Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- 08 Face WidthDocumento1 pagina08 Face WidthsolidwormNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Fluid Statics: Manometers and Pressure MeasurementsDocumento1 paginaFluid Statics: Manometers and Pressure MeasurementssolidwormNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- 06 Helix AngleDocumento1 pagina06 Helix AnglesolidwormNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- 07 Centre DistanceDocumento1 pagina07 Centre DistancesolidwormNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- And Liquid Viscosity: Stress ZDocumento1 paginaAnd Liquid Viscosity: Stress ZsolidwormNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
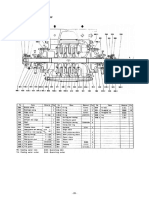
- Sectional Drawings and Lists of Components: Size MMK 40, 50, 65 Stuffing Box Housing: Type NDocumento1 paginaSectional Drawings and Lists of Components: Size MMK 40, 50, 65 Stuffing Box Housing: Type NsolidwormNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Changing Edge Direction: To View The Sense of An EdgeDocumento1 paginaChanging Edge Direction: To View The Sense of An EdgesolidwormNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- 04 Normal ModuleDocumento1 pagina04 Normal ModulesolidwormNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Recommended: 72 Chapter 8: Performing Sample Case LessonsDocumento1 paginaRecommended: 72 Chapter 8: Performing Sample Case LessonssolidwormNessuna valutazione finora
- Size MMK 40, 50, 65 Tuffing Box Housing: Type HW SDocumento1 paginaSize MMK 40, 50, 65 Tuffing Box Housing: Type HW SsolidwormNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- To Set Axis of Revolution, Flow Direction, and View Rotation LinesDocumento1 paginaTo Set Axis of Revolution, Flow Direction, and View Rotation LinessolidwormNessuna valutazione finora
- Fluid Properties: Density, Specific Volume, Specific Weight, Specific Gravity, and PressureDocumento1 paginaFluid Properties: Density, Specific Volume, Specific Weight, Specific Gravity, and PressuresolidwormNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Cadtranslator™ User Guide: Translating The Max 5 Case 55Documento1 paginaCadtranslator™ User Guide: Translating The Max 5 Case 55solidwormNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- 66 Chapter 8: Performing Sample Case LessonsDocumento1 pagina66 Chapter 8: Performing Sample Case LessonssolidwormNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- S Pare PartsDocumento1 paginaS Pare PartssolidwormNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Stub shaft details and packing requirementsDocumento1 paginaStub shaft details and packing requirementssolidwormNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- 3Documento7 pagine3solidwormNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- 4.2.3. Re-Assembly of Pumps With End Suction NozzleDocumento2 pagine4.2.3. Re-Assembly of Pumps With End Suction NozzlesolidwormNessuna valutazione finora
- 1Documento7 pagine1solidwormNessuna valutazione finora
- 2Documento7 pagine2solidwormNessuna valutazione finora
- Fluids 5: Buoyancy and Continuity EquationDocumento1 paginaFluids 5: Buoyancy and Continuity EquationsolidwormNessuna valutazione finora
- Bhabani P.Mohanty Fluid Engineering DevelopmentDocumento1 paginaBhabani P.Mohanty Fluid Engineering DevelopmentsolidwormNessuna valutazione finora
- 5Documento7 pagine5solidwormNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Essentials of Turbo Machinery in CFD: Ideen SadrehaghighiDocumento9 pagineEssentials of Turbo Machinery in CFD: Ideen SadrehaghighisolidwormNessuna valutazione finora
- Personal Computer) : Includes: Drop Box, The Cloud, and Any Other Site Off of Your Personal Computer)Documento6 paginePersonal Computer) : Includes: Drop Box, The Cloud, and Any Other Site Off of Your Personal Computer)IAmDanaNessuna valutazione finora
- VibrationDocumento2 pagineVibrationsolidwormNessuna valutazione finora
- Test loop configurationsDocumento1 paginaTest loop configurationssolidwormNessuna valutazione finora
- Near Net ShapeDocumento30 pagineNear Net ShapesolidwormNessuna valutazione finora
- General Requirements:: 1062 16 Pump TestingDocumento1 paginaGeneral Requirements:: 1062 16 Pump TestingsolidwormNessuna valutazione finora
- WrapupDocumento24 pagineWrapupsolidwormNessuna valutazione finora
- Alkyl HalideDocumento54 pagineAlkyl HalideNelvianaNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Instruction and Technical Manual for CentrifugesDocumento56 pagineInstruction and Technical Manual for CentrifugesDiana RaieNessuna valutazione finora
- Alpha ProfileDocumento2 pagineAlpha ProfileGovind SinghNessuna valutazione finora
- HP-PN4291A-5 - Dielectric Constant Measurement of Rough-Surfaced MaterialsDocumento4 pagineHP-PN4291A-5 - Dielectric Constant Measurement of Rough-Surfaced Materialssirjole7584Nessuna valutazione finora
- Flashing CalculationsDocumento8 pagineFlashing CalculationsjcmarabouNessuna valutazione finora
- 1010750-Steam Quality TestingDocumento11 pagine1010750-Steam Quality TestingHendra Hadriansyah100% (1)
- Lec 13Documento5 pagineLec 13Ghazy alshyalNessuna valutazione finora
- New Australian Curriculum Senior Secondary ChemistryDocumento44 pagineNew Australian Curriculum Senior Secondary Chemistryapi-252350138Nessuna valutazione finora
- Extract Organometallic Chemistry PDFDocumento10 pagineExtract Organometallic Chemistry PDFj pooranaNessuna valutazione finora
- ANSWER A. Diesel Cycle Has Lower Efficiency Than Otto CycleDocumento12 pagineANSWER A. Diesel Cycle Has Lower Efficiency Than Otto CycleParmeshwarPaulNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- 5468-Tank Cleaning ChecklistDocumento3 pagine5468-Tank Cleaning ChecklistMaaloul FakherNessuna valutazione finora
- Unit 1 - Construction Materials - WWW - Rgpvnotes.inDocumento21 pagineUnit 1 - Construction Materials - WWW - Rgpvnotes.inmadhavi likharNessuna valutazione finora
- FlexEJ Brochure Elaflex 10 2011Documento41 pagineFlexEJ Brochure Elaflex 10 2011harlyganNessuna valutazione finora
- Is 10585 2002 PDFDocumento9 pagineIs 10585 2002 PDFmsreerajvarmaNessuna valutazione finora
- Advantages and disadvantages of mechanical fasteners and adhesive bondingDocumento6 pagineAdvantages and disadvantages of mechanical fasteners and adhesive bondingYankie Mike PaPa100% (1)
- Validation and Verification of Cleanning ProcessDocumento42 pagineValidation and Verification of Cleanning ProcessEva Pa'e ONessuna valutazione finora
- Sybron Endo Sealapex Root Canal SealerDocumento7 pagineSybron Endo Sealapex Root Canal Sealerenjoy enjoy enjoyNessuna valutazione finora
- Commiphora Myrrh A Phytochemical and Pharmacologic PDFDocumento17 pagineCommiphora Myrrh A Phytochemical and Pharmacologic PDFWaterfall ShapelessNessuna valutazione finora
- General Characteristics of Bacteria and MollicutesDocumento13 pagineGeneral Characteristics of Bacteria and MollicutesPrincess Mehra0% (1)
- Water WastewaterDocumento20 pagineWater WastewaterterryjoseeNessuna valutazione finora
- As 2278.1-2008 Aerosol Containers Metal Aerosol Dispensers of Capacity 50 ML To 1000 ML InclusiveDocumento7 pagineAs 2278.1-2008 Aerosol Containers Metal Aerosol Dispensers of Capacity 50 ML To 1000 ML InclusiveSAI Global - APAC50% (2)
- Selective MediaDocumento10 pagineSelective Mediaprincess_likemist4Nessuna valutazione finora
- Constant HeadDocumento14 pagineConstant HeadfujiNessuna valutazione finora
- Method Statement FOR Waste Polymer Slurry Disposal: PT Bauer Pratama IndonesiaDocumento4 pagineMethod Statement FOR Waste Polymer Slurry Disposal: PT Bauer Pratama IndonesiaFendi Rang TigorNessuna valutazione finora
- Water Quality WSO Student Workbook Water Supply OperationsDocumento69 pagineWater Quality WSO Student Workbook Water Supply OperationsdikeNessuna valutazione finora
- BOF1Documento3 pagineBOF1Skartini DayNessuna valutazione finora
- Aldehyde, Ketones and Carboxylic AcidDocumento18 pagineAldehyde, Ketones and Carboxylic AcidPRADEEP CNessuna valutazione finora
- Thermogravimetric Analysis (TGA) Methodology of Calculating TheDocumento15 pagineThermogravimetric Analysis (TGA) Methodology of Calculating TheHamed HamidpourNessuna valutazione finora
- ME6008 WELDING TECHNOLOGY Part B IQDocumento1 paginaME6008 WELDING TECHNOLOGY Part B IQVikram mNessuna valutazione finora
- VOMGE Press Tool Design Course OverviewDocumento11 pagineVOMGE Press Tool Design Course OverviewjanakNessuna valutazione finora
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesDa EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesValutazione: 5 su 5 stelle5/5 (1)
- Guidelines for Auditing Process Safety Management SystemsDa EverandGuidelines for Auditing Process Safety Management SystemsNessuna valutazione finora
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Introduction to Petroleum Process SafetyDa EverandIntroduction to Petroleum Process SafetyValutazione: 3 su 5 stelle3/5 (2)
- Safety Fundamentals and Best Practices in Construction IndustryDa EverandSafety Fundamentals and Best Practices in Construction IndustryNessuna valutazione finora
- Incidents That Define Process SafetyDa EverandIncidents That Define Process SafetyNessuna valutazione finora
- Guidelines for Implementing Process Safety ManagementDa EverandGuidelines for Implementing Process Safety ManagementNessuna valutazione finora
- The Cyanide Canary: A True Story of InjusticeDa EverandThe Cyanide Canary: A True Story of InjusticeValutazione: 4 su 5 stelle4/5 (51)