Potrebbero piacerti anche
- Vertically and Crosswise: Academy of Vedic Mathematics Introductory CourseDocumento6 pagineVertically and Crosswise: Academy of Vedic Mathematics Introductory CoursejanaaidaasNessuna valutazione finora
- Howto Computeyour Capital GainsDocumento55 pagineHowto Computeyour Capital GainsAccounting & TaxationNessuna valutazione finora
- Simulations of Carnival Rides and Rube Goldberg Machines For The Visualization of Concepts of Statics and DynamicsDocumento11 pagineSimulations of Carnival Rides and Rube Goldberg Machines For The Visualization of Concepts of Statics and DynamicsjanaaidaasNessuna valutazione finora
- On Reliable Finite Element Methods For Extreme Loading ConditionsDocumento32 pagineOn Reliable Finite Element Methods For Extreme Loading ConditionsjanaaidaasNessuna valutazione finora
- Readme en USDocumento5 pagineReadme en USgreat602Nessuna valutazione finora
- VB TutorialDocumento64 pagineVB TutorialArsalan KhanNessuna valutazione finora
- Vertically and Crosswise PDFDocumento182 pagineVertically and Crosswise PDFramdpc0% (1)
- Lkikstra SW API Demystified SWW08Documento8 pagineLkikstra SW API Demystified SWW08janaaidaasNessuna valutazione finora
- Theory of ElasticityDocumento145 pagineTheory of ElasticityJagal UdayaNessuna valutazione finora
- About ImtmaDocumento1 paginaAbout ImtmajanaaidaasNessuna valutazione finora
- TaxwithDirectTaxEng 13022013Documento1 paginaTaxwithDirectTaxEng 13022013Purnam ObhanNessuna valutazione finora
- SW Equations Ex1aDocumento11 pagineSW Equations Ex1aemigrantuNessuna valutazione finora
- Butt WeldDocumento12 pagineButt WeldjanaaidaasNessuna valutazione finora
- Imtma Technology Centre Boucher NewDocumento1 paginaImtma Technology Centre Boucher NewjanaaidaasNessuna valutazione finora
- Campus 45-Quickhelp eDocumento8 pagineCampus 45-Quickhelp ejanaaidaasNessuna valutazione finora
- Biomedical Sensors PDFDocumento14 pagineBiomedical Sensors PDFBMT0% (1)
- Welcome To Imtma: Right Click For Full ScreenDocumento18 pagineWelcome To Imtma: Right Click For Full ScreenjanaaidaasNessuna valutazione finora
- Encyclopedia of Medical Devices and Instrumentation - Vol. 3Documento634 pagineEncyclopedia of Medical Devices and Instrumentation - Vol. 3janaaidaasNessuna valutazione finora
- SIM Hands On Test Drive 2012Documento174 pagineSIM Hands On Test Drive 2012janaaidaas100% (2)
- C 02Documento46 pagineC 02prabhumalu0% (1)
- Design Guides For PlasticsDocumento67 pagineDesign Guides For Plasticsselvap77Nessuna valutazione finora
- Default 5notes P&IDsDocumento4 pagineDefault 5notes P&IDsjanaaidaasNessuna valutazione finora
- B 22 Materials RevHDocumento4 pagineB 22 Materials RevHjanaaidaasNessuna valutazione finora
- Ast Xiao 2008Documento24 pagineAst Xiao 2008janaaidaasNessuna valutazione finora
- Examen de SimbolosDocumento27 pagineExamen de SimbolosJuan TorresNessuna valutazione finora
- Job DescriptionDocumento1 paginaJob DescriptionjanaaidaasNessuna valutazione finora
- Animation Pro eDocumento18 pagineAnimation Pro ejanaaidaasNessuna valutazione finora
- Uist335 FollmerDocumento10 pagineUist335 FollmerjanaaidaasNessuna valutazione finora
- Introduction to NURBS Curves and SurfacesDocumento6 pagineIntroduction to NURBS Curves and SurfacesPadmaja TripathyNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Chapter1 Det10013Documento30 pagineChapter1 Det10013che syakirNessuna valutazione finora
- INSTRUCTION Heat Shrink Termination 3 Core Cables MV HV 6.6kV 11kV 33kVDocumento7 pagineINSTRUCTION Heat Shrink Termination 3 Core Cables MV HV 6.6kV 11kV 33kVNemitha LakshanNessuna valutazione finora
- L2AQ1 - Solving The Roots of QE by Extracting The Square RootsDocumento5 pagineL2AQ1 - Solving The Roots of QE by Extracting The Square RootsMarvin Yebes Arce100% (1)
- Custommer Billing SystemDocumento12 pagineCustommer Billing Systemlalitha lalli100% (1)
- Cost Object ControllingDocumento2 pagineCost Object ControllingFranki Giassi MeurerNessuna valutazione finora
- Watzlawick 1967 Beavin Jackson Pragmatics of Human CommunicationDocumento288 pagineWatzlawick 1967 Beavin Jackson Pragmatics of Human CommunicationPhalangchok Wanphet100% (21)
- 145 - Cafco MANDOLITE CP2 - Cellular BeamsDocumento0 pagine145 - Cafco MANDOLITE CP2 - Cellular Beamswidayat81Nessuna valutazione finora
- EDX AnalysisDocumento18 pagineEDX AnalysisjosephineNessuna valutazione finora
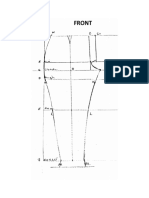
- Measure Front & Back Pants PatternDocumento8 pagineMeasure Front & Back Pants PatternAlicia MyersNessuna valutazione finora
- Stga High Resolution Strain Gauge Extensometers: FeaturesDocumento2 pagineStga High Resolution Strain Gauge Extensometers: FeaturesSoup PongsakornNessuna valutazione finora
- Mechanical Engineering Collection List 2017 1Documento33 pagineMechanical Engineering Collection List 2017 1Hanita SlaterNessuna valutazione finora
- Foundation Earth ElectrodesDocumento1 paginaFoundation Earth ElectrodesSandeep KumarNessuna valutazione finora
- Anu Anand Teaching CVDocumento2 pagineAnu Anand Teaching CVapi-333711903Nessuna valutazione finora
- The Trouble With Physics Smolin PDFDocumento24 pagineThe Trouble With Physics Smolin PDFshubhram2014Nessuna valutazione finora
- 21bce0427 VL2022230503921 Ast03Documento13 pagine21bce0427 VL2022230503921 Ast03Chethan .N.VNessuna valutazione finora
- Save Data in Arabic in MySQL DatabaseDocumento2 pagineSave Data in Arabic in MySQL DatabaseyoussefeNessuna valutazione finora
- Extracting Features Using ENVI and ENVI LiDAR PDFDocumento26 pagineExtracting Features Using ENVI and ENVI LiDAR PDFvlady1Nessuna valutazione finora
- Numerical Control - Wikipedia, The Free EncyclopediaDocumento4 pagineNumerical Control - Wikipedia, The Free EncyclopediazidaaanNessuna valutazione finora
- Scientific Notation CalculationsDocumento32 pagineScientific Notation CalculationsMelanie Niña CullarNessuna valutazione finora
- Workout TrackerDocumento3 pagineWorkout TrackerGuriNessuna valutazione finora
- BILL OF QUANTITIES FOR DABHOI-BODELI ROAD WIDENINGDocumento61 pagineBILL OF QUANTITIES FOR DABHOI-BODELI ROAD WIDENINGayman alnossaryNessuna valutazione finora
- 23Documento4 pagine23Suka JoshuaNessuna valutazione finora
- Land Measurement Rules of BangladeshDocumento6 pagineLand Measurement Rules of BangladeshAmi KarNessuna valutazione finora
- Biology Practical Guide TeachersDocumento37 pagineBiology Practical Guide TeachersGazar88% (8)
- Relationship of Personal Growth Initiative With Self-EfficacyDocumento12 pagineRelationship of Personal Growth Initiative With Self-Efficacyeva pandanaNessuna valutazione finora
- Omega: HHM30 Digital LCR MeterDocumento12 pagineOmega: HHM30 Digital LCR Metervishalbharate123Nessuna valutazione finora
- JAFM - Volume 11 - Issue (Special Issue) - Pages 141-150Documento10 pagineJAFM - Volume 11 - Issue (Special Issue) - Pages 141-150Fauzi Hussin LeoNessuna valutazione finora
- Indore Indira School of Career Studies: Sub: Unix Operating System By: Prof. Marie FernandesDocumento49 pagineIndore Indira School of Career Studies: Sub: Unix Operating System By: Prof. Marie FernandesMarieFernandesNessuna valutazione finora
- FG-SYS Oper Inst Guide EN-1Documento46 pagineFG-SYS Oper Inst Guide EN-1honehonechaiNessuna valutazione finora
- Polymer Flooding - IntechOpen - 1629669729888Documento41 paginePolymer Flooding - IntechOpen - 1629669729888Bichara DjimetNessuna valutazione finora