Potrebbero piacerti anche
- PB Super 1800-2 en 1211Documento28 paginePB Super 1800-2 en 1211Catalin Laurentiu100% (2)
- TD610V Manual PDFDocumento184 pagineTD610V Manual PDFrburtonshaw100% (7)
- SM Pc300,350, Lc6Documento788 pagineSM Pc300,350, Lc6Jorge Zamora83% (12)
- 1300 Edi Full Aug 2006 First Part (Shrunk+)Documento84 pagine1300 Edi Full Aug 2006 First Part (Shrunk+)Gustavo Vargas100% (24)
- Annexes CS Beet Sugar Factory Final Report PDFDocumento136 pagineAnnexes CS Beet Sugar Factory Final Report PDFMohamed Osama RagaaNessuna valutazione finora
- ISO 11462 1 2004 Guidelines For Implementation of Statistical Process Control SPC Elements of SPCDocumento8 pagineISO 11462 1 2004 Guidelines For Implementation of Statistical Process Control SPC Elements of SPCHernan BenitezNessuna valutazione finora
- M.atelier Model NC 1996 - Mfi Diagnostic (7.4gi Gsi 8.2gsi) - GM - Pages.1 20Documento20 pagineM.atelier Model NC 1996 - Mfi Diagnostic (7.4gi Gsi 8.2gsi) - GM - Pages.1 20MichałNessuna valutazione finora
- 1845 Case Uni - PartsDocumento50 pagine1845 Case Uni - PartsJoseGarza100% (3)
- (ASTM D29111) Standard Specification For Dimensions and Tolreances For Plastic BottlesDocumento16 pagine(ASTM D29111) Standard Specification For Dimensions and Tolreances For Plastic BottlesAndres Braña50% (2)
- ASTM D86-11a (Metodo de Prueba Estandar para Destilación de Productos Del Petroleo A Presión Atmosferica)Documento27 pagineASTM D86-11a (Metodo de Prueba Estandar para Destilación de Productos Del Petroleo A Presión Atmosferica)Anonymous gBMz178Nessuna valutazione finora
- ASTM D3700-14 MuestreoDocumento11 pagineASTM D3700-14 MuestreomarcosNessuna valutazione finora
- (Thiol Mercaptan) Sulfur in Gasoline, Kerosine, Aviation Turbine, and Distillate Fuels (Potentiometric Method)Documento8 pagine(Thiol Mercaptan) Sulfur in Gasoline, Kerosine, Aviation Turbine, and Distillate Fuels (Potentiometric Method)Dennise ChicaizaNessuna valutazione finora
- Astm D 91 - 02Documento3 pagineAstm D 91 - 02Edwin RamirezNessuna valutazione finora
- ASTM D1067 Acidez o Alcalinidad de AguaDocumento8 pagineASTM D1067 Acidez o Alcalinidad de AguafamturboNessuna valutazione finora
- API Standard 521 New Alternative Method To Evaluate Fire Relief For Pressure Relief Device Sizing and Depressuring System Design 2014 Journal of Loss PDFDocumento11 pagineAPI Standard 521 New Alternative Method To Evaluate Fire Relief For Pressure Relief Device Sizing and Depressuring System Design 2014 Journal of Loss PDFminhy100% (1)
- BOMBA TAPERED HB 3 - Presentation - Harris - Pumping Flumping WellsDocumento22 pagineBOMBA TAPERED HB 3 - Presentation - Harris - Pumping Flumping WellsrolandoNessuna valutazione finora
- Calibrating Piston PippetesDocumento7 pagineCalibrating Piston PippetesluigimasterNessuna valutazione finora
- Astm D7061-12Documento7 pagineAstm D7061-12Ricardo Dorado DominguezNessuna valutazione finora
- D 3465 - 00 Monomero Por CGDocumento3 pagineD 3465 - 00 Monomero Por CGsbiasotoNessuna valutazione finora
- Design, Safety and Operability Performances of 220 MWe, 540 MWe & 700 MWe PHWRs in IndiaDocumento127 pagineDesign, Safety and Operability Performances of 220 MWe, 540 MWe & 700 MWe PHWRs in IndiaLuptonga100% (2)
- DOOSAN DP158 - DP180 - DP222 (P Grupos Electrogenos Pero Similar A P222) PDFDocumento160 pagineDOOSAN DP158 - DP180 - DP222 (P Grupos Electrogenos Pero Similar A P222) PDFLucas MaldonadoNessuna valutazione finora
- Water Using Volumetric Karl Fischer Titration: Standard Test Method ForDocumento10 pagineWater Using Volumetric Karl Fischer Titration: Standard Test Method ForSergeyVorobyovNessuna valutazione finora
- Astm E682-92 R00 PDFDocumento8 pagineAstm E682-92 R00 PDFJORGE ARTURO TORIBIO HUERTANessuna valutazione finora
- DNV-OS-C503 Concrete LNG Terminal Structures and Containment SystemsDocumento57 pagineDNV-OS-C503 Concrete LNG Terminal Structures and Containment Systemsigor774100% (1)
- Astm D664Documento20 pagineAstm D664HalanEnNessuna valutazione finora
- Refinery Overview ModificationDocumento108 pagineRefinery Overview ModificationChakravarthy BharathNessuna valutazione finora
- USP Chapter 788 Particulate Matter in InjectionDocumento4 pagineUSP Chapter 788 Particulate Matter in InjectionQC MahakamNessuna valutazione finora
- Depentanization of Gasoline and Naphthas: Standard Test Method ForDocumento3 pagineDepentanization of Gasoline and Naphthas: Standard Test Method ForMin KhantNessuna valutazione finora
- ASTM D4929-Organic ChlorideDocumento16 pagineASTM D4929-Organic Chlorideismaegsrj.gwta2Nessuna valutazione finora
- D156 PDFDocumento5 pagineD156 PDFJuan Diego ArizabalNessuna valutazione finora
- D1159Documento9 pagineD1159rpajaro75Nessuna valutazione finora
- Astm D6560-17Documento6 pagineAstm D6560-17Angel MurilloNessuna valutazione finora
- Astm d1319 2003 PDFDocumento10 pagineAstm d1319 2003 PDFJeffreyCheleNessuna valutazione finora
- Biobor JF PdsDocumento19 pagineBiobor JF PdsHozifa Krar100% (1)
- Astm D 6299 02 PDFDocumento22 pagineAstm D 6299 02 PDFgaluh wahyu putriNessuna valutazione finora
- Gas Chromatograph Based On-line/At-line Analysis For Sulfur Content of Gaseous FuelsDocumento6 pagineGas Chromatograph Based On-line/At-line Analysis For Sulfur Content of Gaseous FuelsDIAZCORDOBA100% (1)
- Astm D 4052Documento8 pagineAstm D 4052UmarFida0% (1)
- Astm D4810-06 2011Documento3 pagineAstm D4810-06 2011Quoc HoangNessuna valutazione finora
- E 1405 - 98 R99 - Rte0mdutotDocumento3 pagineE 1405 - 98 R99 - Rte0mdutotdelta lab sangliNessuna valutazione finora
- Astm D5600Documento4 pagineAstm D5600Abu WildanNessuna valutazione finora
- Astm D7224-18Documento15 pagineAstm D7224-18Vu HungNessuna valutazione finora
- Manual Piston Cylinder Sampling For Volatile Crude Oils, Condensates, and Liquid Petroleum ProductsDocumento14 pagineManual Piston Cylinder Sampling For Volatile Crude Oils, Condensates, and Liquid Petroleum ProductsjiandapaNessuna valutazione finora
- Residues in Liquefied Petroleum (LP) Gases: Standard Test Method ForDocumento6 pagineResidues in Liquefied Petroleum (LP) Gases: Standard Test Method ForLucía MontalvoNessuna valutazione finora
- D974 39194Documento7 pagineD974 39194Angela MoraNessuna valutazione finora
- Anton Paar ProveTec PDFDocumento24 pagineAnton Paar ProveTec PDFisaacpintoNessuna valutazione finora
- Astm D 524 Carbon ContentDocumento2 pagineAstm D 524 Carbon ContentAhsan AliNessuna valutazione finora
- Astm D1218Documento7 pagineAstm D1218sawitri diah ayu komala100% (1)
- Astm D1208 - 1 (En)Documento3 pagineAstm D1208 - 1 (En)rezokaNessuna valutazione finora
- ASTM D 6941 - 03Documento4 pagineASTM D 6941 - 03Jordan RiveraNessuna valutazione finora
- Middle Distillate Fuel Storage Stability at 43 °C (110 °F) : Standard Test Method ForDocumento6 pagineMiddle Distillate Fuel Storage Stability at 43 °C (110 °F) : Standard Test Method ForFlavia AliceNessuna valutazione finora
- Determination of Pack-Set Index of Portland Cement: Standard Test Method ForDocumento5 pagineDetermination of Pack-Set Index of Portland Cement: Standard Test Method ForINARQ1979Nessuna valutazione finora
- Volatile Matter (Moisture) of Wet Blue by Oven Drying: Standard Test Method ForDocumento2 pagineVolatile Matter (Moisture) of Wet Blue by Oven Drying: Standard Test Method Formohammed karasnehNessuna valutazione finora
- Non-Destructive Testing (NDT) For Determining The Integrity of Seams Used in Joining Flexible Polymeric Sheet GeomembranesDocumento2 pagineNon-Destructive Testing (NDT) For Determining The Integrity of Seams Used in Joining Flexible Polymeric Sheet GeomembranesLeudy UtriaNessuna valutazione finora
- D6186Documento5 pagineD6186rimi7alNessuna valutazione finora
- C560Documento8 pagineC560guadalupegomezperezNessuna valutazione finora
- Astm D5463Documento5 pagineAstm D5463ponnusjNessuna valutazione finora
- Relative Initial and Final Melting Points and The Melting Range of Organic ChemicalsDocumento4 pagineRelative Initial and Final Melting Points and The Melting Range of Organic ChemicalsRaviNessuna valutazione finora
- 0133 14Documento7 pagine0133 14Biblioteca Leo FalicovNessuna valutazione finora
- ASTM D5191 - Jtvo9242Documento5 pagineASTM D5191 - Jtvo9242Nayth Andres GalazNessuna valutazione finora
- Chlorine in Aromatics by Monochromatic Wavelength Dispersive X-Ray Fluorescence SpectrometryDocumento7 pagineChlorine in Aromatics by Monochromatic Wavelength Dispersive X-Ray Fluorescence SpectrometryAlberto PavanNessuna valutazione finora
- Astm D88Documento9 pagineAstm D88Damián LP100% (2)
- ASTM-D974 - No. de Acido Por ColorDocumento7 pagineASTM-D974 - No. de Acido Por ColorIvan Pulido100% (2)
- Astm D 4176Documento2 pagineAstm D 4176Bakti PrasetyoNessuna valutazione finora
- Astm D2386Documento5 pagineAstm D2386sawitri diah ayu komalaNessuna valutazione finora
- D7220-06 MEDXRF Sulfur AutomotiveDocumento6 pagineD7220-06 MEDXRF Sulfur AutomotiveVladimir KrzalicNessuna valutazione finora
- Astm 1094 PDFDocumento3 pagineAstm 1094 PDFwagnerNessuna valutazione finora
- D2232 - 14 Test Method For Evaporation Residue of Naphthalene PDFDocumento3 pagineD2232 - 14 Test Method For Evaporation Residue of Naphthalene PDFJacques BlueqNessuna valutazione finora
- D 3241-14a Thermal Oxidation Stability of Aviation Turbine Fuels1Documento21 pagineD 3241-14a Thermal Oxidation Stability of Aviation Turbine Fuels1Ruben Perez Ayo100% (1)
- ASTM D3241 02ae1Documento13 pagineASTM D3241 02ae1Antony Bruno GenewinNessuna valutazione finora
- D 1078 - 01 Rdewnzgtukve PDFDocumento10 pagineD 1078 - 01 Rdewnzgtukve PDFmiguel perezNessuna valutazione finora
- Measurement of Thermal Stability of Aviation Turbine Fuels Under Turbulent Flow Conditions (Hirets Method)Documento11 pagineMeasurement of Thermal Stability of Aviation Turbine Fuels Under Turbulent Flow Conditions (Hirets Method)MohanadNessuna valutazione finora
- D 3895 - 02 OitDocumento8 pagineD 3895 - 02 Oitגבריאל קליןNessuna valutazione finora
- D 7345Documento15 pagineD 7345Asep TheaNessuna valutazione finora
- O6125 Operator's ManualDocumento35 pagineO6125 Operator's ManualNilsNessuna valutazione finora
- Power Cell Generator Technical Data 62.5 KVA PDFDocumento2 paginePower Cell Generator Technical Data 62.5 KVA PDFMousum KabirNessuna valutazione finora
- 154 Power Pack123Documento26 pagine154 Power Pack123aNessuna valutazione finora
- Mother Earth Alcohol Fuel: Chapter 7 - Still DesignsDocumento12 pagineMother Earth Alcohol Fuel: Chapter 7 - Still DesignsoneshashpleaseNessuna valutazione finora
- Mobil DTE 800 Series: Maximum Protection and Performance For Gas and Steam TurbinesDocumento2 pagineMobil DTE 800 Series: Maximum Protection and Performance For Gas and Steam TurbinesPeter_Phee_341Nessuna valutazione finora
- LIT Sullair OFD1550 Tier 4 Final Brochure - PAP1550OFDT4F202102-7 - ENDocumento4 pagineLIT Sullair OFD1550 Tier 4 Final Brochure - PAP1550OFDT4F202102-7 - ENbajabusinessNessuna valutazione finora
- Effects of Key Feed Properties On FCC Unit Performance PDFDocumento10 pagineEffects of Key Feed Properties On FCC Unit Performance PDFAdityaNessuna valutazione finora
- ABS SVR - Part4 - 2006Documento748 pagineABS SVR - Part4 - 2006kman548Nessuna valutazione finora
- Engine Oil Pressure PDFDocumento2 pagineEngine Oil Pressure PDFcarlos angelNessuna valutazione finora
- HA394 Engine - Specification Sheet - Rev01 1Documento1 paginaHA394 Engine - Specification Sheet - Rev01 1ValekarNessuna valutazione finora
- LNG TransferDocumento8 pagineLNG TransferKong LingweiNessuna valutazione finora
- SNG From Pet CokeDocumento6 pagineSNG From Pet CokeSarath Jose KNessuna valutazione finora
- ForkLift MitsubishiDocumento4 pagineForkLift MitsubishiHector Aguilar CorderoNessuna valutazione finora
- CV PelautDocumento3 pagineCV Pelautsofa vereniaNessuna valutazione finora
- Hydraulic Pump - Wikipedia, The Free EncyclopediaDocumento5 pagineHydraulic Pump - Wikipedia, The Free EncyclopediaAakash ChatakeNessuna valutazione finora
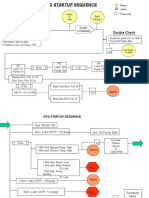
- Start Permissive: Double CheckDocumento7 pagineStart Permissive: Double CheckPrem SagarNessuna valutazione finora
- HFO Brochure - Low Res - 2 Page ViewDocumento7 pagineHFO Brochure - Low Res - 2 Page Viewthomas1313100% (1)