Potrebbero piacerti anche
- Distance Between Weld To WeldDocumento1 paginaDistance Between Weld To WeldSampath KumarNessuna valutazione finora
- Sampath Kumar: From: Sent: To: CC: SubjectDocumento12 pagineSampath Kumar: From: Sent: To: CC: SubjectSampath KumarNessuna valutazione finora
- API 510 PC 05mar05 Summmary of NDT Asme Viii 1Documento1 paginaAPI 510 PC 05mar05 Summmary of NDT Asme Viii 1Sampath KumarNessuna valutazione finora
- Pressure Vessel Head Shapes - Piping DesignerDocumento3 paginePressure Vessel Head Shapes - Piping DesignerSampath KumarNessuna valutazione finora
- Heat Treatment Cracking)Documento132 pagineHeat Treatment Cracking)Usman LiaqatNessuna valutazione finora
- Cswip3.1 Part2Documento140 pagineCswip3.1 Part2Sampath KumarNessuna valutazione finora
- Icp Fee Structure Effective January 2014: Initial Certification API Member Price Non Member PriceDocumento2 pagineIcp Fee Structure Effective January 2014: Initial Certification API Member Price Non Member PriceSampath KumarNessuna valutazione finora
- Cswip Part 1Documento140 pagineCswip Part 1Sampath KumarNessuna valutazione finora
- Wide Flange Beam SpecificationDocumento3 pagineWide Flange Beam SpecificationSampath KumarNessuna valutazione finora
- Structural Steel W Flange Section Properties Moment of Inertia, Steel Beam Size, Cross Section Area - Engineers EdgeDocumento2 pagineStructural Steel W Flange Section Properties Moment of Inertia, Steel Beam Size, Cross Section Area - Engineers EdgeSampath Kumar50% (2)
- API vs. ASME/ANSI Flanges: Pressure Class RatingDocumento1 paginaAPI vs. ASME/ANSI Flanges: Pressure Class RatingSampath KumarNessuna valutazione finora
- A StandardsDocumento5 pagineA StandardsSampath KumarNessuna valutazione finora
- Typical Material Specifications For Major Component PartsDocumento9 pagineTypical Material Specifications For Major Component PartsSampath KumarNessuna valutazione finora
- Equivalent SpecDocumento1 paginaEquivalent SpecSampath KumarNessuna valutazione finora
- API-570 Piping Inspector Certification Program: Publications For ICP CERTIFICATION EXAMS May Be Ordered Through IHSDocumento15 pagineAPI-570 Piping Inspector Certification Program: Publications For ICP CERTIFICATION EXAMS May Be Ordered Through IHSSampath KumarNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Secondary Storage DevicesDocumento34 pagineSecondary Storage DevicesPiyushE63Nessuna valutazione finora
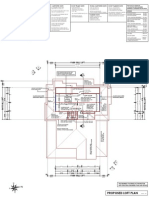
- LoftplanDocumento1 paginaLoftplanapi-228799117Nessuna valutazione finora
- Teodoriu 2010Documento13 pagineTeodoriu 2010JhormanNessuna valutazione finora
- Lean Thinking Redefines O&M PracticesDocumento10 pagineLean Thinking Redefines O&M PracticesAsel Juárez ViteNessuna valutazione finora
- Fifth Wheel, Design and FunctionDocumento17 pagineFifth Wheel, Design and FunctionRobert Orosco B.Nessuna valutazione finora
- Fundamentals of Rock MechanicsDocumento4 pagineFundamentals of Rock Mechanicsmaomao_vt890% (1)
- Brock NarrowCorr (Sept 08)Documento44 pagineBrock NarrowCorr (Sept 08)betojulioNessuna valutazione finora
- How To Use Volatility - v2Documento65 pagineHow To Use Volatility - v2John SedoskiNessuna valutazione finora
- Fortranv 7Documento173 pagineFortranv 7mu4viewNessuna valutazione finora
- Bricks ComparisonDocumento13 pagineBricks ComparisonMd. Numan HossainNessuna valutazione finora
- FTB - Fire Alarm Boq Take Off - 10-08-2022Documento4 pagineFTB - Fire Alarm Boq Take Off - 10-08-2022Thai ChheanghourtNessuna valutazione finora
- Hydrogen Safety NFPADocumento22 pagineHydrogen Safety NFPArome_n21100% (1)
- Gopakumar 2002Documento9 pagineGopakumar 2002mihaela_myky14Nessuna valutazione finora
- This Worksheet Is Due by The Deadline Posted On Blackboard. This Is An Individual SubmissionDocumento2 pagineThis Worksheet Is Due by The Deadline Posted On Blackboard. This Is An Individual SubmissionAhsan AliNessuna valutazione finora
- Flashcarder Project ProposalDocumento2 pagineFlashcarder Project ProposalrydeNessuna valutazione finora
- Mov BiffiDocumento177 pagineMov BiffiSKNessuna valutazione finora
- Case Study - RESCOMDocumento43 pagineCase Study - RESCOMMahima PriyadarshiniNessuna valutazione finora
- Omfb MTC 11.12.23Documento2 pagineOmfb MTC 11.12.23obviousplatinum2Nessuna valutazione finora
- Precio Por Escala Dosyu Efectiva HasDocumento4 paginePrecio Por Escala Dosyu Efectiva HasAliss SanchezNessuna valutazione finora
- Gear Mechanism Used in Wrist WatchesDocumento5 pagineGear Mechanism Used in Wrist WatchesRaja Rv0% (1)
- Single Head Nest Detail: Turbonest F644-12Mm-S355-04Documento5 pagineSingle Head Nest Detail: Turbonest F644-12Mm-S355-04Vv ZzNessuna valutazione finora
- EZstrip O&M Manual PDFDocumento60 pagineEZstrip O&M Manual PDFJesus S. QuijadaNessuna valutazione finora
- Critical Care Systems Test Equipment For Repairs and PMS in The USA and CanadaDocumento6 pagineCritical Care Systems Test Equipment For Repairs and PMS in The USA and CanadaMedsystem atNessuna valutazione finora
- LCD TV: Service ManualDocumento74 pagineLCD TV: Service Manualismosch50% (2)
- Operating Systems: Credits: 4 Credits Course Coordinator: V.V.SubrahmanyamDocumento4 pagineOperating Systems: Credits: 4 Credits Course Coordinator: V.V.SubrahmanyamHarendra KumarNessuna valutazione finora
- IGS-NT Application Guide 05-2013 PDFDocumento104 pagineIGS-NT Application Guide 05-2013 PDFNikitaNessuna valutazione finora
- Worksheet # 7 - Free Body DiagramDocumento2 pagineWorksheet # 7 - Free Body DiagramyabalabahiyaNessuna valutazione finora
- Ford Everes PDFDocumento584 pagineFord Everes PDFTiến Hồ100% (6)
- Catalogo Escavadeira CAT 336Documento833 pagineCatalogo Escavadeira CAT 336Gledison MartinsNessuna valutazione finora
- Sika PDS - E - Sikagard - 705 LDocumento3 pagineSika PDS - E - Sikagard - 705 Llwin_oo2435Nessuna valutazione finora