Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Interpretations ASME B31.3Documento338 pagineInterpretations ASME B31.3Claudenir AlvesNessuna valutazione finora
- Product Design With PlasticsDocumento256 pagineProduct Design With PlasticsBhuban Limbu100% (3)
- A167Documento2 pagineA167Claudenir AlvesNessuna valutazione finora
- 9.Ms-METHOD STATEMENT FOR TILING, SKIRTING, TOILET DADO & KITCHEN PLATFORM WORKDocumento15 pagine9.Ms-METHOD STATEMENT FOR TILING, SKIRTING, TOILET DADO & KITCHEN PLATFORM WORKShenbagaraja Pandian100% (2)
- JXN ITR-A Piping PDFDocumento21 pagineJXN ITR-A Piping PDFAmyNessuna valutazione finora
- Go Back To Wilson Supply Gas - Welding Supplies Page: AWS Class Polarity DescriptionDocumento2 pagineGo Back To Wilson Supply Gas - Welding Supplies Page: AWS Class Polarity DescriptionmohamedabubackerNessuna valutazione finora
- Pressure Loss / Source Pressure Calculator - For Fighting System PipesDocumento4 paginePressure Loss / Source Pressure Calculator - For Fighting System PipesRn KisNessuna valutazione finora
- Two Way Slab Design With VBADocumento6 pagineTwo Way Slab Design With VBAprabin gautamNessuna valutazione finora
- Effect of Elemental Sulfur On Pitting Corrosion of SteelsDocumento8 pagineEffect of Elemental Sulfur On Pitting Corrosion of SteelsGovindan KrishnamoorthybashyamNessuna valutazione finora
- Interpretations ASME B16.47-1996Documento3 pagineInterpretations ASME B16.47-1996Claudenir AlvesNessuna valutazione finora
- Interpretations ASME B16.34-1998Documento21 pagineInterpretations ASME B16.34-1998Claudenir AlvesNessuna valutazione finora
- Interpretations ASME 16.9-1992Documento13 pagineInterpretations ASME 16.9-1992Claudenir AlvesNessuna valutazione finora
- A176Documento2 pagineA176Claudenir AlvesNessuna valutazione finora
- PC2S930YPFS - Installation Instruction EnglishDocumento1 paginaPC2S930YPFS - Installation Instruction EnglishSonaina KhanNessuna valutazione finora
- Paving Blocks ThesisDocumento8 paginePaving Blocks Thesismariaparkslasvegas100% (2)
- KV Tripple Eccentric Butterfly Valve-LinDocumento12 pagineKV Tripple Eccentric Butterfly Valve-LinWelma JohnsonNessuna valutazione finora
- F FD 40 - Guidelines - Design Construction Dairy Process EquipmentDocumento26 pagineF FD 40 - Guidelines - Design Construction Dairy Process EquipmentXavierNessuna valutazione finora
- Operation Sequencing For Sheet Metal Parts: A DissertationDocumento135 pagineOperation Sequencing For Sheet Metal Parts: A DissertationShashank BuchasiaNessuna valutazione finora
- Aquapel PDFDocumento1 paginaAquapel PDFKS LeeNessuna valutazione finora
- Chemical Bolt Technical DataDocumento5 pagineChemical Bolt Technical DatahuasNessuna valutazione finora
- D PPT 1Documento9 pagineD PPT 1Pavan PavanNessuna valutazione finora
- Price List: Revision - BDocumento16 paginePrice List: Revision - Banilrawat1987Nessuna valutazione finora
- Schiavi Enc Met Page088Documento1 paginaSchiavi Enc Met Page088Adel AdelNessuna valutazione finora
- 1 Feed SystemDocumento32 pagine1 Feed SystemKumarMeiGandanNessuna valutazione finora
- PTFE Teflon Xjyya PDFDocumento1 paginaPTFE Teflon Xjyya PDFmemorystar0Nessuna valutazione finora
- Concrete Steel Tube.Documento26 pagineConcrete Steel Tube.k.naveenNessuna valutazione finora
- Ips Anomaly Inspection Report: X1 Y1 X2 Y2Documento2 pagineIps Anomaly Inspection Report: X1 Y1 X2 Y2Deepak YadavNessuna valutazione finora
- WN SA-105 B16 5 TT Rev0Documento2 pagineWN SA-105 B16 5 TT Rev0Aço SalgueiroNessuna valutazione finora
- NYC DOB Fire Escape Guidelines Per MDL (1 RCNY 15-10)Documento12 pagineNYC DOB Fire Escape Guidelines Per MDL (1 RCNY 15-10)John DoeNessuna valutazione finora
- Flexible Pavements PDF - UK PDFDocumento10 pagineFlexible Pavements PDF - UK PDFShua ChuahNessuna valutazione finora
- Division 22 - Plumbing Section 22 13 16 - Sanitary Waste and Vent PipingDocumento8 pagineDivision 22 - Plumbing Section 22 13 16 - Sanitary Waste and Vent PipingAlexander MasongsongNessuna valutazione finora
- PH Series 1Documento12 paginePH Series 1Adam WijatmikoNessuna valutazione finora
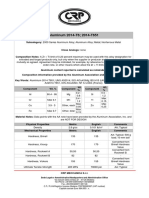
- Aluminium 2014 t6 2014 t651 PDFDocumento3 pagineAluminium 2014 t6 2014 t651 PDFAbhishek AnandNessuna valutazione finora
- Tabla Fitting DircalcDocumento6 pagineTabla Fitting Dircalcyoye1968Nessuna valutazione finora
- Ryton PPS Design GuideDocumento24 pagineRyton PPS Design GuideAnonymous l2sT4aENessuna valutazione finora
- Technical Specifiction SummaryDocumento22 pagineTechnical Specifiction SummaryAbhirup PalNessuna valutazione finora