction of the contours reduced the pulp passage ratio,
which was attributed to a higher probability for the fibres to be rejected through contacts with the low-
angle contour walls, especially at low passing velocity as the vortex generated between the contours is
elongated in the main flow direction [17] with the exit layer turning sharper back to the slot inlet.
0,0
0,2
0,4
0,6
0,8
1,0
0 1 2 3 4
Passing velocity (m/s)
P
u
l
p
p
a
s
s
a
g
e
r
a
t
i
o
.
0.15mm WW 1.2 - Vr 15m/s
0.15mm WW 1.2 - Vr 23m/s
0.15mm WW 0.6 - Vr 15m/s
0.15mm WW 0.6 - Vr 23m/s
0.15mm MS 1.2 - Vr 15m/s
0.15mm MS 1.2 - Vr 23m/s
E 115 43 C
Figure 66: Effect of screen plate and rotor velocity on fibre passage
The efficiency of the screen plates in removing stickies is shown in figure 67, where the cleanliness
efficiency is plotted against the stickies spot size according to INGEDE method analyses, which were
performed for the screening trials at low passing velocity only.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
83
0
20
40
60
80
100
0 1 2 3
Stickies spot size by INGEDE method n4 (mm)
C
l
e
a
n
l
i
n
e
s
s
e
f
f
i
c
i
e
n
c
y
(
%
)
0.15mm WW 0.6 - Vr 15m/s
0.15mm WW 0.6 - Vr 23m/s
0.15mm MS 1.2 - Vr 15m/s
0.15mm MS 1.2 - Vr 23m/s
0.15mm WW 1.2 - Vr 15m/s
0.15mm WW 1.2 - Vr 23m/s
E 115 Vp = 1m/s
Figure 67: Effect of screen plate and rotor velocity on efficiency
The curves in figure 68 correspond to the average values, at 15 and 23 m/s rotor velocity, of the
efficiencies given in figure 67. They represent the distributions of the stickies passage ratio Pk, which
were calculated directly from the average efficiencies (mixed-flow model), and of the stickies to pulp
passage ratio = Pk/Pf. As indicated in section 4.2.4, this ratio represents the selectivity of the
separation of the contaminants with respect to the fibres, and would allow one to calculate screening
system efficiencies in the case of homogeneous stickies and fibres in different size or length classes.
0,0
0,2
0,4
0,6
0,8
0 1 2 3
Stickies spot size by INGEDE method n4 (mm)
S
t
i
c
k
i
e
s
p
a
s
s
a
g
e
r
a
t
i
o
s
Pk/Pf - 0.15mm WW 1.2
Pk/Pf - 0.15mm MS 1.2
Pk/Pf - 0.15mm WW 0.6
Pk - 0.15mm WW 1.2
Pk - 0.15mm MS 1.2
Pk - 0.15mm WW 0.6
E 115 Vp = 1m/s
Figure 68: Effect of screen plate on stickies passage ratios
The results in figure 67 and the Pk values in figure 68 indicate a higher cleanliness efficiency of the
milled slots at given contour height or angle. The ratios indicate that a slightly higher screening
selectivity is finally obtained with the milled slots despite lower fibre passage ratio.
The stickies to pulp passage ratios ( = Pk/Pf) in figure 69 were calculated from the average
cleanliness efficiencies determined by handsheet image analysis for the tests at 1 and 3 m/s passing
velocity. The best results, i.e. the lowest ratios, were always obtained with the low-contour wedge
wire screen plate. The comparison of the two high-contour screen plates showed higher efficiency with
the milled than with the wedge wire screen plate, at least at low passing velocity as in figure 68, the
results being rather unclear at high passing velocity.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
84
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
0 1 2 3
Stickies spot size on handsheets (mm)
S
t
i
c
k
i
e
s
p
a
s
s
a
g
e
r
a
t
i
o
P
k
/
P
f
0.15mm WW 1.2 - Vp 3m/s
0.15mm MS 1.2 - Vp 3m/s
0.15mm WW 0.6 - Vp 3m/s
0.15mm WW 1.2 - Vp 1m/s
0.15mm MS 1.2 - Vp 1m/s
0.15mm WW 0.6 - Vp 1m/s
E 115 43C
Figure 69: Effect of screen plate on stickies removal at Vp = 3m/s
Indeed, the experimental points in figure 69 with the high-contour wedge wire screen plate are
average values of the results obtained at the 2 rotor velocities, where the test at 23 m/s rotor velocity
has been the last one of the test series. At this step, there were very few stickies left in the size
classes above 2 mm
2
, so that the high efficiencies (low ratios) found for these stickies are not
accurate. This means that the better results reported in figure 69 for the large stickies with the high-
contour wedge wire screen plate compared to the milled screen plate could be wrong. If not, i.e. if the
wedge wire screen plate was effectively better than the milled one, one explanation could be that the
reverse pulse was less effective in removing stickies located at the slot inlet, especially at high passing
velocity, which reduces the efficiency of the reverse pulse. The best results in terms of separation
selectivity between stickies and fibres were clearly obtained with the low-contour screen plate
compared to the high-contour screen plates, where slightly higher efficiency was achieved with the
milled screen plate, most probably because of less stickies extrusion than with the wedge wire design.
A main conclusion of this second pilot test series is that the extrusion of PSA stickies particles is not
the only phenomena to consider in the optimisation of stickies screening conditions, as it is suggested
that hydrodynamic phenomena, which should occur at the surface of the screen plate before stickies
even reach the slot inlet, should be considered first. The higher efficiency of low-contour screen plates,
which was already observed with small model films and shives [67], has been attributed to the higher
effectiveness of low-angle contours in rejecting contaminant as they approach the screen plate and hit
and slip over the inclined contour walls. The relatively lower influence of stickies extrusion phenomena
on the screening efficiency under the tested conditions was confirmed by the low influence of the
velocity of the rotor (a foil rotor with quite low positive pressure pulse) on the efficiency.
Optimisation of screen plate contour design
The results obtained in the previous test series suggested that further research should focus on the
optimisation of the design of the contours of the screen plate, i.e. contour height, angle and related
pitch. The previous stickies screening trials also showed that the test procedure should be improved
and the number of tests increased in order to improve the precision of the results since slight
differences between different screen plates will probably have to be determined for the optimisation of
contour design.
The stickies preparation procedure in this third test series was the same as previously, except that a
new batch of bleached kraft pulp (50 % softwood, 50% hardwood) was prepared for each screen
plate, by mixing each time the same amount of stickies-contaminated pulp taken from a large quantity
prepared for the whole test series. The stickies were prepared as previously by re-pulping adhesive
labels with standard deinking raw material and chemistry in a small low-consistency pilot pulper
(5% consistency, 100 l capacity), but the size and shape of the stickies appeared to be different when
looking at the handsheets:
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
85
- the E115 acrylic adhesive labels used for the second test series were about 8 month old, and
showed an average particle thickness (calculated from the total stickies weight and the total
stickies area measured in hansdheets) of 38 m.
- the E115 adhesive labels used for the third test series was a mixture of 75 % fresh labels
produced 2 week before and 25 % of the previous labels which were 14 month old. The average
stickies thickness in handsheets was 51 m.
Additional analyses performed on the fresh and old adhesive labels re-pulped separately, confirmed
the significantly lower average stickies thickness when re-pulping of the labels was performed with
aged adhesive material compared to fresh adhesive. The following screening conditions were tested:
- Type of stickies Water-based acrylic adhesive E115
- Screen plate 0.15 mm slots with 5 different contour height and/or angle (table 19)
- Rotor 4 foils, 15 and 23 m/s
- Passing velocity 1, 2 and 3 m/s
- Consistency 1.2 %
- Temperature about 42 to 45 C
Screen plate
references
Slot width
(mm)
Contour height
(mm)
Pitch
(mm)
Contour angle
()
06 32 13 WW 0.149 0.6 3.35 13.2
06 26 17 WW 0.153 0.6 2.75 17.3
09 32 20 WW 0.150 0.9 3.35 19.6
09 26 25 WW 0.153 0.9 2.75 24.8
12 29 25 WW 0.154 1.2 3.05 25
Table 19: References and characteristics of the tested screen plates.
The five screen plates are compared in figure 70 in terms of pulp passage ratio achieved on average
at 15 and 23 m/s rotor velocity. Figure 71 confirms the trends observed during the previous tests
series: A slightly higher pulp passage ratio was achieved with all the screen plates as rotor velocity
was reduced. The comparison of the screen plates in figure 70 revealed an increase of the fibre
passage as the wire width was reduced down to 2.6 mm compared to 3.2 mm, at 0.6 and 0.9 mm
contour height. The relatively high pulp passage ratio of the wedge wire screen plate with 1.2 mm
contours could be due to both the intermediate wire width (2.9 mm) and the higher contours, which
were shown to improve slightly the fibre passage ratio in the frame of previous studies [67]. The
broader slot width distribution of the 12 29 25 WW screen plate (with welded wires) compared to all
the other screen plates (constructed) could also contribute to explain this higher pulp passage ratio.
The positive effect of the reduction of the pitch on the fibre passage is assumed to be due to the
increase of the pulp flow passing the screen plate per unit area, which increases the quantity of fibres
accumulated during the screening phase for a given instantaneous fibre passage ratio and
consequently the consistency of the pulp at the feed side of the screen plate at the end of the
screening phase. As the instantaneous fibre passage ratio is defined as the instantaneous (or local)
feed to accept pulp consistency ratio, this hypothesis would explain the higher average pulp passage
ratio observed with the 2.6 mm wires.
One should however note that these experimental results about the influence of wire width and their
analysis correspond to low/medium consistency pulp (1.2 % fibre consistency with 50 % softwood,
which should be equivalent to 1.5 to 2 % consistency with deinking pulp). At high screening
consistency, the faster increase of the consistency assumed to take place during the screening phase
as pitch is reduced, might lead to a too high consistency increase and thus to fibre flocculation, which
might reduce the average pulp passage ratio, instead of increasing it, or even plug the screen,
especially at low rotor velocity.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
86
0,0
0,2
0,4
0,6
0,8
1,0
0 1 2 3 4
Passing velocity (m/s)
P
u
l
p
p
a
s
s
a
g
e
r
a
t
i
o
06 32 13 WW
06 26 17 WW
09 32 20 WW
09 26 25 WW
12 29 25 WW 0.15 mm slots (av. Vr 15-23 m/s)
Figure 70: Effect of contour design and slot velocity on fibre passage
0,0
0,2
0,4
0,6
0,8
1,0
0 1 2 3 4
Passing velocity (m/s)
P
u
l
p
p
a
s
s
a
g
e
r
a
t
i
o
15 m/s rotor velocity
23 m/s rotor velocity 0.15 mm slots (av. test series 3)
Figure 71: Average effect of rotor velocity on fibre passage
0
20
40
60
80
100
0 1 2 3 4
Passing velocity (m/s)
C
l
e
a
n
l
i
n
e
s
s
e
f
f
i
c
i
e
n
c
y
(
%
)
06 32 13 WW
06 26 17 WW
09 32 20 WW
09 26 25 WW
12 29 25 WW 0.15 mm slots (av. Vr 15-23 m/s)
Figure 72: Cleanliness efficiencies of the different screen plates
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
87
The cleanliness efficiencies observed in the accept pulp (less than 50 % of the feed pulp) with the
different screen plates are compared in figure 72, showing the results obtained with the stickies in the
most sensitive size classes, i.e. 0.3 to 1.0 mm
2
measured on handsheets. A decrease of the height
and angle of the contours improved the cleanliness efficiency, which confirmed the high efficiency
increase already observed in previous studies with flat-shaped model contaminants [67] as the height
of the contours was reduced when comparing the 06 32 13 WW to the 12 29 25 WW screen plate.
The cleanliness efficiencies achieved with the different screen plates are shown in figure 73 as a
function of the pulp passage ratio in order to compare the results at equal reject rate. The two screen
plates with the lowest contours (0.6 mm) gave the best results. A reduction of the contour angle down
to 13 reduced the stickies passage ratio (improved their retention) which was attribute to the higher
probability of the particles to be rejected through contacts with the inclined contour walls as the angle
was reduced [67]. The reduction of the contour angle also reduced the passage of the fibres in about
the same proportions, which was attributed to a slower fibre concentration during the screening phase
rather than to the effects of fibre contacts with the contour walls, as fibres are flexible and contacts
should occur with only one end of the fibre [67]. These phenomena could explain the similar screening
selectivity observed with the two low-contour screen plates.
The results in figure 73 indicate that, with the low-contour (0.6 mm) screen plates, a further reduction
of the contour angle from 17 to 13 does not improve the screening selectivity. By contrast, with the
medium-contour (0.9 mm) screen plates the reduction of contour angle, from 25 to 20 improved the
screening selectivity, suggesting that the reduction of the angle had more effect on rejecting stickies
through contacts with the inclined contour walls, compared to the effect of pitch increase on the fibre
passage ratio reduction. Finally the screen plate with the highest contours (1.2 mm) showed slightly
lower screening selectivity than the one with lower contour height (0.9 mm) and equal angle (25).
0
20
40
60
80
100
0,0 0,2 0,4 0,6 0,8 1,0
Pulp passage ratio
C
l
e
a
n
l
i
n
e
s
s
e
f
f
i
c
i
e
n
c
y
(
%
)
06 32 13 WW
06 26 17 WW
09 32 20 WW
09 26 25 WW
12 29 25 WW
0.15 mm slots (av. Vr 15-23 m/s)
Figure 73: Selectivity curves of the different screen plates
The velocity of the rotor showed no large influence on the screening selectivity as observed in
previous studies with model flat-shaped contaminants [67] and illustrated in figure 74 showing the
average selectivity curves obtained with the five screen plates at 15 and 23 m/s rotor velocity. The
lower rotor velocity gave, on average, slightly better results but only at low passing velocity.
The results in figure 73 show that the two low-contour screen plates achieved about the same
efficiency at given pulp passage ratio, i.e. at given reject thickening factor, corresponding to lower slot
velocity with the 06 26 17 compared to the 06 32 13 screen plate. However, since the 06 26 17
screen plate offers about 20 % higher open area, both screen plates should have similar screening
capacities at given stickies removal efficiency.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
88
0
20
40
60
80
100
0,0 0,2 0,4 0,6 0,8 1,0
Pulp passage ratio
C
l
e
a
n
l
i
n
e
s
s
e
f
f
i
c
i
e
n
c
y
(
%
)
15 m/s rotor velocity
23 m/s rotor velocity 0.15 mm slots (av. test series 3)
Figure 74: Average effect of rotor velocity on cleanliness efficiency
Indeed, the comparison of the different screen plates should be further analysed with the help of the
simulation model developed to predict screening system efficiencies (see section 4.2.4). The model
however requires the passage ratio distributions of the stickies (figure 68) assuming constant stickies
shape in a given size class, as well as the fibre passage ratio distributions, i.e. the fractionation effect
to predict the concentration of the long fibres in the rejects.
Simplified calculations can be established to compare the efficiency of multistage screening systems
equipped with the different screen plates. The results in figure 75 were obtained on the basis of the
experimental results in figure 73, by using the plug-flow model (representing quite well screening
systems with several stages and all the accepts fed forward) and for a final reject rate of 1 %. The
calculations in this figure are only valid for the stickies in the size range considered in figure 71, i.e.
stickies forming specks between 0.3 and 1 mm
2
area, and assuming that all these stickies have the
same shape and rheological properties. It is also assumed that all the fibres have the same passage
ratio as the average pulp passage ratio. Clearly these hypotheses are not realistic, but the fact that
both the thick stickies and the long fibres concentrate in the rejects more or less compensates the
wrong assumptions.
0
20
40
60
80
100
0,0 0,2 0,4 0,6 0,8 1,0
Pulp passage ratio
S
y
s
t
e
m
r
e
m
o
v
a
l
e
f
f
i
c
i
e
n
c
y
(
%
)
06 32 13 WW
06 26 17 WW
09 32 20 WW
09 26 25 WW
12 29 25 WW
0.15 mm slots (av. Vr 15-23 m/s) Plug-flow model
1% reject rate
Figure 75: Simulation of the efficiency of screening systems
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
89
Under these simplifying hypotheses, the curves in figure 75 look similar to those in figure 73 and lead
to the same conclusions when comparing the different screen plates. The main difference is the lower
efficiency level, which was logically obtained as the final reject of the screening system was reduced
down to 1 % fibre losses. Only the screen plates with low contours (0.6 mm) and/or low angle (< 20)
should be able to achieve stickies removal efficiencies above 50 %, if operated at low passing velocity,
under the hypothesis in figure 75.
Finally, it should be keep in mind that the shape of the stickies influences strongly the screening
efficiency, as illustrated in table 20 where the cleanliness efficiencies measured on accept pulp
handsheets for the stickies in the 0.4 to 1.0 mm
2
size class are compared at the same screening
conditions between the different tests series. Table 20 also gives the average thickness of the
adhesive spots measured in the handsheets.
Screen plate 12 29 25 WW 06 32 13 WW
Test series - Adhesive
Av. spot thickness
1 - D170
Old
52 m
2 - E115
Old
38 m
3 - E115
Fresh
51 m
2 - E115
Old
38 m
3 - E115
Fresh
51 m
Efficiency - Vp 1 m/s 76 % 20 % 60 % 78 % 92 %
Efficiency - Vp 3 m/s 56 % 10 % 37 % 20 % 68 %
Table 20: Cleanliness efficiency measured on accepts handsheets for the 0.4 - 1mm
2
stickies
The best efficiencies were obtained with the hot-melt rubber adhesive D170 and the lowest with the
acrylic adhesive E115 produced from old labels. The higher efficiency obtained with the acrylic
adhesive in the third test series with fresh re-pulped adhesive labels is attributed to the higher
thickness of the stickies with the fresh adhesives, compared to the old labels which produced more
flat-shaped particles. The fact that the efficiencies obtained with the hot-melt adhesive (1
st
test series)
were higher than those obtained with the fresh acrylic adhesive (3
rd
test series) could be due to the
lower extrusion ability of the hot-melt adhesive D170 compared to the acrylic adhesive E115, since
both adhesive particles gave the same average spot thickness in the handsheets. However, the higher
trend of the hot-melt adhesive to spread out during handsheet drying suggests that the average
stickies thickness calculated from the total stickies spot area is more underestimated with the hot-melt
adhesive compared to the acrylic one. Previous studies have effectively shown that the hot-melt
adhesive films showed higher trend to stick onto itself during re-pulping and to form thicker particles
compared to the acrylic adhesive. Consequently, it is not possible to conclude clearly that the higher
screening ability observed with the hot-melt adhesive particles during the pilot screening tests is due to
their lower extrusion ability which was observed at lab scale compared to the acrylic adhesives.
4.2.3.3. High-consistency screening
The tests aiming at determining the best screening conditions for the removal of PSA stickies in the
high-consistency range, i.e. 2 to 4 %, were performed at CTP on pilot scale. The design and the
manufacture of a screen cylinder pressure screen were done by CTP in cooperation with AFT.
Background
Referring to typical deinking processes (figure 2) and to European mills [2], low-consistency screening
is generally performed with 0.15 mm slots (used in previous section to optimise screen plate design).
By contrast, The first pressure screening step implemented after the pulper screening step with
relatively large holes (screening zone of a drum pulper or secondary pulper after a high-consistency
batch pulpers equipped with typically 5 to 6 mm diameter holes) is normally performed at relatively
high consistency, with holes and/or with slots under the following conditions [2]:
- 1.2 to 2.0 mm diameter holes at 3 to 4 % consistency
- 0.20 to 0.25 mm slots at 2.5 to 3.5 % consistency
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
90
The strategy proposed in the SWP 3.4 High consistency screening research programme to improve
deinking pulp cleanliness is based, for a large part, on the increase of the stickies removal efficiency at
the first fine screening step, i.e. preferably in the high consistency range. Typically, special rotors are
used at high velocity to avoid fibre flocculation, which may lead to the fragmentation of some soft
adhesives, as a result of the high shear rates. If stickies particles are fragmented in pressure screens,
the stickies removal efficiency will decrease at the first stage and even more at the secondary stages,
with consequently a significant decrease of the efficiency of the whole screening system.
In addition, the extrusion of stickies through slots should be minimized, despite the conclusions of the
work reported in the previous section, which showed that screen plate design had more influence on
the screening efficiency than parameters known to affect the extrusion pressure, the best results being
obtained with low-contour screen plates. These results suggested that contour height and associated
hydrodynamic particle slip phenomena over screen plate contours may have more impact on the
screening efficiency than slot width and associated stickies extrusion, at least in the low-consistency
range, where the pilot tests were performed. Conclusions about the optimisation of coarse screening
in the high-consistency range might be different since rotors producing higher pressure pulse are
normally used at this step and because concentrated fibres and flocs probably transfer particle
separation phenomena to the slot inlet and should then contribute to increase the extrusion of stickies.
The research work performed in this field included mill analyses to quantify the fragmentation of
stickies at the high-consistency screening steps in deinking lines as well as pilot screening tests, with
both conventional and new high-consistency screening technology. A new rotating basket technology
has been investigated for slot screening and evaluated on the experimental slice screen, as planned.
The idea was to protect the soft adhesives from high shear by placing the rotor at the accept side of
the basket, and to generate the required pulp de-flocculation at the feed side of the screen plate.
Evaluation of high-consistency screening steps in a deinking mill
A European deinking mill producing copy paper from wood-free deinking raw material was chosen as
the mill offered the possibility to check two high-consistency screening steps, respectively equipped
with small holes and fine slots, regarding the usual holes and slots size ranges:
- High-consistency screening with holes: 3-stage screening system at 4.6 % feed consistency
(first stage), 1.2 mm holes at the 1
st
and 2
nd
stages (accepts fed forward) and open final stage
screen equipped with 1.8 mm holes (accepts to 3
rd
slot screening stage inlet)
- High-consistency screening with slots: 4-stage screening system at 2.8 % feed consistency
(first stage) with 0.20 mm slots and with accepts fed forward at all stages
The results of the analyses of the pulps sampled during the first day over the whole holes and slots
high-consistency screening system showed that:
- 32 % of the macro-stickies were removed
- 47 % of the macro-stickies were left in the accepts of the system
- 25 % of the macro-stickies were missing and had thus probably been fragmented in smaller
stickies particles (micro-stickies not counted by the INGEDE method n4)
The analyses of the pulps sampled during the second day at the first stage of the slot screening step
showed a higher stickies load (probably due to more stickies in the raw material the 2
nd
day) and no
significant stickies fragmentation. In addition the last slot screening stage showed a high efficiency of
about 82 %. Both results were not surprising since macro-stickies which passed the hole-screening
step are normally more resistant to fragmentation (weak stickies should have been fragmented at the
first screening step) and stickies which concentrate in screening rejects are easier to remove.
The mill sample analyses revealed a clear by relatively limited fragmentation of the macro-stickies at
the high-consistency screening steps. The sampling conditions unfortunately did not allow to identify
precisely where macro-stickies fragmentation took place, but the results suggested that the first high-
consistency screening steps should be responsible for this stickies fragmentation, as expected.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
91
Design and construction of a rotary screen cylinder screen prototype
The prototype of pressure screen with rotary screen cylinder has been designed on the basis of the
experimental screen described in figure 60, which has been modified to investigate this technology, as
shown in figure 76, where the internal static parts are marked in blue and the rotating parts in red. The
characteristics of the two experimental screen versions are compared below.
- Basic version: Static screen cylinder 500 mm diameter
Rotor 4 foils 23 m/s max velocity
- Modified version: Rotary screen cylinder 400 mm diameter 22 m/s max velocity
Static rotor 4 static foils
FEED
REJECT
ACCEPT
FEED
ACCEPT
REJECT
FEED
REJECT
ACCEPT
FEED
REJECT
ACCEPT
FEED
ACCEPT
REJECT
FEED
ACCEPT
REJECT
Figure 76: Modification of the experimental slice screen
Version with static screen cylinder (left) Version with rotary screen cylinder (right)
Direction of rotation
Profile A
Direction of rotation
Profile A
Figure 77: Experimental slice screen with rotary screen cylinder
Static foils (left) Rotary screen cylinder (right)
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
92
The central slotted part (100 mm width) of the rotary screen cylinder (300 mm width) was constructed
and designed by AFT (figure 77 left). The slotted width was 80 mm. The slots were milled and had the
following design called Profile A:
- Slot width: 0.15 mm nominal, 0.18 mm on average (measured with gauges)
- Contour height: 0.9 mm
- Pitch: 3.2 mm
- Contour angle: 35
A conventional hydrodynamic sealing device was implemented in the front side of the prototype in
order to avoid as much as possible by-pass flows between screening accepts and rejects.
The static foils have been designed in such a way to be able to change their shape and location in
order to produce suitable pressure pulses. Indeed, there are no available (published) data about static
foils, though rotary screen basket screens are proposed by some equipment suppliers for coarse
screening with holes. Figure 77 (left) shows the dimensions of the static foils for two combinations of
pieces of equipment to produce different pressure pulses. Other combinations are also possible and
the gap between the static foils and the rotating screen basket can be adjusted independently by
changing the intermediate plates (several plates are available with thickness between 2 and 9 mm).
Preliminary tests performed with the two static foil configurations shown in figure 77 showed no large
difference on the screening capacity, in terms of maximum flow rate before plugging. All the tests were
done with the upper design in figure 77 which achieved slightly higher screening capacity.
The first screening tests showed a surprisingly high pulp passage ratio, even at high consistency and
low rotor velocity. This result appeared to be too good and no explanation was found except some
high by-pass flow at the hydrodynamic sealing. In such a case, the expected effects of the screening
parameters (pulp consistency, screen cylinder and slot velocity) would be completely overshadowed
by variations of the by-pass flow. Changing for example the velocity of the screen cylinder modifies
strongly the flow and the pressure distribution around the rotary screen cylinder and consequently the
by-pass flow. In addition, the prototype achieved practically no stickies removal, which confirmed the
hypothesis that a strong by-pass flow should take place through the hydrodynamic sealing from the
reject area to the accepts, and consequently pollute the accept pulp.
Various changes, including the implementation of radial plates inside the rotary screen cylinder to
reduce the vortex or feeding the screen through the reject outlet to replace by-pass of reject pulp by
less contaminated feed pulp, were tested (details can be found in the report D15) but did not enable to
operate the prototype with sufficiently low by-pass flow at the hydrodynamic sealing, and consequently
to conclude on the rotary screen cylinder screen technology.
Evaluation of stickies fragmentation in screens
The objectives were to compare the rotary and static screen cylinder technologies in order to asses
stickies fragmentation in the high-shear zone in the gap between the rotor and the screen cylinder,
taking into account that there is no gap on the feed side with rotary screen cylinder technology. Both
screens were equipped with 0.15 mm milled slots (profile A, 0.9 mm contour height, 3.2 mm pitch and
respectively 0.18 and 0.17 mm measured slot width with the rotary and the static screen cylinders).
The gap between the foils and the screen cylinder was about 4 mm for both screen versions. Stickies
fragmentation was evaluated by handsheet image analysis in order to measure smaller particles than
with the INGEDE method n4.
The tests were performed with a bleached softwood/hardwood kraft pulp mixture containing about 1%
acrylic adhesives (E115). The adhesives labels were stuck onto fresh newspaper to produce dark
particles and re-pulped in the pilot drum pulper with newspapers during a relatively low pulping time
(15 min at 40C with standard INGEDE deinking chemistry) to get relatively large stickies particles.
The adhesive containing pulp was then mixed with the bleached chemical pulp.
The screening tests were performed in recirculation on the feed chest (pulp samples were taken on
the feed) with the accepts closed and open, in order to asses the effect of stickies particles passing
the slots or partly jammed at the slot inlet (long-shaped stickies) on their fragmentation.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
93
One fresh batch of stickies-containing pulp was used per type of screen and the tests started with the
closed accepts, under the flowing conditions:
- Duration of the test 1 hour = about 30 average passages
- Pulp consistency 3.2 to 3.5 %
- Temperature 44 to 54C (end of the test)
- Passing velocity 1 m/s with open accepts (Vp = 0 means closed accepts)
- Rotor velocity 20 m/s
The results in figure 78 showed a clear fragmentation of the stickies during the high-consistency
screening tests but the effect was relatively limited since the average stickies size was only reduced
by about 20% after 30 passes in the screen.
Static Screen Cylinder Vp = 0
0
20
40
60
80
100
0 0,5 1 1,5 2 2,5
Stickies particle size (mm)
t = 0
30 min
60 min
Static Screen Cylinder Vp = 1 m/s
0
20
40
60
80
100
0 0,5 1 1,5 2 2,5
Stickies particle size (mm)
60 min
90 min
120 min
Figure 78: Stickies particle size distribution during conventional high-consistency screening tests
These results were obtained with weak stickies, i.e. acrylic adhesives produced under alkaline pulping
conditions with gentle equipment (drum pulper) and screened at relatively high temperature (50C).
High-consistency screening conditions with higher rotor velocity, i.e. up to 25 m/s instead of 20 m/s, or
even at higher temperature (about 60C seems to be a maximum in the first deinlking loop) might have
led to higher stickies fragmentation.
4.2.4. Simulation of screening systems
The objectives in this sub-workpackage about the development of a screening model were:
- to develop simulation tools and a model for the simulation of multistage screening systems,
which is based on the probability screening theory,
- to optimise screening systems in terms of stickies removal efficiency and fibre losses, on the
basis of input data generated by the pilot screening tests (section 4.2.3), in terms fibre and
stickies particle passage ratio distributions, according to the probability screening theory,
- and finally to use the simulation tools and experimental input data in order to define the best
strategies for the removal of stickies in deinking lines (section 5.1).
The latest developments of the screening model and an example of simulations of screening systems
established with input data from earlier pilot screening tests with flat-shaped model contaminants, are
presented in this section. The complete results of the first simulations can be found in the report D9.
The applications to the optimisation of stickies removal in screening systems combining cleaning and
flotation are reported in section 5.1.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
94
Screening model and simulation tools
Among the different possibilities to develop models for the optimisation of screening systems in mills,
such as empirical models based on pulps consistency, freeness or global cleanliness measurements,
the approach based on the particle passage ratio concept based on to the probability screening theory
seemed the most promising as it relies on the characterisation of the physical particle separation
phenomena. Both fractionation screening (to separate long/coarse fibres or shives from the short or
good fibre fraction) and contaminant screening (to remove various contraries from recycled pulps)
were then treated on the same basis since the evaluation of the fibres losses in contaminant screening
systems requires the characterisation of the pulp fractionation at the different screening stages.
The average behaviour of particles (fibres or contaminants of given characteristics) in an elementary
height or slice of a screen basket, can be characterised by a passage ratio, which includes the
average particle passage probabilities in the two directions through the screen plate in order to take
the pulsation flow into account [12]. The passage ratio is given by:
P = Cd/Cu,
where Cd is the downstream consistency and Cu the upstream consistency, with the hypothesis of
perfect radial mixing on the feed and accept side of a screen cylinder (figure 79 left).
The passage ratio P is equal to the accept to reject consistency ratio Ca/Cr for the mixed-flow model
assuming also perfect mixing in the axial direction. The plug-flow model assumes no axial mixing and
corresponds to single mixed-flow elementary screens in cascade, with feed forward second stage
accepts (figure 79 right). The performances of screens can be predicted according to these flow
models assuming no interactions between the suspended particles and constant particle passage
ratios P
x
over the screen plate, the subscript x identifying the type of particle [12-15]. The effects of the
reverse flow during the negative pressure pulse [17] can be included in the passage ratio P, which is in
fact an average resulting particle passing probability, when defining instantaneous passing
probabilities during the screening and reverse flow phases [73]. Standard nomenclature (figure 79) is
used in the equation below, where Rv and Rw are the reject rates by volume and by weight and Si, Sa
and Sr the shives or contaminant contents in the inlet, accept and reject.
Inlet Reject
Accept
Ci, Si
Qi
Mi = Qi.Ci
Ca, Sa
Qa
Ma = Qa.Ca
Cr, Sr
Qr = Qi.Rv
Mr = Mi.Rm
Cu
Cd
Upstream
Downstream
F
R
A
F
R
A
Figure 79: General screening symbols (left) Mixed-flow and plug-flow models (right)
The equations giving the reject thickening factor (T = Cr/Ci) are only valid for homogeneous particles:
T = 1/(P - Rv P + Rv) for the mixed-flow model
T = Rv
(P-1)
for the plug-flow model
In the hypothesis of homogeneous fibres with a passage ratio P
F
and contaminants with a passage
ratio P
K
, the ratio = P
K
/ P
F
is simply related to the standard efficiency definitions and to the Nelson
screening quotient Q, which found widespread use in pulp screening:
E
R
= Rw Sr / Si Reject (removal) efficiency
E
C
= 1 Sa / Si Cleanliness efficiency
Q = E
C
/ (E
C
+ Rw E
C
Rw) = E
C
/ E
R
= 1 Sa / Sr
E
R
= Rw / (Rw + Rw) or Q = 1 - for the mixed-flow model
E
R
= Rw
for the plug-flow model
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
95
In real situation, the passage ratio distributions of the contaminants and pulp components have to be
included in the calculations to establish the models of screening systems.
The first step in the elaboration of the screening model is to establish experimentally the particle
passage ratio distribution as a function of the screening conditions in a pressure screen cross section
and for the relevant categories of the pulp components and contaminants, at least:
- the fibres in several length classes and the fines, fillers and shives,
- the contaminants in several particle size classes and, if possible, in several classes of particle
shape and viscoelasticity in given size classe.
The separation of pulp components is essentially a matter of probability separation of long-shaped
particles, with some barrier separation for the removal of shives. The separation of the contaminants
involves probability screening of thin particles and barrier screening of round shaped particles with
possible extrusion through the slots, and includes more or less particle size and shape alteration.
The fibre passage ratio distribution has to be evaluated first as a function of the fibre length to
evaluate fractionation efficiency and fibre losses [24-27] and then according to fibre coarseness at
least with mechanical fibres. Recent studies showed that the relation between the passage ratio P
(l)
and the fibre length l could be approximated by a negative exponential function [74]:
) / ( exp
) (
l P
l
=
where was shown to increase approximately linearly with the aperture diameter with = 1 in the
case of smooth-hole fractionation, while the best fit value was given by = 0.5 in the case of
contoured slots (used for stickies screening).
The evaluation of the contaminant passage ratio distribution is more difficult under real mill situation
since there exists no equipment to measure the size and shape of the contaminants in recycled pulps
(contrary to the situation with the fibres where various devices are available to characterise the fibres).
Therefore, relevant model contaminants were used in this first study (adhesive particles in this project)
to evaluate the contaminant passage ratio as a function of the screening conditions.
The second step in the elaboration of the screening model is to evaluate the particle consistencies in
the screen accepts and rejects for all the categories of particles, on the basis of the particle passage
ratio distribution and as a function of the particle distribution in the screen inlet, of the reject flow rate
and of the internal flow models. These include the plug-flow and mixed-flow models as well as other
intermediate models to characterise the bulk flow inside a screen. Screening system configuration
(cascade, feed forward and other systems), reject dilution (internal or external) and discontinuous
operation of final stage screens are then relatively easy to include in the model with adapted software.
Circuit simulation expertise and tools have been developed [75] on the basis of the commercial
simulation software GII (Gensym). These tools enable the dynamic simulation of the water and particle
flows in any stock preparation system or water circuit. Changing the equipment, the circuit design, the
screening parameters or the pulp composition (including contaminants) is very easy once the models
have been established. Typically, the output data are solid and liquid flows, particles consistencies,
efficiencies and losses, as well as responses to input changes taking the capacities into account.
An interesting aspect in the development of screening systems simulation is that the implementation of
other separation techniques such as cleaning and flotation can be included in the model to evaluate
potential benefits and optimise the location the equipment in the system, typically on screening reject
compared to the main stream. High-density cleaners, used in some cases on screening rejects to
remove sand and protect screen cylinders from excessive wearing, should also remove PSA stickies.
The low-density rotary cleaner offers the possibility to extract low-density stickies from screening
rejects without long fibre losses [67,76]. Flotation cells have been implemented on screening rejects to
remove selectively hydrophobic stickies [37,38]. The simulations of screening systems performed on
the basis of the experimental data gained with the pilot stickies screening, cleaning and flotation tests
include high-density cleaning (since the reference PSA stickies were neutral or high-density
contaminants as reported in section 4.3.2) or flotation of screening rejects (see section 5.1.2).
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
96
Example of simulations of screening systems
The two 3-stage screening systems shown in figure 80 have been simulated:
- System A is a conventional 3-stage cascade system with feed-forward second stage accepts and
feedback third stage accepts
- System B is a 3-stage cascade system with special series feed-forward arrangement at the
second and third stages, as described in [77]
Fi gure 80 Simulated screening systems (systems A and B)
Example of screen display of CTPs simulation platform
The simulations were performed to illustrate the influence of profile height and the screening
conditions were chosen among those where the most complete data were first available, i.e. with
MicroVortex screen plates (see figure 65), the foil rotor and bleached chemical fibres. Table 21 gives
the particle passage ratios used to simulate four different screening conditions:
- 0.15 mm MV slots, high profiles (1.2 mm) and 0.19 mm MV slots, low profiles (0.6 mm)
- Low passing velocity (0.7 m/s) and high passing velocity (2 m/s)
- Bleached chemical pulp mixture, 50% softwood / 50% hardwood, low consistency (1 to 2%), with
20% fillers (P = 1) and 10% fines (postulated passage ratio: P = 0.9)
- Hard spheres with postulated passage ratios
- Soft spheres with postulated passage ratios evaluated from previous stickies screening tests [78]
- Films with the passage ratios measured for the 0.5mm PE films [79]
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
97
Screen plate 0.15mmMV/1.2 0.19mmMV/0.6 Screening conditions
Passing velocity (m/s) 0.7 2 0.7 2
Pulp (50% BSK / 50% BHK) Lambda
Beta
3.2
0.56
8.2
0.63
3.5
0.56
10
0.69
Contaminants % % Shape Diam/area Type
Mixture 1:
80% films
Mixture 2:
20% films
5
5
5
5
80
20
20
20
20
20
Spheres
Spheres
Spheres
Spheres
Films
0.15mm
0.20mm
0.30mm
0.40mm
0.5mm
Hard
Hard
Soft (PSA)
Soft (PSA)
PE
0
0
0.12
0.04
0.14
0
0
0.23
0.06
0.27
1
0
0.23
0.12
0.022
1
0
0.6
0.23
0.066
Table 21 Hypothesis on particle passage ratios used for the screening system simulations
The hard and soft spheres were treated as barrier contaminants. With the soft particles the passage
ratios were evaluated from previous stickies screening tests performed with the 0.15mmMV/1.2 slots.
The effect of contour height was not taken into account in the postulated passage ratios of spheres.
The fibre passage ratio distribution curves characterised by and were used to calculate the fibre
consistency distributions in length. Fibre coarseness functions were determined for the softwood and
hardwood fibres [80] and included in the simulation in order to evaluate the real reject consistencies (in
weight) and predict correctly the fibre losses. The cleanliness efficiencies and the total losses of the
screening systems were calculated for the two contaminant mixtures and for the soft spheres only.
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20
Single screen reject flow rate (%)
E
f
f
i
c
i
e
n
c
y
o
r
S
c
r
e
e
n
i
n
g
s
y
s
t
e
m
l
o
s
s
Ec (%) Mixture 80% films
Ec (%) Mixture 20% films
Ec (%) Soft contaminants
Rw (Kg/t) Screening loss
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20
Single screen reject flow rate (%)
E
f
f
i
c
i
e
n
c
y
o
r
S
c
r
e
e
n
i
n
g
s
y
s
t
e
m
l
o
s
s
Ec (%) Mixture 80% films
Ec (%) Mixture 20% films
Ec (%) Soft contaminants
Rw (Kg/t) Screening loss
Figure 81: Screening system A: 0.15mmMV/1.2 slots (left) versus 0.19mmMV/0.6 slots (right)
An example of simulation results obtained with system A (mixed flow model at 0.7 m/s slot velocity) is
given in figure 81 showing the effect of the reject flow rate (supposed to be equal at each stage) on
the total system losses (Kg/t) and on the cleanliness efficiencies calculated for the two contaminants
mixtures and for the soft particles. Compared to the 0.15mm high-profile slots (figure 81 left), the
0.19mm low-profile slots (figure 81 right) showed about the same losses and a higher efficiency with
the contaminant mixture containing 80% films, which was consistent with experimental results [78
]. At low reject rate, the efficiency tended towards the fraction of barrier contaminants (P = 1),
i.e. 40 and 10% with the 0.15mm slots and 20 and 5% with 0.19mm slots, for the mixtures 1 and 2
respectively. The simulated curves with system B looked very similar to those with system A, except
that the range of system losses was about two times higher and the efficiency level slightly higher for a
given single screen reject flow rate. The efficiencies of both systems were compared at the equal
losses of 2%. System B was slightly better with plug flow only and the screening efficiency was
improved as:
- the internal flow in the screens was closer to the plug-flow model than to the mixed-flow model,
- the screens were operated at low passing velocity
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
98
4.2.5. Conclusions and perspectives
The experimental and numerical simulation studies about the extrusion of adhesive particles through
slots, both under steady and unsteady pressure, have contributed to develop the knowledge about the
specific behaviour of stickies in slot screening systems. Stickies particles up to 3 times the slot width,
in the case of soft PSA stickies such as acrylic adhesives after soaking, can be extruded through the
slots under screening temperature and maximum extrusion pressure observed in mills, as far as the
high pressure is applied continuously, which is not the case. In real situation the pressure pulses
generated by the rotor ahead of the foils are very short, so that only stickies particles up to 1.2 times
the slot width should be able to pass the slot during a single pressure pulse. Larger particles, namely
string-like stickies, might however be able to pass the slots, according to some multi-step extrusion
process, which should take place over several rotor revolutions.
Concerning the optimisation of low-consistency screening, the pilot screening confirmed the effects of
the main parameters tested on lab scale, e.g. higher efficiency at reduced temperature and with the
hot-melt rubber adhesive compared the softer soaked acrylic adhesive material. Concerning the
optimisation of screen plate design, better results where effectively obtained with a milled screen plate
compared to a wedge wire screen plate with similar contour design, which was attributed to less
stickies extrusion. However, the main conclusion of the comparative tests with other wedge wire
screen plates with different contours was that a reduction of the height or angle of the contours led to
much higher efficiency gains than using milled screen plates. This means that particle contacts and
slip phenomena over the inclined contour walls have more impact than particle extrusion through slots,
as these phenomena contribute to remove the stickies before they even reach the slot inlet.
Practically, when comparing only screen plates with equal slot width (0.15 mm), the best results were
obtained with the lowest contours, i.e. 0.6 mm height and 13 to 17 angle, while a reduction of the
contour angle from 25 to 20 improved the efficiency with the medium contour height of 0.9 mm.
Finally, it should be kept in mind that the screening tests were performed at relatively low consistency,
using a conventional low-consistency foil rotor. Conclusions might be different about coarse screening
in the high-consistency range (a key screening step as soft stickies should be removed as early as
possible in the recycling line to minimise their fragmentation) since rotors producing higher pressure
pulse are normally used at this step and because concentrated fibres and flocs probably transfer
particle separation phenomena to the slot inlet and should contribute to increase stickies extrusion.
Concerning high-consistency screening, there have been some technical problems with the pilot
screen prototype where a rotary screen cylinder and specially designed static foils were implemented.
Indeed, it has not yet been possible to conclude about the advantages of the rotary screen cylinder
technology compared to the conventional technology with rotor and static screen cylinder, because of
excessive by-pass flows at the hydrodynamic sealing. The expected benefit was a lower fragmentation
of the stickies in order to remove them, as large particles, as early as possible in the deinking line.
Stickies fragmentation during high-consistency screening was however evaluated in the framework of
both deinking mill sample analyses and pilot plant trials with the weakest PSA stickies. The results
were consistent and showed a clear but however limited fragmentation of stickies. The pilot screening
tests performed with the conventional screening technology also allowed to evaluate the influence of
some major high-consistency screening parameters.
Future work should concentrate on high-consistency screening, in order to confirm the first findings
and to develop the understanding of the particle separation and stickies extrusion phenomena at high
fibre consistencies. The rotary screen cylinder technology should also be further investigated, as far as
the technical problems can be solved, and because the basic idea of reducing the high-shear zones to
minimise the fragmentation of stickies is still regarded as promising.
Future work on pressure screening will continue, after this project, not only at CTP, but also at ITM
(Institute of Thermal Machinery, Technical University of Czestochowa) through numerical simulation
studies which were engaged further to the cooperation developed between LEGI and CTP. Numerical
simulation should allow to further develop the understanding of the stickies extrusion phenomena,
though the problem is very difficult, namely because of the complex models to be used for the
rheological properties of adhesive materials and because particle slip conditions are fairly unknown.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
99
4.3. Centrifugal cleaning
4.3.1. Background and objectives
Centrifugal cleaning used to be a common and effective technique to remove high-density as well as
low-density macro-stickies in recycled pulps. Cleaning has however become much less competitive
with respect to pressure screening due to recent progress in slot screening. In addition, stickies from
pressure sensitive adhesives are known to be very difficult to remove because of their density close to
the pulp density. Most of the PSA stickies in deinking raw material are high-density particles and
should thus be removed by high-density cleaners. By contrasts, low-density stickies from hot-melt
glues to be removed by low-density cleaners, are more common in the field of packaging.
Progress achieved in centrifugal cleaning since cleaners became, in the 1950s, commonly used in the
pulp and paper industry has mainly concentrated on low-density cleaning, while high-density cleaners
still have about the same design as the conventional hydrocyclone invented in 1891. Figure C1
illustrates the different types of low-density cleaners developed for the removal of low-density
contaminants, i.e. particles with lower density than the liquid phase of the pulp suspension, which tend
to float to the surface under gravity acceleration (g) or to migrate to the vortex core under the high
centripetal acceleration () in the cleaner [36]. The first reported applications of low-density cleaning
were combination cleaners [81] and reverse cleaners [82], which were installed in 1969 in deinking
mills. The through-flow cleaner [83] and the rotary cleaner [34, 84] have been developed later and
marketed in the early 1980s. Combination cleaners, or core bleed cleaners, are conventional high-
density cleaners equipped with an additional low-density contaminant outlet in the vortex core. These
combined versions of conventional cleaners are normally operated at a higher feed pressure and
provide additional removal of air and low-density contaminants, with low additional equipment costs.
However, the efficiency is limited with low-density contaminants since they have to cross the accept
streamlines to be removed in the air core [34]. Under these conditions, the time available for low-
density contaminant cleaning in the upward accept flow is extremely short.
Combination
Cleaner
F
A LR
LR
HR
Reverse
Cleaner
F
A
LR
Through-flow
Cleaner
F
A
LR
Rotary Cleaner
Figure 82: Low-density cleaners. Working principle of the core-bleed cleaner, reverse cleaner,
through-flow cleaner and rotary cleaner (F: feed, A: accepts, HR/LR: heavy/light rejects).
The design criteria are the same for the optimisation of the efficiency of reverse and forward cleaners.
A simplified cleaning index (I = .T/D) was proposed [85] and shown to give a rough prediction of the
efficiency level of conventional cleaners [35-36]. In this cleaning index, the cleaner head diameter (D)
is directly related to the migration distance which a particle has to cover with respect to the fluid to
escape from the accept flow, during the residence time (T) and with a radial slip velocity proportional
to the radial acceleration (). According to the Stokes law, the radial slip velocity U = (d/18).(
s
- ).
is primarily determined by the fluid to particle density difference (
s
- ) and depends also strongly on
the particle size (d) as far as the laminar flow regime applies, which is generally the case in cleaners
with small stickies having small radial slip velocity.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
100
Practically, small head-diameter forward cleaners showed to achieve the highest efficiencies with
small contaminants, as far as they were correctly designed [35], which led to test some high-density
cleaners with small diameter (65 to 130 mm) at CTP. By contrast, other studies [86] as well as some
preliminary performed at PTS with stickies, revealed a better efficiency with a large-diameter (270 mm)
cleaner having ceramic walls compared to other cleaners with synthetic walls.
The objectives in the research programme devoted to cleaning in this project were more particularly:
1. to determine the influence of basic centrifugal cleaning parameters, including stickes density and
ways to alter it, in order to optimise the stickies removal efficiency with conventional cleaners,
2. to investigate the influence of cleaner design parameters, including cleaner size and wall material,
in order to determine the best forward cleaning technology to remove stickies,
3. and, initially, to investigate the possibilities of the rotary cleaner to remove low-density stickies at
increased consistency, in order to remove such stickies as early as possible in the deinking line.
Further to the findings in this project, research effort was transferred from low-density to high-density
cleaning, since the reference adhesives did not lead to low-density stickies after re-pulping. Additional
forward cleaning tests were performed after the addition of talcum in order to increase the density of
the stickies by the absorption of mineral particles and consequently to improve the efficiency as
reported in a recent paper [87] about mill trials where improved macro-stickies removal was observed
when talcum was added before the cleaners.
4.3.2. Stickies density
The first point in the elaboration of a cleaning test programme is to evaluate the density range of the
particles to remove, in order to determine the type of cleaning equipment which should be tested, i.e.
high-density or low-density cleaners.
Tests were performed to measure the density of the reference adhesives (table 22). The method
chosen was to introduce small pieces of the adhesive material in water and then to increase or
decrease the density of the liquid by adding respectively either salts or alcohol until the particles
neither sink nor float. The density of the adhesive particles was evaluated by measuring the density of
the fluid mixture which maximised the proportion of neutral buoyancy particles. The particle densities
were determined directly on the adhesive material and after soaking several hours in water. The
soaked particles were then surface dried (with a blotter), weighted, oven dried and weighted again in
order to determine the amount of water absorbed during soaking. The particle densities reported in
table 22 for the pure adhesive material and after soaking are consistent with the measured water
absorption. The water-based acrylic adhesive is a high-density material and absorbs much more water
(as expected) than the hot-melt rubber adhesive, which showed to be low-density material.
Type of adhesive Adhesive
density (g/cm
3
)
Density after
soaking (g/cm
3
)
Absorbed water
(%)
Density after
pulping (g/cm
3
)
Water-based acrylic E115 1.03 1.02 50
1.05
Hot-melt rubber D170 0.96 0.96 < 8 1.00
Table 22: Density and water absorption of the reference adhesive materials
However, as the observation of the adhesives during the cleaning tests (mainly sinking particles) as
well as the cleaning results (next section) revealed an increase of the density of the re-pulped hot-melt
rubber adhesives, it was then decided to perform additional density analyses on the macro-adhesive
particles, i.e. the particles retained by laboratory screening with the 0.10 mm slots. The principle was
to determine the ash content to assess the amount of mineral pigments adsorbed on the adhesives in
the pulper. The density of the macro-stickies was then determined by calculation (table 22) assuming
a mineral pigment density of 2.7 g/cm
3
. These results of the evaluation of the real density of the
stickies after pulping suggest that no pure centrifugal separation should be observed with the neutral
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
101
buoyancy hot-melt rubber adhesive. By contrast, the adsorption of mineral pigments on the acrylic
adhesive should be very positive as the particle to fluid density difference is about doubled, which
should double the centrifugal slip velocity of small adhesive particles according to the Stokes law [36].
It is important to note that the density increase caused by the adsorption of mineral pigments, and
probably to a much lower extent by the absorption of inks, depends on the surface properties of the
materials, the physical chemistry of the process waters and the initial thickness of the adhesive films.
PSA contaminants from other sources than adhesive labels and tapes might have higher thickness
than 20 m and consequently be less sensitive to density changes caused by adsorbed pigments.
4.3.3. Hydrocyclone cleaners
The cleaning tests were performed with industrial equipment, including high-density forward cleaners
with different head diameters (270, 130 and 65 mm) and a low-density through-flow cleaner (100 mm
head diameter). Some of these cleaners are shown in figure 83.
1 - Forward Cleaner
270 mm head diameter
(smooth ceramic walls)
2 3
2 - Forward Cleaner
130 mm head diameter
(spiral cone)
3 - Through-flow Cleaner
100 mm head diameter
1
Figure 83: Forward cleaners at PTS (1) and CTP (2) and through-flow cleaner at CTP (3)
The effects of the basic centrifugal cleaning parameters were studied at PTS with the two reference
adhesives. PTS also investigated means to selectively increase the density of stickies by adsorbing
mineral adsorbents in order to improve their removal with cleaners. Four different cleaners were tested
at CTP with the two reference adhesives to investigate the influence of cleaner design parameters and
finally to compare the possibilities of centrifugal cleaning compared to fine slot screening.
4.3.3.1. Stickies and cleaner operating parameters
The high-density cleaning tests at PTS were performed with the large 270 mm head diameter cleaner,
which showed to be effective according to preliminary tests. The INGEDE method n4 was used to
evaluate the stickies removal efficiencies by particle size classes.
The effects of the main cleaner operating parameters were tested in relatively large ranges, i.e.
between 0.5 to 1% for the pulp consistency, 100 to 200 kPa for the pressure drop, 35 to 55 C for the
temperature and 2 to 12 % for the reject flow rate. The stickies were produced by re-pulping the
reference adhesive labels with copy paper in a small (100 l) low-consistency pilot pulper.
The macro-stickies content in total INGEDE spot area was generally 5 to 20 % higher in the accepts
compared to the feed, with both reference adhesives, which suggested a slight agglomeration of the
stickies in the cleaner. None of the tested parameters showed large and clear effect on the stickies
removal efficiency, as illustrated in figure 84 showing the effect of pulp consistency.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
102
efficiency of macrostickies removal in cleaners
- variation stock consistency (E115)
-125
-100
-75
-50
-25
0
25
50
75
100
125
100...150 150...200 200...500 500...1000 1000...1500 1500...2000 2000...5000
5000...50000
particle size [m]
c
l
e
a
n
e
r
e
f
f
i
c
i
e
n
c
y
[
%
]
stock consistency 1,0 %
stock consistency 0,7 %
stock consistency 0,5%
Figure 84: Effect of consistency on macro-stickies removal efficiency (270 mm cleaner)
The increase of the temperature up to 55C allowed to reach, with the acrylic adhesive, the highest
average macro-stickies reduction by 15%, which must be regarded as low. By contrast, higher stickies
removal efficiencies were reported in mills, which were attributed to the mineral fillers [38, 87].
Additional cleaning tests were performed after the addition of mineral particles under the conditions
which should, as much as possible, increase the density of the particles by the adsorption of a heavy
layer of mineral particles. The density of minerals range between about 2.7 g/cm
3
for kaolin and
calcium carbonate and 4.2 g/cm
3
for titanium dioxide [88-89]. The adsorbents that come into question
include minerals which are commonly used in the paper industry, i.e. kaolin, calcium carbonate, talc
and zeolite. These minerals are characterised and differentiated mainly by the following parameters:
average particle size, specific surface area, density, surface energy and charge [87, 90]. The zeta
potential of the minerals is frequently highly dependent on the pH. The average particle size is usually
less than 1 m. A low average particle size, a high specific surface area which should be hydrophobic,
if possible, and a charge character matched to the anionic charge of the finely dispersed stickies are
generally considered to be advantageous for the desired complete encapsulation of the stickies. There
is already proof that talc and resin particles in particular exhibit a high affinity [88-91]. This effect is
selectively used to mask the stickies in pulp preparation. The influence of the adsorption of mineral
particles on the final stickies particle density increase is higher, at given layer thickness and density,
for small stickies, but the effect in terms of radial particle slip velocity increase is lower with small
particles as a consequence of the Stokes law [92].
The mineral adsorbents were added to the stickies-containing pulp in two different ways:
- adding a hydrophobic mineral (APIPHOB) into the chest, i.e. mixing it into the diluted stock,
- adding talc directly into the high-consistency stock in the pulper during recovered paper pulping.
The results showed a reduction in the macrostickies area by approx. 25% with talc. A volume-related
reject rate of 5.5% was measured in this case. This means that the macro-stickies reduction was
significantly higher than the reject rate. This trial was the only trial in which a reduction in the macro-
stickies load in fact occurred. The adsorption of talc in the pulper with high turbulence and high stock
consistency produced much better results than adding the mineral to the low-consistency stock in the
chest. In the trials conducted with APIPHOB, the macrostickies area at least did not increase, as was
the case in the trials without mineral adsorbents. At least agglomeration of adhesive particles in the
cleaner was apparently prevented.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
103
efficiency of macrostickies removal in cleaners
- addition of minerals (E115)
-125
-100
-75
-50
-25
0
25
50
75
100
125
100...150 150...200 200...500 500...1000 1000...1500 1500...2000 2000...5000 5000...50000
particle size [m]
c
l
e
a
n
e
r
e
f
f
i
c
i
e
n
c
y
[
%
]
APIPHOB/chest
talkum/pulper
Figure 85: Effect of mineral adsorbents on macro-stickies removal efficiency (270 mm cleaner)
The results in figure 85 demonstrated that effects became visible in particular in the case of larger
particles. When talc was used, a marked macro-stickies reduction was achieved in particular in the
upper three size classes. As these size classes (1 to 5 mm) were precisely those where most of the
macro-stickies were found after pulping, the effect of the addition of talc was significant on the global
stickies reduction (about 25%) after cleaning.
4.3.3.2. Cleaner design parameters
Two test series were performed at CTP under different stickies cleaning conditions. The aim of the first
test series was to compare high-density and low-density cleaners with the two reference adhesives.
The second test series was focused on the optimisation of the removal of the acrylic adhesives with a
new cleaner prototype. The stickies removal efficiencies were determined on handsheets in order to
take all the stickies in the visible particle size range into account.
First cleaning test series
The reference adhesive labels were stuck onto fresh newsprint to produce dark adhesive particles and
re-pulped with a mixture of 50 % newspapers and 50 % magazines in a high-consistency lab pulper, at
50C for 20 minutes with standard INGEDE deinking chemistry. The adhesive containing pulp was
then mixed with re-pulped copy paper to make the adhesive particles easier to count in handsheets,
since the unprinted copy paper had much higher brightness than the printed newspapers and
magazines. The adhesive content of the pulp was about 2 % in the pulper and 0.2 % in the cleaners.
Both high-density and low-density cleaners were selected for the tests with respectively the acrylic and
the hot-melt rubber adhesives, as a consequence of the adhesive density measurements:
- A small-size and a medium-size forward cleaner with respectively 80 and 130 mm head diameter.
- A small size through-flow cleaner with 100 mm head diameter.
However, as the observation of the re-pulped hot-melt rubber adhesives (low-density) showed that
only few particles were floating while most of the particles were sinking, it was decided to test both the
forward cleaners and the low-density through-flow cleaner with this adhesive, and to limit the tests to
low consistency conditions as poor efficiency was expected.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
104
The tests were performed at 0.5 and 1 % consistency with the acrylic adhesives (forward cleaners)
and at 0.5 % consistency only with the hot-melt rubber adhesives (three cleaners). All the cleaners
were tested at about 50 C, at 100 and 200 kPa pressure drop and at 6 and 12 % reject flow rate (Rv).
The maximum pressure drop tested with the through-flow cleaner was 180 kPa.
With the forward cleaners, reject thickening showed to decrease as reject flow rate or consistency
were increased and as pressure drop was decreased, as usually observed [4]. The 80 mm diameter
cleaner showed a higher reject thickening (C
Rejects
/C
Feed
= 2.0-2.3 at 100 kPa and 2.5-3.3 at 200 kPa)
than the 130 mm cleaner (1.5-2.0 at 100 kPa and 1.7-2.6 at 200 kPa), which is commonly observed
with small cleaners compared to medium-size cleaners. In addition, the 130 mm cleaner was equipped
with a spiral cone designed to reduce reject thickening. With the through-flow cleaner, the light reject
outlet is located at the tip of the cleaner in the central zone of the annular accept outlet in such a way
to collect the light particles and the air concentrated in the vortex core, while the fibres are centrifuged.
A decrease of the reject thickening factor was observed as reject flow rate was decreased and/or
pressure drop was increased, as normally observed with low-density cleaners. The cleaning systems
in deinking mills are multistage cascades systems, with a number of stages which depends on the
reject rate. Typically cleaning systems with the tested cleaners would be:
- High-density cleaner 130 mm head diameter Rw = 10 to 23 % 3 to 4 stages
- High-density cleaner 80 mm head diameter Rw = 13 to 36 % 4 to 5 stages
- Low-density cleaner 100 mm head diameter Rw = 0.7 to 3 % 2 to 3 stages
The average stickies removal efficiencies (cleanliness efficiency defined by E
c
= 1 (S
A
/ S
F
), where S
is the surface area of adhesive particles per gram pulp measured in the feed and accept pulps), were
very low, as observed at PTS with the 270 mm head-diameter high-density cleaner. Further analyses
were therefore limited to the tests at low-consistency (0.5%) and high pressure drop (200 or 180 kPa),
which showed slightly better efficiency. The results are summarised in figure 86 showing the average
efficiency curves at 6 and 12% reject flow rate.
Water-based acrylic adhesives (E115) Hot-melt based rubber adhesives (D170)
Efficiency (%) / Particle size (mm)
-30
-20
-10
0
10
20
30
0,0 0,5 1,0 1,5 2,0
HD 130mm
HD 80mm
Efficiency (%) / Particle size (mm)
-40
-30
-20
-10
0
10
20
0,0 0,5 1,0 1,5 2,0
HD 130mm
HD 80mm
LD 100mm
Figure 86: Average cleaning efficiency with the E115 and D170 adhesives versus particle size
With the acrylic adhesive particles, the efficiency is very low but in general positive, as expected with
high-density particles close to neutral buoyancy (adhesive material density 1.02 after soaking). The
efficiency increases with particle size (according to the Stokes law) and seems to reach an optimum
before decreasing as particle size is further increased. The decrease of the efficiency after the
optimum is attributed to centripetal forces caused by contacts between the particles and the cleaner
wall and to the shear-induced particle spin (lift forces), especially in the reject area.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
105
Similar curves showing a maximum fibre reject thickening factor for a given fibre length were observed
in the frame of centrifugal fractionation studies and attributed to the competition between centrifugal
and centripetal forces [93]. It was observed that very long fibres were not rejected, especially with the
cleaners having small reject outlet tip. Increasing shear rate at the cleaner wall and reducing the
diameter in the reject area should increase the centripetal forces and thus reduce the removal
efficiency of large particles with low buoyancy, typically flat or long-shaped particles as well as
particles with density close to the liquid phase density. The shift towards higher particle sizes of the
optimum efficiency observed with the 130 mm cleaner compared to the 80 mm cleaner is probably due
to a reduction of the centripetal forces caused by shear and particle wall contacts, since the 130 mm
cleaner is equipped with spiral cone. The slightly higher efficiency achieved by the 80 mm cleaner with
the small adhesives is attributed to the higher centrifugal separation potential generally observed with
small low-capacity cleaners [4, 35]. It is interesting to note that the efficiency curves achieved with the
larger 270 mm head-diameter cleaner (figures 84 and 85) do not show the efficiency drop observed for
large stickies with the smaller cleaners, especially with heavier stickies (figure 85), which is consistent
with the fact that the shear forces in the reject area should be lower with larger reject tip.
With the hot-melt based rubber adhesives D170, the average removal efficiency is very poor with the
low-density through-flow cleaner and even negative with the high-density cleaners, which suggests
that the adhesives are low-density particles with very close to neutral buoyancy. A more detailed
analysis of the curves in figure 86 (right) shows that the efficiency is very low but positive with the
small particles whose separation is mainly governed by the Stokes law. Consequently, the average
density of these adhesives must be very close to the fluid density, with probably a certain density
distribution, i.e. some low-density particles giving a positive efficiency with the through-flow cleaner
and some high-density particles giving a positive efficiency with the forward cleaners. With increasing
particle size, the negative decreasing efficiency observed with the forward cleaners and the positive
increasing efficiency observed with the through-flow cleaner are both explained by the increase of the
centripetal forces on the adhesives, since wall contacts and lift forces increase with particle size. It is
interesting to note that the decrease of the efficiency of the forward cleaners starts at lower particle
size with the 80 mm cleaner compared to the 130 mm cleaner (reduced lift forces) and with the hot-
melt rubber adhesive (neutral buoyancy) compared to the acrylic adhesive, which confirms the
proposed analysis about the competition of centrifugal and centripetal forces.
Second cleaning test series
Stickies cleaning tests were performed with the acrylic adhesive only, under the same stickies and
pulp preparation conditions than in the first test series, except that the adhesive containing pulp was
mixed to bleached kraft pulp (50 % softwood, 50% hardwood, which was used for the screening tests)
instead of re-pulped copy paper.
The medium-size high-density cleaner tested previously was used as a reference cleaner (typical
cleaning conditions observed in deinking mills), and compared to a new, very small-size, high-density
cleaner prototype, delivered by the same equipment supplier:
- Reference cleaner: 130 mm head diameter, 12 to 17 m
3
/h capacity (commercial cleaner)
- New cleaner: 65 mm head diameter, 4 to 5 m
3
/h capacity (prototype)
The two cleaners were tested at the same cleaning conditions, i.e. 0.7 % pulp consistency at 50C,
100 and 200 kPa pressure drop and 6 and 12 % reject flow rate.
Reject thickening showed to decrease as the reject flow rate was increased and the pressure drop
was decreased, as usually observed with forward cleaners. The new 65 mm cleaner showed higher
reject thickening than the 130 mm cleaner, which is commonly observed with small cleaners compared
to medium-size cleaners. In addition, the 130 mm cleaner was equipped with spiral cone designed to
reduce reject thickening, while the 65 mm cleaner was equipped with a conventional smooth cone.
The cleaning efficiencies in figure 87 revealed a higher efficiency of the new 65 mm cleaner prototype
for the small stickies while the 130 mm reference cleaner achieved better results with large stickies.
Cleanliness efficiency was higher at 12 % reject flow rate compared to 6 %, as observed usually. The
efficiencies at 200 kPa pressure drop were generally higher than at 100 kPa pressure drop as usually,
except for the large stickies particles where the efficiency was lower at the higher pressure drop. The
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
106
analysis proposed to explain these results is as previously the competition between centrifugal and
centripetal forces. The efficiency first increases with particle size, according to the Stokes law and
reaches an optimum before decreasing as particle size is further increased (except for one curve). The
efficiency decrease after the optimum is attributed to centripetal forces caused by particle contacts
with the cleaner wall and by the shear-induced particle spin (lift forces), especially in the reject area.
Cleaner 65 mm - Efficiency (%) / Stickies size (mm)
0
10
20
30
40
50
60
70
80
0,0 0,5 1,0 1,5 2,0
dP=100kPa Rv=6% dP=100kPa Rv=12%
dP=200kPa Rv=6% dP=200kPa Rv=12%
Cleaner 130 mm - Efficiency (%) / Stickies size (mm)
0
10
20
30
40
50
60
70
80
0,0 0,5 1,0 1,5 2,0
dP=100kPa Rv=6% dP=100kPa Rv=12%
dP=200kPa Rv=6% dP=200kPa Rv=12%
Figure 87: Cleanliness efficiencies versus stickies spot size in handsheets (E115 acrylic adhesive)
New 65 mm head diameter cleaner (left side) Reference 130 head diameter cleaner (right side)
The shift towards higher particle sizes of the optimum efficiency observed with the 130 mm cleaner
compared to the 65 mm cleaner is probably due to a reduction of the centripetal forces caused by
shear and particle wall contacts, since the 130 mm cleaner is equipped with spiral cone. At the lower
pressure drop, no efficiency drop was observed with large stickies, probably because of the higher
effectiveness of the spiral cone in rejecting large stickies, which is also consistent with lower wall
shear normally observed at lower pressure drop. The higher efficiency achieved by the new 65 mm
cleaner with the small adhesives is attributed to the higher centrifugal separation potential generally
observed with small low-capacity cleaners.
4.3.3.3. Cleaning versus screening
Since the stickies containing pulp used for the pilot cleaning tests was the same pulp than that used
for the pilot screening tests for the optimisation of screen plate design (section 4.2.3.2), it became
possible to establish rigorously, and with the most relevant PSA stickies (the water-based acrylic
adhesive E115), the comparison between the best screening and cleaning conditions which had been
defined in the framework of this project:
- Centrifugal cleaning with the new 65 mm head diameter cleaner prototype
- Pressure screening with optimised 0.15 mm slots, i.e. with low contours
The goal was to establish the comparison between screening and cleaning, first of all at equal reject
rate and, as far as possible, at low reject rate, since the pilot test results were established with single
stage equipment, while multistage screening and cleaning systems are used in mills.
The first step was to evaluate the stickies removal efficiency curves to be achieved by optimised slot
screening at the same reject rate than at the best cleaning conditions, i.e. at 19% average reject rate
(instead of more than 50% with the experimental slice screen, operated at 50 % reject flow rate).
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
107
Simplified simulations were done on the basis of the formulae reported in section 4.2.4, for the best
screen plates (0.15 mm wedge wire slots, 0.6 mm contour height, 13 and 17 contour angle average)
at low passing velocity (1 m/s). The following hypotheses were used:
- Same pulp passage ratio, which was determined at a first screening stage, for all the reject
treatment stages. This means that reject rates will be underestimated, since long fibres with lower
passage ratio concentrate in the rejects.
- Experimentally determined stickies passage ratio distribution, assuming that all stickies in a given
particle size class have constant passage ratio in the reject stages, which is not the case as thick
stickies should concentrate in the rejects compared to flat-shaped stickies producing the same
spot size in handsheets. This means that stickies reject efficiencies will be underestimated
Handsheet analyses
Stickies size classes (mm) 0.01-0.02 0.02-0.04 0.04-0.08 0.08-0.15 0.15-0.30 0.30-0.40 0.04-0.60 0.60-1.0 1.0-2.0 2.0-5.0
Stickies mean spot size (mm) 0,119 0,168 0,238 0,331 0,461 0,589 0,700 0,880 1,189 1,778
Test 0.15 MF 06 32 13
EC Vr (m/s) Vp (m/s) Pf 0,119 0,168 0,238 0,331 0,461 0,589 0,700 0,880 1,189 1,778
AA1 23 1 0,54 -11 -2 9 11 32 55 87 97 100 100
AA2 23 2 0,72 -23 -18 6 -22 17 38 64 94 98 100
AA3 23 3 0,86 -2 8 17 13 24 37 56 89 99 100
AA4 15 1 0,58 -5 5 17 12 39 71 82 97 97 100
AA5 15 2 0,78 -4 -3 2 -14 10 44 57 92 100 100
AA6 15 3 0,93 1 1 22 5 14 7 45 69 94 100
Average 1 m/s 0,56 -8 2 13 11 35 63 84 97 99 100
Test 0.15 MF 06 26 17
Ec Vr (m/s) Vp (m/s) Pf 0,119 0,168 0,238 0,331 0,461 0,589 0,700 0,880 1,189 1,778
CC1 23 1 0,63 -6 -1 16 -7 32 55 77 95 99 100
CC2 23 2 0,83 -17 1 14 -15 13 46 55 88 91 100
CC3 23 3 0,94 -17 -9 -6 -4 16 17 43 76 97 100
CC4 15 1 0,71 -13 -2 -1 3 17 71 73 96 97 100
CC5 15 2 0,91 2 11 8 -8 15 27 44 74 98 100
CC6 15 3 0,96 7 -5 9 -1 8 25 15 62 90 100
Average 1 m/s 0,67 -10 -2 8 -2 25 63 75 95 98 100
Av Ec 0632/0626 1 m/s 0,69 -9 0 10 5 30 63 80 96 98 100
Pk: Stickies passage ratio Pf: Pulp passage ratio Ec: Cleanliness efficiency Er: Reject efficiency : Pk/Pf Rw: Reject rate
Mixed-flow model: Pk = Pf (1 - Ec /(Ec + Rv (1 - Ec) / (Pf- PfRv + Rv)))
Mixed-flow model: Er = Rw / (Rw + b b Rw) Ec = 1 - (1-Er)/(1-Rw)
Plug-flow model: Er = Rw ^ Ec = 1 - (1-Er)/(1-Rw)
Average MF 0632 / 0626
Stickies mean spot size Pf 0,119 0,168 0,238 0,331 0,461 0,589 0,700 0,880 1,189 1,778
Pk 1 m/s 0,69 0,80 0,69 0,57 0,63 0,40 0,18 0,09 0,02 0,01 0,00
Ec Mix Rw 19% 1 m/s 0,69 -3 0 4 2 12 35 56 89 95 100
Ec Plug Rw 19% 1 m/s 0,69 -5 0 7 3 24 57 76 95 98 100
Ec av. Rw 19% 1 m/s 0,69 -4 0 5 2 18 46 66 92 96 100
Cleaner 65 mm head diameter
Stickies size classes (mm) 0.01-0.02 0.02-0.04 0.04-0.08 0.08-0.15 0.15-0.30 0.30-0.40 0.04-0.60 0.60-1.0 1.0-2.0 2.0-5.0
Stickies mean spot size (mm) 0,119 0,168 0,238 0,331 0,461 0,589 0,700 0,880 1,189 1,778
100 kPa Rv 6% Rw = 17 57 40 37 40 37 35 41 36 37 18
100 kPa Rv 12% Rw = 30 62 50 40 55 51 56 58 48 50 52
200 kPa Rv 6% Rw = 22 62 44 37 50 43 49 48 38 26 6
200 kPa Rv 12% Rw = 46 61 55 54 58 56 70 65 56 49 26
Average Rv 6% Rw = 19 60 42 37 45 40 42 45 37 32 12
Table 23: Experimental stickies screening and cleaning results and calculations to compare
optimised screening (0.15 mm slots) to cleaning (65 mm cleaner) at equal reject rate (19%)
Table 23 gives the experimental results and calculated data in several stickies sizes classes. The
tables included from top to bottom in table 23 give respectively the following data:
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
108
- Experimentally determined cleanliness efficiency values for respectively the 0.15 MF 06 32 13
and the 0.15 MF 06 26 17 screen plates at different rotor and passing velocities (Vr and Vp).
- The average values of the efficiencies of the two screen plates, at 1 m/s passing velocity.
- The formulae used for the calculations of the stickies passage ratios in the different stickies size
classes on the basis of the experimental results (the slice screen follows the mixed flow model)
and for the calculation of the cleanliness efficiencies with the mixed-flow and plug-flow models.
- The cleanliness efficiencies calculated at 19% reject rate in the different stickies size classes with
the two flow models and the average values of an intermediate model.
- The cleanliness efficiencies achieved with the new 65 mm head diameter cleaner prototype under
different cleaning conditions and on average at 150 kPa pressure drop and 19 % reject rate.
0
20
40
60
80
100
0 1 2 3
Stickies spot size in handsheets (mm)
C
l
e
a
n
l
i
n
e
s
s
e
f
f
i
c
i
e
n
c
y
(
%
)
Screening
0.15mm slots
low profile
Cleaning
65 mm diam.
cleaner
0
20
40
60
80
100
0,1 1,0 10,0
Stickies spot size in handsheets (mm)
C
l
e
a
n
l
i
n
e
s
s
e
f
f
i
c
i
e
n
c
y
(
%
)
Figure 88 Comparison of screening and cleaning efficiency curves with acrylic PSA stickies
at 19 % reject rate (low-contour 0.15 mm wedge wire slots at 1 m/s passing velocity compared
to a 65 mm head-diameter cleaner at 100 kPa pressure drop and 0.7 % consistency)
The screening and cleaning efficiency curves achieved with acrylic stickies under these conditions are
compared in figure 88, in arithmetic and logarithmic scales. The main conclusion is that high-efficiency
small forward cleaners can become more efficient than screens operated at low passing velocity with
optimised 0.15 mm slotted screen plates, for stickies spot sizes of less than 0.6 mm, while screens are
clearly more efficient for the larger stickies.
4.3.4. Rotary cleaner
Background
The rotary cleaner offers, compared to other low-density cleaning (figure 82) the possibility to work at
increased pulp consistency while keeping a high removal efficiency of low-density contaminants, as far
as the production is not increased [34, 84]. The reject rate of rotary cleaners is normally extremely low
in one single stage, because of the large fibre centrifugation volume and time available in the central
zone of the rotating body. The very high efficiency of the rotary cleaner is due to the high residence
time and acceleration in the separation zone. However, as both reference adhesives were shown to be
or to become high-density stickies particles after re-pulping, it was decided to reduce the programme
initially planned at CTP with the rotary cleaner.
The agglomeration of stickies in low consistency equipment was reported recently. It was observed in
flotation deinking equipment [94] and in rotary cleaners used in a folding boxboard mill [95]. The
results reported in section 4.3.3.1 also suggested a slight agglomeration of stickies to take place in the
large forward ceramic cleaner tested at PTS. The clear stickies agglomeration observed with the rotary
cleaners in the recycling mill opens several questions about the stickies agglomeration mechanisms in
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
109
cleaners and more particularly in rotary cleaners. The main idea was that high-density micro-stickies
and small macro-stickies which would agglomerate in the rotary cleaner could then easily be removed
by subsequent slot screening, especially in the case of the rotary cleaner which can be operated at
increased consistency and would avoid too high dilution at the screening step.
Theoretical aspects about stickies collision rates and possible stickies agglomeration mechanisms in
cleaners have been proposed recently [67]. The analysis was based on gradient collision of spherical
high-density stickies particles, which concentrated in the boundary layer at the cleaner wall. The initial
concentration of stickies in the deinking raw material was evaluated to up to 0.1% in weight in the
upper hypothesis based on the amount of PSA label stock recycled in the European mills [54, 96].
Assuming then that more than 90% of the adhesive material had been removed at the first screening
steps the adhesive content of the pulp at the cleaning process step should be in the range of 10 ppm.
Figure 89 (left) gives the number of adhesive particles per gram pulp as a function of the particle size
for different adhesive contents in the pulp.
Number of particles / g pulp
10 20 30 50 100 200 300
1
3
10
30
100
300
1 000
3 000
10 000
Particle diameter (m)
0.1 ppm
1 ppm
10 ppm
100 ppm
0.1 %
Number of collisions of one particle with another
0,1 0,2 0,5 1 2 5 10 20 50 100
0,01
0,03
0,1
0,3
1
3
10
30
100
Adhesive content in the pulp (ppm)
Hypothesis 2
(hydrocyclone)
Hypothesis 1
(rotary cleaner)
Figure 89: Theoretical values of adhesive particle content (left) and collision rates in cleaners (right)
The much higher theoretical number of collision which should take place in the rotary cleaner, i.e.
several collisions for about 10 ppm adhesives compared to few collisions in the case of hydrocyclones
as shown in figure 89 (right), was mainly due to the higher residence time and stickies concentration
factor in the boundary layer (about 250 assuming a boundary layer thickness of 200 m).
These theoretical analyses and the results observed in a board recycling mill [95] led to decide upon
further investigation about possible agglomeration of PSA stickies in the rotary cleaner.
Evaluation of stickies agglomeration in the rotary cleaner
Pulp samples were collected in French recycling and deinking mills at the inlet and outlets of rotary
cleaners (Kadant-Lamort Gyroclean, model GYT shown in figure 90). The pulp samples were analysed
to establish the pulp components and stickies balances in order to determine if significant stickies
agglomeration takes place or not.
The following stickies analyses were performed on the pulp samples:
- Macro-stickies according to INGEDE method n4 (particles retained by laboratory screening with
0.10 mm slots and producing tacky spots according to the procedure)
- Micro-stickies and dissolved & colloidal stickies defined as the DCM extractible materials of the
whole pulp minus the DCM extractible materials of the fibre fraction retained after hyper-washing
of the pulp sample on a 100 m wire screen
Macro-stickies and DCM extractible materials of the fibre fraction do however not correspond to the
same stickies since larger particles pass the 0.10 mm lab slot compared to the 100 m wire screen.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
110
OCC recycling mill
The mill produced fluting from French OCC. The Gyroclean was implemented on a long-fibre fraction.
The fractionation screen was equipped with slots and implemented after the pulping and coarse
screening steps. This means that most of the macro-contaminants, which passed coarse screening
with 1.8 mm holes, were fed to the Gyroclean. The results of the analyses are reported in table 24.
- The reject flow rate of the Gyroclean was low (2.6 %) and the solid losses extremely low (0.05 %)
and without any fibres.
- The macro-stickies were practically not removed at the rejects (less than 1%) though the rejects
were much dirtier than the feed pulp and their volume concentration in the rejects was lower than
at the feed, which suggested that the macro-stickies were essentially high-density particles. The
balance showed significantly less macro-stickies at the outlet compared to the inlet.
- The micro-stickies and dissolved & colloidal stickies concentration were about two times higher in
the rejects compared to feed/accept. The balance showed much more micro and dissolved &
colloidal stickies at the outlet compared to the inlet.
Sampling point Feed Accept Reject
Flow rate m
3
/h 580 665 15
Suspended solids g/l
BDT/h
6.20
3.60
6.36
3.60
0.13
0.002
Macro-stickies mm/g
(INGEDE method n4) m/h
86.2
310
62.6
225
757
1.5
Micro/dissolved/colloidal stickies mg/l
(DCM whole pulp - DCM fibre fraction) kg/h
26
15.3
42
23.7
69
1.04
Table 24: Pulp flows and stickies balances at the rotary cleaner of the OCC recycling mill
The results in table 24 indicated that some contaminants, which were measured as macro-stickies
(tacky particles > 0.10 mm lab slots) had been fragmented and transformed in contaminants measured
as micro-stickies and dissolved & colloidal particles. One explanation could be that Styrofoam particles
are submitted to the high pressure (about 1 MPa) and pressure fluctuations generated in the rotating
drum of the Gyroclean and might then be exploded into microscopic particles, which produce fine
fraction of DCM extractible materials. Such exploded Styrofoam balls become small high-density
particles (polystyrene), which are accepted (more micro-stickies in the accepts, as shown in table 24)
while intact or less fragmented Styrofoam balls are removed at the rejects, together with stronger
contaminants such as hot-melt glues and polyethylene films, as illustrated in figure 90.
Hot-melt glue PE film Styrofoam
5 mm
Figure 90: Rotary cleaner rejects of the OCC recycling mill
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
111
Deinking mill
The mill produced deinked pulp from wood-free raw material. The Gyroclean was implemented after
flotation and followed by high-density cleaning and slot screening, the accepts of the last-stage screen
being re-circulated at the inlet of the cleaning/screening system. The pulp sample analyses and
stickies balances showed the following results.
- The reject flow rate of the Gyroclean was relatively higher (7 %) but the solid losses were still low
(1.1 %) with very low fibres losses (0.05 %)
- The macro-stickies were poorly removed (about 6%), the rejects were much dirtier than the feed
pulp and the macro-stickies concentration in the rejects was lower than at the feed, which
suggested that these stickies were essentially high-density particles, as in the OCC recycling mill.
The balance also showed significantly less macro-stickies at the outlet compared to the inlet.
- The DCM extractible materials are about constant for the fibre and dissolved & colloidal fractions,
while more micro-stickies were found at the outlet compared to the inlet, as observed in the OCC
recycling mill.
Conclusion
The analyses of the pulp samples taken at the inlet and outlets of rotary cleaners in two different mills,
an OCC recycling mill and a wood-free deinking line, did not reveal any agglomeration of PSA stickies.
By contrast, results have been published which showed some stickies agglomeration in the rotary
cleaners implemented on different lines of a packaging paper mill. Theoretical analyses also showed
that, if physical-chemical conditions are favourable to the agglomeration of stickies, the agglomeration
rate should be higher in a rotary cleaner compared to a conventional cleaner.
It is consequently concluded that the agglomeration of PSA stickies, should first be managed through
the addition of agglomeration chemistry, as developed in WP2 with the new pulping process.
The mill samples analyses also suggested that most of the macro-stickies were high-density particles,
which cannot be removed by a low-density cleaner. A minor part of the macro-stickies (the low-density
fraction) was removed at the rotary cleaner rejects and the stickies balances indicated that some
macro-stickies were fragmented into micro-stickies. The disintegration, under high pressure variations,
of Styrofoam balls into microscopic particles might contribute to explain the phenomena at least in the
case of the OCC recycling mill.
4.3.5. Conclusions and perspectives
Extensive pilot cleaning tests were performed with various cleaners, including high-density forward
cleaners with different head diameters (270, 130 and 65 mm) and a low-density through-flow cleaner
(100 mm head diameter), to evaluate their efficiency with the two reference adhesives, a high-density
(1.03 g/cm
3
) water-based acrylic adhesive and a low-density (0.96 g/cm
3
) hot-melt rubber adhesive.
The pulping conditions of the adhesive labels changed significantly the density of the adhesive
particles by soaking and by the adsorption of mineral pigments as the adhesive labels were stuck onto
newspapers. The final in-situ density of the adhesives was then increased by 0.03 to 0.04 g/cm
3
,
which was positive for the acrylic adhesives but led to neutral buoyancy particles and very poor
cleaning efficiency with the hot-melt rubber adhesive.
The stickies removal efficiencies were consequently very poor on average though some cleaner
operating parameters such as increasing the pulp temperature improved slightly the efficiency. There
was potential to improve the separation efficiency of stickies in cleaners by selectively increasing the
density difference by adding mineral adsorbents such as talc. Adding adsorbents to the stock and
mixing them in the pulper subsequently led to a macro-stickies reduction in the cleaner by about 25%
in the case of the large cleaner, which removed mainly the larger macro-stickies. The addition of fresh
"unused" mineral seemed necessary for effective adsorption of the minerals to the stickies. The fillers
already present in recovered paper did not produce a positive result on macro-stickies separation.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
112
The analysis of the efficiency curves observed with small and medium sized cleaners revealed a
competition between centrifugal separation and shear-induced centripetal separation for the large
stickies particles. The results obtained with these cleaners confirmed the poor average PSA stickies
removal efficiency, but revealed a potential to remove stickies in the optimum particle size range.
A new small-capacity cleaner prototype (65 mm head diameter) was finally tested. The new cleaner
achieved higher efficiency than optimised screening with 0.15 mm slots, for small stickies producing
spots under about 0.6 mm in handsheets. Efficient high-density cleaners offer thus possibilities to
remove some additional macro-stickies and micro-stickies, which cannot be removed by fine slot
screening. Such cleaners could also be implemented in screening systems, namely on screening
rejects, in order to reduce the cleaning costs.
The effectiveness of low-density cleaning in deinking lines seems to be restricted to the selective
removal of some hot-melt PSA and glues (e.g. from advertising inserts) as re-pulped adhesive labels
and tapes should essentially produce high-density stickies particles. The dynamic flow conditions in
rotary cleaners should normally promote the agglomeration of high-density stickies at the cleaner wall.
Macro and micro-stickies balances performed in a deinking and a packaging paper recycling mill did
however not reveal any agglomeration of stickies, which might have been used to remove them by
subsequent fine slot screening.
Further investigations about stickies cleaning should focus on the physical chemical aspects in order
to develop the understanding PSA stickies behaviour such as the adsorption of mineral fillers to
increase their density and improve the removal of smaller stickies with high-density cleaners or the
agglomeration of micro-stickies in cleaners in order to enable the removal of the stickies agglomerates
by subsequent slot screening.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
113
4.4. Flotation
4.4.1. Background and objectives
If printed recovered paper is to be used as a raw material for producing graphic or sanitary papers, the
printing inks must be removed to the greatest extent possible in the recovered paper treatment plant.
There are essentially two processes flotation deinking and wash deinking that have gained
acceptance for ink removal in industrial practice. Both methods aim at increasing the brightness of the
accept, enhancing the cleanliness of the pulp and more recently reducing stickies as well [97].
In flotation deinking, the relatively small ink particles are rendered hydrophobic by suitable collector
chemicals and agglomerated to a floatable size so that they can attach to finely dispersed air bubbles
to form a foam, which is then removed from the suspension. Using flotation deinking for sticky
separation is especially important, since the sticky particles inherently have a hydrophobic surface in
most cases. This property can be put to ideal use in flotation deinking.
The main topic in the Screenclean project was the stickies reduction not the ink removal. The following
fundamental objectives were to be met in WP 5.1 of this project.
SWP 5.1 Laboratory flotation tests
- Use of the VOITH laboratory flotation cell with a useful storage volume of 25l
- Studies on how of the following parameters impact the separation action: stock consistency, type
of stickies, raw materials, process water and amount of soap
- Use of special hydrophobic mineral for possible better stickies separation
- Studies on the impact of the flotation time and the associated flotation air volume
Macro-stickies
- Studies on the impact of the particle size of the stickies on the separation action (PTS Heidenau)
Micro-stickies and colloidal potential stickies
- Studies on the separation ability of microstickies in lab and mill samples (PTS Heidenau)
- Studies on the separation ability of colloidal potential stickies in model samples (CTP Grenoble)
- To develop a better understanding of the mechanisms governing the flotation of colloidal
stickies in order to increase their removal efficiency.
- To identify and test at the laboratory scale inorganic collector systems which can be used as
an alternative to calcium soaps.
The results of the studies are intended to work out the maximum attainable level of separation of
deinking flotation with respect to several stickies fractions. The necessary conditions are to be worked
out as well.
SWP 5.2 Pilot flotation tests
This task was aimed at studying the transferability into industrial practice of the results of the
laboratory tests on macrostickies flotation carried out in SWP 5.1. For this purpose, selected tests from
SWP 5.1 were implemented on a pilot scale in the PTS pilot plant, using a mobile VOITH-Eco-Cell with
a filling volume of 700l.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
114
4.4.2. Basics of the flotation process
Introduction
The stock suspension contains fibres, fillers, ink particles and the stickies as the solid phases. It also
contains aqueous chemical solutions and the gas phase in the form of air bubbles. Together, they form
a multi-component system. The characteristic feature of flotation as a separation process is that the
solids to be separated attach themselves to air bubbles. The separation behaviour is determined by
the properties of the aggregates formed. Selective attachment of the substances to be separated to air
bubbles is important, and this presupposes that the surfaces are or have been rendered hydrophobic.
Basically, the flotation process can be broken down into three fundamental steps [98]:
- Aeration of the stock suspension and creation of the air bubble size spectrum
- Mixing the air bubbles with the stock suspension and attachment of the hydrophobic substances to
the air bubbles
- Separation and removal of the air-bubble complex from the pulp suspension
Chemistry
The entire process depends on how effectively the ink particles are removed from the fibres and how
stable the particles are dispersed in the suspension. Removing the ink from fibres is the prerequisite
for flotation. Deinking by flotation (flotation deinking) is carried out throughout the world based on a
more or less uniform method. The following substances are used in particular (figure 91) [97]:
X X dispersant
X X oleic acid
X X sodium
silicate
X X hydrogen
peroxide
X X sodium
hydroxide
2nd flotation dispersing 1st flotation pulping Chemical
use
Dosing point
X X dispersant
X X oleic acid
X X sodium
silicate
X X hydrogen
peroxide
X X sodium
hydroxide
2nd flotation dispersing 1st flotation pulping Chemical
use
Dosing point
Figure 91: Common deinking chemicals [1]
Basic parameters
Fundamental variables that influence the results of flotation are listed below (figure 92).
In general
stock consistency
stock composition
(fibers, ink, fillers, adhesives)
air/stock ratio (flotation time)
size of the bubbles
flotation chemistry
fiber loss
construction of the cell
and the air-injector
Concerning stickies
hydrophobic surface
of the particles
particle size distribution
macro- or microstickies
(important for measurement)
propensity to flocculate
temperature, pH
Figure 92: Parameters affecting flotation [99-104]
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
115
The bubbles in modern facilities are formed by self-aspirating or pressurised air injectors or step
diffusers. Mixing the aerated suspension causes the reagents to be distributed and is also responsible
for the collisions between the solids and air bubbles as a prerequisite for bubble adhesion.
In contemporary flotation facilities, the stock consistency plays an ever-greater role in the inlet. For
reasons of capacity, the systems are often hydraulically overshot, i.e. the inlet stock consistency is far
above the recommended value of 1.0%. Stock consistency, however, is essential for the formation of
air bubble-particle agglomerates and for floating these agglomerates to the surface of the suspension.
Arrangement of flotation in stock preparation
The process layout at the left in the diagram in figure 93 is the standard setup for the production of
recovered fibre based mass printing papers. Other circuit arrangements and applications have been
tested within the scope of research projects [105-110].
Pulping
Pre-
Screening
Flotation
Disperger
Flotation
Thickening
Thickening
Dissolved
Air Flotation
Dissolved
Air Flotation
Flotation
Fine-Screening
2nd Stage
Fine-Screening
3rd Stage
Fine-Screening
4th Stage
Standard in DIP-Lines
Fine-
Screening
Fine-
Screening
Research in a paper mill
(PM Kymmene,Voith AG):
Stickies flotation during screening
Flotation
Fine-
Screening
Research in lab scale
(PTS, Institute of paper
science Washington):
Stickies flotation
in packaging papers
Figure 93: Deinking flotation step in the stock preparation system
The recovered paper can be slushed either in a HC pulper or in a drum. The deinking chemicals are
normally added during this process step. This is followed by pre-cleaning by HC cleaners and than by
pressure screens with holes for particles separation. In some cases paper mills are using now slotted
screens in this step. This is then followed by the first flotation stage for removing printing inks and then
by a fine screening stage with slotted screen baskets. Recovered paper treatment plants for the
production of graphic papers normally have a disperger after the fine cleaning stage to reduce optical
inhomogeneities. In many cases, this process step, in which the stock has been dewatered to as much
as 30% consistency, is also used for bleaching [97].
The requirements on optical properties and cleanliness of the RCF pulp for improved grades make
additional treatment stages necessary. For instance, after disperger bleaching a second flotation stage
becomes necessary and then, after thickening and dewatering, a second disperger/homogenisation
stage as well as a final bleaching step with dithionite [97].
The quality of the final DIP is a function of the RCF pulp that is used as well as the treatment
technology and mode of plant operation. Depending on the application, important quality properties
include the following:
- static and dynamic strength
- dewatering behaviour, porosity
- specific volume
- brightness and optical homogeneity
- ash content
- stickies content (micro-stickies and macro-stickies)
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
116
4.4.3. Deinking flotation lab and pilot equipment
Lab flotation
The stock suspension was pulped for 30 min at 15-17% stock consistency and 40 C. Pulping devices
were the HOBART lab pulper or a small pilot device. A commercially available VOITH laboratory
flotation cell was used for the flotation trials.
3-ways
valve
(trial-
stop-
cleaning
Air flow
control
Accept
valve
Foam
flow
Rotor
with air
injection
parameters
consistency: 1,0 +/- 0,8%
volume 22...25l
air flow: 10 l/min
typical fiber loss: 8...12%
max. temperature: 65 C
Figure 94: Lab flotation Equipment
Pilot flotation
The trials were conducted by means of a mobile ECO flotation cell of the company VOITH (figure 95).
The cell may be operated both independently as a single unit and in the bypass of an industrial
flotation system. The foam overflow is adjusted via the filling level of the cell.
Figure 95: Pilot flotation equipment (ECO cell)
The system was charged with an overall suspension volume of 2200 l, 700l of which went into the
flotation cell, and 1300l into the large-volume chest. The stock suspension was kept in circulation
throughout the flotation process. The feed pump produced a volumetric flow rate of approx. 700 l/min.
Part of the volume flow was re-circulated into the supply tank via a bypass, i.e. the actual volume flow
through the cell amounted to approx. 450 l/min. The entire stock volume of 2000 l was pumped
through the flotation cell within approx. 4.5 min. This means the stock suspension passed the cell 5
times in the overall flotation period of 22.5 min. A serial connection of 5 flotation cells is currently state-
of-the-art in paper mills.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
117
4.4.4. Study of basic stickies flotation parameters (lab flotation)
4.4.4.1 Macro-stickies
Work programme
The tables below summarise the work programme of the flotation trials concerning macrostickies in lab
scale. Two different pressure sensitive adhesives were studied. Both adhesives (E115 and D170)
were labels that had a normal adhesive grammage of 20 g/m. All trials were conducted containing an
adhesive share of 0,5% based on o.d. fibres. The adhesives had been applied as labels to the
newspapers before pulping. All trials were conducted with clean water, if there were no special trial
description. The following fundamental parameters were varied during flotation:
trial no. description variables stock adhesives
stock
consistency
inlet
flotation
VV1+VV2 pre tests with/without deinking chemicals DIP D170 1,0
V1...V6 stock composition stock, adhesive, dilution water ONP, OMG, ONP/OMG* D170, E115 1,0
V7...V14 stock consistency stock consistency, dilution water ONP/OMG* D170/E115* 0,5...1,8
V15a, V16 macrostickies particle size pulping time ONP/OMG* D170/E115* 1,0
V15b, V17, V18 fatty acid amount fatty acid ONP/OMG* D170/E115* 1,0
V19...V24 hydrophobic fillers
with/witout deinking chemicals and
hydrophobic fillers ONP/OMG* D170/E115* 1,0
* mixture 50% ONP / 50% OMG or 50% D170 / 50% E115
Figure 96: Work programme lab flotation macro-stickies
The following deinking chemicals were used in the trials (standard as per INGEDE Method 11), if there
were no special trial description:
caustic soda 0.6 % (in relation to suspended solids)
sodium silicate 1.8 %
hydrogen peroxide 0.7 %
fatty acid 0.8 %
Trial objective was also achieving further improvements in flotation efficiency by means of a special
highly hydrophobic mineral. The hydrophobic mineral surface attaches to the already hydrophobic
macrostickies, thus increasing their hydrophobicity. This was expected to improve the attachment of
air bubbles to the stickies during flotation. Main characteristics of the mineral [53]:
supplied as: white powder (hydrophobic mineral mixture)
density: 2.74 g/cm
particle size: 50% < 10m; 90% < 50 m
pH: 8,0...9,5 (at a concentration of 1g/l in water)
Dosing:
dosing quantity: 0.3% based on o.d. fibres (to be optimised by the mill trial)
reaction time: at least 15 min
consistency: minimum 4% (should be high in general)
pH (stock suspension): > 7.0
The mineral was added directly in the pulper in all trials. Because the macro-stickies content used in
the project (0.5%) was higher than the common practical level, the dosing quantity of hydrophobic
fillers was increased accordingly.
After pulping the water was added to the stock suspension to dilute it to a consistency of 1.0% and the
suspension was then floated in the 25l flotation cell. The total flotation time was 15 minutes, and
samples of the flotation foam were taken every three minutes.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
118
Main results
Varied stock composition, chemicals and dilution water
The results of flotation are compiled in Figure 97. The pulps that were used included market DIP, old
newsprint (ONP) and old magazines (OMG). In addition, one trial was conducted without any deinking
chemicals at all. Clean tap water and process water from a deinking plant were used prior to flotation
to dilute the stock consistency from approx. 16.7% after pulping to 1.0%.
The results gave evidence that macro-stickies separation efficiencies of more than 70% were normally
achieved when clean water was used. This applied both to the market DIP as well as to the ONP and
OMG. A mixture of ONP and OMG in a 1:1 ratio produces a separation efficiency somewhat lower
than approx. 50%. The separation efficiency attained in the trial that used process water from a paper
mill instead of clean water was much lower. A total separation efficiency of approx. 10% was achieved
in this case. The action of the flotation chemicals is apparently greatly impaired by the colloidal and
molecular contents of the used process water. The trial that involved using no deinking chemicals
whatsoever showed no reduction in the macro-stickies area.
lab flotation (25l VOITH cell)
- varied stock and adhesives -
-20
-10
0
10
20
30
40
50
60
70
80
90
100
DIP (clean
water)
ONP (clean
water)
OMG (clean
water)
OMG+ONP
(clean water)
OMG+ONP
(process water)
ONP (no
chemicals)
ONP (clean
water)
m
a
c
r
o
s
t
i
c
k
i
e
s
a
r
e
a
r
e
d
u
c
t
i
o
n
[
%
]
absolute reduction
reduction by balance
D170 D170 D170 D170 D170 E115 D170
Figure 97: Flotation, macro sticky reduction total and by balance (varied stock composition)
Figure 98 compares the macro sticky separation efficiency values in the important particle size classes
for clean water on one hand and for process water on the other. Two important aspects become
evident in this graph. On one hand, smaller macro-stickies are floated generally much better than large
macro-stickies. The smaller macro-stickies were separated efficiently in both cases with clean water
and with process water. On the other hand, the flotation results in the separation of bigger macro-
stickies when process water is used to dilute the stock prior to flotation are generally poorer than when
clean water is used for this purpose.
One reason could be the interaction of the deinking chemicals with the ingredients of the used process
water. In that case the chemicals will work not only at the stickies like in the trials with clean water.
Another reason could be a different amount of calcium ions (water hardness) in the process water in
comparison to the clean water in PTS. If the calcium concentration is too low, not enough fatty soaps
will be built by reaction between fatty acid and calcium.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
119
lab flotation (25l VOITH cell)
- varied stock and adhesives -
R
2
= 0,86
-40
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
100
200...500 500...1000 1000...1500 1500...2000 2000...5000
macrostickies particle size [m]
m
a
c
r
o
s
t
i
c
k
i
e
s
a
r
e
a
r
e
d
u
c
t
i
o
n
[
%
]
average - clean water
proces water
Figure 98: Flotation D170 and E115, flotation efficiency acc. to size classes
Flotation varied stock consistency
One of the most important parameters in deinking flotation is the stock consistency in the inlet. The
guideline here is about 1.0%. As was already mentioned in the introduction, deinking plants in paper
mills are in many cases currently operated far above the limits for which they were originally designed.
It is impossible to shorten the dwell time excessively, since sooner or later there will insufficient
particles moving into the foam. This is why in most cases the stock consistency is increased in the
inlet in order to force more pulp through the flotation system (throughput). During this project, the inlet
consistency was varied through a wide range to ascertain what impact this would have on the results
of flotation with respect to the macro-stickies.
lab flotation (25l VOITH cell)
- varied stock consistency -
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
0,50 1,00 1,25 1,50 1,80 0,50 (process
water)
stock consistency [%]
m
a
c
r
o
s
t
i
c
k
i
e
s
a
r
e
a
r
e
d
u
c
t
i
o
n
[
%
]
absolute reduction
reduction by balance
Figure 99: Flotation, macro sticky reduction total and by balance (varied consistency)
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
120
Figure 99 displays the dependency between absolute macro-stickies separation and pulp consistency.
A stock consistency of 0.5% resulted in a separation efficiency of 50%, whereas a higher consistency
of 1.8% only separated out 10% of the macro-stickies. The trial with the lowest stock consistency was
also carried out using the process water from a paper mill. The macro-stickies separation efficiency in
this case amounted to only about 17% compared to about 50% when clean water was used. If the
separation of macro-stickies is calculated using the exact stock balance, then higher separation
efficiency values result on the whole when compared to the absolute values (figure 102). The reason
is the loss of fibres and fillers during flotation as this is not included in the absolute values.
The results of flotation were standardised to an inlet stock consistency of 1.0% in figure 100. The
separation efficiency at 1.0% inlet stock consistency was then set at 100% and the other separation
efficiency values were calculated accordingly.
lab flotation (25l VOITH cell)
- varied stock consistency -
R
2
= 0,97
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
0,50 1,00 1,25 1,50 1,80
stock consistency [%]
m
a
c
r
o
s
t
i
c
k
i
e
s
a
r
e
a
r
e
d
u
c
t
i
o
n
[
%
]
trend macrostickies reduction
(1,0% stock consistency = 100%)
Figure 100: Flotation, macro sticky reduction trend, standardised (varied consistency)
One of the most important aspects in the flotation of macro-stickies is the efficiency of flotation in the
various particle size classes. Flotation is intended to separate as many small macro-stickies as
possible with a particle size < 1000 m. It is virtually impossible to separate these particles using
screening technology in paper mills.
Figure 101 shows the flotation efficiency in the important particle size classes as a function of stock
consistency. The best separation efficiency by far amounted to approx. 70% and was achieved with
the smallest macro-stickies. In this case, the stock consistency had only a minor impact on the result
of flotation. Approximately 40% of the macro-stickies were separated in the next size class from 500 to
1000 m. As the stock consistency increased, the separation efficiency fell noticeably.
This means that with increasing stock consistency and thus greater obstruction to the upward motion
of the particles, less and only smaller macro-stickies are floated. Incidentally, the effect of discharging
smaller hydrophobic particles using air bubbles is precisely the mechanism of action that serves to
separate out dirt specks and fillers in deinking flotation. These particles are normally less than 200 m
in size, thus placing them in the range of smaller macro-stickies.
All in all, this study establishes that deinking flotation is principally effective for smaller macro-stickies.
This is an ideal way of complementing the separation of larger macro-stickies in pressure screens.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
121
lab flotation (25l VOITH cell)
- varied stock and adhesives -
-90
-80
-70
-60
-50
-40
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
200...500 500...1000 1000...1500 1500...2000
macrostickies particle size [m]
m
a
c
r
o
s
t
i
c
k
i
e
s
a
r
e
a
r
e
d
u
c
t
i
o
n
[
%
]
stock
consistency
0,50%
1,00%
1,25%
1,50%
1,80%
Figure 101: Flotation, macro sticky reduction in size classes (varied consistency)
Flotation testing with a real process stock suspension
In addition to the trials conducted with the model stock suspension the laboratory cell was also used to
float a stock suspension that originated from a tissue mill. The suspension had a stock consistency of
approx. 1.0% and was taken immediately upstream of the flotation stage in the paper mill. So we had
a direct comparison of the mill and lab flotation cells.
The result of macrostickies separation in figure 102 documents the very good concurrence between
the results obtained with the laboratory flotation cell and mill flotation facilities. The total efficiency of
25% achieved in the mill facility is not particularly good. The best result of flotation amounted to
approx. 30-50% and was achieved in the two smallest particle size classes. The separation efficiency
of the medium-sized macro-stickies was negative in the mill and lab flotation. Since the mass of the
medium-sized macro-stickies in the mill suspension does not matter as much as that of the small
macro-stickies, there was still a positive overall efficiency for the mill suspension.
macrostickies flotation
- comparision mill and lab results (same stock suspension) -
-140
-120
-100
-80
-60
-40
-20
0
20
40
60
100...500 500...1000 1000...1500 1500...2000 total
macrostickies particle size [m]
m
a
c
r
o
s
t
i
c
k
i
e
s
a
r
e
a
r
e
d
u
c
t
i
o
n
[
%
]
paper mill lab trial (V14)
Figure 102: flotation efficiency in size classes (stock suspension from paper mill)
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
122
Flotation The influence of amounts of fatty acid
The fatty acid or the soap that forms as a result of the reaction with hardness-producing substances in
the water are creating the preconditions for attachment of the particles to the air bubbles and
ultimately the discharge of the stickies together with the flotation foam. The test results show a general
tendency for the flotation efficiency to depend on the amount of fatty acid used. Halving the fatty acid
dosage to 0.4% as compared to the standard formulation led to a significant decrease in flotation
efficiency from approx. 46% to 32%. An increase to 1.2% fatty acid produced only a slightly better
macrostickies flotation than the standard formulation.
lab flotation (25l VOITH cell)
- variation amount fatty acid -
-50
-40
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
100
100...500 500...1000 1000...1500 1500...2000 2000...2500 total
macrostickies particle size [m]
m
a
c
r
o
s
t
i
c
k
i
e
s
a
r
e
a
r
e
d
u
c
t
i
o
n
[
%
]
fatty acid 0,4%
fatty acid 0,8%
fatty acid 1,2%
Figure 103: Efficiency for macrostickies size classes (variation of the amount of fatty acid)
Additional use of a special hydrophobic mineral
As expected, nearly no macro-stickies separation was achieved without deinking chemicals and
minerals (black column). Adding 0.4% extra minerals brought a minor increase in flotation efficiency to
approx. 8%. Adding different amounts of hydrophobic minerals together with conventional deinking
chemistry failed to produce any improvement in flotation efficiency when using clean water.
lab flotation (25l VOITH cell)
- variation deinking chemicals/addition special hydrophobic fillers -
-15
-10
-5
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
standard/no no/0.4% no/no standard/0.4% standard/0.8% standard/1.6%
amount of deinking chemicals/hydrophobic fillers
f
l
o
t
a
t
i
o
n
e
f
f
i
c
i
e
n
c
y
[
%
]
total macrostickies separation
macrostickies separation by balance
Figure 104: Flotation, total macrostickies reduction (variation of hydrophobic fillers)
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
123
Visualization of flotation results
In the pictures 105 a+b there can be seen the prepared samples for macro-stickies measurement. The
differences between inlet and accept of the flotation are significant especially in the amount of the
smaller macro-stickies. In the accept mostly bigger macro-stickies have been found because the
smaller macro-stickies have been removed during flotation very effectively.
Figure 105a: Flotation inlet Figure 105b: Flotation accept after 12min
The high amount of smaller macro-stickies in the foam will be visualized in pictures 106 a+b. The
majority of the macro-stickies separation took place in the first 3 minutes of the flotation. Especially the
smallest macro-stickies have been removed very fast. In the next 3 minutes also some medium
macro-stickies have been removed from the stock suspension.
Figure 106a: Flotation foam after 3 min Figure 106b: Flotation foam after 6 min
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
124
4.4.4.2 Micro-stickies
Per definition, micro-stickies are particles sized between approx. 5 and 100 m. This corresponds to
the approximate size range of ink particle agglomerates (dirt specks), whose separation efficiency by
deinking flotation is very high. For this reason and because of the preferential flotation of smaller
stickies observed in the test series, deinking flotation was expected to be suitable for removing micro-
stickies from stock suspensions as well.
The flotation efficiency for micro-stickies separation was determined directly by comparative
measurements of mill samples taken from the inlet and outlet of industrial flotation stages. The micro-
stickies content was determined by dimethyl formamide extractions of stock consistency samples.
Different types of micro-stickies are generated by adhesive fragmentation, the detachment of printing
inks or disintegration of paper coatings in the pulper. Micro-stickies can also be agglomerates formed
by desired or undesired adhesive, binder and pigment reactions. These agglomerates are frequently
referred to as secondary stickies, and their formation is promoted by flocculant addition. All these
types of micro-stickies can be found in the stock suspensions of each paper mill. Micro-stickies
analyses based on dimethyl formamide extraction do not differentiate between the various different
forms of microstickies because the extraction is usually limited to adhesives and binders.
deinking flotation
- reduction of microstickies in paper mills -
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
mill A I
preflotation
mill A II
preflotation
mill A III
preflotation
mill B
preflotation
mill B
postflotation
mill C flotation mill D flotation
D
M
F
e
x
t
r
a
c
t
(
m
i
c
r
o
s
t
i
c
k
i
e
s
)
[
%
]
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
r
e
d
u
c
t
i
o
n
m
i
c
r
o
s
t
i
c
k
i
e
s
[
%
]
inlet
accept
reduction
Figure 107: Micro-stickies reduction by deinking flotation in real stock suspensions
Figure 107 shows the micro-stickies loads measured in the deinking flotation inlets and accepts of four
different paper mills. The incoming micro-stickies loadings were in the range between 1,0 and 3,0%.
Paper mill A achieved a reduction of approx. 30-50% (measured at three different times: I-III). In mill B,
the loadings and reduction levels of the post-flotation stage were, as expected, significantly lower than
those of the upstream pre-flotation. The deinking flotation stages of mills C and D achieved a micro-
stickies removal of approx. 40-50%. This results in an average micro-stickies reduction by deinking
flotation of approx. 50%.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
125
4.4.4.3 Colloidal potential stickies
Work programme
Part I Clean water / No fibres
In order to understand better the potential use of flotation to remove stickies, this part of the study was
focused on the stickies fraction supposed to be the most difficult to remove from the pulp suspension:
hydro-dispersible -stickies. The particle size of these colloidal stickies is normally lower than 5 m.
Two model PVA and acrylic adhesives were chosen to perform flotation experiments. In a first time we
worked in the absence of fibres and without drying the adhesives. PVA and acrylic emulsions were
directly diluted in water to obtain stable and well-dispersed micro-stickies suspension whose
floatability was tested in the presence and in the absence of collectors.
These basic glue/water/collector systems were progressively upgraded during the next phases of this
study in order to match with real industrial systems and the study of these model systems was coupled
with that one of industrial pulp suspensions.
Hydro dispersible adhesives (PVA-81085, and acrylic based E115 aqueous slurries at about 48%
consistency) were dispersed in deionised water at 0.5 g/L concentration. The stickies suspensions
were then floated using a Voith Delta 25 lab cell under the conditions given in tables 25 to 27.
In addition to the conventional sodium oleate, two inorganic collectors were also tested, viz. talc and
Apiphob. The talc used was a commercial talc (Luzenac 133P) for paper coatings formulation. Despite
an extremely fine grinding (< 5m), this talc was delivered in powder and it was chosen for the
absence of dispersing agents generally used to stabilise talc slurries. Apiphob (from Api Paper
Chemicals) is a dolomite mineral modified with a surface treatment which confers to carbonate
particles an extremely hydrophobic behaviour. Also Apiphob was used as delivered (i.e. a finely
grinded powder).
In order to test the sensitivity of inorganic collectors to the presence of surface active contaminants,
after that an optimal collector concentration was defined (viz. 0.5 g/L), flotation experiments were
performed at increasing non-ionic surfactant concentrations (nonyl-phenol ethoxylated) using the
chemical dosages given in table 4.
The surface tension (after 15 s relaxation) and the turbidity of the stickies suspensions were measured
before and after flotation in order to evaluate the stickies removal efficiencies under the tested
conditions.
Flotation conditions
Time
(min)
Temperature (C) Consistency
(%)
Ca
++
(mg/L) Air flow
(L/min)
Air ratio
(%)
7 ~45 1 150 6.5 - 7 200
Table 25: Experimental conditions used to floate a 0.5 g/L PVA sticky suspension.
Flotation
condition
Acrylic sticky
(g/L)
Ca
++
(CaCl2)
(g/L)
NaOH
(mg/L)
pH Talc
(g/L)
Apiphob
(g/L)
1 0.5 0.15 2.6 0 0
2 0.5 0.15 2.6 0.1 0
3 0.5 0.15 2.6 0.2 0
4 0.5 0.15 2.6 0.5 0
5 0.5 0.15 2.6 0 0.1
6 0.5 0.15 2.6 0 0.2
7 0.5 0.15 2.6 0 0.5
Table 26: Chemicals dosage used during PVA-81085 stickies flotation.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
126
Flotation
condition
Acrylic sticky
(g/L)
Ca
++
(CaCl2)
(g/L)
NaOH
(mg/L)
pH Talc
(g/L)
Apiphob
(g/L)
NaOl (g/L)
1 0.5 0.15 2.6 0 0 0
2 0.5 0.15 2.6 0.1 0 0
3 0.5 0.15 2.6 0.2 0 0
4 0.5 0.15 2.6 0.5 0 0
5 0.5 0.15 2.6 0 0.1 0
6 0.5 0.15 2.6 0 0.2 0
7 0.5 0.15 2.6 0 0.5 0
8 0.5 0.15 2.6 0 0 0.1
9 0.5 0.15 2.6 0 0 0.2
Table 27: Chemicals dosage used during Acrylic-E115 stickies flotation.
Flotation
condition
Sticky dosage
(g/L)
Ca
++
(CaCl2)
(g/L)
NaOH
(mg/L)
pH Collector
(g/L)
Surfactant
(g/L)
1 0.5 0.15 2.6 0.5 0.003
2 0.5 0.15 2.6 0.5 0.006 (cmc)
3 0.5 0.15 2.6 0.5 0.017
Table 28: Non-ionic surfactant concentrations and chemical dosage used when testing
the stickies removal efficiency in the presence of a surface-active contaminant.
Collector = talc or Apiphob, Sticky = PVA or acrylic stickies.
Part II Process waters / No fibres
The studies in the previous part had demonstrated that micro-stickies of different natures and physical-
chemical characteristics might be efficiently removed by flotation when performed in simple
environment: clear water without any contaminants and fibrous material brought by the process.
Consequently, a question arose: what would be the situation when the micro-stickies are dispersed in
process water, in other words, what will be the impact of the numerous contaminants contained in this
kind of water on the stickies flotation efficiency?
The PVA and acrylic dispersions were used as model -stickies. Except for one trial, the adhesive
dispersions were directly added at a known rate into the process water studied without prior drying,
which is still a difference compared to the industrial conditions where stickies are re-dispersed.
All process waters were previously filtrated in order to reach suspended solids concentrations as low
as possible. Indeed, only the dissolved and colloidal fraction was of interest for the study. A dispersion
of about 0.5 g/l was obtained by mixing the adhesive dispersion in the considered process water.
The flotation tests were performed with a Voith Delta 25 lab cell during 10 minutes under the same
conditions than previously. No chemicals were added.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
127
Main results
Part I Clean water / No fibres
The plots of the turbidity versus PVA and acrylic stickies concentration, figure 108, displayed a rather
linear shape, thus indicating that in the range of tested concentrations, mutual interactions between
polymer spheres (and coalescence) were negligible. The different slopes observed for the acrylic and
the PVA, viz 2833 and 1333 NTU/gL
-1
respectively, were associated with the different particle sizes of
PVA and acrylic -stickies. The particle size distribution of polymer colloids determined by dynamic
light scattering, figure 109, showed that both acrylic and PVA emulsions had a monomodal size
distribution with intensity peaks at 262 and 1201 nm, respectively. The size of acrylic -stickies, about
4.6 times smaller than PVA, was therefore responsible for an increase in the solid/water interfaces
available for light scattering and in the stickies suspension turbidity.
Figure 108: Turbidity of PVA and acrylic hydro
dispersible sticky suspensions plotted as a
function of concentration.
Figure 109: Particle size distribution of PVA and
acrylic stickies dispersed in deionised water.
Flotation in the absence of non-ionic surfactant
The low turbidity of the floated suspension shown in figure 110 2.6 NTU corresponding to 0.004 g/L
of PVA indicated that PVA stickies dispersed in deionised water (150 mg/L Ca
2+
, pH ~8) were
efficiently removed by flotation. The removal efficiency calculated by using turbidity measurement was
about 99 %.
The addition of Apiphob as stickies collector did not induce any further decrease in the turbidity of the
floated suspension. This behaviour was interpreted as reflecting the complete elimination by flotation
of the collector and probably a decrease in the residual concentration of PVA stickies. The use of talc
as collector displayed an increase in the turbidity of the floated suspension when the talc dosage was
increased, as shown in figure 110.
The measurement of the chemical oxygen demand, figure 111, showed that although an increase in
turbidity, the amount of organic compounds (i.e. PVA) in the floated suspension decreased when
increasing the talc dosage (talc was supposed not to interfere with the COD measurements). The
increase in turbidity was therefore due to the presence of residual un-floatable talc particles.
0
200
400
600
800
1000
0.00 0.10 0.20 0.30 0.40
Concentration (g/L)
T
u
r
b
i
d
i
t
y
(
N
T
U
)
PVA (81085)
Acrylic (E 115)
0
5
10
15
20
25
30
35
40
45
50
1 10 100 1000 10000
Diameter (nm)
I
n
t
e
n
s
i
t
y
(
%
)
.
PVA (81085)
Acrylic (E115)
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
128
0
2
4
6
8
10
12
14
16
0.0 0.1 0.2 0.3 0.4 0.5
Concentration (g/L)
T
u
r
b
i
d
i
t
y
(
N
T
U
)
Talc Luzenac 133P
Apiphob
40
45
50
55
60
65
70
75
80
85
90
0.0 0.1 0.2 0.3 0.4 0.5
Concentration (g/L)
C
O
D
(
m
g
/
L
)
.
Talc Luzenac 133P
Figure 110: Turbidity of PVA sticky suspensions
after flotation in the presence of increasing talc
and Apiphob concentrations.
Figure 111: Chemical oxygen demand (COD) of
PVA suspensions after flotation when using talc
as collector.
The flotation of acrylic stickies in the presence of increasing concentration of inorganic collectors,
figure 112, did not induce any increase in the turbidity of the floated suspension, thus showing, in first
approximation, that talc and Apiphob did not improve the floatability of acrylic stickies. Moreover, a
large increase in the floated suspension turbidity was observed when using sodium oleate as collector.
0
20
40
60
80
100
120
140
160
180
200
0.0 0.1 0.2 0.3 0.4 0.5
Concentration (g/L)
T
u
r
b
i
d
i
t
y
(
N
T
U
)
.
Talc Luzenac 133P
Apiphob
NaOL (Serfax)
Figure 112: Turbidity of acrylic sticky suspensions after flotation
in the presence of talc, Apiphob and sodium oleate.
Flotation in the presence of non-ionic surfactants
To test the floatability of inorganic collectors and model stickies in the presence of surface-active
contaminants, flotation experiments were performed using a fixed collector dosage (0.5 g/L) and
increasing the concentration of a model non-ionic contaminant, namely nonyl phenol ethoxylate.
Figure 114 shows that the presence of the non-ionic surfactant did not affect the floatability of PVA-
collector (both talc and Apiphob) systems, the turbidity of the floated suspension remained constant for
all the tested contamination levels. A slight increase in the turbidity of the acrylic-collector (both talc
and Apiphob) systems was observed when increasing the contaminant concentration.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
129
50
55
60
65
70
75
0.00 0.10 0.20 0.30 0.40 0.50
Concentration (g/L)
S
u
r
f
a
c
e
t
e
n
s
i
o
n
1
5
s
(
m
N
/
m
)
.
Talc Luzenac 133P - In Talc Luzenac 133P - Out
Apiphob - In Apiphob - Out
NaOl (Serfax) - In NaOL (Serfax) - Out
0
10
20
30
40
50
60
0.E+00 1.E-05 2.E-05 3.E-05 4.E-05
8EO concentration (mol/L)
T
u
r
b
i
d
i
t
y
(
N
T
U
)
Talc FO Apiphob FO
Talc FO Apiphob FO
Figure 113: Surface tension of acrylic sticky
suspension before (In) and after (Out) flotation
at different collector concentration.
Figure 114: Turbidity of acrylic (full symbols) and
PVA (white symbols) stickies suspensions after
flotation in the presence of talc and Apiphob at
fixed concentration (0.5 g/L) and increasing
concentration of non-ionic surfactant.
The comparison of the removal efficiency of PVA and acrylic stickies calculated from turbidity
measurements, 99% and 95% respectively, showed that the higher turbidity of the floated acrylic
suspension was due in part to the smaller size of acrylic -stickies and in part to the slightly lower
floatability of these colloids compared to PVA. Probably the destabilisation of -stickies and their
flocculation due to the addition of CaCl
2
(to adjust the Ca
2+
concentration to 150 mg/L), can explain the
generally very high floatability. Another possible reason for the very high flotation efficiency is the
complete absence of fibrous material that means the stock consistency during flotation was nearly 0.
Part II Process waters / No fibres
Clean water
The results of the flotation in demineralised water confirmed that in a clean environment, both types of
adhesive might be rather efficiently removed by flotation. Nevertheless, it must be pointed out that in
these particular conditions (pure water, without any calcium addition), the removal efficiencies were
lower than in the presence of 150 mg/l of calcium. This is especially true for the case of the acrylic
based adhesive which only achieved 60 to 65 removal efficiency in the pure water versus 95 % in the
presence of calcium ions. This would tend to confirm the role of calcium ions in the micro-stickies
flotation mechanism.
Mechanical pulp mill process water
The analyses showed that the process water was rather loaded in contaminants, which could interfere
with the flotation process: COD was high which indicated the presence of organic compounds liable to
be oxidised. The conductivity level, although not so high, indicated the presence of soluble ions in the
medium, and overall, the surface tension was rather low (65 versus 72.8 mN/m for pure water).
However, contrary to what was expected, the floatability of the micro-stickies was still high in this
contaminated medium. The results obtained with the two types of adhesives were nevertheless not
entirely similar.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
130
Recycling packaging mill process water
The results showed that this water was highly contaminated in soluble organic materials as indicated
by the level of COD (4.5 g O
2
/l). However, in spite of this high soluble organic materials contamination,
the level water surface tension remained quite high (68 mN/m). This would indicate that the main part
of the soluble compounds does not present any surface activity. Conductivity was also very high which
showed a high level of free ions dissolved in the medium.
As in the case of the mechanical pulp mill process water, no detrimental effect (in terms of flotation
efficiency) was observed when the micro-stickies were dispersed in this contaminated medium. On the
contrary, in the case of the acrylic adhesives, very higher removal efficiency was reached in this
condition, compared to the case of the demineralised water. In addition, it is interesting to compare
these results with those obtained in the case of the mechanical pulp mill process water. Indeed,
conductivity of packaging mill process water was much higher than that one of the mechanical pulp
mill (3140 versus 517 s/cm).
Consequently, one may assume that the calcium ion concentration in the packaging process water
was higher. This could explain the higher micro-stickies removal efficiency achieved in the case of the
packaging mill process water (95 %) compared to the efficiency achieved with the mechanical pulp mill
process water (80 %).
Deinking mill process water
First of all this kind of water also contained a rather high load in soluble compounds which could
interfere with the flotation: high COD level (lower however than in the case of the packaging mill), high
conductivity and high content in surface active substances as shown by the low surface tension
achieved in that case (60 mN/m).
In this condition, the two adhesives behaved totally differently: on one hand, the PVA based -stickies
was not negatively affected by the contamination present in this process water: still very high removal
efficiency was achieved (more than 95 %). On the other hand, acrylic based -stickies were, here,
significantly affected by the nature of the contaminants contained in this water. This is a totally
different situation compared to the case of the previous process waters studied which had a positive
impact on the stickies floatability (compared to the reference trial performed in demineralised water).
Summary
Figure 115 summarises the results obtained in the different flotation conditions determined by the
various process water used for the dispersion of the two model adhesives studied.
0
20
40
60
80
100
120
Dem. Water Dem. Water
+ Ca++
Pack. Water Deink. Water Mech. Pulp
wat.
R
e
m
o
v
a
l
e
f
f
i
c
i
e
n
c
y
(
%
)
PVAc
Acrylic
Figure 115: removal efficiencies of PVA and acrylic based stickies when dispersed
in different water qualities
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
131
4.4.5. Pilot stickies flotation tests
Work programme
The flotation of macro-stickies was studied in two trials in the PTS pilot plant. Both trials were
conducted with a fibre mixture of 50% ONP and 50% OMG containing 0,5% adhesives (dispersion
adhesive E115 and hot-melt D170) based on o.-d. fibres, and the standard deinking formulation of
INGEDE. The consistency in the flotation inlet amounted to 0,85% and 1,35%, respectively. The figure
below lists all important trial parameters.
trial number VT1 VT2
sample fiber stock ONP/OMG ONP/OMG
mass [g] o.d. 20000 30000
mass [g] a.d. 21000 31500
adhesive E115+D170 E115+D170
mass [g] 100 150
dilution water normal water normal water
pulping pulper (10% consistency, 30min, 40C average) technicum technicum
2 pulpers 3 pulpers
flotation:
stock flow [l/min] 450 450
temperature [C] 39 39
pH 8,9 9,1
chemicals NaOH (100%ig) [%] 0,6 0,6
(inlet during sodium silicate [%] 1,8 1,8
pulping) peroxide (100%ig) [%] 0,7 0,7
fatty acid (100%ig) [%] 0,8 0,8
NaOH [g] 120 180
sodium silicate [g] 360 540
peroxide [g] 140 210
fatty acid [g] 160 240
stock consistency (aim)
inlet flotation [%] 0,85 1,35
Figure 116: Work programme WP 5.2
The focal points of the measuring programme were macro-stickies determination and a plausibility
check of the stock flows. Foam was collected over a flotation period of 4.5 min, which was the time
required for one pass of the overall suspension volume (2200 l) through the flotation cell.
VT1 and VT2 temp. pH dilution suspended stock mass ash total loss fiber loss macrostickys DMF-Extract
0,85 % and 1.35% [C] [-] water [l] solids [%] [g] [%] [%] [%] [mm/kg] [%]
inlet flotation x x x x x x x
accept flotation x x x x x x x x x
foam 0 - 4,5 min x x x x x
foam 4,5 - 9,0 min x x x x x
foam 9,0 - 13,5 min x x x x x
foam 13,5 - 18,0 min x x x x x
foam 18,0 - 22,5 min x x x x x
Figure 117: Measuring programme WP 5.2
As for the previous macro-stickies flotation tests, the macro-stickies area was evaluated in detail, i.e.
for different particle size classes.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
132
Main results
Separation of macro-stickies
In the flotation tests evaluated here, clean water was used for dilution. As a result the stickies
reduction achieved was higher than in industrial flotation systems using process waters loaded with
various detrimental substances (cf. report D10) for dilution. The basic mechanisms of stickies flotation
are reflected very well by the tests, however.
Figure 118 shows the overall macro-stickies reduction achieved by the pilot and laboratory flotation
tests. The reduction by balance, i.e. based on the actual stock balance, takes into account also the
stock losses during flotation as well.
The macro-stickies reduction was in the range between 50 and 70%. Raising the inlet consistency of
the flotation cell from 0,85% to 1,35% led to a relative decrease in reduction efficiency by about 25%.
The same tendency, i.e. a lower macro-stickies reduction at higher consistencies, had been observed
in the laboratory tests (cf. progress report D10). The pilot test results were similar to the lab test results
at 1.0 % inlet consistency. This underlines the generally good comparability of the pilot and lab cell
results.
pilot flotation (700l VOITH eco-cell)
- in comparision to lab flotation
0
10
20
30
40
50
60
70
80
90
100
pilot flotation (stock consistency inlet
0,85%)
pilot flotation (stock consistency inlet
1,35%)
lab flotation (stock consistency inlet
1,00%)
trial
m
a
c
r
o
s
t
i
c
k
i
e
s
a
r
e
a
r
e
d
u
c
t
i
o
n
[
%
]
absolute reduction
reduction by balance
Figure 118: Pilot flotation, separation of macrostickies
Both the laboratory and pilot flotation processes were most efficient for smaller macro-stickies, as
shown in figure 119. Approx. 80% of the macro-stickies 500m and approx. 60% 1000m could be
floated. The share of macro-stickies larger than 1500m could only be reduced by approx. 35%.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
133
pilot flotation (700l VOITH eco-cell)
- in comparision to lab flotation
-20
-10
0
10
20
30
40
50
60
70
80
90
100
100...500 500...1000 1000...1500 1500...2000 total
macrostickies particle size [m]
f
l
o
t
a
t
i
o
n
e
f
f
i
c
i
e
n
c
y
[
%
]
pilot flotation ( stock consistency inlet 0,85%)
pilot flotation ( stock consistency inlet 1,35%)
lab flotation ( stock consistency inlet 1,00%)
Figure 119: Pilot flotation, macro-stickies separation for different size classes
The relative shares of the individual passes in the overall macro-stickies reduction are shown in
figure 120. At the lower consistency, most macro-stickies were removed in the first pass. The process
run at higher consistency was more balanced, with macro-stickies being removed by all five passes.
However, the first pass was most efficient here as well.
pilot flotation (700l VOITH eco-cell)
- partly macrostickies reduction per flotation step (each 4.5 min) -
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
4,5 min 9,0 min 13,5 min 18,0 min 22,5 min
flotation time [min]
m
a
c
r
o
s
t
i
c
k
i
e
s
a
r
e
a
r
e
d
u
c
t
i
o
n
[
%
]
pilot flotation (stock consistency inlet 0,85%)
pilot flotation (stock consistency inlet 1,35%)
Figure 120: Pilot flotation, macro-stickies separation at different flotation times
Separation of micro-stickies
In addition to the macro-stickies analyses, the total extract was measured by extracting the filter cakes
from the consistency measurements with dimethyl formamide. The reduction of micro-stickies sized
between 5 and 100 m may be estimated from the extract. Because deinking flotation was most
efficient at removing smaller macro-stickies, it was expected to remove micro-stickies as well. The
micro-stickies in the ONP/OMG used originated mainly from binders or binder agglomerates of printing
inks and paper coatings.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
134
pilot flotation (700l VOITH eco-cell)
- microstickies load vs. flotation time -
0
2
4
6
8
10
12
14
16
18
20
Inlet Accept foam 0 - 4,5 min foam 4,5 - 9,0
min
foam 9,0 - 13,5
min
foam 13,5 - 18,0
min
foam 18,0 - 22,5
min
D
M
F
-
e
x
t
r
a
c
t
[
%
]
pilot flotation (stock consistency inlet 0,85%)
pilot flotation (stock consistency inlet 1,35%)
Figure 121: Pilot flotation, total amount of extract
As can be seen from figure 121, the extractable content of the samples taken from the flotation accept
is significantly lower than that of the inlet samples. The good removal efficiency of deinking flotation for
extractables is also reflected by the significantly increased extract contents of the flotation foams. The
total extracts from the filter cakes of the consistency measurements contained three different types of
stickies:
extract from macro-stickies
+ extract from micro-stickies
+ extract from fibrous material
total extract
The macro-stickies share can be estimated from the known adhesive inputs (0,5% E115/D170) and
the reduction achieved by flotation. Another 0,05% macro-stickies were introduced by recovered paper
(approx. 5000 mm/kg). Experience shows that approx. 0,7% of the extract introduced by recovered
paper originates from fibrous material. Based on these data, the micro-stickies contents of the flotation
inlet and accept were calculated (table 29).
The micro-stickies reduction of the pilot flotation was estimated at approx. 80%.
pilot flotation (stock consistency inlet 0,85%) inlet accept
total extract measured 2,35 1,15
macrostickies (from E115/D170) measured 0,50 0,15
macrostickies (from ONP/OMG) PTS experience 0,05 0,02
from fibers (PTS experience) PTS experience 0,70 0,70
microstickies (from ONP/OMG) calulated 1,15 0,30
reduction macrostickies 70
reduction microstickies 74
pilot flotation (stock consistency inlet 1,35%) inlet accept
total extract measured 2,85 1,20
macrostickies (from E115/D170) measured 0,50 0,25
macrostickies (from ONP/OMG) PTS experience 0,05 0,02
from fibers (PTS experience) PTS experience 0,70 0,70
microstickies (from ONP/OMG) calulated 1,65 0,25
reduction macrostickies 50
reduction microstickies 85
Table 29: Pilot flotation, calculation of micro-stickies
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
135
4.4.6. Conclusions and perspectives
Lab flotation
Model macro-stickies + clean water
- Using model stickies with an inlet stock consistency of 1.0% and standard deinking chemicals, the
total separation efficiency achieved amounted to approx. 45% based on the absolute values and
approx. 60% based on the stock balance.
- In the case of smaller macro-stickies (<1000 m, INGEDE Method N4), separation efficiency
values of 70 - 80% were achieved on average using a 25l VOITH laboratory flotation cell and a
flotation time of 12 minutes. Hence, flotation always tends to separate out smaller macro-stickies.
- No macro-stickies reduction was possible without the use of flotation chemicals.
- The stock consistency in the flotation cell inlet had a significant impact on the results of flotation.
Increasing the stock consistency from 1.0 to 1.25 caused the separation efficiency of macro-
stickies to fall by 20%. A further increase in stock consistency to 1.5% reduced the separation
efficiency by a total of 40%.
- For the stock suspension under test, adding a special hydrophobic mineral to the standard
deinking chemicals formulation brought no increase in flotation efficiency.
- The flotation result depends on the amount of fatty acid used. A 50% reduction in the standard
dosing amount reduced the removal efficiency by approx. 25%. A 50% increase in fatty acid
dosage resulted in a slightly improved macro-stickies flotation whilst increasing the total pulp loss.
- When using real mill water instead of clean water for sample dilution the flotation efficiency was
lowered significantly.
Stock suspension from a paper mill
- An absolute value for macrostickies separation of approx. 25% was measured during the flotation
of a mill stock suspension from a tissue mill in the laboratory flotation cell. Precisely this macro-
stickies separation efficiency was also achieved in the mill flotation plant.
- A study of macro-stickies separation in the flotation plant of a newsprint paper mills that was
carried out within the scope of system analysis produced a macro-stickies reduction by approx.
40-50% in the flotation stage.
- Smaller macro-stickies are preferably floated even in mill suspensions.
Micro-stickies / industrial stock suspension
- The analysis of the deinking flotation stages of four different paper mills showed an average
reduction in micro-stickies load by approx. 50%.
Model colloidal potential stickies / clean and process water / no fibres
- Model micro-stickies were efficiently removed by flotation even without the addition of collectors,
PVA model stickies displayed a slightly better floatability than acrylic stickies. The total removal
efficiency was more than 90%.
- The PVA based stickies floatability was not significantly affected by the type of process water.
Very high flotation efficiency were always found (90 to 95 % ) whatever the process water used for
the preparation of the dispersion. On the contrary, the floatability of acrylic based stickies was
influenced by the nature of the process water.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
136
Pilot Flotation
The results of the deinking flotation trials using a pilot Voith-Eco cell can be summarised as follows:
Model macro-stickies / clean water
- The macro-stickies reduction was in the range between 50 and 70%. Raising the consistency in
the flotation inlet from 0,85% to 1,35% caused an approx. 25 % relative decrease in removal
efficiency.
- The preferred flotation of smaller macro-stickies sized < 1000 m (according to INGEDE Method
N 4) was observed in both trials.
- The pilot and lab flotation cells achieved similar results in terms of macro-stickies reduction.
Micro-stickies / clean water
- A micro-stickies reduction of approx. 80% was calculated for the pilot trials.
Overall conclusions
- Deinking flotation is generally suitable for separating macro-stickies. Total macro-stickies
separation efficiency values of approx. 40-50% can be achieved in well functioning flotation
plants.
- Deinking flotation mainly separates smaller macro-stickies and micro-stickies with a high
efficiency that can be as much as 70%.
The macro- and micro-stickies reduction clearly exceeds the fibre losses and even the filler reduction.
In industrial practice, the fibre losses will be even lower due to the secondary flotation stage, i.e.
approx. 2-3 % in a 5-step plant.
The use of mill process water instead of clean water in the lab/pilot trials can result in a considerably
lower stickies reduction, however. A 50% lower removal efficiency than in the tests is quite probable.
On the whole, the stickies reduction by deinking flotation is a very useful addition to pressurised
screening. Deinking flotation removes preferably smaller macro-stickies, which can only be eliminated
to a limited extent by the screens.
The possibility of micro-stickies removal by deinking flotation is a very valuable result. Apart from
thickeners, no other method has been available so far for removing these particles from stock
suspensions. Moreover, thickening stages discharge the micro-stickies into the process water so that
they are reintroduced into the suspension by dilution.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
137
4.5. Pressure filtration
4.5.1. Background and objectives
Both the separation of contaminants from stock suspensions and the cleaning of water circulations
have gained in importance during the past few years. Mill circuits narrowing or even closure causes a
variety of different substances to accumulate in the water circulation. Paper fibres, fibre fragments,
fines and fillers are not the problem in this context. The negative effects of closing water loops are due
to the gradual increase in concentration of non-paper substances such as sticky particles, inks and
dyes, micro-organisms, heavy metals, salts and fatty acids. The addition of NaOH to release printing
ink during the recycling of used newspapers and magazines normally forces the pH value that prevails
during the re-pulping of the recovered paper far above neutral. This high pH value then causes even
greater fragmentation and re-dispersion of adhesives. The result is greater accumulation of non-
absorbable detrimental substances in the mill loops.
In the past few years, finely dispersed sticky particles, better known as micro-stickies, have become
the focus of interest among papermakers. As stock preparations and paper machine loops become
more and more concentrated, most of these sticky particles pass into the filtrates. These filtrates or
white waters are reused as dilution water in stock preparation and in the paper machine.
Against this background, there is an elementary need for internal cleaning of the mill loops in order to
irreversibly eliminate micro stickies from the stock suspension and avoid gradual concentrations of
contaminants.
A new, potentially suitable process for cleaning water loops in paper mills is the pressure filtration
process. This is a modified screening operation that takes place in a pressure screen using special-
purpose screen cylinders. The separating criteria is the particle size of the substances to be separated
that are contained in the water loop in relation to the hole or slot width of the screen cylinder [111].
Work Package WP 6 of this project is aimed at the following important objectives:
SWP 6.1 Preparation of process waters
- Studying the composition of mill process waters with respect to suspended substances, stickies,
pulp fractions and dissolved and colloidal substances
- Conducting pilot trials to create a practice-oriented model water
- Selecting the process water with the best suitability for the trials
SWP 6.2 Pilot pressure filtration
- Using an industrial pressure filter
- Varying the operating parameters of the pressure filter
- Using flocculants to selectively flocculate finely dispersed and colloidal substances in the process
water
- Evaluating the possibility of separating micro stickies from the process water
- Evaluating the separation action with respect to the fibre fractions and fines/fillers
Pointing out the possibilities and limitations of pressure filtration in the treatment of process waters
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
138
4.5.2. Basics of pressure filtration process
The pressure filter has evolved as a further development of the known process of pressure screening.
The pressure screen serves to screen the pulp suspension, whereas the pressure filter is especially
designed to separate particles from process waters.
The mode of operation of pressure screens and pressure filters is basically the same. The pulp
suspension or process water flows into the interior of the screen cylinder. It passes through the screen
cylinder in a centrifugal direction towards the outer housing of the screen/filter. The reject, i.e. the
particles retained by the screen cylinder, are removed at the bottom of the unit.
The principal different between pressure screens and pressure filters is the aim of the process.
Pressure screens are intended to separate only coarsely dispersed contaminants and shives. This in
turn means that almost all paper fibres that can be used for papermaking are passed into the accepts.
In the case of the pressure filter, on the other hand, all or as many coarsely and finely dispersed
substances as possible, i.e. the paper fibres, are to be separated from the process water.
The design of the cylinders of pressure screens and pressure filters differs basically in the width of the
holes or slots in the cylinders and in the design of the surface profile of the cylinders, as shown in table
30 and figure 122. Another distinguishing feature of pressure screens and pressure filters is the way in
which the rotor is constructed.
Pressure screen Pressure filter
2.4 mm hole 200 m hole
1.3 mm hole 100 m hole
0.25 mm slot 100 m slot
0.20 mm slot 80 m slot
0.15 mm slot 60 m slot
0.10 mm slot 40 m slot
Table 30: Holes and slots sizes in pressure screens compared to pressure filters
pressure screening
- aggressive
- big profile height
pressure screening
- gentle
- small profile height
pressure filtration
- no profile
Figure 122: Design of the screen cylinder inlet angle
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
139
4.5.3. Pressure filtration pilot equipment
The pressure filter employed to filter the process water at the PTS pilot facility is shown in figure 123.
The water flow is re-circulated until the operation has stabilised itself and is then divided into accepts
and rejects as soon as the trials actually begin.
PDCIA PDCIA
MM
-
PDCIA PDCIA
MM
--
reject
accept
Figure 123: Pressure filter, device and process design
Figure 124 illustrates the bump rotor and the slotted screen cylinder of the pressure filter. The figure
clearly illustrates the large number and symmetrical shape of the bumps on the rotor as well as the
completely level surface of the screen cylinder.
rotor
screen basket with slots
Figure 124: Pressure filter, rotor and cylinder design
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
140
4.5.4. Preparation of process waters
Work programme
The following tests were conducted to basically characterise paper mill process waters for producing
mass printing papers and for pre-selecting the process water suitable for testing:
a) Procurement of 5 different process waters from paper mills and measurement of the following
parameters:
stock consistency
composition of fractions (McNett fractionation)
macro sticky content (INGEDE Method No. 4)
micro sticky content (extracting the filter cake from the stock consistency
measurement using dimethyl formamide)
COD
content of anionic trash (polyelectrolyte titration)
b) Trials to prepare a practice-oriented process water at the PTS pilot facility
repulping deinked pulp + 1% adhesive mixture D170/E115 in the pulper
dilution to approx. 1% stock consistency
case 1: thickening the stock suspension using a drum filter
case 2: thickening the stock suspension using a screw press
filtrate measurements, refer to section a) above
Based on the results of measurement, the most suitable process water was chosen for the rest of the
filtration trials.
Main results
It was necessary to prepare a practice-oriented process water in the pilot facility before the pressure
filtration trials could be conducted. The choice of the water that was ultimately used for the trials in
SWP 6.2 was intended to model the composition of the industrial process waters used in practice.
The stock consistency (suspended solids) in the process waters from the paper mills for producing
printing paper ranged between 0.5 and 2.9 g/l. A range especially from 1 to 2 g/l was found more
frequently. Studies of more than 30 paper mills in various PTS projects confirm that process waters
are commonly loaded with from 1 to 2 (3) g/l of suspended solids.
Compared to the mill water, the model water from the drum filter showed a very low content of
suspended solids amounting to only 0.2 g/l. Most of the suspended solids in the model stock
suspension were retained on the screen of the drum filter. The model water produced by the screw
press had a stock suspension of 3.1 g/l and was thus slightly above the usual range measured in
paper mills.
Measurement of the macro stickies demonstrated an unrealistically high load in the model waters
compared to the mill waters. The high adhesive load in the model suspension was chosen with a view
to the fact that part of the adhesive disintegrates into micro stickies during re-pulping.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
141
pre tests - pressure filtration
2,4 2,4
7,2
2,6
2,1
0,1 0,1 0,1
0
1
2
3
4
5
6
7
8
Deinking Mill
1 - Loop I
Deinking Mill
1 - Loop II
Deinking Mill
2 - Loop I
Deinking Mill
2 - Loop II
Deinking Mill
2 - Loop III
model stock
suspension
model water -
filtrate drum
filter
model water -
filtrate screw
press
D
M
F
-
e
x
t
r
a
c
t
m
i
c
r
o
s
t
i
c
k
i
e
s
[
%
]
Figure 125: Preliminary tests, micro stickies
The level of the micro-stickies load in the mill water normally ranged between approx. 2 to 3%. This
load was not nearly achieved in the model waters. It proved to be impossible under the chosen
repulping conditions to satisfactorily produce finely dispersed micro stickies using both adhesives
E115 and D170 on a pilot scale. The adhesives did not disintegrate to the extent desired and existed
almost entirely in the form of coarsely dispersed macro stickies.
pre tests - pressure filtration
11,6
4,7
10,4
2,5
0,3
0,4 0,4
0,3
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
Deinking Mill
1 - Loop I
Deinking Mill
1 - Loop II
Deinking Mill
2 - Loop I
Deinking Mill
2 - Loop II
Deinking Mill
2 - Loop III
model stock
suspension
model water -
filtrate drum
filter
model water -
filtrate screw
press
a
n
i
o
n
i
c
t
r
a
s
h
[
m
l
0
,
0
0
1
n
P
o
l
y
d
a
d
m
a
c
]
Figure 126: Preliminary tests, anionic trash
The charge character of the dissolved matter in the mill and model waters differed considerably.
Whereas the mill waters exhibited a very high anionic substance load, the load in the model waters
was rather low. The contents of anionic substances in the water are of immense importance for the
flocculation of the dissolved matter with well-chosen cationic chemicals.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
142
The composition of the mill waters was examined using a standardised Bauer McNett classifier. The
fibre content (long and short fibres) in the analysed mill waters amounted to a mere 2-11%. The
largest portion of the suspended dissolved matter consisted of fibre fines and fillers. The share of
fibres in the model water from the filtrate screw press amounted to 35% and was thus substantially
higher. So to conclude:
model waters from the pilot plant cannot be used because:
filtrate drum filter - quantities of suspended substances are too low
- not enough micro stickies
- low level of anionic trash
filtrate screw press - too many macro stickies
- not enough micro stickies
- high fibre content
- low level of anionic trash
use of real process water from a paper mill for the trials:
concentration on - micro stickies reduction
- fibre fractionation
- macro stickies reduction
- particle flocculation, if possible
In order to be able to conduct the pressure filtration trials, approx. 2000 litres of process water were
obtained from a paper mill that produces printing papers. This water was referred to as "deinking mill
1, loop II" in the preliminary trials.
4.5.5. Pilot pressure filtration tests
Work programme
All trials were conducted using the process water from a paper mill. The following fundamental
pressure filter operating parameters were varied:
screen cylinder
reject rate
rotor speed
volumetric inlet flow rate
inlet stock consistency
addition of flocculant to flocculate finely dispersed and colloidal substances
The inlet/accept pressure difference was not varied. The value resulted from the mode of operation
and amounted to 0.2 0.05 bar.
A preliminary trial was carried out to flocculate the process water and very good flocculation was
achieved. After a sedimentation time of approx. 5 min during which the flocculated dissolved matter
was allowed to settle, the residual turbidity of the water amounted to approx. 1% of the original level.
All filtration trials were conducted at the PTS pilot facility using a conventional industrial pressure filter.
The trials were evaluated on the basis of the following analytical measurements:
pressure stock consistency turbidity evaporation residue ash content microstickies stock fractions
filtration [%] [NTU] [%] [%] [%] fiberlab
inlet x x x x x x
reject x x x x x x
accept x x x x x x
Table 31: Analytical measurements
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
143
Main results
Changing screen basket
During the first trial series, the screen cylinder of the pressure filter was varied. A 100 m perforated
cylinder was used as were slotted cylinders with slot widths of 60, 40 and 20 m. The volumetric reject
rate amounted to 10%. Rotor speed was 15/s and the associated circumferential speed of the rotor
amounted to 14 m/s.
pressure filtration - variation screen basket
reject rate (volume): 10%, rotor speed: 15/s
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
100 m O 60 m // 40 m // 20 m //
screen basket
s
t
o
c
k
c
o
n
s
i
s
t
e
n
c
y
[
g
/
l
]
inlet accept reject
Figure 127: Pressure filtration, variation screen cylinder stock consistency
Figure 127 illustrates the fundamental mode of operation of the pressure filter. The stock consistency
in the inlet, accepts and rejects does not differ significantly as is the case in other filters (disk filters,
drum filters, screw presses). The difference in stock consistency between the inlet and accepts is very
small. The rejects do show a progressive concentration of suspended dissolved matter, since larger
particles tend to accumulate here.
The composition of the suspended dissolved matter was determined in order to be able to evaluate
the separation efficiency of the pressure filter in detail. Measurement was carried out using an
automated FIBERLAB fibre dimensions analyzer. The following important fibre fractions were identified
in the results of measurement:
Title Particle Size
fibres (long fibres + short fibres) > 500 m
fines 200...500 m
fillers + small fines < 200 m
The results of the fractionation of the suspended dissolved matter have shown that they mainly
contained fillers and very small fines particles. The total content of this stock fraction amounted to
approx. 83%. The fibre fines in the particle size range of 200 500 m amounted to approx. 15%. The
content of paper fibres in the process water merely amounted to approx. 2%.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
144
pressure filtration
stock fractions at inlet
0
10
20
30
40
50
60
70
80
90
100
fibers (> 500m) fines (200..500m) small fines + fillers (< 200m)
stock fractions (fiberlab)
r
e
l
a
t
i
v
e
w
e
i
g
h
t
[
%
]
Figure 128: Pressure filtration, variation in screen cylinder stock fractions inlet
Figure 129 clearly shows that it is mainly the paper fibres (> 500 m) that are separated in the
pressure filter. The separation efficiency in the accepts from the 100 m perforated screen exceeded
85%. A separation efficiency of approx. 50% using the perforated screen was also achieved in the
case of the fibre fines (200500 m). This means that the pressure filter basically operates like a fibre
fractionator. The perforated screen was ineffective with the specifically largest fraction < 200 m.
pressure filtration - variation screen basket
reject rate (volume): 10%, rotor speed: 15/s
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
100 m O 60 m // 40 m // 20 m //
screen basket
s
t
o
c
k
f
r
a
c
t
i
o
n
s
i
n
a
c
c
e
p
t
(
i
n
l
e
t
=
1
0
0
%
)
[
%
]
fillers+small fines (<200m) fines (<500m)
fibers (> 500m) trend fillers + small fines
Figure 129: Pressure filtration, variation in screen cylinder stock fractions accept
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
145
The efficiency of slotted wire wedge screens was much lower with respect to paper fibres, especially
with fibre fines, than that of the perforated screen. Owing to their cylindrical shape, the paper fibres are
able to pass through the slots much more easily than through the holes. In the case of perforated
screens, the hole diameter as the separating element is effective in two dimensions (x and y direction),
whereas the slot width as the separating element is effective in only one dimension (see Figure 130).
Compared to the perforated screen, slotted wire wedge screens were also able to separate out a small
portion of the fraction <200 m. As was expected, this separation action intensified as the slot width
narrowed.
100m hole 60m slot
l = 500m, d = 30 m
d =
80 m
d =
80 m
l = 500m, d = 30 m
Figure 130: Pressure filtration, principle of filtration of fibres and spheres
In order to determine the micro-stickies content, the filter cake from the stock consistency
determination was extracted using dimethyl formamide. No substantial micro-stickies reduction was
found in the accepts or rejects from the pressure filter during the trials. This is also quite plausible
because, by virtue of their particle size <200 m, most of the micro-stickies will be found in the "small
fines and fillers" fraction. As already mentioned above, the pressure filter functions almost like a valve
with this stock fraction, splitting the micro-stickies up into accepts and rejects according to the set
reject rate.
pressure filtration - variation screen basket
reject rate (volume): 10%
0
1
2
3
4
5
6
7
8
9
10
100 m O 60 m // 40 m // 20 m //
screen basket
D
M
F
-
e
x
t
r
a
c
t
[
%
]
inlet accept reject
Figure 131: Pressure filtration, variation in screen cylinder micro stickies
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
146
Effect of reject rate
A distinct trend in the rejects became obvious in the curves of the stock consistencies when a 100m
perforated screen was used. A decline in the reject rate, i.e. comparatively aggressive filtration,
resulted in greater thickening of the rejects. This trend could not be observed when a 40m slotted
wire wedge screen was used.
pressure filtration - variation reject rate
screen basket: 100m O, rotor speed: 15/s
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
20 15 10 5
reject rate (volume) [%]
s
t
o
c
k
f
r
a
c
t
i
o
n
s
i
n
a
c
c
e
p
t
(
i
n
l
e
t
=
1
0
0
%
)
[
%
]
fillers+small fines (<200m) fines (<500 m)
fibers (> 500m) trend fibers
trend fines
Figure 132: Pressure filtration, variation in reject rate stock fractions 100 m O
Examination of the individual stock fractions produced a distinct trend when the 100m perforated
screen was used. Both pulp separation and fines separation deteriorated as the reject rate was
decreased. More aggressive filtration at a lower reject rate forced the fibres to pass through into the
accepts. Fibre separation with the perforated screen amounted to 90% and more in all cases and was
considered to be very good. In addition, about 50% of the fibre fines in the particle size range
200500m were able to be separated using the perforated screen. No filtration action was found in
the case of fines and fillers <200 m.
Varying the reject rate using the 40m slotted wire wedge screen did not produce any clear trend. No
significant filtration action could be found with either of the screens in the case of the micro sticky load.
The distribution of the micro sticky load like in a valve based on the set reject amount is illustrated in
Figure 133. The mass flow of the micro stickies in the accepts was almost consistent in all trials with
the volumetric reject rate that was set in each case and thus corresponded to the range of the
diagonal line depicted in the graph.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
147
pressure filtration - variation reject rate
screen basket: 100 m O + 40m //, rotor speed: 15/s
0
5
10
15
20
25
30
0 5 10 15 20 25 30
reject rate (volume) [%]
m
i
c
r
o
s
t
i
c
k
i
e
s
i
n
r
e
j
e
c
t
(
i
n
r
e
l
a
t
i
o
n
t
o
i
n
l
e
t
)
[
%
]
100 m O 40 m //
Figure 133: Pressure filtration, variation in reject rate micro-stickies flow rate
Addition of flocculant
Precipitants or flocculants can be used to selectively agglomerate finely dispersed and even colloidal
substances from process waters. In a preliminary test a suitable flocculant had been added under high
turbulence (agitator). After a sedimentation time of 10 minutes, the flocculant had reduced the turbidity
in the process water by more than 99%. During filtration in the pressure filter there was almost no
reduction in turbidity when a flocculant was used. The strong turbulence in the chest, pump, pipes and
pressure filter that was present during the filtration trial prevented the formation of flocs.
pressure filtration - addition of flocculant
screen basket: 100m O, rotor speed: 15/s
0
500
1000
1500
2000
2500
3000
3500
4000
20 15 10 5
reject rate (volume) [%]
t
u
r
b
i
d
i
t
y
[
N
T
U
]
without flocculant with flocculant
Figure 134: Pressure filtration, 100 m O addition of flocculant
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
148
4.5.6. Conclusions and perspectives
Figure 135 compiles the most important results of the pressure filtration trials. The pressure filter
separation efficiency values that were achieved were broken down according to perforated screen and
slotted wire wedge screen and compared with possible separation efficiency valves achieved with
dissolved air flotation (DAF). DAF or micro-flotation is the method most frequently used for treating
process water.
100m O 20...60m // DAF
separation of fibers (> 500m) + +/- +
separation of fines (200...500m) +/- - +
separation of small fines + fillers (200...500m) - - +
reduction of big macrostickies (>500 m) + + +
reduction of small macrostickies (<500 m) + +/- +
reduction of microstickies - - +
pressure filtration
Figure 135: Pressure filtration - summary (+/good, +/-/medium, -/bad efficiency)
The key trials results are as follows:
Mode of operation
The pressure filter invariably operates more like a fractionator and not so much like a
conventional filter that forms a filter cake. Only a slight concentration effect was detectable in
the rejects.
The mode of operation with respect to reject rate, hydraulic load and rotor speed had only a
minor effect on the results of filtration. The design of the screen cylinder (perforated or slotted
wire wedge) in particular was significant.
It was not possible to flocculate the substances in the process water owing to the high
turbulence in the water while the pressure filter was in operation.
Separation efficiency
The perforated screen produced much better results with respect to the fibre and fines
separation (> 200 m) than did the slotted screen.
The pressure filter showed almost no separation efficiency in the case of fines/fillers (<200 m),
the largest specific particle fraction in the process waters from paper mills. The particles were
split up into accepts and rejects like in a valve approximately according to the reject flow rate.
Micro-stickies by definition have a particle size <100 m. Consequently, it was not possible to
separate micro-stickies in a pressure filter. The micro-stickies were also split up into accepts
and rejects according to the volumetric reject rate.
Almost all macro-stickies present in the process water were retained in the rejects.
The pressure filter can be employed as a fibre recovery system. The high hydraulic load of the
pressure filter is advantageous. At the same time, however, macro-stickies accumulate in the
rejects.
The pressure filter is employed for fibre recovery in the process water, perforated screens being
recommended for this purpose. As far as fibre recovery is concerned, the pressure filter is in direct
competition with conventional disk filters and drum filters. One advantage of the pressure filter is
certainly its simple operation without sensitive filter media and without the frequently necessary
dosage of additional fibrous materials such as that required in disk filters.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
149
5. Conclusions
5.1. Removal of stickies in deinking lines
The objective of the work, which was planned, within SWP7.1, in the last workpackage of this project,
was indeed to draw conclusions about how to optimise the stickies removal stragtegy in deinking lines,
on the basis of the findings developped in the previous workpackages where the optimisation of the
stickies treatments and separation techniques had been investigated at the different process steps.
The conclusions developped below are based on the synthesis of these findings and on additional
simulation results about screening systems including cleaning or flotation. Details about the simulation
conditions can be found in the report D19 Optimisation of the removal of stickies in deinking lines.
The conclusions about possibilities to improve the removal of stickies in deinking lines are based on
the state of the art deinking technology described in section 1.1.
5.1.1. Optimisation of pulping to improve further stickies removal
The development of new optimised pulping conditions in order to produce large and as far as possible
relatively thick adhesive particles, is a prerequisite for an efficient removal of the stickies in the
subsequent process steps, especially fine slot screening. The current trends have been to reduce the
fragmentation of the contaminants, by using gentle pulping technology, such as the drum pulper which
was considered as a reference in this respect.
The approach in this project was to study existing pulping technology and to develop new technology
in order to minimize the fragmentation of adhesives and to promote their agglomeration in such a way
to remove them almost completely by fine slot screening in the form of macro-stickies, while avoiding
as much as possible the production of micro-stickies and dissolved and colloidal stickies components.
Optimisation of pulping conditions to minimise stickies fragmentation
Pilot tests were performed at CTP to compare the drum pulper (a slice of an industrial-sized drum) to
the batch pulper (a pilot-sized Helico pulper). The fragmentation of adhesives during pulping showed
to depend on the type of pulper: The drum pulper induced lower adhesive fragmentation compared to
the helical pulper and led consequently to higher stickies removal by subsequent screening with fine
slots, as described in the progress report D6. Moreover, it was shown that the lab Helico pulper cannot
lead to adhesive fragmentation similar to that one achieved in the pilot pulper: Stickies fragmentation
was much lower in the lab helical pulper, for both reference adhesives, which confirmed the difficulty to
assess adhesive behaviour (overall their ability to be broken up during pulping) by simple lab tests.
The pilot pulping trials showed clear benefits of drum pulpers, at least from the stickies point of view.
However, as the tests with the pilot batch pulper were only performed at conventional non-optimised
pulping time (and also because the results were not consistent with those obtained on lab scale), it
seems difficult to conclude about the fragmentation of stickies in batch pulpers on mill scale under
optimised pulping conditions. Indeed, the drum pulper has generally been regarded as a reference in
terms of gentle pulping action with consequently reduced fragmentation of stickies and contaminants,
which are rejected in large pieces at the outlet of the drum. By contrast recent macro-stickies analyses
performed in several deinking mills, showed a strong reduction of the average stickies surface area
and an increase in the stickies number with drum pulpers compared to batch pulpers, which led to the
conclusion that drum pulpers produced a stronger stickies fragmentation [38].
Consequently, it seems difficult to draw clear conclusions about which pulping technology should lead
to the lowest stickies fragmentation on the basis of the pilot trials performed in this project. Recent
comparative tests of the drum and batch pulpers available at the pilot facilities of a major equipment
supplier [38] did not allow to draw clear conclusion about stickies fragmentation as well. The drum
pulper may still be considered as a relatively gentle pulping technology since no strong mechanical
forces are exerted on the adhesives. By contrast, the helical rotor of the batch pulper may generate
locally stronger mechanical forces, especially if the rotor velocity and/or the pulping time exceed the
minimum conditions required for the defibering of recovered papers and for the optimised detachment,
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
150
fragmentation and re-deposition of inks. Indeed, the batch pulper offers a larger set of parameters,
including consistency, pulping time and rotor velocity and design, which can be optimised compared to
the drum pulper. The batch pulper is also more adapted to development of the new pulping technology
at ICP, as the flow conditions (pulp rheology and velocity field) can be changed quite easily.
Development a new pulping process for the agglomeration of stickies
The initial idea at ICP was to develop new pulping conditions to agglomerate the adhesives in order to
produce oblong shaped and less deformable particles to be removed easily by slot screening as well
as more hydrophobic particles to be removed by flotation. The idea of co-agglomeration of ink and
adhesive particles was developed later by ICP through the optimisation of the pulping conditions and
chemistry, which led to smaller and darker stickies particles covered with inks. The flotation process
should then easily remove such macro/micro-stickies with hydrophobic character.
The new ICP pulping process has been developed first on lab scale to investigate the effects of the
basic pulping parameters and later on pilot scale. The changes in the stickies particle size distribution
during pulping are analysed on the basis of recent theories of particle comminuting and agglomeration
processes. They are characterised by a dislocated lognormal particle size distribution, which were
shown to fit best the experimental data. Practically, an increase of the scale parameter () of the
distribution indicates larger particles, i.e. a positive effect, while a decrease of the shape parameter ()
indicates a reduction of the particle size range (positive). Proper combinations of surface active agents
which are insoluble in water and have a melting point lower than the pulping temperature are used to
promote comminuting of the adhesives in the pulper and subsequently their agglomeration / co-
agglomeration with inks. Furthermore, in the subsequent process steps, where the temperature should
be lower than the melting point of these hydrophobic agglomerants, their phase transition (from liquid
to solid) is additionally fixing the effects of such agglomeration/co-agglomeration processes. The new
process first requires producing small adhesive particles in order to be able to agglomerate them more
strongly with the bridging chemistry (particle densification). To produce such effects in the pulper both
proper flow with laminar motion and admixture of the agglomerants are needed. The latter impart a
strongly hydrophobic character to surfaces of the stickies, significant also for their removal by flotation.
A patent application on the new pulping technology has been registered in the Polish Patent Office
under the number P 372730 dated February 10
th
, 2005. The special compositions of the chemicals to
be used for deinking processes with the new pulping technology, according to the claims of that patent
application, were also registered under brand name De-Stick-Ink in the Polish Patent Office under
number Z-289769 dated January 8
th
, 2005.
The new pulping process was finally tested at the Mets Tissue Krapkowice mill (Poland). The mill
tests were performed over several days. The proper chemical admixture was added to the pulper and
the changes in the pulp properties were monitored along the deinking process, with special focus on
the deinking and de-sticking effects. Some promising results were obtained, though the optimised
De-Stick-Ink chemicals could not be tested for some reasons. The results gained in systematic
investigations realized under industrial conditions, in the Krapkowice deinking line, according to the
statistical factorial design of experiments, approved the possibilities to exert consciously the controlling
influence on properties of the sticky particles and on the detachment of ink particles, during the
pulping of recovered papers run according to the new pulping technology. It was shown that both
parameters ( and ) of the dislocated lognormal distribution of the macro-stickies size, and the pulp
brightness as well, were influenced in the statistically significant way by the power dissipation and by
the concentration in the slurry of De-Stick-Ink (DSI); the agent elaborated earlier to deinking and to
agglomeration of the sticky particles, according to the new pulping technology. Running of the pulping
step according to the new pulping technology has not caused any problems in the industrial scale.
However, further steps of the deinking process were run in the routine way during the mill trials, and
the activities were limited only to taking samples and collecting some measurement results
characterising particular steps of the deinking process to detect such positive influence of the new
pulping technology on separating the stickies in subsequent deinking process steps, as well as to
identify the obstacles in the way of fully utilising so valuable alterations in properties of contaminant
particles made during the pulping step consciously run according to the new pulping technology.
As it was found, additional quantities of the macro-stickies were generated during the mill trials,
however, outside the pulping of recovered papers, in further steps of the deinking process, especially
during the processes of screening and separating the contaminants. It was the bookbinding hot-melt
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
151
adhesive that was the source of such additional stickies. Larger pieces of the bookbinding hot-melts,
which survived the pulping process, were divided into minute particles in the different screening steps
(pulper screen and coarse screens). This additional admixture of such stickies, as non-sticky particles
in the slurry but detected as the macro-stickies by the INGEDE method n
o
4, resulted in a considerable
increase of the macro-stickies content in the pulp stream, making serious difficulties in clearer
evaluating an influence of the new pulping technology on separation of the macro-stickies from the
pulp having been deinked. Moreover, such additional stickies from the bookbinding hot-melts were
generated outside the pulper, so without due interaction with the agglomerant added to the pulping
step, according to the new pulping technology. Nevertheless, it was possible to detect some positive
influences of the new pulping technology on separation of the sticky particles in subsequent steps of
the Krapkowice deinking line. An extrusion of the flat-shaped macro-stickies through slots of the
slotted screen manifested itself after the routine pulping, resulting in higher maximal size of the macro-
stickies (in screening accepts) equal to 0.4 mm
2
, in comparison with 0.32 mm
2
, characteristic of the
results gained after the new pulping technology. This does show such a positive aspect of the new
pulping technology in which, thanks to the processes of agglomeration and probably also co-
agglomeration, the granulation of the sticky particles is progressing, creating oblong particles
(granules) less susceptible to their comminution, as well as not proper for their extrusion through slots
of the slotted screen. Such granules of the sticky particles (perhaps also with other contaminant
particles) were more efficiently separated in the first stage of hydrocyclones, during the cleaning step.
After stock preparation according to the new pulping technology, the cleanliness efficiency in those
hydrocyclones was additionally improved to 85% regarding separation of the macro-stickies smaller
than 0.05 mm
2
from the pulp. However, there was a lack of such a positive influence of the new
pulping technology on separating of the macro-stickies in the flotation step. Besides the additional
stickies (created after the pulper from bookbinding hot-melts) complicating the evaluation, this was
also caused by the very flotation process run in the Krapkowice deinking line in the way aimed mainly
at stock de-ashing, i.e. removing finely dispersed filler particles (in size about of the one order smaller
than the macro-stickies size) from the pulp by their flocculation with minutely dispersed air bubbles.
Despite the positive influences of stock preparation according to the new pulping technology on
separation efficiencies of the macro-stickies, perceived during the screening and cleaning processes,
it was no possible to show such obvious superiority of the new pulping technology over the routine
way of stock preparation in the pulper, expressed in terms of lower content of the macro-stickies in the
pulp after the fully completed deinking process. Generally speaking, however, such combination of
deinking and de-sticking processes, in which the new pulping technology is applied, requires the
properly adjusted management of accepts and rejects in some key points of the deinking line. In any
case, however, analyses of the flow balances of the macro-stickies in the entire deinking process are
needed, as well as the control system of the macro-stickies content and properties should be
established in the key points of the process, to put into practice the new pulping technology. This is
possible in existing deinking lines. However, the importance of proper design of the deinking line in
helping to remove not only ink particles (and toner or fillers) but also sticky particles should be pointed
out. To that end the detailed analyses of the macro-stickies in the mill trials, discussed above in short,
may also be useful and sufficiently solid basis for such new designs of the deinking line aimed at
combining together deinking and de-sticking, with applying the new pulping technology.
Conclusion and perspectives
The comparative pilot tests performed with conventional pulping technology confirmed the gentle
action of the drum pulper compared to the batch pulper, since larger stickies particles were produced,
which should then be easier to remove by subsequent slot screening. However, as the batch pulper
was only tested under conventional conditions and showed, according to further research performed
outside this project, the possibility to be operated efficiently at lower pulping time, it is considered that
drum pulpers should not bring clear advantages regarding PSA stickies compared to batch pulper
operated under optimised conditions. This conclusion is in line with a recent paper reporting large mill
experience, which suggested even lower stickies fragmentation with batch compared to drum pulpers.
Beside the optimisation of conventional pulping technology based on concept to keep stickies large in
order to remove then almost completely by screening, the new pulping process developed at ICP
offers other possibilities to improve the global removal of stickies in deinking lines. It was shown that
the pulping step run according to this new pulping technology, almost without any additional costs,
must be followed by the modified management of selected accepts and rejects in some steps of the
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
152
deinking process, to satisfy both deinking of the stock and its de-sticking. And therefore to exploit fully
such positive effects of the new pulping technology in a given deinking line, the systematic analysis of
the stickies problem in that deinking line was required, applying the methods elaborated in this project.
After such analyses the strategy should be worked out for applying the new pulping technology to the
stickies problem abatement. Implementation of that strategy should be successful in existing deinking
lines, though further improvements may be expected in such modified deinking systems, consciously
oriented towards removing not only ink particles (or toner and filler) but sticky particles too, according
to the new pulping technology. There is a need to cooperate with suppliers of deinking line equipment,
and also with producers of chemical additives for papermaking. A conceptual framework of such
further activities to put into practice the new pulping technology directed towards both deinking and
de-sticking, is under evaluation together with an equipment supplier, ICP and CTP.
5.1.2. Optimisation of macro-stickies removal
The different techniques available to remove macro-stickies, include pressure screening, centrifugal
cleaning and froth flotation as well as combined systems.
5.1.2.1. Screening
Experimental results
The main conclusions of the pilot screening tests were the following:
- Coarse as well as fine screening should be performed, as far as possible, at low temperature in
order to minimise the fragmentation of soft PSA stickies (from acrylic adhesives) and their
extrusion through the slots.
- Screen cylinders with low contours (0.6 mm) should be used, at least at the fine screening step
(0.15 mm wedge wire slots), and the passing velocity should be kept relatively low (about 1 m/s) in
order to improve the stickies removal efficiency while keeping screening costs and solid losses
within reasonable limits.
Simulation of screening systems
The two 3-stage screening systems shown in figure 136 have been simulated:
- System A is a conventional 3-stage cascade system with feed-forward second stage accepts and
feedback third stage accepts
- System B is a 3-stage cascade system with special series feed-forward arrangement at the
second and third stages, as described in [77]
Screening system A Screening system B Screening system A Screening system B
Figure 136: Simulated screening systems
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
153
The four following screening conditions were compared for the two screening systems, with the same
screening conditions at each stage:
- 2 wedge wire screen plates: 0.15 mm slots with low contours of 0.6 mm (06 32 13 WW)
0.15 mm slots with high contours of 1.2 mm (12 29 25 WW)
- 2 passing velocities: 1 m/s (low passing velocity) and 2.5 m/s (upper limit in mills)
The consistency was not taken into account as it was shown that its influence was low under 1.5 %
consistency, i.e. in the low-consistency screening range. The dilution flow rates were set in such a way
to have a feed consistency of 1% at each stage. The reject flow rates were varied between 2 % and
20 % in order to achieve low final reject rates in all cases, keeping in mind that the lower values of 2 or
4% reject flow rate are not realistic (a fourth stage should be added in real situation).
The input data required for the simulations are the characteristics of the pulp and stickies at the inlet of
the screening systems and fibre and stickies passage ratio distribution.
The simulations were done for one type of stickies containing pulp. The characteristics of the fibres
were taken from mill samples analyses. Figure 137 left shows the fibre length distributions of deinking
pulps taken from two deinking lines of a newsprint mill, respectively in the first loop at the inlet of the
medium-consistency slot-screening step and in the second loop at the low-consistency screening inlet.
The fibre length distributions are given in total length of fibres in each size class of 200 m. The input
data used for the simulations were based on these curves (after smoothening). The fibre coarseness
function was given by w
l
= 0.067*l + 0.026, where the fibre coarseness (w
l
) is given in mg/m and the
fibre length (l) in mm. The pulp was assumed to contain 65 % of these fibres, 20 % fillers with a
passage ratio of 1 and 15 % fines with a passage ratio of 0.9, in all cases.
0
2
4
6
8
0 1 2 3 4 5 6
Fibre length (mm)
n
i
f
i
b
r
e
s
(
%
)
.
l
i
Newsprint DIP line 1 - MC
Newsprint DIP line 3 - LC
Stickies size distribution (handsheet image analysis)
1
10
100
0,0 0,5 1,0 1,5 2,0
Stickies particle size (mm)
m
m
s
t
i
c
k
i
e
s
/
g
p
u
l
p
Pilot tests series n3
Figure 137: Fibre length distributions in number and in length for newsprint deinking pulps (left)
and stickies size distribution of pilot tests and hypothesis used for the simulations (right)
The stickies size distribution used for the simulation was that of the pilot stickies screening tests
performed for the optimisation of screen plate design. The stickies sizes corresponded to the spot
sizes measured in handsheets. Figure 137 right shows the experimental data (in mm stickies spots in
the different stickies sizes classes) and the smoothened stickies size distribution, i.e. an exponential
function (linear distribution in logarithmic scale) which should be most relevant as there are normally
much more small stickies than large stickies particles.
As described in section 4.2.4, the behaviours of fibres or stickies under given screening conditions are
characterised by passage ratio distributions, which are determined experimentally.
For the fibres, the passage ratio distributions are given by P
(l)
= exp - (l/)
with = 0.6 according to
the experimental data. However, since the pilot stickies screening tests were performed with a mixture
of bleached chemical fibres (50% softwood and 50% hardwood), it was not possible to use directly the
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
154
experimental and values. The procedure used to evaluate the and values of the deinking pulp
used for the simulations was the following:
- Calculation (with the help of the simulation tools) of the value which for = 0.6 gives the global
experimental pulp passage ratio given in table 32, the calculation being based on the mixed-flow
model with 50 % reject flow rate and with the fibre length distribution and fibre coarseness function
of the bleached chemical pulp mixture, according to the experimental screening conditions.
- Use of this value (with = 0.6) in the simulations, which assumes that a bleached chemical fibre
and a recycled fibre have the same passage ratio for a given fibre length (in real situation, the
TMP fibres should have a lower passage ratio as they are stiffer, while the recycled chemical
fibres should have a higher passage ratio as they are supposed to be more flexible).
Type of screen plate / Passing velocity 1 m/s 2 m/s 3 m/s
0.15 mm slots low contours 06 32 13 WW 0.56 0.75 0.90
0.15 mm slots high contours 12 29 25 WW 0.71 0.86 0.95
Table 32: Experimental pulp passage ratios used for the simulation of fibres in screening systems
For the stickies, the simulation input data were based on the experimental pilot screening tests results.
Average values of the results obtained at 2 and 3 m/s passing velocity were used to evaluate the
stickies passage ratio distributions at 2.5 m/s. This allowed increasing the precision as well as the
relevance of the input data as passing velocities as high as 3 m/s are very unlikely to be used in mills.
The input data used for the simulation were slightly modified in such a way to avoid passage ratios
above 1 (experimental values can be slightly higher than 1) and assuming the same passage ratio
decreases for the large stickies particles having a passage ratio of less than 0.1, which corresponds to
using the same slopes of the experimental curves drawn in logarithmic scale, as shown in figure 138.
0,001
0,010
0,100
1,000
10,000
0 1 2 3
Stickies spot size in handsheets (mm)
S
t
i
c
k
i
e
s
p
a
s
s
a
g
e
r
a
t
i
o
s
Pk - 0.15 WW 0632 - 1m/s
Pk - 0.15 WW 0632 - 2.5m/s
0,001
0,010
0,100
1,000
10,000
0 1 2 3
Stickies spot size in handsheets (mm)
S
t
i
c
k
i
e
s
p
a
s
s
a
g
e
r
a
t
i
o
s
Pk - 0.15 WW 1229 - 1m/s
Pk - 0.15 WW 1229 - 2.5 m/s
Figure 138: Experimental stickies passage ratio distributions used for the simulations
A number of simulations were performed for different internal screen flow models, i.e. the mixed-flow
and the plug-flow model as described in section 4.2.4, as well as in the hypothesis of clear water and
process water dilution of the screening rejects. Process water consistency was assumed to be 0.3 g/l,
including 0.2 g/l mineral fillers and 0.1 g/l fines and the particle passage ratios were assumed to be
constant and equal to 1 and 0.9 for respectively the fillers and the fines. The detailed results of the
different simulations can be found in the progress report D19. Some of the results obtained with the
mixed-flow model are illustrated in figure 139 where the solid losses and the removal efficiency of the
stickies larger than 0.2 mm are given as a function of the single screening stage reject flow rate and in
figure 140 where the two screening systems can be compared at equal solid losses.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
155
Compared to the screening system A, the system B removed significantly more stickies at given reject
flow rate but generated about two times higher fibre losses than the conventional screening system A,
since there were two screens in series which produced rejects at the second and third stages.
Screening system A
0
2
4
6
8
10
0 2 4 6 8 10 12 14 16 18 20 22
Single screen reject flow rate (%)
S
y
s
t
e
m
l
o
s
s
e
s
(
%
)
0.15 WW 0.6 - 1.0 m/s
0.15 WW 0.6 - 2.5 m/s
0.15 WW 1.2 - 1.0 m/s
0.15 WW 1.2 - 2.5 m/s
Screening system A - Stickies > 0.2 mm
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12 14 16 18 20 22
Single screen reject flow rate (%)
E
f
f
i
c
i
e
n
c
y
(
%
)
0.15 WW 0.6 - 1.0 m/s
0.15 WW 0.6 - 2.5 m/s
0.15 WW 1.2 - 1.0 m/s
0.15 WW 1.2 - 2.5 m/s
Figure 139: Solid losses and efficiency of systems A (process water dilution, mixed-flow model)
The comparison of the different screening conditions and screening systems at given reject rates is
illustrated in figure 140 showing the simulation results limited to more realistic reject flow rates (8, 10,
12, 14, 18 and 20%) as the lower rejects flow rates (4 and 6%) are normally not used in mills.
Screening system A - Stickies > 0.2 mm
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5
Screening system losses (%)
E
f
f
i
c
i
e
n
c
y
(
%
)
0.15 WW 0.6 - 1.0 m/s
0.15 WW 0.6 - 2.5 m/s
0.15 WW 1.2 - 1.0 m/s
0.15 WW 1.2 - 2.5 m/s
Screening system B - Stickies > 0.2 mm
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5
Screening system losses (%)
E
f
f
i
c
i
e
n
c
y
(
%
)
0.15 WW 0.6 - 1.0 m/s
0.15 WW 0.6 - 2.5 m/s
0.15 WW 1.2 - 1.0 m/s
0.15 WW 1.2 - 2.5 m/s
Figure 140: Efficiency vs. solid losses of systems A and B (Rv = 8 to 20%, process water, mixed flow)
The simulations clearly showed that the best results should be achieved first by the use of low-contour
screen plates (0.15 mm wedge wire slots with 0.6 mm contour height) and then by a reduction of the
passing velocity (1 m/s). System B generated about two-times more rejects at given reject flow rate
(for example a minimum of about 2 % losses compared to 1 % with system A to get the best results at
the minimum reject flow rate of 8 % with the low-contour screen plates at low passing velocity) but
achieved only slightly better stickies removal efficiency at given solid losses (about 60 % compared to
58 % efficiency with system A for 2 % solid losses under the best screening conditions).
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
156
By contrast, the simulations done under the hypothesis of plug-flow model (cf. progress report D19)
showed that system B was more efficient than system A at given final losses. One explanation could
be that system A, with 3rd-stage screening accepts fed back, re-circulates the fraction of contaminants
accepted at this stage and produces some kind of mixed-flow type behaviour at the secondary stages.
Consequently, system A would not fully benefit from the efficiency increase produced when the single
screens are changed from mixed-flow to plug-flow type, which could explain that system B, with no
contaminant re-circulation, became more efficient with the plug-flow model.
Further simulations showed that plug-flow type screens achieved higher efficiencies than mixed-flow
type screens at given system losses, but that it was not possible to reach acceptable losses with a
3-stage screening system for the best screening conditions. In real situation plug-flow type screens are
uncommon as even screens with closed rotor always include some internal mixing. Such screens
should behave according to intermediate plug/mixed-flow models, which means that reject thickening
and losses (as well as efficiency) should be lower. A fourth screening stage should be added.
To sum up, the simulation results based on the pilot screening test results led to the conclusion that
the best stickies removal efficiencies should be achieved:
- first by the use of low-contour screen plates (0.15 mm wedge wire slots, 0.6 mm contour height)
- then by a reduction of the passing velocity (1 m/s), at the expense of higher screening costs,
- with screens showing some plug-flow behaviour, at the expense of higher reject thickening,
- and finally with more complex reject screening systems, also associated to higher screening costs.
5.1.2.2. Cleaning
Extensive pilot cleaning tests were performed with various cleaners, including high-density forward
cleaners with different head diameters (270, 130 and 65 mm) and a low-density through-flow cleaner
(100 mm head diameter), to evaluate their efficiency with the two reference adhesives, a high-density
water-based acrylic adhesive (1.03 g/cm
3
) and a low-density hot-melt rubber adhesive (0.96 g/cm
3
).
The pulping conditions of the adhesive labels changed significantly the density of the adhesive
particles by soaking and by the adsorption of mineral pigments as the adhesive labels were stuck onto
newspapers. The final in-situ density of the adhesives was then increased by 0.03 to 0.04 g/cm
3
,
which was positive for the acrylic adhesives but led to neutral buoyancy particles and very poor
cleaning efficiency with the hot-melt rubber adhesive.
The stickies removal efficiencies were consequently very poor on average though increasing the pulp
temperature improved slightly the efficiency. There was potential to further improve the efficiency by
increasing stickies density by adding mineral adsorbents such as talc. Adding adsorbents to the stock
and mixing them in the pulper led to a macro-stickies reduction in the cleaner by about 25% for the
large cleaner, which removed mainly the larger macro-stickies. The addition of fresh "unused" mineral
seemed necessary for effective adsorption of the minerals to the stickies. The fillers already present in
recovered paper did not produce a positive result on macro-stickies separation.
The analysis of the efficiency curves observed with small and medium sized cleaners revealed a
competition between centrifugal separation and shear-induced centripetal separation for the large
stickies particles. The results obtained with these cleaners confirmed the poor average PSA stickies
removal efficiency, but revealed a potential to remove stickies in the optimum particle size range.
A new small-capacity cleaner prototype (65 mm head diameter) was finally tested. The new cleaner
achieved higher efficiency than optimised screening with 0.15 mm slots, for small stickies producing
spots under about 0.6 mm in handsheets (see figure 88).
The effectiveness of low-density cleaning in deinking seems to be restricted to the selective removal of
some hot-melt PSA and glues (e.g. for advertising inserts) as re-pulped adhesive labels and tapes
produce mainly high-density stickies. The flow conditions in rotary cleaners should normally promote
the agglomeration of high-density stickies at the cleaner wall. Macro and micro-stickies balances in a
deinking and a packaging paper recycling mill did however not reveal any agglomeration of stickies,
which might have been used to remove them by subsequent fine slot screening.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
157
5.1.2.3. Flotation
Laboratory flotation tests were first performed with model macro-stickies and clean water:
- Using model stickies with an inlet stock consistency of 1.0% and standard deinking chemicals, the
total separation efficiency achieved amounted to approx. 45% based on the absolute values and
approx. 60% based on the stock balance.
- In the case of smaller macro-stickies (<1000 m, INGEDE Method n4), separation efficiency
values of 70 - 80% were achieved on average using a 25l VOITH laboratory flotation cell and a
flotation time of 12 minutes. Hence, flotation always tends to separate out smaller macro-stickies.
- No macro-stickies reduction was possible without the use of flotation chemicals.
- The stock consistency in the flotation cell inlet had a significant impact on the results of flotation.
Increasing the stock consistency from 1.0 to 1.25 caused the separation efficiency of macro-
stickies to fall by 20%. A further increase in stock consistency to 1.5% reduced the separation
efficiency by a total of 40%.
- For the stock suspension under test, adding a special hydrophobic mineral to the standard
deinking chemicals formulation brought no increase in flotation efficiency.
- The flotation result depends on the amount of fatty acid used. A 50% reduction in the standard
dosing amount reduced the removal efficiency by approx. 25%. A 50% increase in fatty acid
dosage resulted in a slightly improved macro-stickies flotation whilst increasing the total losses.
Laboratory flotation trials were also performed with a stock suspension from a deinking mill:
- An absolute value for macro-stickies separation of approx. 25% was measured during the flotation
of a mill stock suspension from a tissue mill in the laboratory flotation cell. Precisely this macro-
stickies separation efficiency was also achieved in the mill flotation plant.
- A study of macro-stickies separation in the flotation plant of a newsprint paper mill that was carried
out within the scope of system analysis produced a macro-stickies reduction by approx. 40-50% in
the flotation stage.
- Smaller macro-stickies are preferably floated even in mill suspensions.
The pilot deinking flotation trials were performed with a Voith-Eco cell and with model macro-stickies
and clean water. The results can be summarised as follows:
- The macro-stickies reduction was in the range between 50 and 70%. Raising the consistency in
the flotation inlet from 0.85% to 1.35% caused an approx. 25 % relative decrease in removal
efficiency (see figure 119).
- The preferred flotation of smaller macro-stickies sized < 1000 m (INGEDE Method n4) was
observed in both trials.
- The pilot and lab flotation cells achieved similar results in terms of macro-stickies reduction.
The conclusions are as follows:
- Deinking flotation is generally suitable for separating macro-stickies. Total macro-stickies
separation efficiency values of approx. 40-50% can be achieved in well functioning flotation plants.
- Deinking flotation mainly separates smaller macro-stickies and micro-stickies with a high efficiency
that can be as much as 70%.
- The macro- and micro-stickies reduction clearly exceeds the fibre losses and even the filler
reduction. In industrial practice, the fibre losses will be even lower due to the secondary flotation
stage, i.e. approx. 2-3 % in a 5-step plant.
- The use of mill process water instead of clean water could result in a considerably lower stickies
reduction, however. A 50% lower removal efficiency than in the tests is quite probable.
- On the whole, the stickies reduction by flotation is a very useful addition to pressure screening.
Deinking flotation removes preferably smaller macro-stickies, which can only be eliminated to a
limited extent by the screens.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
158
5.1.2.4. Global macro-stickies removal process
Macro-stickies removal systems based on screening with additional cleaning or flotation on screening
rejects have been simulated (figure 141) in order to evaluate the impact of reject cleaning or flotation
on the overall stickies removal efficiency and the total system losses. The idea was to improve the
selectivity of the separation between fibres and macro-stickies at the last screening stages where
coarse fibres difficult to screen are concentrated, with the assumption that there are enough high-
density (or low-density) stickies which can be removed by high-density (or low-density cleaning) and/or
hydrophobic stickies which can be removed by flotation.
Combined Screening & Cleaning system C Combined Screening & Flotation system F Combined Screening & Cleaning system C Combined Screening & Flotation system F
Figure 141: Simulated combined screening & cleaning and screening & flotation systems
Simulation of combined screening and cleaning system
The simulated system included two stages of high-density cleaners on the accepts of the two last
stages of a 4-stage screening system, as shown in figure 141. High-density cleaners were chosen as
the most common reference PSA led to high-density particles. The input data for the cleaners were
those of the pilot cleaning tests (figure 88), which gave the best results:
- Small cleaner: 65 mm head diameter
- Pressure drop: 150 kPa
- Reject flow rate: 6 %
- Feed consistency: 0.8 % at the 1
st
stage 0.4 % at the 2
nd
stage
- Fibre reject thickening factor: 2.5 at the 1
st
stage 3.5 at the 2
nd
stage
- Fillers reject thickening factor: 1.2 at the 1
st
stage 1.5 at the 2
nd
stage
- Fines reject thickening factor: 1 at the 1
st
stage 1 at the 2
nd
stage
- Efficiency on stickies: fig. 88 at the 1
st
stage double value (max 90%) at 2
nd
stage
The simulation results showed as previously a higher efficiency with the plug-flow model compared to
the mixed-flow model, with still no possibility to reach acceptable losses despite the 4
th
stage. The
systems B (3 stages) and C (4 stages with cleaners on the 2 last stages) are compared in figure 142.
The implementation of cleaners on the accepts of the two last stages together with the changes of the
arrangement of the last stage screens, i.e. in two stages (3
rd
and 4
th
stage) instead of in series at the
3
rd
stage, improved the overall stickies removal efficiency by about 10%, for example from 60 to 66%
efficiency with the best screening conditions at equal solid losses of 2%. In addition, the 4-stage
system with the cleaners allowed to reach these 2% losses with about 14% reject flow rate at each
stage instead of 8% with the 3-stage system, which improves the runability of the screens.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
159
Screening system B - Stickies > 0.2 mm
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5
Screening system losses (%)
E
f
f
i
c
i
e
n
c
y
(
%
)
0.15 WW 0.6 - 1.0 m/s
0.15 WW 0.6 - 2.5 m/s
0.15 WW 1.2 - 1.0 m/s
0.15 WW 1.2 - 2.5 m/s
Screening system C - Stickies > 0.2 mm
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5
Screening system losses (%)
E
f
f
i
c
i
e
n
c
y
(
%
)
0.15 WW 0.6 - 1.0 m/s
0.15 WW 0.6 - 2.5 m/s
0.15 WW 1.2 - 1.0 m/s
0.15 WW 1.2 - 2.5 m/s
Figure 142: Efficiency vs. solid losses (Rv = 8 to 20%, process water, mixed flow, stickies > 0.2 mm)
Combined screening and flotation system
The simulated system included one-stage flotation cells implemented on the accepts of the two last
stages of a 4-stage screening system, as shown in figure 141 (right). Two different flotation conditions
were considered, i.e. flotation at usual fibre consistency and special low-consistency flotation as
reported for the existing mill case [37-38]. The input data were the following:
- Flotation cells: based on the pilot tests reported in section 4.4.3
- Feed consistency: 0.8 % for standard flotation 0.4 % for low-consistency flotation
- Reject flow rate: 2 %
- Fibre losses: 2 %
- Fillers losses: 20 %
- Fines losses: 5 %
- Efficiency on stickies: Er = 70 35 x for x 1.8 then Er = 2 % for standard flotation
Er = 55 35 x for x 1.4 then Er = 2 % for LC flotation
These efficiency formulae where x stands for to the stickies spot size (in mm) evaluated in handsheets
are based on the experimental data in figure 119, obtained with a pilot flotation cell using clean water.
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3
Stickies spot size INGEDE n4 (mm)
R
e
m
o
v
a
l
E
f
f
i
c
i
c
e
n
c
y
(
%
)
Pilot Flotation C=0.85%
Pilot Flotation C=1.35%
Lab Flotation C=1.00%
Figure 143: Experimental stickies flotation data and hypotheses used for the simulation:
low efficiency line for standard flotation and high-efficiency line for LC stickies flotation
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
160
The influence of stickies size was supposed to be linear as shown in figure 143, which includes the
experimental results of figure 119. It was also assumed that the efficiency would be lower in mills
where process waters are contaminated with chemicals. A further shift towards lower efficiencies was
then applied as the experimental stickies removal efficiencies referred to the INGEDE method n4
while the simulations referred to stickies spot surface area in handsheets. This means that the input
data used to simulate the flotation cells were not as rigorous as those used for the screens, thought
the hypotheses led to flotation efficiencies which were consistent with mill results [38].
The results in figure 142 showed that the implementation of efficient stickies flotation conditions, i.e.
low-consistency flotation, on the last stage screening accepts led to about the same final efficiency
than with efficient cleaners (right curves in figures 142 and 144), while conventional flotation conditions
were less effective in removing macro-stickies from screening rejects.
Screening system F - Stickies > 0.2 mm
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5
Screening system losses (%)
E
f
f
i
c
i
e
n
c
y
(
%
)
0.15 WW 0.6 - 1.0 m/s
0.15 WW 0.6 - 2.5 m/s
0.15 WW 1.2 - 1.0 m/s
0.15 WW 1.2 - 2.5 m/s
Mixed flow model - Flotation
Screening system F - Stickies > 0.2 mm
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5
Screening system losses (%)
E
f
f
i
c
i
e
n
c
y
(
%
)
0.15 WW 0.6 - 1.0 m/s
0.15 WW 0.6 - 2.5 m/s
0.15 WW 1.2 - 1.0 m/s
0.15 WW 1.2 - 2.5 m/s
Mixed-flow - LC Flotation
Figure 144: Efficiency vs. solid losses (Rv = 8 to 20%, process water, mixed flow, stickies > 0.2 mm)
The efficiency gain achieved with low-consistency flotation compared to cleaning of the screening
rejects showed to be higher when the stickies between 0.1 and 0.2 mm size were included in the
global stickies removal efficiency evaluation since flotation removes more efficiently the smaller
stickies (figure 143 versus figure 88).
Conclusion
The highest macro-stickies removal efficiency gains should clearly be achieved with the optimisation of
the screening conditions, i.e.:
- first by the use of low-contour screen plates (0.15 mm wedge wire slots, 0.6 mm contour height)
- then by a reduction of the passing velocity (1 m/s), at the expense of higher screening costs,
- with screens showing some plug-flow behaviour, at the expense of higher reject thickening,
- and finally with more complex reject screening systems, also associated to higher screening costs.
The implementation of cleaners or flotation cells on screening rejects streams should be regarded as
an interesting option to improve further the macro-stickies removal efficiency without increasing the
fibre losses, especially regarding the coarse and long fibres which are difficult to screen.
Finally, it is believed that the optimisation of the first high-consistency screening steps in terms
minimised macro-stickies fragmentation and improved removal efficiency is probably the corner stone
towards a most complete removal of the PSA stickies in deinking lines.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
161
Further macro-stickies removal efficiency gains could be expected on the main stream process steps,
with the optimisation of the cleaning conditions and more particularly with the optimisation of the
physical-chemical flotation conditions (a priority research area), keeping in mind that the flotation
process should primarily be optimised to remove selectively the inks while minimising the solid losses.
Flotation is indeed regarded as the most promising technique towards further improvement of removal
of the smaller stickies, i.e. the very smallest macro-stickies and the micro-stickies.
5.1.3. Optimisation of micro-stickies removal
Micro-stickies are defined as particles with size between 5 to 100 m. The amount of micro-stickies
(measured by extraction method) in the stock suspension is mostly more than 10 times higher than the
macro-stickies content. For that reason and because of a low grammage of the paper produced in DIP
mills, also micro-stickies can have a significant effect in building up deposits, even if the particle size is
somewhat lower in comparison to the macro-stickies. Figure 145 illustrates the characteristics micro-
stickies should generally have in deinking lines.
50 m
particlefrom
adhesive layer
pigment + binder
fromprintingink
pigment + binder
frompaper coating
cluster
pigments+ adhesive+ binder
adhesiveor binder
pigment fromprintingink
pigment frompaper coating
A B C
Figure 145: Kind of micro-stickies in deinked pulp
5.1.3.1. Flotation
Within this project the micro-stickies content was measured by solvent extraction methods, mainly with
Dimethylformamide (DMF) used at PTS. When extracting the filter cake from stock consistency
measurement all several kinds of micro-stickies were included in the measurement. Especially binders
from printing inks and coated broke are a main part of the total extract.
Lab flotation
In lab flotation there were made no micro-stickies research within the project, but some basis trials in
the field of colloidal potential stickies were performed at CTP. These particles are per definition smaller
than the micro-stickies and had a particle size lower than 5 m. The trials were performed with clean
water and with process water without the presence of fibres.
Model colloidal adhesive particles were efficiently removed by flotation even without the addition of
collectors; PVA model stickies displayed a slightly better floatability than acrylic ones. Total removal
efficiency was more than 90%. PVA based stickies floatability was not significantly affected by the type
of process water used. Very high flotation efficiencies were always found (90 to 95 %) whatever the
process water used for the preparation of the dispersion. On the contrary, the floatability of acrylic
based stickies was influenced by the nature of the process water.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
162
Pilot Flotation
During the deinking flotation trials using a pilot Voith-Eco cell there have been used a lot of coated and
printed paper (newspapers and magazines) as fibre source. After pulping the stock suspension
included a big amount of coated broke and printing ink particles which partially consist of binders.
A micro-stickies reduction of approximately 80 % was calculated for the pilot trials when using clean
water for dilution. So the micro-stickies reduction was nearly in the same range as the reduction of
macro-stickies in the smallest particle size class during flotation. Especially the selective removal of
the printing inks and binders has lowered the micro-stickies content after flotation significantly.
Mill flotation
In addition to the pilot results, the real micro-stickies removal was measured in several mills at the
pre-flotation and post-flotation steps (see figure 107).
The analysis of the deinking flotation stages of four different paper mills showed an average reduction
in micro-stickies load by approx. 50%. The best removal efficiency was at 70%. Both flotation steps,
pre-flotation and post-flotation showed a good removal efficiency concerning extractable substances.
Conclusion
The good possibility of micro-stickies removal by deinking flotation is a very valuable result. Apart from
thickeners, no other method has been available so far for removing these particles from stock
suspensions. Moreover, thickening stages discharge the micro-stickies into the process water so that
they are reintroduced into the suspension by dilution.
5.1.3.2. Process water treatment
Extensive tests were performed with a pilot pressure filter equipped with micro-holes (100 m) or with
ultra-fine slots (20 to 60 m). The trials have shown that pressure filtration is unable to remove finely
dispersed micro-stickies from the water circuits. The flow of micro-stickies in the screen was only like
in a valve in relation to the volume related reject flow (see figure 133).
Dissolved air flotation (DAF) or micro-flotation, the technique most frequently used for treating process
waters in deinking lines, showed to be significantly more efficient in micro-stickies removal than
pressure filtration (see figure 135).
The pressure filter is employed for fibre recovery in the process water, perforated screens being
recommended for this purpose. As far as fibre recovery is concerned, the pressure filter is in direct
competition with conventional disk filters and drum filters. One advantage of the pressure filter is
certainly its simple operation without sensitive filter media and without the frequently necessary
dosage of additional fibrous materials such as that required in disk filters.
5.1.4. Conclusion
Minimising the fragmentation of stickies at the first deinking process step, during the re-pulping of the
adhesives with conventional pulping technology, i.e. with drum pulpers or optimised batch pulpers, is
clearly a prerequisite for successful subsequent stickies removal at the slot screening steps. Besides
conventional pulping technology, the new De-Stick-Ink pulping technology developed at ICP showed
promising results on pilot and mill scale, but needs further optimisation.
Stickies fragmentation should further be minimised during the first screening steps (by similar means
such a reducing mechanical forces or temperature) in order to remove them as early as possible in the
deinking line. Optimised fine slot screening conditions were defined, which reduce stickies extrusion
(low temperature) and improve the removal of PSA stickies, the best results being achieved with low-
contour screen plates at relatively low slot velocity.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
163
Cleaning showed much lower possibilities to remove macro-stickies compared to fine slot screening
because of the close to neutral density of the PSA particles, though small-diameter cleaners were able
to remove some small macro-stickies difficult to remove by screening.
Flotation removed only small macro-stickies and showed good possibilities to remove micro-stickies,
which is regarded as a most valuable result since no other method is available to remove selectively
such detrimental particles from the stock suspension and the process waters. Pressure filtration was
effective in recovering fibres from process waters but showed no possibility to remove micro-stickies.
Knowledge about the individual deinking process steps involved in the formation and removal of PSA
stickies has been clearly developed in the framework of this project and allowed to improve the global
understanding of the stickies behaviour in deinking lines.
5.2. Recycling friendly adhesives
One of the objectives to be achieved in this project further to the scientific and technical cooperation
developed between the adhesive supplier Jackstdt / Avery Dennison and the other project partners
was to establish guidelines for the development of new recycling friendly adhesives.
Indeed, products based on Pressure Sensitive Adhesives (PSA) are used for many other applications.
Examples are self-adhesive labels, medical and functional tapes and self-adhesive graphics. These
products are widely present in all kinds of market segments, such as the pharmaceutical, the
industrial, the automotive, the graphic and the consumer Market. Pressure sensitive labels are of main
concern for causing problems during the paper recycling process, because they are produced in
volumes of billions of square meters of which a part will end up in the paper recycling process.
General descriptions of pressure sensitive adhesives, followed by a more in depth review of emulsion
and hot melt adhesives, are given in this section on the basis of internal Avery Dennison knowledge
(more information can be found in [112], which gives a good overview of PSA technology), before to
conclude with recommendations to improve pressure sensitive adhesives in such a way to facilitate
the paper recycling process.
5.2.1. Pressure sensitive adhesives
5.2.1.1. What is a pressure sensitive adhesive?
Usually a PSA consists of a face material of paper or film, a pressure sensitive adhesive and a liner or
backing. The liner is removed during the application phase. The adhesive can be based upon a large
number of polymers: polyacrylates, natural and synthetic rubbers like styrene butadiene, isoprene, and
silicone rubbers. A tackifying resin is often added to improve the performance. Label adhesives are in
general based on emulsions or hot-melts. A typical characteristic of a PSA is that it is permanently
tacky and that it forms a bond with a surface by pressure. Depending on the type of adhesive and the
applied force, the binding force, the peel adhesion, builds up to a constant level (figure 146 left)
5.2.1.2. What determines the tack and the adhesion of a PSA?
Tack
The so-called tack is of high importance for label applications. The tack is the initial grab of an
adhesive to a substrate. In physical terms the tack is the initial adhesion at very short contact time.
A relatively high tack is needed to make sure that a label stays on a substrate (e.g. bottles) during
dispensing in a high-speed industrial label line. Labels will not stay on a substrate if the tack is too low.
Peel-adhesion
The (peel) adhesion is the binding force after prolonged time. It is also of high importance, because a
PSA should have sufficient adhesion to keep a label on the substrate during use. The tack and
adhesion are determined by the rheology and the surface tension (polarity) of the adhesive.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
164
Rheology of the adhesive
The rheology determines how the adhesive flows over the substrate. An important characteristic is the
Glass Transition Temperature Tg. This is the temperature at which the polymer chains start to move if
the adhesive is heated. During the heating process the polymer goes through different states. From a
glass (brittle) phase at low temperature, through a transition phase into a rubber phase (figure 146 right).
The mid point temperature in the transition state is defined as the Glass Transition Temperature Tg.
PSAs usually have Tgs in the range of -60, -20 C for label applications.
0
2
4
6
8
10
12
14
0 2 4 6 8 10 12
time
a
d
h
e
s
i
o
n
f
o
r
c
e
Figure 146: Development of adhesive adhesion force and typical PSA rheological properties
A high Tg will result in a low flow and high internal strength of the adhesive (resistance to shear
forces). A low Tg will result in a high flow, which result in a high tack, low application temperature and
lower peel adhesion (figure 147, left).
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25
glass transition temperature
f
o
r
c
e
peel
tack
shear
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25
Polarity
f
o
r
c
e
peel
tack
shear
Figure 147: Relations between peel, tack and shear forces and adhesive Tg (left) and polarity (right)
Surface tension
The surface tension determines if the adhesive is able to flow over the substrate. The surface tension
should be lower than the surface tension of the substrate, otherwise there is no flow. (In analogy with
wetting of glass with water. The surface tension of the water is too high to wet glass. Wetting only
occurs if a soap, a surfactant, is added to the water to reduce the surface tension). A high surface
tension of an adhesive results in a poor wetting of low energy substrates like polyethylene, which ends
up in a low peel adhesion. Low surface energy adhesives exhibit a high peel adhesion to low energy
surfaces, because the wetting of the substrate by the adhesive is better. A high polarity of an adhesive
improves the internal strength of the adhesive. This is due to polar-polar interactions. The adhesive is
consequently (improved cohesion) more resistant to shear forces (figure 147 right).
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
165
Molecular weight
The molecular weight is also a factor, which has an influence on the adhesion. A high molecular
weight results in a low flow and consequently in a low tack. A high molecular weight results in a high
internal strength of the adhesive. The internal strength is an important parameter, because it
determines the degree of bleeding of the adhesive. Adhesive bleeding is a phenomenon that occurs
over time. In the most extreme situation the adhesive will bleed out of a roll. In this case it will
contaminate conversion equipment like a printer or dispenser.
The above shows that a label adhesive should meet a number of requirements to make sure that it
fulfils the demands of the end use. These demands limit the freedom to develop an adhesive that is
easy to remove during the paper recycling process.
But there is more, because a large number of additives are added to hot melts and emulsion
adhesives. These additives are needed to improve the adhesive properties and to facilitate the
process ability of the adhesive during the adhesive manufacturing and coating process. In the next
chapter more information is provided about the adhesive manufacturing process and the additives that
are generally used for emulsion and hot melt adhesives.
5.2.1.3. Emulsion adhesives
The emulsion PSA as used in the Screen Clean study belongs to the group of water based emulsion
polyacrylate (acrylic) adhesives. Emulsion acrylic PSAs mostly contain tackifying resins to improve the
adhesion to all kind of substrates. Tackifying resins can be selected from either the group of rosin,
which originates from pine trees or from hydrocarbon resins, which consists of polyterpenes and
synthetic hydrocarbon resins.
Emulsion PSAs also contain many additives to keep the emulsion stable: emulsifiers, defoamers,
thickening agents, additives to prevent microbiological decomposition, cross-linkers etc. Traces of
non-reacted monomer are also present.
To produce a PSA construction consisting of a front, adhesive and a backing paper, the water-based
emulsion is coated onto a siliconized backing paper. After drying and laminating to an appropriate face
material, the PSA construction is ready for further conversion like printing, die cutting and dispensing
of the label onto a substrate. Dry coat weight ~20 g/m.
The total composition of the PSA construction has an influence on the paper recycling process. Each
component will have its own, often unknown, contribution.
The composition of an acrylic adhesive
In principle the design of an acrylic ink, paint, lacquer or pressure sensitive adhesive is based upon
the same technology. Optimization of the performance for the end use takes mainly place by varying
the polymer composition and molecular weight. The basis of the composition of an acrylic PSA is the
acrylic ester:
H H
C = C
H C = O
O R
R can consist of many monomers, like:
H hydrogen => acrylic
CH
3
methyl acrylate
C
2
H
5
ethyl acrylate
C
4
H
9
butyl acrylate
CH
3
- CH - C
4
H
8
2 ethyl hexyl acrylate
I
C
2
H
5
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
166
The selection of the ester monomers determines the glass transition temperature Tg, which is the
temperature at which the glass like matrix changes and begins to flow.
The Tg is an important factor for the performance of a PSA. Polymers based on a single monomer do
not make good pressure sensitive adhesives and therefore different monomers are used. Typical PSA
monomers and their homopolymer Tgs (C) are listed below:
Methyl Acrylate
Ethyl Acrylate
n-Butyl Acrylate
2-Ethyl Hexyl Acrylate
Methyl Methacrylate
Butyl Methacrylate
Styrene
Acrylonitrile
Vinyl Acetate
15
-15
-45
-60
105
20
100
105
28
The overall glass transition temperature of the resulting polymer is a function of the monomer building
blocks and can be easily calculated with the Fox equation:
1 w
1
w
2
w
3
= + + + . . . . .
Tg Tg
1
Tg
2
Tg
3
w = weight fraction of monomers, Tgn = glass transition temperature of polymers
Compared to inks and paints, pressure sensitive adhesives are soft. Usually they have a Tg in the
range of 60C to 20C.
Commonly used polymers for pressure sensitive adhesives are 2-ethylhxylacrylate, butylacrylate,
ethylacrylate and acrylic acid. The adhesive as used in the study is of the butylacrylate type.
The polymerization process
The pressure sensitive polymer can be produced by either solution- or by emulsion- polymerization.
For emulsions the emulsion polymerization process is generally used. A typical formulation consists of
the raw materials listed in the table below.
The raw materials
monomer 60-65%
water rest
surfactant 1.5-3.0%
initiator 0.3%
buffer 0.1%
coating package 0.3%
biocide 0.1%
The free radical polymerization reaction takes place in so-called micelles, which are formed by the
surfactant molecules. The monomer is finely dispersed in small droplets in the water phase. The
droplets act as reservoir and monomer migrates from the droplets into the micelles in which the
polymerization takes place. The growing polymer particles adsorb the dissolved surfactant, which
ultimately leads to the disappearance of micellar surfactant.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
167
The free radical polymerization process
Growing macroradical
Non nucleated micelle
Growing particle
Monomer
Monomer droplet
Free surfactant
Initiator
Figure 148: The free radical polymerization process
Three steps are of importance: initiation, propagation and termination (figure 147).
Initiation
II => I
+ I
I is Initiator
I
=> M IM
()
is a radical M is Monomer
Propagation
IM
+ M => I-M-M
I-M-M
+ M => IMMM
IMMM
+ M => . . . . . . . . => Polymer
Termination
Polymer
+ Polymer
=> PolymerpolymeR (combination)
and/or => Polymer + Polymer (disproportionation)
After the polymerisation process the pH of the emulsion is acidic (pH < 6), because of the presence of
the acrylic acid. To improve the stability the pH is increased to a level between 6.5 and 7.5. This is
done by the addition of NH
3
.
Tackifying resins
PSAs require a balance of three main properties: peel adhesion, cohesion and tack. The tack of a
pure acrylic adhesive for paper label application is too low and to improve this, tackifying resins are
added. (Range 15 35 % dry/dry). The most commonly used resins for tackification are rosin
derivatives, polyterpene resins and hydrocarbon resins:
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
168
1) Wood Rosin and its Derivatives
Three types are used: gum rosin, wood rosin and tall oil rosin. All generated from the pine tree.
Rosin resins are not polymers, but a blend of different molecules. Rosins are not stable, because
of the high degree of unsaturation. This can be improved by disproportionation and hydrogenation.
2) Polyterpene Resins
Alpha-Pinene and Beta-Pinene and d-Limonene. Fractional distillation of the turpentine yields
terpene monomers, from which polyterpene resins can be polymerised. Expensive resins and not
commonly used for emulsion adhesives
3) Hydrocarbon Resins
There are three major types of hydrocarbon resins:
C5 - aliphatic resins
C9 - aromatic resins
DCPD - cycloaliphatic resins
In general Gum and Tall Oil Rosin resins and C9 and DCPD Hydrocarbon resins are used for
emulsion adhesives. Tackifiers for emulsion adhesives are finely dispersed in water. Like for an
emulsion acrylic, surfactants are added to stabilize the dispersion. A range of anionic and non-ionic
surfactants is used to improve the stability. Like emulsion adhesives the pH is 6.5 to 7.5
Coating of the wet adhesive
The manufacturing process of a PSA construction consists of coating, drying and laminating. The
adhesive is ready to coat after blending of the polymer with tackier(s) and other additives. In general
the wet adhesive is coated onto a silicone backing paper (release liner). A number of coating methods
are available like bar-, roll-, blade-, slot die- and curtain-coating. Each coating method requires a
specific surface tension and rheological behaviour of the wet adhesive. Therefore surfactants,
thickeners and defoamer are added. In particular surfactants are important to improve the mechanical
stability of the emulsion and to reduce the surface tension to wet the low energy surface of the silicone
liner. Drying is carried out in ventilated ovens. Dry adhesive coat weight ~20 g/m.
The emulsion adhesive coating process
Figure 149: The coating process of emulsion adhesives
During the drying process, heat and mass transfer take place simultaneously. As a result the water
evaporates and the % solids of the adhesive goes up. The evaporation process can take place via
several mechanisms.
1) Diffusion in a homogeneous adhesive mass
2) Capillary flow, if capillaries are developed during drying
3) Flow caused by shrinkage and pressure gradients
In case of emulsion adhesives it is believed that the mass transfer mechanism is mainly driven by
diffusion and capillary flow.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
169
The film formation process is an important phase in the drying process. In this phase the individual
emulsion and tackifier resin particles melt together into one phase. The film formation process can be
divided into six stages:
1) Evaporation of water. The bulk of the water evaporates and the some particles reach their
critical particle distance
2) Particles near the surface reach their critical particle distance and flocculate
3) All particles are densely packed
4) The water that is present in the voids between the particles evaporates and the particles start
to deform
5) The last water diffuses to the surface
6) A homogeneous film is formed
The pH of the emulsion plays an important role for stabilization of the emulsion prior and during
coating and during the film formation process. The optimal pH of an emulsion adhesive is 6.5 7.5.
During the drying process the NH
3
evaporates and the emulsion becomes instable, which facilitates
the film forming process. Density of the dried adhesive: 0.95 1.0 kg/dm
3
.
5.2.1.4. Hot melt pressure sensitive adhesives
A different class of pressure sensitive adhesives is hot melts. Pressure sensitive adhesives are high
viscosity visco-elastic materials. Unlike in solvent based or water born (emulsion) adhesives, hot melts
do not require a vehicle to reduce the viscosity to the level needed for the coating process. Reduction
of viscosity is achieved by heating and melting the product. Typically the coating temperatures ranges
from 140 to 180 C. Solidification of the coated film is achieved by cooling the laminate back to
ambient temperature. The invention of thermoplastic block co polymeric rubbers in the early 1960s
made this possible.
The composition of a hot melt
Rubber based PSAs contain three main types of components: block copolymers, tackifying resins,
and plasticizers. In addition small quantities of anti-oxidants and in some cases mineral fillers are
present. Block copolymers are almost exclusively of the Styrene-Isoprene and Styrene-Butadiene
types. Tackifying resins can be based on rosin-esters, polyterpenes or mineral oil hydrocarbons.
Plasticizers are usually lower molecular weight hydrocarbon resins or oils.
The components are mixed in sigma blade mixers in batch mode or in twin-screw extruders in
continuous mode. Coating is done by roll, die and extrusion coating. Dry coat weight ~20 g/m.
Typical Formulation: Rubber ~ 30 %
Tackifying Resin ~ 30 %
Plasticizer ~ 30 %
Anti-Oxidant ~ 0.5 %
Fillers ~ 5 %
Density of adhesive: 0.95 1.0 kg/dm
3
Hot melt characteristics
PSAs require a balance between three key properties: adhesion, cohesion and tack.
Rubber based hot melts, unlike acrylic adhesives, do not have chemical crosslinks. Cohesion is the
result of physical crosslinks caused by the incompatibility of Styrene and Isoprene and Butadiene as
illustrated in figure 150 left.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
170
Polystyrene forms solid domains in a rubbery or sticky matrix. The Polystyrene domains melt above
120 C, causing the viscosity to drop by a factor of 1000 or so.
As in acrylic PSAs the Tg is an important characteristic of the hot melt PSA. The Tg of the adhesive is
determined by the Tg of the rubber phase. The Fox equation as explained under acrylic emulsion
holds also in this case. The overall Tg of the adhesive is the result of the weight fractions of the low Tg
rubber materials, Isoprene (- 56 C), Butadiene (- 80 C), high Tg tackifying resins (+ 50 C), and
plasticizers with a Tgs close to the overall adhesive Tg (-45 to -20 C).
Blends of rubber with resins may have the right Tg but are typically to hard to have PSA properties.
The role of plasticizers is to soften the blend to the right hardness.
Tackifying resins used in hot melt adhesives typically have higher softening points then the ones used
in acrylics. Chemically the same classes of resins are used however.
- Rosin based resins
- Polyterpene resins
- Hydrocarbon resins
Hydrocarbon aliphatic C5 resins, which are not compatible with acrylics, are widely used in hot melt
adhesives, as they are very compatible with isoprene rubber.
Hot melt adhesive properties
By nature of the thermoplastic rubbers and hydrocarbon resins and plasticizers used, hot melt
adhesives generally have much more affinity to a-polar substrates such as Polyethylene. Tack and
adhesion levels to those substrates are higher as compared to acrylic adhesives. Hot melts by their
hydrophobic nature are much more water-resistant than emulsion acrylics.
5.2.2. Potential influence of adhesive components on the separation of stickies
Hot melts versus acrylic emulsions
A hot melt adhesive can be considered as solid islands in a sticky sea, kept together by physical
crosslinks as pictured above. Emulsion adhesives however consist of internally, chemically, cross-
linked particles. The individual particles can still be recognized in a dried adhesive film as shown in the
SEM picture in figure 150 right.
Figure 150: Structure of hot-melt rubber (left) and acrylic emulsion adhesive (SEM picture: right)
The hydrophobic character of a hot melt in combination with the physical crosslinks makes it likely that
hot melts will have a tendency to agglomerate in a repulping and de-inking process. Emulsion acrylics
by their more hydrophilic and a particle structure will have a far larger tendency to redisperse.
Redispersing will be facilitated by the presence of surfactants in emulsion adhesives
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
171
Molecular composition
The selection of monomers will have an impact on the absorption of water. The more polar the more
affinity for water, which results in gelling of the polymer. The degree of chemical or physical crosslinks
will reduce the speed of gelling.
Molecular weight
The molecular weight will have an influence. Although also depending on the polarity of the adhesive,
an adhesive of relatively low molecular weight will tend to absorb water pretty quickly and will turn into
a gel type phase. For high molecular weight this takes more time. The level of molecular weight should
also have an influence on the average particle size of adhesive particles in the repulping process. It is
expected that a high molecular weight will result in a larger particle size. The strength of physical and
chemical cross-links will also play a role here.
Additives
Surfactants are most likely the most important adhesive additives that influence the stickies separation
process. As outlined before, surfactants play a role in the polymerization process. But that is not the
only function. Surfactants play also an important role in preventing the soft polymer agglomerates to
coagulate during the polymerization process and during storage. During the coating process they are
essential, because they improve the mechanical stability and lower the surface energy to a level that is
needed for wetting of the silicone coated backing paper. In general anionic and nonionic surfactants
are used. Anionic surfactants stabilize the polymer particle by creating a charged surface. Nonionic
surfactants create a hydrated layer on the particles. Surfactants are generally added in a 1.5 3 %
(w/w) range and are still present in the dried adhesive and consequently have an influence on the
recycling process. They might a) facilitate the speed of water absorption by the adhesive and b) might
play a role in stabilizing of the re-dispersed adhesive particles. Playing with the pH of the paper slurry
pH could be of help to improve separation of adhesive particles. Another option might be to add
additives to reduce the effect of surfactants.
5.2.3. Recommendations to improve PSAs
Some thoughts to improve the separation of stickies during the repulping process are listed below.
These ideas are not based upon experimental results, but on what could be done if we look at the
adhesive composition. Experimental work needs to be done to assess the feasibility.
Make use of hot melt instead of emulsion adhesives.
Increase/decrease density of adhesive. Current label adhesives have a density that is close to
water, which makes it hard to separate stickies by gravity or centrifugal forces. A larger difference
would facilitate the separation efficiency.
Increase molecular weight of the adhesive. This might result in larger stickies particles, which are
easier to separate.
Decrease level of surfactants in adhesive.
Make use of surfactants that are ineffective in paper repulping process, e.g. pH or temperature
sensitive systems, or add chemicals to the repulper that in effects the adhesive surfactants.
Develop adhesive that does not absorb water.
Develop adhesive that does not get soft at repulper temperature.
Make use of water stable paper to which the adhesive sticks during the repulping process. Paper
and adhesive could be relatively easy removed from the pulp stream.
In theory some of these thoughts could be helpful, but one should bear in mind that most of the
adhesive modifications will have an impact on the adhesive properties and add costs. This could be
the showstopper. At the moment there is no real market pull to develop recycling friendly adhesives.
But that could change in the course of time.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
172
6. Exploitation and dissemination of results
6.1. Exploitation
The findings developed in the framework of this project are currently exploited and should be further
exploited by the partners and their clients, in different ways depending on the partners status, i.e. the
research institutes (CTP, ICP, PTS and LEGI), the suppliers to the pulp & paper industry (AFT and
Jackstdt / Avery Dennison Europe) and the European pulp & paper industry.
One patent application about project findings, i.e. a new pulping technology, has been registered by
ICP in the Polish Patent Office under the number P 372730 dated February 10
th
, 2005. As agreed at
the beginning of the project, the ownership of this patent lies within the invention organisation, ICP.
The special compositions of the chemicals to be used for deinking processes with the new pulping
technology, according to the claims of that patent application, were also registered under brand name
De-Stick-Ink in the Polish Patent Office under number Z-289769 dated January 8
th
, 2005.
Exploitation through the research institutes
CTP, ICP, PTS and LEGI are using the results of the project for the development of their expertise to
be exploited and disseminated under their own policy. This applies to practically all the knowledge
developed in the different work-packages, which is currently exploited and will continue to be exploited
in framework research projects (public and/or private funded projects, multi-client projects), private
contracts, consultancy to deinking mills and education activities.
Special actions have been undertaken towards further development and industrial exploitation of the
new patented pulping technology developed by ICP.
Exploitation through the pulp & paper industry
The large dissemination of the project results to the European paper mills and Companies should lead
to the exploitation of the several project results by deinking mills. Project results could be exploited by
the recycling mills, either indirectly as far as new and less detrimental adhesive products will be
recycled with the recovered papers, or directly by the implementation of new strategies and processes
for the optimisation of the removal of adhesives in deinking lines. The industrial exploitation of project
results should include the application in mills of the findings developed in the following areas:
- Pulping: further development and/or adaptation to mill cases of the new patented process
- Screening: implementation of the screening conditions, which were shown to achieve the best
stickies removal efficiencies. These include the optimisation of the operating conditions of the
existing screens, the rearrangement of the equipment in the screening systems including the
implementation of new equipment and the choice of most efficient screen plates. Access to the
simulation of screening systems to evaluate the impact of such changes.
- Cleaning: information about the possibilities and limits of cleaners could be used to optimise the
cleaner operating conditions and make decisions regarding new equipment.
- Flotation: the high potential of flotation in removing the smallest macro-stickies as well as micro-
stickies (mainly responsible for deposit problems on the paper machine) has clearly been
demonstrated in this project and will draw the attention of the deinking line operators on a better
control of the physical-chemical conditions in this process step, in order to improve the removal of
stickies et reduce deposits.
In addition the dissemination of the project results to the R&D centers of the large European paper
companies will enhance bilateral cooperation with the research institutes and contribute to long-term
implementation of the project results in mills, as research will continue in most of the areas treated in
this project. These include further research on the flotation process, to continue to develop the basic
knowledge gained about stickies flotation phenomena and the role of tensides.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
173
Exploitation through the equipment supplier
The basic knowledge developed in the field of screening (including numerical simulation) and the
experimental results gained on pilot scale are exploited by AFT to provide expertise and optimised
screening equipment to the paper mills. As the same models are used for the simulation of screening
systems both at CTP (PS2000) and at AFT (SimAudit), the input data gained during the project can
also be used by AFT to expertise and optimise screening systems for their clients.
Exploitation through the adhesive suppliers
The cooperation between the paper research institutes and the R&D laboratories at Jackstdt and
Avery Dennison Europe has been very fruitful in this project and contributed, besides the exchange of
scientific knowledge, to develop a better mutual understanding of the difficulties induced on one side
by the adhesive product quality requirements for the paper converters and on the other side by the
recycling of adhesives with the recovered papers by the paper producers.
New more recycling friendly pressure sensitive adhesive products were not developed in the course of
the project, but background information has been made available to a major adhesive supplier for the
development of such adhesives, keeping in mind that paper converters are not ready to accept higher
costs for more recycling friendly adhesive products.
Exploitation of the new (patented) pulping technology
The new pulping technology developed by ICP has been tested on industrial scale in the Krapkowice
deinking mill and showed promising results, but the some industrial constraints did not yet allows to
conclude definitely about the new process and strategy to remove both stickies and inks in the form of
chemically and mechanically agglomerated particles. Further improvements may be expected and
there is a need to cooperate with suppliers of deinking equipment and chemical additives before the
new process can be implemented in deinking lines on larger time and scale.
Cooperation with Kadant-Lamort (France), the equipment supplier who provided the deinking line at
the Krapkowice mill, has been discussed in the framework of a special partners meeting organised by
the coordinator and ICP before the final project meeting. All the data (pulp sample analyses) from the
mill trials, which where performed at the very end of the project, were not available at this meeting.
Discussions and exchange of informations are in progress.
A side application of the new stickies agglomeration process, which consists in applying the process to
the treatment of screening rejects in order to agglomerate the stickies into large particles and improve
consequently their removal at the last screening stage, was envisaged as suggested in section 4.1.5.
In order, to promote the exploitation of the new process, it has been agreed, together with ICP and
after the approval of the CTP/CTPi members, that this approach will be included in an on-going CTP
project devoted to the reduction of deinking and recycling rejects.
6.2. Dissemination
A widespread dissemination of the project results towards the pulp & paper industry has been ensured
in the course of the project, essentially through the pulp & paper research institutes.
At CTP periodic Technical Meetings with the French papermakers are organised every six months.
In addition, the participation of the CTPi members (international CTP structure to include papermakers
from mills outside France) to these Technical Meetings has extended the dissemination of the project
results to a large part of the European companies (R & D centers) and mills operating deinking lines.
The dissemination of project results was also done in the framework of the Research Forum organised
each year at CTP for the CTP/CTPi members.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
174
PTS had published the results of the Screenclean project periodically in the PTS R&D-Forum
Recovered paper technology. The forum takes place 2 times a year and is the meeting point of PTS
experts in stock preparation with our industrial partners from paper mills, chemical suppliers and
machine industry. The main purpose of the R&D-Forum is the direct dissemination of actual research
results to the industry. On the other side the industry can give their expertise to bring the research
projects to the best suitable result .
ICP has been ensuring the dissemination of project results to mills and paper research institutes in
countries of Central Europe. Information about that new pulping technology, elaborated in the
ScreenClean project, was thoroughly presented in Poland during the 15
th
International Papermaking
Conference PROGRESS 05, Wroclaw, September 28-30, 2005.
AFT and Jackstdt / Avery Dennison have disseminated project results to the Pulp & Paper industry
through direct contacts with their clients as well as through their participation in conferences.
Project results were also disseminated to papermakers through training sessions, seminars and
conference organised together by CTP and PTS. These include:
- 6
th
CTP/PTS Advanced Training Course on Deinking, Grenoble, March 18-20, 2003
- 1
st
CTP/PTS Training Course on Paper & Board Recycling, Grenoble, March 25-26, 2003
- 11
th
PTS-CTP Deinking Symposium, Leipzig, 27-30 April 2004
- 7
th
PTS Stickies Seminar, Dresden, April 5-6, 2005
- 7
th
CTP/PTS Advanced Training Course on Deinking, Grenoble, May 31/June 1-2, 2005
- 2
nd
CTP/PTS Training Course on Paper & Board Recycling, Grenoble, May 31/June 1-2, 2005
LEGI ensured the dissemination of project results also outside the pulp & paper industry in the form of
papers published in scientific magazines and presented to seminars in the field of fluid mechanics.
The contribution in this project of fundamental research institutes in the field of fluid mechanics, i.e.
LEGI (CNRS, Grenoble), LEMTA (CNRS, Nancy) and ITM (University of Czestochowa, Poland) has
opened the scientific research field and led to the development of further fruitful cooperation outside
and after the duration of the project.
The list of the papers published in scientific magazines and technical revues and presented in open
conference and seminars is enclosed in the annexe.
The public reports have been made available on the web, at CTP web site (www.webCTP.com) where
this final report will also be placed.
A presentation of the ScreenClean project will be given during the next meetings of COST Action E48
The Limits of Paper Recycling to be held in Brussels on November 28-30, 2005 and this final report
will be placed on the COST Action E48 web site (www.cost-e48.net) in order to ensure a wide
dissemination and easy access to the project results over the coming years.
7. Policy related benefits
7.1. Communities added value and contribution to EU policies
The pulp and paper industry, as well as its allied and downstream industries, is based on the utilisation
of sustainable resources, wood and recovered fibres, available all over Europe. Virgin fibre supply is
strong in Nordic countries whereas the recycled fibre is the dominant raw material in Central Europe.
This has led to a certain, though not equally pronounced specialisation of the production range in the
various regions or countries. Both effects result in a very intensive exchange of raw materials and
finished paper and board products within Europe.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
175
The pulp and paper industry manufactures products which meet essential demands of the individuals
and the society in important areas, such as printed information, protective packaging and hygiene.
Such paper grades can all be produced on the basis of recycled fibres, as far as the recycled pulps
meet the quality requirements of the final product. This is more particularly challenging in the field of
deinking where the highest potential growth of the recycling rate relies in the increased use of deinked
pulps for the manufacture of higher printing paper grades, such as SC and LWC papers.
The pulp and paper industry is very international with a significant amount of trade both within the EU
and across its boarders. This means that the market is a target for competition from certain areas of
the world with abundant raw material source and low production costs (Far East, South America) as
well as from North America from time to time. The European pulp and paper industry needs to develop
significantly if it is to retain its market positions. Ways to achieve this is through greater concentration
on cost-effective production, increase of basic knowledge and higher value products.
Solving the stickies problem is clearly of great importance for the paper recycling industry in Europe.
Indeed, the presence of residual adhesives in the deinked pulp still causes a lot of problems on the
paper machine and during paper printing and converting. This reduces the amount of deinked pulp
which can be incorporated in high quality graphic papers, and consequently limits the increase of the
recycling rate in Europe. To fulfil this global objective of the ScreenClean project would be of great
importance for the increase of the cost effectiveness and product quality and would help to produce
high-quality papers with higher recycled fibre content. This would contribute to increase even more the
sustainability of the entire papermaking process. More selective separation technology and strategies
to remove stickies should lead to a reduction of fibres losses and to more cost effective deinking. This
would further enhance the eco-efficiency and the sustainability of the entire papermaking process.
The main objective of the ScreenClean project was to develop new solutions to the stickies problems
in deinking mills, which are far from being completely solved despite the recent progress in deinking
technology and the efforts engaged towards recycling friendly adhesives, by the following approaches:
- The development of the understanding of the basic phenomena involved in the production and
removal of stickies in the recycling process.
- The development of new and improved deinking technology for the removal of stickies.
- The elaboration of guidelines for the development of new recycling friendly adhesive products for
the paper chain.
The understanding of the basic phenomena involved in the production and removal of stickies has
clearly been improved in the framework of this project. This applies among others, to the development
of the basic knowledge about stickies screening phenomena, as shown by the large number of papers
published about the project findings in this area, to a better understanding of the possibilities and limits
of the centrifugal cleaning and pressure filtration techniques in removing stickies and to the opening of
an important research field on the flotation of stickies. Deinking flotation was, indeed, shown to be a
most crucial technology towards solving completely the stickies deposit problems on paper machines,
since it is was shown to be most promising and only process, which can be used to remove selectively
the micro-stickies, without increasing the solid losses in the deinking process.
The objective of the development of new and improved deinking technology for the removal of stickies
was globally met in that extent that optimised operating conditions have been established and were
disseminated to the paper recycling and suppliers industry. The development of new technology refers
particularly to the development and mill scale evaluation of the new pulping technology, for which a
patent application has been filed and concrete actions have been engaged towards the exploitation of
the new technology, as reported in the previous section.
New more recycling friendly pressure sensitive adhesive products were not developed in the course of
the project, but background information has been made available and guidelines were established for
development of such adhesives, which might be produced in the future at acceptable costs in such a
way to widespread their use by the paper converters.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
176
7.2. Contribution to Community social objectives
The contribution of the project to improving paper recycling technology, a societal and industrial issue
of ever increasing importance, addresses the European Community objectives as defined in:
- Key action 5 "Sustainable agriculture, fisheries and forestry, and integrated development of rural
areas including mountain areas"
- Section 5.3.2 "Strategies for the sustainable and multipurpose utilisation of forest resources; the
forestry wood chain"
- "Environmentally friendly and efficient processes recycling technologies and improved value
added products".
By enhancing recycling and promoting the use of higher amount of recycled fibres in graphic papers
this project finding should contribute to improve the environment, the management of waste and
consequently the quality of life of citizens in Europe. If recycled fibre inputs are raised, waste volumes
will diminish and save landfill. In addition, increased use of recycled fibres in a more cost effective way
helps to protect natural resources in terms of lower consumption of non-renewable energy sources
and/or greenwood as compared to primary fibre manufacture.
The project result should also become usefull for the central European countries who are quickly
developing their trade with the European Union. This results in serious and continuous growth of
imports, either paper itself or other goods in paper packaging, and therefore a growing increase of
highly converted papers in the waste paper collected in central Europe is progressing and its proper
reuse in papermaking becomes limited with a harm to environment.
More generally, improving the cost-effectiveness of the recycling process and the quality of the final
product will contribute to the competitiveness of the European paper industry.
Finally, the excellent cooperation between the project partners should be regarded as a very positive
outcome of the project. By bringing together experts from different part of Europe with their specific
knowledge and experience, the synergy developed between the industrial partners, the applied and
the fundamental research institutes, further increased the mass of European research in the field of
stickies and deinking. Cooperation was more particularly extended towards Central Europe countries
and Universities, and will continue after the completion of this project.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
177
8. Literature cited
1. Ringmann, J., Lombard, B.: The recycling industry European perspective, facts and Figures,
7
th
CTP / PTS Advanced Training Course on Paper & Board Deinking Technology, Paper n2,
Grenoble, May 31
st
June 2
nd
, 2005.
2. Julien Saint Amand, F., Le Ny, C.: DIP fractionation and fibre upgrading, INGEDE project 81 01
CTP, 12
th
INGEDE Symposium, proceedings, 30 January, 2003.
3. Selder, H.: Recovered fibres for improved newsprint, SC and LWC papers, 27
th
EUCEPA
Conference - Crossing the Millennium Frontier, Emerging Technical and Scientific Challenges:
proceedings: 219-224, Grenoble, France, 11-14 October 1999.
4. Julien Saint Amand, F.: Review: Stock preparation Part 2: Particle separation processes, 12
th
Fundamental Research Symposium, proceedings: 81-191, Oxford, 17-21 September 2001.
5. Fabry, B., Roux, J.C., Carr, B.: Characterisation of friction during pulping: an interesting tool to
achieve good deinking, Proceedings of the 5
th
PAPTAC Research Forum on Recycling: 1-6,
Ottawa, 28-30 Sept.1 999 & Journal of Pulp and Paper Science, vol.27, n
o
8: 284-288, August 2001.
6. Ben, Y., Dorris, G.: Irreversible ink redeposition during repulping: part II: ONP/OMG furnishes,
Proceedings of the 5
th
PAPTAC Research Forum on Recycling: 7-13, Ottawa, 28-30 Sept.1999.
7. Bennington, C.P.J., Wang, M-H.: Kinetic model of ink detachment in the repulper, Proceedings
of the 5
th
PAPTAC Research Forum on Recycling: 15-21, Ottawa, 28-30 September 1999.
8. Fabry, B., Carr, B.: Comparison between different type of pulper devoted to deinking
processes, TAPPI 2002 Pulping Conference, San Diego, 8-10 September 2002.
9. Galland, G., Carr, B., Cochaux, A., Vernac, Y., Julien Saint Amand, F.: Dispersion and
kneading, Paper Recycling Challenge, vol. III : Process Technology, chapter 9: 131-149, Editors:
M.R. Doshi & J.M. Dyer, 1998.
10. Julien Saint Amand, F., Perrin, B, De Luca, P.: Stickies Removal Strategy, Progress in Paper
Recycling, vol. 7, n 4 : 39-53, August 1998.
11. Steenberg, B.: Principles of screening system design. Studies in screening theory I, Svensk
Papperstidning, vol.56, n20: 771-778, October 1953.
12. Kubat, J., Steenberg, B.: Screening at low particle concentrations. Theory of screening III,
Svensk Papperstidning, vol.58, n9: 319-324, May 1955.
13. Wahren, D.: Fundamentals of suspension screening, Svensk Papperstidning, n18: 539-546, 1979.
14. Nelson, G.L.: The screening quotient: a better index for screening performance, TAPPI Journal,
vol.64, n5: 133-134, May 1981.
15. Gooding, R.W., Kerekes, R.J.: Derivation of performance equations for solid-solid screens, The
Canadian Journal of Chemical Engineering, v. 67: 801-805, October 1989.
16. Kumar, A., Gooding, R.W., Kerekes, R.J.: Factors controlling the passage of fibres through
slots, TAPPI Journal, vol.81, n5: 247-254, May 1998.
17. Grgoire, G., Favre-Marinet, M., Julien Saint Amand, F., Serres, A., Fernandez de Grado, A.:
Modelling of the Productive and Reverse Flow at the Screen Surface, COST Workshop Current
Research on Multi-Phase Flows in Paper making, Paris, 12-13 November 1998.
18. Grgoire, G.: Study and numerical simulation of the flow in an experimental pressure screen,
Ph.D. Thesis, Institut National Polytechnique de Grenoble, January 2000.
19. Gooding, R.W., Kerekes, R.J., Salcudean, M.: The flow resitance of slotted apertures in pulp
screens, 12
th
Fundamental Research Symposium, proceedings: 287-338, Oxford, 17-21
September 2001.
20. Grgoire, G., Favre-Marinet, M., Julien Saint Amand, F.: Modeling of turbulent fluid flow over a
rough wall without or with suction, Journal of Fluids Engineering, vol.125, n4: 636-642, July 2003
21. Pinon, V., Gooding, R.W., Olson, J.A.: Measurement of pressure pulse from a solid core rotor,
Tappi Journal 2 (10): 9, 2003.
22. Wakelin, R.F., Corson, S.R.: TMP long fibre fractionation with pressure screens, International
Mechanical Pulping Conference, proceedings: 257-265, 1995.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
178
23. Niinimki, J., Dahl, O., Kuopanportti, H., mml, A.: A comparison of pressure screen baskets
with different slot widths and profile heights, Paperi ja Puu, vol.80, n8: 601-605, 1998.
24. Olson, J., Roberts, N., Allison, B., Gooding, R.W.: Fibre length fractionation caused by pulp
screening, Journal of Pulp and Paper Science, vol.24, n12: 393-397, December 1998.
25. Weckroth, R., Grundstrm, K.J.: Effect on screening performance with different screen cylinder
aperture design, African Pulp & Paper Week, Durban, 17-19 October 2000.
26. Julien Saint Amand, F., Perrin, B.: Fundamental aspects of mechanical pulp screening,
International Mechanical Pulping Conference, preprints: 387-406, Helsinki, June 4-8, 2001.
27. Gooding, R., Olson, J., Roberts, N.: Parameters for assessing fibre fractionation and their
application to screen rotor effects, 22
nd
International Mechanical Pulping Conference,
Proceedings: 407-424, Helsinki, June 4-7, 2001.
28. Julien Saint Amand, F., Perrin, B.: "Screening : Experimental Approach and Modelling", TAPPI
Pulping Conference Proceedings: 1019-1031, Montreal, 25-29 October 1998.
29. Julien Saint Amand, F., Perrin, B.: "Fundamentals of Screening : Effect of Rotor Design and Fibre
Properties", TAPPI Pulping Conference Proceedings : Orlando, 31 October 3 November 1999.
30. Julien Saint Amand, F., Perrin, B.: "Fundamentals of Screening: Effect of Screen Plate Design",
TAPPI Pulping / Process & Product Quality Conference, Boston, 5-9 November 2000.
31. Schabel, S, Respondek P.: Screening: fundamental aspects of stickies removal, Wochenblatt
fr. Papierfabrikation, vol.125, n16: 736-739, end August 1997.
32. Heise, H., Schabel, S., Bangji, C., Lorenz, K.: Deformation and disintegration physics of stickies
in pressure screens, 5
th
Research Forum on Recycling, Ottawa, September 28-30, 1999.
33. McCool, M.A., Silveri, L.: "Removal of specks and non-dispersed ink from a deinking furnish",
TAPPI Journal, 70(11) : 75-79, November 1987.
34. Julien Saint Amand, F., Bernard, E. Lamort, P.: "Entwicklung eines rotierenden Cleaners fr
hocheffizientz Leichtschmutzentfernung", 2nd PTS Deinking Symposium, Mnchen, 12-14
Februar 1985, und Wochenblatt fr Papierfabrikation, 113 (20) : 779-784, Oktober 1985.
35. Julien Saint Amand, F., Perrin, B., Bernard, E.: "Modellierung und Dimensionierung von
Cleanern. Eine vergleichende Untersuchung zur Abscheidung von Schmutzpunkten aus
deinktem Altpapierstoff", 4
th
PTS Deinking Symposium, Mnchen, 3-6 April 1990, und
Wochenblatt fr Papierfabrikation 8 : 295-302,1992.
36. Julien Saint Amand, F.: Principles and Technology of Cleaning, Paper Recycling Challenge, vol.
III, Process Technology, 1998.
37. Heise, O., Kemper, M., Wiese, H., Krauthauf, E.: Removal of residual stickies at Haindl Paper
using new flotation technology, TAPPI Journal, vol.83, n3: 73-79, March 2000.
38. Engert, P., Haveri, M.: Praxiserfahrungen bei der Reduzierung von Stickys in der
Altpapieraufbereitung graphischer Papiere, Wochenblatt fr Papierfabrikation, vol.132, n19:
1162-1167, 2004.
39. Galland, G., Bernard, E., Sauret, G. : "Aspect physico-chimique du dsencrage", Revue ATIP,
Vol. 31 n10 : 374-378, Decembre 1977.
40. Larson, A., Stenius, P., Strm, G. : "Zur Oberflchenchemie des Deinking Prozesses",
Wochenblatt fr Papierfabrikation, Vol. 110, n14: 502-506, 1982.
41. Putz, H.J. , Schaffrath, H.J., Gttsching, L. : "Deinking of oil and water-born printing inks - a new
flotation deinking model", 1
st
Research Forum on Recycling, proceedings: 183-190, Toronto, 1991.
42. Schwinger, K., Hanecker, E.: Zur Flotationsneigung verschiedener Faserstoffe im Deinking-
proze, Wochenblatt fr Papierfabrikation, vol.119, n 21, 1991.
43. Santos, A., Carr, B., Roring, A.: "Contribution to a better understanding of the basic
mechanisms involved in the pulping and flotation of offset ink particles", TAPPI Recycling
Symposium Proceeding : 339-347, 1996.
44. Beneventi, D., Carr, B., Gandini, A.: Role of surfactant structure on surface and foaming
properties, Colloids and Surfaces A, 189 (65), 2001.
45. Strau, J., Gromann, H.: Kreislaufwasserreinigung unter besonderer Bercksichtigung der
Entfernung klebender Verunreinigungen, Wochenblatt fr Papierfabrikation, vol. 125, n 9, 1997.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
179
46. Carr B., Brun, J., Galland G.: "Incidence of destabilisation of pulp suspension on the deposition
of secondary stickies, Pulp and Paper Canada, 99(7): 75-79 1998.
47. Gonera H., Dabrowski J.: A study of the method reducing dissolved and colloidal materials in
process water by recovery of chemicals after re-pulping step of wastepaper deinking, COST
Action E1 Final Conference, Las Palmas de Gran Canaria, 24-26 November 1998.
48. Zhang, X., Beatson, R.P., Cai, Y.J., Saddler, J.N.: "Accumulation of specific Dissolved and
Colloidal Substances during white water recycling affects paper properties", Journal of Pulp and
Paper Science, vol.25, n6, June 1999.
49. Gassmann. H.: Mechanical filtration of circuit water by pressure filters, Paper Technology: 33-
40, March 2000.
50. Hamann, L., Strauss, J.: Disturbing potential of pressure-sensitive adhesive and packaging
adhesives, 10
th
PTS-CTP Deinking Symposium, proc.: paper 25, Munich, 23-26 April 2002.
51. European Project FAIR 98 3893: Colloid control: Characterisation and control of colloids in paper
mills recycling wastepaper, final report, July 1998 - October 2001.
52. Delagoutte, T., Brun, J., Galland, G.: Drying section deposits: identification of their origin,
IPE International Symposium - New Technological Developments in paper recycling, Valencia,
Spain, June 12-13, 2003.
53. Hamann, L., Strauss, J.: Stickies: definitions, causes and control options, Wochenblatt fr
Papierfabrikation, vol. 131, n11-12: 652-663, June 2003.
54. Leppnen, A.: Views on Recyclability of Pressure Sensitive Adhesive Label in Europe, TAPPI
Recycling Symposium, proceedings: 385-389, Washington, 6-8 March 2000.
55. Onusseit, H.: Physikalisch-chemische Eigenschaften von Klebstofffilmen und deren Relevanz im
Papierrecyclingprozess, 3
rd
PTS Stickies Symposium, proc., Munich, November 13-14, 2000.
56. INGEDE Method 4: "Analysis of Macro Stickies in Deinked Pulp (DIP)", INGEDE PR 12/99,
www.ingede.de .
57. Delagoutte, T., Laurent, A.: "Modified method for quantification of primary stickies in recycled
pulp", Progress in Paper Recycling, vol. 10, n4, August 2001.
58. OConnor, A.E., Macosko, C.W.: Melt versus solvent coating: structure and properties of block-
copolymer-based pressure-sensitive adhesives, Journal of Applied Polymer Science, Vol.86:
3355-3367, 2002.
59. Sahi, M., Rahouadj, R., Herbach, R., Choulier, D.: Influence of the Viscoplasticity on the Ring
Test Interpretation., Journal of Materials Processing Technology, 58, 286-292, 1996.
60. Rahouadj, R., Cunat, Ch.: A Nonlinear Viscoelastic Model Based on Fluctuating Modes.,
Handbook of Materials Behavior Models, Academic Press, section 2.6, 107-116, 2001.
61. Cunat, Ch.: The DNLR approach and Relaxation Phenomena, Part I, Historical account and
DNLR formalism., Mech. Time-Depend. Mater., vol.5, n1, 39-65, 2001.
62. Gonera H., Marcinkowski T., Dabrowski J.: An investigation of office wastepaper using image
analysis, SPP-TAPPI Symposium East-European Paper Recycling, Warsaw, 1-2 October 1997.
63. Serres, A.: ID2/ID3 - Un nouveau bond dans les procds dpuration, 53
me
Congrs Annuel
ATIP, Session 7, Bordeaux, 17-19 octobre 2000.
64. Griffin, A., Witczak, C., Knoke, T.: Optimizing pressure screen parameters in a deinking plant
using mixed office waste, 2002 TAPPI Fall Conference & Trade Fair Proceedings, San Diego,
November 2002.
65. Flanagan, J., Venditti, R., Jameel, H., Wilson, N., Weaver, N., Lucas, B.: Passage of pressure
sensitive adhesives through a slot, Progress in Paper Recycling, vol. 11, n 3: 17-23, May 2002.
66. Lucas, B.E., Venditti, R.A., Jameel, H.: Factors affecting the passage of pressure sensitive
adhesive particles through a slot, 2002 TAPPI Fall Conference & Trade Fair, CD Proceedings,
San Diego, TAPPI Press, November 2002.
67. Julien Saint Amand, F.: Optimization of stickies removal in screens and cleaners, Recent
Advances in Paper Recycling Stickies, Chapter 4: 78-125, Editor: Mahendra R. Doshi,
Appleton, July 2002.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
180
68. Gassmann, H.: Mechanical separation of stickies The challenge of the millennium, TAPPSA
Journal, 2002.
69. Julien Saint Amand, F., Wojciechowski, G., Asendrych, D., Favre-Marinet, M., Rahouadj, R.,
Skali-Lami, S.: Screening: Fundamental studies on the extrusion of stickies through slots,
Revue ATIP, Vol. 58, n1: 6-18, Fvrier/Mars 2004.
70. Julien Saint Amand, F., Perrin, B., Gooding, R., Huovinen, A.: Optimisation of screen plate
design for the removal of stickies from deinking pulps, Revue ATIP, Vol. 58, n4,
Aot/Septembre 2004.
71. Julien Saint Amand, F., Perrin, B., Frach, D., Asendrych, D.: Visualisation of stickies extrusion
through slots in pressure screens, PTS Stickies Seminar, Paper n5, Dresden, April 5
th
-6
th
, 2005.
72. Paul, S.T., Duffy, G.G., Chen, X.D.: Viscosity control as a new way to improve pressure screen
performance, TAPPI Journal, vol. 83, n 9, September 2000.
73. Julien Saint Amand, F., Perrin, B.: Screening: State of the art and future: to understand
mechanisms and innovations better in order to improve quality and increase productivity, 54
th
ATIP Annual Congress, proceedings, Grenoble, 9-11 October 2001.
74. Olson, J.A.: Fibre length fractionation caused by pulp screening, slotted screen plates, 86
th
Annual Meeting PAPTAC, proceedings: 21-28, February 2000.
75. Carr, B., Ruiz, J., Ottenio, P., Brun, J.: Optimisation of deinking water circuit design by
modelling, 9
th
PTS/CTP Deinking Symposium, proceedings: paper 36, 9-12 May 2000.
76. Lascar, A., Fejoz, R.: Concept expertise and field experience in fine slot screening, 8
th
PTS-
CTP Deinking Symposium, proceedings: Paper n15, Munich, May 1998.
77. Rienecker, R.: Sortierung von Altpapierstoff zur Herstellung von graphischen Papieren,
Wochenblatt fr Papierfabrikation, n 23/24 : 1149-1159, 1997.
78. Julien Saint Amand, F., Perrin, B.: Fragmentation and removal of PSA particles in screens and
cleaners, 3
rd
PTS Stickies Symposium, proceedings, Munich, November 13-14, 2000.
79. Julien Saint Amand, F., Perrin, B.: Basic parameters affecting screening efficiency and fibre
loss, 9
th
PTS-CTP Deinking Symposium, proceedings: paper 26, 9-12 May 2000.
80. Julien Saint Amand, F., Perrin, B.: Optimisation of fractionation of chemical pulps with screens.
Pilot tests and modelling, 7
th
CTP-EFPG Wood Chemistry and Pulp Technology Forum, Paper 8,
February 28
th
March 1
st
, 2002.
81. Christensen, L.: Bird Triclean operational experiences with reprocessed paper, TAPPI
Secondary Fibre Conference Proceedings: 97-101, San Francisco, 15-17 September 1971.
82. Maves, K.L.: Removal of contaminant by reverse cleaning, TAPPI Secondary Fibre Conference
Proceedings, 20-23 September 1976.
83. Chivrall, G.B.: "The Beloit Uniflow Cleaner, a novel concept in hydrocyclone technology", SPCI
World Pulp and Paper week Proceedings: 266-271, Stockholm 10-13 April 1984.
84. Serres, A., Julien Saint Amand, F.: "Entwicklung des Leichtschmutzcleaners Gyroclean GYT",
Wochenblatt fur Papierfabrikation, vol.118, n 23/24: 1059, December 1990.
85. Julien Saint Amand, F.: "Epuration : limites techniques et conomiques des technologies
existantes. Perspectives nouvelles", 48e Congrs ATIP, Grenoble, 5-7 novembre 1985.
86. Gassmann, H.: Avoidance of stickies by mechanical separation in screens and cleaners, 51
me
Congrs de LATIP, session 3, 27-29 October 1998.
87. Biza, P., Kaiser, P., Gaksch, E.: Verbesserter Austrag von Stickies durch den Einsatz von
Talkum, 10th PTS-CTP Deinking Symposium, proc.: Paper n31, Munich, April 2002.
88. Biza, P.: Talc - A modern solution for pitch and stickies control, Paper Technology, n4: 22-24, 2001.
89. Kchler, A.: Korngrenbestimmung von Fllstoffen und Streichpigmenten, PTS-Seminar
Fllstofftechnik, Proceedings, 1998.
90. Vlkel, H., Weigl, J.: Die Bedeutung der Dispergierung von Fllstoffen am Beispiel SC-Papier,
PTS-Seminar Fllstofftechnik, Proceedings, 1998.
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
181
91. Weigl, J., Grenz, R.: Einsatz von Spezialfllstoffen zur Kreislaufentlastung, PTS-Seminar
Fllstofftechnik, Proceedings, 1998.
92. Julien Saint Amand, F., Perrin, B.: Possibilities and limits of cleaners in removing PSA stickies,
KRICT-KTAPPI RTM 2004, Daejon, Korea, 21 & 22 June 2004.
93. Julien Saint Amand, F., Perrin, B.: Characterisation and simulation of fibre separation in screens
and cleaners, International Mechanical Pulping Conference, Proc.: Qubec, June 2-5, 2003.
94. Heise, O., Cao, B., Schabel, S.: A novel application of Tappi 277 to determine macro stickies
disintegration and agglomeration in the recycling process, TAPPI Recycling Symposium,
Proceedings: 631-644, Washington D.C., 6-8 March, 2000.
95. Stemmer, M.: Experience of sticky reduction in a white-line-chipboard mill, 2nd CTP-PTS
Packaging Paper & Board Recycling Symposium, proceedings: paper n19, Grenoble, 27-29
November 2001.
96. Krauthauf, E.A. : Europe looks to the US Postal Service PSA project with great expectations,
TAPPI Recycling Symposium, proceedings: 375-383, Washington, 6-8 March 2000.
97. Hanecker, E.: Verbesserte Abscheidung hydrophober feinteiliger Verunreinigungen in der
zweiten Flotationsstufe der Altpapier-Deinking-Anlagen, PTS-Forschungsbericht, (1998)
98. Britz H.: Flotationsdeinking eine Schlsseltechnologie fr Weie und Sauberkeit, Das Papier,
Nr. 10 (1997), S. 514-519
99. Geistbeck M., Wiese H.: Abscheidung von Stickies in der Flotation, Wochenblatt fr
Papierfabrikation, Nr. 16 (1997)
100. Brunthaler J. ,Kemper M.: Praxiserfahrungen mit der EcoCell, Wochenblatt fr
Papierfabrikation, Nr. 1/2 (2000)
101. Nerez R., Johnson D., Thompson E.: Laboratory repulping and flotation studies of three
pressure sensitive adhesives, Progress in paper recycling, May 1997
102. Nelson N., Hsu P.: Effectiveness of inonically charged chemicals as flotation aids in stickies
removal, during mixed office wastepaper recycling, Tappi Recycling Symposium, conference
book, New Orleans 1997
103. Klein R.,Schwarze D., Gromann H.: Beitrag zur Bewertung des Einflusses der Luftblasengre
auf das Deinkingergebnis, Wochenblatt fr Papierfabrikation, Nr. 21 (1994)
104. Stratton R.: The flotation of sticky contaminants from recycled fiber streams, Progress in paper
recycling; No. 4 (1992)
105. McKinney R.: A better insight could help flotation technology take of, Pulp and paper
international, Nr. 6 (1998)
106. Voosen F., Voosen L.: Identification and reduction of stickies and stickies related contaminants
in ONP/OMG recycled newsprint, Tappi Pulping conference, conference book, Atlanta 1997
107. Hornfeck K., Nellessen B.: Verbesserung des Flotations-Deinking-Prozesses durch Optimierung
der Rejektflotation, Wochenblatt fr Papierfabrikation, Nr. 17 (2000)
108. Li B., Hipolit K., Longhini D.: Removal of Stickies and electrostatic inks using flotation process,
Tappi Recycling Symposium, conference book, 1996
109. Ling T.: The effects of surface properties on stickies removal by flotation, Pulp & Paper Canada,
95:12 (1994)
110. Doshi M., Dyer J.: Removal of wax and stickies from OCC by froth flotation, Tappi Recycling
Symposium, Washington, March 2000
111. Gabl H., Waupotitsch M., Hertl E.: Increasing the yield of DIP-Production by means of the
CLEANFLOAT system, 11
th
PTS CTP Deinking Symposium, Munich: PTS 2004
112. Donatas Satas: Handbook of Pressure Sensitive Adhesive Technology, Warwick, Rhode Island
SCREENCLEAN Final Technical Report CTP - AFT - ADJ - ICP - PTS - LEGI October 2005
182
ANNEXE
List and copies of the publications resulting from the project
1. Gonera, H., Dabrowski, J., Mik, T.: Pulping as a key step in the efficient removal of stickies
during deinking process, 15
th
International Papermaking Conference Progress 05, Wroclaw,
September 28-30, 2005
2. Asendrych D., Favre-Marinet M., Julien Saint Amand F.: "Decoupled approach to the
modelling of contaminants removal from recycled paper", Workshop on Multiphase Flows -
Simulation, Experiment & Application, Dresden, May-June, 2005.
3. Julien Saint Amand, F., Perrin, B., Frach, D., Asendrych, D., Gooding, R., Huovinen, A.:
Stickies screening: Study of stickies extrusion through slots and optimisation of screen plate
design, 6
th
KRICT-KTAPPI RTM 2005, Daejon, Korea, 18-19 April 2005.
4. Hamann, L.: The role of Deinking-Flotation and Micro-Flotation for stickies reduction, 7
th
PTS
Stickies Seminar, Paper n11, Dresden, April 5-6, 2005.
5. Julien Saint Amand, F., Perrin, B., Frach, D., Asendrych, D.: Visualisation of stickies
extrusion through slots in pressure screens, 7
th
PTS Stickies Seminar, Paper n5, Dresden,
April 5-6, 2005.
6. Schmid, W.-H.: Combatting and avoiding stickies in waste paper processing, IPW
International Paperworld, paper n 5, 2005.
7. Asendrych D., Favre-Mariner M., Julien Saint Amand F.: "Modelling of the separation process
of the adhesive materials from the paper pulp" (in Polish), Proceedings of the IV
th
Conference
"Symulacja 2004", Rydzyna, 18-20 October 2004.
8. Asendrych D., Favre-Mariner M., Julien Saint Amand F.: "Modelling of the flow through the
pressure screen" (in Polish), Proceedings of the XVI
th
Polish Biennial Conference on Fluid
Mechanics, Warsaw-Waplewo, 20-23 September 2004.
9. Julien Saint Amand, F., Perrin, B., Gooding, R., Huovinen, A.: Optimisation of screen plate
design for the removal of stickies from deinking pulps, Revue ATIP, Vol. 58, n4,
Aot/Septembre 2004.
10. Julien Saint Amand, F., Perrin, B.: Possibilities and limits of cleaners in removing PSA
stickies, KRICT-KTAPPI RTM 2004, Daejon, Korea, 21 & 22 June 2004.
11. Julien Saint Amand, F., Perrin, B., Gooding, R., Huovinen, A., Asendrych, D., Favre-Marinet, M.:
Optimisation of screen plate design for the removal of stickies in deinking pulps, 11
th
PTS-
CTP Deinking Symposium, paper n3, Leipzig, 27-30 April 2004
12. Julien Saint Amand, F., Wojciechowski, G., Asendrych, D., Favre-Marinet, M., Rahouadj, R.,
Skali-Lami, S.: Screening: Fundamental studies on the extrusion of stickies through slots,
Revue ATIP, Vol. 58, n1: 6-18, Fvrier/Mars 2004.
Potrebbero piacerti anche
- The Aircraft Engineer 1928Documento130 pagineThe Aircraft Engineer 1928Mark Evan SalutinNessuna valutazione finora
- Technology, Energy Efficiency and Environmental Externalities in The Pulp and Paper Industry - AIT, ThailandDocumento140 pagineTechnology, Energy Efficiency and Environmental Externalities in The Pulp and Paper Industry - AIT, ThailandVishal Duggal100% (1)
- 2021 HSC Mathematics Extension 2 Hardest QuestionDocumento3 pagine2021 HSC Mathematics Extension 2 Hardest QuestionThe Sydney Morning HeraldNessuna valutazione finora
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesDa EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesValutazione: 5 su 5 stelle5/5 (1)
- Calculate Press AnywheDocumento7 pagineCalculate Press Anywhemirza_adil99100% (1)
- Headbox Control Maintenance GuideDocumento22 pagineHeadbox Control Maintenance GuideSukallan Dhar100% (1)
- Expertip 7 Paper Machine Water CalculationsDocumento5 pagineExpertip 7 Paper Machine Water Calculationsnotengofff100% (1)
- Drying of PaperDocumento38 pagineDrying of PaperLingga MediatamaNessuna valutazione finora
- Toaz - Info Tappi Handbook of Pulping and Papermaking PRDocumento14 pagineToaz - Info Tappi Handbook of Pulping and Papermaking PRJepri MarpaungNessuna valutazione finora
- Ricoh mpc307 407 Parts ManualDocumento244 pagineRicoh mpc307 407 Parts Manualmark adams50% (2)
- How To Determine Drive For Paper Machine (Simple Calculation) PDFDocumento3 pagineHow To Determine Drive For Paper Machine (Simple Calculation) PDFHgagselim Selim100% (1)
- Penetration Tests According To The ISO 11140Documento41 paginePenetration Tests According To The ISO 11140masthan6yNessuna valutazione finora
- 2 DKSinghalDocumento48 pagine2 DKSinghalMostafizur Rahman100% (2)
- Tappi 550Documento8 pagineTappi 550Alberto Koji TakakuraNessuna valutazione finora
- Latest Head Box TechnologyDocumento12 pagineLatest Head Box TechnologySukallan DharNessuna valutazione finora
- 3 Paper Machine Water Systems Scott Romenesko KadantDocumento17 pagine3 Paper Machine Water Systems Scott Romenesko KadantJeremy Lobo VillalobosNessuna valutazione finora
- DIP PROCESS Khanna PaperDocumento265 pagineDIP PROCESS Khanna Paperruhi672767% (3)
- Showering in The Wire and Press Section - in Which Direction PDFDocumento20 pagineShowering in The Wire and Press Section - in Which Direction PDFF Cikal AntariksaNessuna valutazione finora
- Metering - Manual - Eastern - RegionDocumento65 pagineMetering - Manual - Eastern - RegionAmit PathakNessuna valutazione finora
- Paper Manufacturing TrainingDocumento183 paginePaper Manufacturing TrainingMazharul Islam100% (1)
- Corrosion Prediction Modelling PDFDocumento102 pagineCorrosion Prediction Modelling PDFmilecsa100% (1)
- New Drying and Dewatering Processes in PDocumento23 pagineNew Drying and Dewatering Processes in PvenkNessuna valutazione finora
- Pulp & Paper IndustryDocumento26 paginePulp & Paper IndustryJaime Zea100% (1)
- TIP 0404-20 (Physical Characterization of Press FabricsDocumento10 pagineTIP 0404-20 (Physical Characterization of Press FabricsHuy Nguyen100% (1)
- Energy Calculation Very Good OneDocumento22 pagineEnergy Calculation Very Good Onerum43100% (1)
- Cleaning and Conditioning Forming and Press Section 3000 USDocumento12 pagineCleaning and Conditioning Forming and Press Section 3000 USF Cikal AntariksaNessuna valutazione finora
- PressingDocumento24 paginePressingDiwakar Singh TanwarNessuna valutazione finora
- Pulp & Paper Reference BookDocumento60 paginePulp & Paper Reference BookAnanth Shandilya100% (3)
- Paper Machine Vacuum Selection FactorsDocumento8 paginePaper Machine Vacuum Selection FactorsKeerthi0% (1)
- Advanced Training Course On Deinking - Dispersion and KneadingDocumento38 pagineAdvanced Training Course On Deinking - Dispersion and KneadingGuido PeraltaNessuna valutazione finora
- Water RemovalDocumento12 pagineWater Removalvemanreddy29Nessuna valutazione finora
- Topic 14 Papermaking Pressing TextDocumento21 pagineTopic 14 Papermaking Pressing Textronaldsacs100% (1)
- Waste Water PPT by ShilpaDocumento26 pagineWaste Water PPT by Shilpanancyy8Nessuna valutazione finora
- 25 - Cgna17775enc - 001Documento233 pagine25 - Cgna17775enc - 001Hernan100% (2)
- Paper Machine System Diagram: TM GE Automation SystemsDocumento2 paginePaper Machine System Diagram: TM GE Automation SystemsWudassie AyeleNessuna valutazione finora
- Paper Making ProcessDocumento13 paginePaper Making ProcessSamin MaharjanNessuna valutazione finora
- Wet End ChemistryDocumento36 pagineWet End ChemistrySam Lua100% (1)
- CompletPresentationA AnDocumento288 pagineCompletPresentationA AnDinhnamsgpNessuna valutazione finora
- The Fabric of Paper Machine PerformanceDocumento4 pagineThe Fabric of Paper Machine Performancest7167Nessuna valutazione finora
- Experiment No - 1 Flow Through A Sluice GateDocumento11 pagineExperiment No - 1 Flow Through A Sluice Gatesalman40% (5)
- Surface Sizing Basics PDFDocumento4 pagineSurface Sizing Basics PDFPeter de ClerckNessuna valutazione finora
- Papermaking: SCA Publication Papers Technical SupportDocumento16 paginePapermaking: SCA Publication Papers Technical SupportKarina Dewi OktavianiNessuna valutazione finora
- Size Press 1Documento14 pagineSize Press 1Andreas Kurniawan100% (2)
- InTech-Fundamentals of Paper Drying Theory and Application From Industrial PerspectiveDocumento49 pagineInTech-Fundamentals of Paper Drying Theory and Application From Industrial PerspectiveSushil MeshramNessuna valutazione finora
- Air in Pulp & PaperDocumento72 pagineAir in Pulp & PaperGirish ShenaiNessuna valutazione finora
- Board and Packaging Headbox TechnologyDocumento15 pagineBoard and Packaging Headbox Technologysakariso100% (2)
- Showering in The Wire and Press Section - in Which DirectionDocumento20 pagineShowering in The Wire and Press Section - in Which DirectionSoma NathanNessuna valutazione finora
- Training ManualDocumento63 pagineTraining ManualMohamad Dpr100% (1)
- New Developments in Paper and Board DryingDocumento10 pagineNew Developments in Paper and Board DryingSahil DesaiNessuna valutazione finora
- Toscotec - Pratical Applications For Energy Consumption ReductionDocumento7 pagineToscotec - Pratical Applications For Energy Consumption ReductionKoushik MadapatiNessuna valutazione finora
- Alkaline PulpingDocumento77 pagineAlkaline Pulpingvivekbhuchem100% (1)
- Paper Chemistry and Technology - 3110213435 - de GruyterDocumento408 paginePaper Chemistry and Technology - 3110213435 - de GruyterMilićević Slobodan100% (2)
- Stock Prep RefiningDocumento78 pagineStock Prep RefiningVIKASNessuna valutazione finora
- Measuring Paper Machine PerformanceDocumento26 pagineMeasuring Paper Machine PerformanceArtesira Yuna50% (2)
- Paper and Surface Chemicals - Part2 PDFDocumento13 paginePaper and Surface Chemicals - Part2 PDFHgagselim SelimNessuna valutazione finora
- Water Reuse in Paper MillsDocumento138 pagineWater Reuse in Paper MillsKristin WeberNessuna valutazione finora
- Book Chapter Refining of Chemical PulpDocumento59 pagineBook Chapter Refining of Chemical Pulpjoatanmelo6775100% (1)
- The Chemistry of Paper - MakingDocumento548 pagineThe Chemistry of Paper - MakingVendula BazalováNessuna valutazione finora
- FRIM Centrifugal CleanersDocumento12 pagineFRIM Centrifugal CleanersKristin WeberNessuna valutazione finora
- FRIM Centrifugal CleanersDocumento12 pagineFRIM Centrifugal CleanersKristin WeberNessuna valutazione finora
- Paper Machine Energy ConservationDocumento25 paginePaper Machine Energy ConservationEr Mahendra KeshriNessuna valutazione finora
- Shoe PressDocumento4 pagineShoe Presssushil kumar0% (1)
- Oji Fuji PM N 2 (New Machine (Twogether Report) )Documento8 pagineOji Fuji PM N 2 (New Machine (Twogether Report) )duducastroNessuna valutazione finora
- Scope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Documento6 pagineScope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Samsung KzoomNessuna valutazione finora
- Process Flow in ExcelDocumento18 pagineProcess Flow in ExcelNadim MiaNessuna valutazione finora
- PIONEER Wet End Automation Training Material enDocumento617 paginePIONEER Wet End Automation Training Material enRishikishore ReddyNessuna valutazione finora
- CorrelationBetweenDurometerandP JDocumento3 pagineCorrelationBetweenDurometerandP JGTpianomanNessuna valutazione finora
- Kraft process of pulping A Complete Guide - 2019 EditionDa EverandKraft process of pulping A Complete Guide - 2019 EditionNessuna valutazione finora
- PaperResiduesConst1 Efb26766 393Documento185 paginePaperResiduesConst1 Efb26766 393Kristin Weber100% (1)
- Papermaking 1Documento12 paginePapermaking 1Kristin WeberNessuna valutazione finora
- Portland Cement Paper SludgeDocumento8 paginePortland Cement Paper SludgeKristin WeberNessuna valutazione finora
- Portland Cement Paper SludgeDocumento8 paginePortland Cement Paper SludgeKristin WeberNessuna valutazione finora
- CP Eng PDFDocumento24 pagineCP Eng PDFKristin WeberNessuna valutazione finora
- State-Of-The-Art For Paper Recycling - OkDocumento5 pagineState-Of-The-Art For Paper Recycling - OkKristin WeberNessuna valutazione finora
- Chapter V Beam Deflections 5.4Documento3 pagineChapter V Beam Deflections 5.4Joshua John JulioNessuna valutazione finora
- Chemistry Folio Soap and DetergentDocumento13 pagineChemistry Folio Soap and DetergentMarinda YieNessuna valutazione finora
- XI - Science Class Routine 2019: Xi-Isc - I Rm. 234 Xi - Isc-Ii Rm. 334Documento2 pagineXI - Science Class Routine 2019: Xi-Isc - I Rm. 234 Xi - Isc-Ii Rm. 334Koushik MajumderNessuna valutazione finora
- Spesifikasi Teknis Hyperion X9 PDFDocumento4 pagineSpesifikasi Teknis Hyperion X9 PDFDjuli AgusNessuna valutazione finora
- BENNET 840 MallinckrodtDocumento12 pagineBENNET 840 MallinckrodtmartynbbNessuna valutazione finora
- Hy30 3300 Uk PDFDocumento96 pagineHy30 3300 Uk PDFDragan LazicNessuna valutazione finora
- A Hydraulic Cylinder Subjected To Euler's LoadDocumento17 pagineA Hydraulic Cylinder Subjected To Euler's LoadOlaf HaflpafNessuna valutazione finora
- Eye TrackingDocumento13 pagineEye TrackingRohit KoulNessuna valutazione finora
- Arc Detection in Electro-Discharge MachiningDocumento16 pagineArc Detection in Electro-Discharge MachiningMitu Leonard-GabrielNessuna valutazione finora
- D.Sc. (Technology) Pysarenko Cand. Sc. (Technology) Voynalovich Cand. Sc. (Technology) Maylo Postgraduate PysarenkoDocumento11 pagineD.Sc. (Technology) Pysarenko Cand. Sc. (Technology) Voynalovich Cand. Sc. (Technology) Maylo Postgraduate PysarenkoГеоргий ПисаренкоNessuna valutazione finora
- EO Using Small Satellites CapabilitiesDocumento36 pagineEO Using Small Satellites CapabilitiesМРязанскийNessuna valutazione finora
- Practical Flow EssentialsDocumento8 paginePractical Flow EssentialsAyman TermaniniNessuna valutazione finora
- Vectors 05 Notes PDFDocumento21 pagineVectors 05 Notes PDFADSaksoulNessuna valutazione finora
- Spur Gear DesignDocumento15 pagineSpur Gear DesignMaharaja KanthasamyNessuna valutazione finora
- Manual Umfluxus F808 809v1-2-1enDocumento186 pagineManual Umfluxus F808 809v1-2-1endu lich clipNessuna valutazione finora
- Spanish C27-800ekwStandbyLowBSFC EMCP4Documento6 pagineSpanish C27-800ekwStandbyLowBSFC EMCP4KeivinMCNessuna valutazione finora
- Topic 4. Binary DistillationDocumento123 pagineTopic 4. Binary DistillationAngela Lorena DíazNessuna valutazione finora
- Fan 7316Documento21 pagineFan 7316sontuyet82Nessuna valutazione finora
- Wind Loads Calculation Eurocode1Documento1 paginaWind Loads Calculation Eurocode1Karthik KrishNessuna valutazione finora
- Banner Engineering - Glass Fiber Series - CatalogDocumento43 pagineBanner Engineering - Glass Fiber Series - CatalogTavo CoxNessuna valutazione finora
- Department of Education: OpticsDocumento3 pagineDepartment of Education: Opticsronald100% (1)
- (Clement Hal) Clement, Hal - Needle 1 - NeedleDocumento120 pagine(Clement Hal) Clement, Hal - Needle 1 - Needledicoursfigure100% (1)
- Effect of Sawdust Filler With Kevlarbasalt Fiber On The MechanicalDocumento6 pagineEffect of Sawdust Filler With Kevlarbasalt Fiber On The MechanicalKarim WagdyNessuna valutazione finora