Potrebbero piacerti anche
- PMHSA R&D Forum Dent Assessment Methods & Challenges: David Chittick/Millan Sen June 24, 2009Documento7 paginePMHSA R&D Forum Dent Assessment Methods & Challenges: David Chittick/Millan Sen June 24, 2009Hafizul Hisyam Maysih LuzifahNessuna valutazione finora
- C P & C I .: Cema B4, B5, C5, C6, D6 & E7 Class IdlersDocumento20 pagineC P & C I .: Cema B4, B5, C5, C6, D6 & E7 Class IdlersArdian20Nessuna valutazione finora
- Jis A5526 1994 PDFDocumento4 pagineJis A5526 1994 PDFTuanbk NguyenNessuna valutazione finora
- SSLD Stairways LowresDocumento44 pagineSSLD Stairways LowresboyNessuna valutazione finora
- Cu Ni CatalogDocumento48 pagineCu Ni CatalogbureqqNessuna valutazione finora
- 150# and 300# RF piping dimensions chartDocumento154 pagine150# and 300# RF piping dimensions charteduinNessuna valutazione finora
- Profile WEIGHT calculation: Q.ty (M) 규 격 total weight 품 명 unit weightDocumento55 pagineProfile WEIGHT calculation: Q.ty (M) 규 격 total weight 품 명 unit weightM Zahran KhairyNessuna valutazione finora
- Daftar Standard Di Elibrary RekindDocumento48 pagineDaftar Standard Di Elibrary RekindHamzah ZuhdiNessuna valutazione finora
- ISO Metric Screw Thread StandardsDocumento4 pagineISO Metric Screw Thread StandardsskluxNessuna valutazione finora
- PV Elite 2016Documento6 paginePV Elite 2016RizhwanNessuna valutazione finora
- Basic PV Elite TrainingDocumento54 pagineBasic PV Elite TrainingcayovinNessuna valutazione finora
- Brief Note PDFDocumento37 pagineBrief Note PDFMoeenNessuna valutazione finora
- CV - Omid KhodadadfarDocumento4 pagineCV - Omid KhodadadfarGurvir SinghNessuna valutazione finora
- Test Plan WorkshopDocumento24 pagineTest Plan WorkshopĐại NamNessuna valutazione finora
- 5 API RP 521 97 Pressure Relieving & Depressurizing GuidlineDocumento113 pagine5 API RP 521 97 Pressure Relieving & Depressurizing GuidlineSaDia AshrafNessuna valutazione finora
- Facilities On Offshore Installations: Guide For Building and ClassingDocumento209 pagineFacilities On Offshore Installations: Guide For Building and ClassingKarthick VenkatswamyNessuna valutazione finora
- Fixotec Technical CatalogueDocumento71 pagineFixotec Technical CatalogueSaqib AliNessuna valutazione finora
- CMMIDocumento4 pagineCMMIclinden5802Nessuna valutazione finora
- Free Documents As of Oct 5 - 2011Documento488 pagineFree Documents As of Oct 5 - 2011Shirish0% (1)
- DOCUMENT Sample Vessel CalculationsDocumento10 pagineDOCUMENT Sample Vessel CalculationsCristian Camilo Zapata PardoNessuna valutazione finora
- Pipe Steel BookDocumento449 paginePipe Steel BookAlonzo MedinaNessuna valutazione finora
- Cerro Verde Aggregate Pavement Base SpecificationDocumento12 pagineCerro Verde Aggregate Pavement Base SpecificationJohnny vargas suclupeNessuna valutazione finora
- Sample UDS DocumentDocumento14 pagineSample UDS Documentnilesh_raykarNessuna valutazione finora
- MMT06201 Engineering ManagementDocumento40 pagineMMT06201 Engineering ManagementbarakaNessuna valutazione finora
- Best ISO Quality Management Systems in DFW TexasDocumento5 pagineBest ISO Quality Management Systems in DFW TexasSystematic QMSNessuna valutazione finora
- Manual Ankeri Dywidag Geotechnical Product RangeDocumento60 pagineManual Ankeri Dywidag Geotechnical Product RangeMiodrag HrenekNessuna valutazione finora
- CV SALAH JALLALI - English - Rev.01Documento8 pagineCV SALAH JALLALI - English - Rev.01salahjallaliNessuna valutazione finora
- Aisc Member Dimensions and Properties ViewerDocumento3 pagineAisc Member Dimensions and Properties Viewer3ces0% (1)
- 2022.02-Chemical Corrosion Guide-FinalDocumento52 pagine2022.02-Chemical Corrosion Guide-FinalEdward Alejandro Avendaño BeltranNessuna valutazione finora
- What is ASTM C1729 standardDocumento2 pagineWhat is ASTM C1729 standardLữ Hành ShutoNessuna valutazione finora
- Skills: Civil Engineer July 2012-PresentDocumento2 pagineSkills: Civil Engineer July 2012-Presentnirankush rathoreNessuna valutazione finora
- TRNA Mail Express InstructionsDocumento10 pagineTRNA Mail Express InstructionsRodrigo ArcilaNessuna valutazione finora
- ASME 2007 BPVC X Fiber-Reinforced Plastic Pressure VesselsDocumento248 pagineASME 2007 BPVC X Fiber-Reinforced Plastic Pressure VesselsNelson Alejandro Fernández NúñezNessuna valutazione finora
- SteelBook UpdateDocumento450 pagineSteelBook UpdateJorge Varela100% (1)
- Autodesk 3D Design Software Suite FeaturesDocumento14 pagineAutodesk 3D Design Software Suite Featuressplaw9484Nessuna valutazione finora
- PDFDocumento7 paginePDFDaniel Pinillos0% (1)
- API 2H Grade 50 Steel Plate SpecificationDocumento3 pagineAPI 2H Grade 50 Steel Plate SpecificationJym GensonNessuna valutazione finora
- Steel Structure Fabrication Work: Inspection and Test Plan (Itp)Documento6 pagineSteel Structure Fabrication Work: Inspection and Test Plan (Itp)Togar Richard SihotangNessuna valutazione finora
- Codeware Interface 2018 Installation GuideDocumento20 pagineCodeware Interface 2018 Installation GuideRaul GonzaloNessuna valutazione finora
- Slurry Settling Velocity According JRIDocumento8 pagineSlurry Settling Velocity According JRIChristopher LloydNessuna valutazione finora
- Pressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerDocumento1 paginaPressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerValli RajuNessuna valutazione finora
- KASTO 206 (인장 및 압축 시험기) PDFDocumento28 pagineKASTO 206 (인장 및 압축 시험기) PDFTJNessuna valutazione finora
- Anchor Rods: ManufacturingDocumento22 pagineAnchor Rods: Manufacturingjacopap100% (1)
- BS 534 1990Documento27 pagineBS 534 1990Upendranath BhupalNessuna valutazione finora
- 16542Documento7 pagine16542Cnc CamNessuna valutazione finora
- Index: 3-A Sanitary Standards, 3-A Accepted Practices, E-3-A Sanitary Standards, & P3-A Sanitary StandardsDocumento4 pagineIndex: 3-A Sanitary Standards, 3-A Accepted Practices, E-3-A Sanitary Standards, & P3-A Sanitary StandardsCHRISTIAN ZAVALANessuna valutazione finora
- RP 32-6 Inspection and Testing of In-Service InstrumentationDocumento29 pagineRP 32-6 Inspection and Testing of In-Service InstrumentationMohd KhairulNessuna valutazione finora
- Car Washer CatalogueDocumento24 pagineCar Washer Cataloguesra electricalsNessuna valutazione finora
- Civil 2019 v22 Release NoteDocumento25 pagineCivil 2019 v22 Release NoteNilay GandhiNessuna valutazione finora
- Litewalk Steel GratingDocumento2 pagineLitewalk Steel GratingDr Bugs TanNessuna valutazione finora
- Sa 420Documento10 pagineSa 420Widya widyaNessuna valutazione finora
- PV QCDocumento1 paginaPV QCrameshqcNessuna valutazione finora
- SW Manage Getting Started Guide For 2018SP3Documento42 pagineSW Manage Getting Started Guide For 2018SP3rtnreddyNessuna valutazione finora
- Moment of Inertia API 650 PDFDocumento140 pagineMoment of Inertia API 650 PDFjithin.rjn4055Nessuna valutazione finora
- 5.4.2 Engineering Spec Pressure Vessel - NewDocumento52 pagine5.4.2 Engineering Spec Pressure Vessel - Newandrieysyah2525Nessuna valutazione finora
- (D-101) Pressure Vessels - Rev2 PDFDocumento30 pagine(D-101) Pressure Vessels - Rev2 PDFmihir_jha2Nessuna valutazione finora
- Pipe Stress Analysis Design BasisDocumento25 paginePipe Stress Analysis Design Basischandru683100% (3)
- Pip Vesin001 Design and Fabrication Specification For Pressure Vessel InternalsDocumento12 paginePip Vesin001 Design and Fabrication Specification For Pressure Vessel Internalsntrkulja@hotmail.comNessuna valutazione finora
- A-1-10-Specification For FRP Vessels and TanksDocumento17 pagineA-1-10-Specification For FRP Vessels and TanksbecemNessuna valutazione finora
- PVM2100 Specifying and Purchasing ProcedureDocumento11 paginePVM2100 Specifying and Purchasing ProcedureVicente Regulez FernandezNessuna valutazione finora
- Bolt Tension & Torque CalculationDocumento1 paginaBolt Tension & Torque CalculationhuangjlNessuna valutazione finora
- Heat TransferDocumento1 paginaHeat TransferhuangjlNessuna valutazione finora
- Vibration Analysis PDFDocumento6 pagineVibration Analysis PDFBipin RohitNessuna valutazione finora
- Bolt Torques For ASME B16.5 Flanges With Sheet Gaskets To ASME B16.21Documento30 pagineBolt Torques For ASME B16.5 Flanges With Sheet Gaskets To ASME B16.21huangjlNessuna valutazione finora
- Piping Design Maximun Flow Rate in Piping SystemDocumento1 paginaPiping Design Maximun Flow Rate in Piping SystemhuangjlNessuna valutazione finora
- Heat TransferDocumento1 paginaHeat TransferhuangjlNessuna valutazione finora
- Fuel Pump HP CalculationsDocumento8 pagineFuel Pump HP CalculationshuangjlNessuna valutazione finora
- Mayer Stark and Ambrose 2000 Fatigue Design Procedures PDFDocumento7 pagineMayer Stark and Ambrose 2000 Fatigue Design Procedures PDFMas Arman TewoNessuna valutazione finora
- 职场英语对话Documento21 pagine职场英语对话huangjlNessuna valutazione finora
- Volumes AndweightsDocumento2 pagineVolumes AndweightsmohdnazirNessuna valutazione finora
- Estimating TemplateDocumento16 pagineEstimating TemplatehuangjlNessuna valutazione finora
- NPSH CalculationDocumento1 paginaNPSH CalculationhuangjlNessuna valutazione finora
- GB5782 外形尺寸及重量表 六角头 -C级 GB5780Documento2 pagineGB5782 外形尺寸及重量表 六角头 -C级 GB5780huangjlNessuna valutazione finora
- Surge Tank Size and CostDocumento1 paginaSurge Tank Size and CosthuangjlNessuna valutazione finora
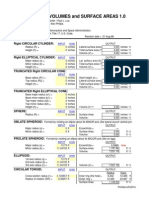
- Tank Volumes & Surf AreasDocumento4 pagineTank Volumes & Surf AreashuangjlNessuna valutazione finora
- Load CalcDocumento69 pagineLoad Calcmyusuf_engineerNessuna valutazione finora
- 03 Heat ExchangerDocumento17 pagine03 Heat ExchangerhuangjlNessuna valutazione finora
- Tank 2bDocumento1 paginaTank 2bMukeshSharmaNessuna valutazione finora
- PipeData Rev ADocumento5 paginePipeData Rev AhuangjlNessuna valutazione finora
- Load Capacity Crack Length CalculationDocumento28 pagineLoad Capacity Crack Length Calculationharikrishnanpd3327Nessuna valutazione finora
- Pump CalculationDocumento4 paginePump CalculationhuangjlNessuna valutazione finora
- SVS Well hydraulic calculations and drilling parametersDocumento1 paginaSVS Well hydraulic calculations and drilling parametershuangjlNessuna valutazione finora
- Fuel Pump HP CalculationsDocumento8 pagineFuel Pump HP CalculationshuangjlNessuna valutazione finora
- Induced Draft Cooling Tower PM Emissions SpreadsheetDocumento1 paginaInduced Draft Cooling Tower PM Emissions SpreadsheethuangjlNessuna valutazione finora
- RIG TableDocumento258 pagineRIG TablehuangjlNessuna valutazione finora
- insulation cal (绝热厚度计算)Documento4 pagineinsulation cal (绝热厚度计算)huangjlNessuna valutazione finora
- API 650 Tank Data Sheet SummaryDocumento3 pagineAPI 650 Tank Data Sheet SummaryhuangjlNessuna valutazione finora
- Tank VolDocumento4 pagineTank VolgrabettyNessuna valutazione finora
- Conical TankDocumento2 pagineConical TankhuangjlNessuna valutazione finora
- Tanks Hell Min ThicknessDocumento1 paginaTanks Hell Min ThicknesshuangjlNessuna valutazione finora
- Scaffoldless Tank Erection MethodDocumento20 pagineScaffoldless Tank Erection MethodPlok Caca piiii100% (5)
- Inspection Test Plan (ITP) For Structural Steel Fabrication: Sub - VendorDocumento11 pagineInspection Test Plan (ITP) For Structural Steel Fabrication: Sub - VendorsajeevanNessuna valutazione finora
- Elgacore DWA 55EDocumento2 pagineElgacore DWA 55Ecfyjdyu_684672809Nessuna valutazione finora
- AWS SENSE Welding Level 1 Program <40chDocumento5 pagineAWS SENSE Welding Level 1 Program <40chusto2014Nessuna valutazione finora
- Textile HistoryDocumento92 pagineTextile HistoryYasser Eid100% (5)
- Power Piping: ASME Code For Pressure Piping, 831Documento6 paginePower Piping: ASME Code For Pressure Piping, 831ammarashraf91Nessuna valutazione finora
- AISC Shop InspectionDocumento19 pagineAISC Shop InspectionkblaxtonNessuna valutazione finora
- Elkhart Products Corporation: Welding, Cutting, & BurningDocumento14 pagineElkhart Products Corporation: Welding, Cutting, & BurningVictor VieiraNessuna valutazione finora
- Sika Waterbar® V-15 SH: Product Data SheetDocumento3 pagineSika Waterbar® V-15 SH: Product Data Sheetihsan10082014ameliaNessuna valutazione finora
- Multimatic 200 MillerDocumento4 pagineMultimatic 200 MillerHugo Alfredo Ordóñez ChocanoNessuna valutazione finora
- Robot Simulation With RobcadDocumento42 pagineRobot Simulation With RobcadMaverick SatNessuna valutazione finora
- Revised Job Safety AnalysisDocumento11 pagineRevised Job Safety AnalysisTigor GurningNessuna valutazione finora
- Tapco Catalog 6th EditionDocumento108 pagineTapco Catalog 6th EditionchinhvuvanNessuna valutazione finora
- R RA AD Diia AT TO OR RS SDocumento4 pagineR RA AD Diia AT TO OR RS Slovac1Nessuna valutazione finora
- Aqua Therm PPR PipesDocumento63 pagineAqua Therm PPR Pipeskalmech2003Nessuna valutazione finora
- Weld Process Cheat SheetDocumento1 paginaWeld Process Cheat SheetZaheed ManooNessuna valutazione finora
- GEA Shell and Tube Heat Exchangers For The Oil and Gas IndustryDocumento10 pagineGEA Shell and Tube Heat Exchangers For The Oil and Gas IndustryMauricio Huerta JaraNessuna valutazione finora
- Weld RadiographsDocumento18 pagineWeld RadiographsSaleh Ettehadi100% (9)
- Method of StatementDocumento46 pagineMethod of StatementZack ThiemNessuna valutazione finora
- Ador WeldDocumento130 pagineAdor Weldjignesh sutariyaNessuna valutazione finora
- BWR Pressure Vessel Cladding Cracking InvestigationDocumento18 pagineBWR Pressure Vessel Cladding Cracking InvestigationAndres_Pastor1987Nessuna valutazione finora
- Ontario Bridge Steel Construction SpecificationDocumento20 pagineOntario Bridge Steel Construction Specificationumerfr2Nessuna valutazione finora
- 규격 모음 - 부분8Documento1 pagina규격 모음 - 부분8Jaeup YouNessuna valutazione finora
- Seiwa SFW 412 Operation Manual - R09Documento80 pagineSeiwa SFW 412 Operation Manual - R09Bernie Wire100% (1)
- Welding Key ConceptsDocumento3 pagineWelding Key ConceptsannamachaaryaNessuna valutazione finora
- Welders Hand BookDocumento23 pagineWelders Hand Booksamyqatar100% (2)
- Residual Stress Effect On Fatigue Strength of Non-Load-Carrying Cruciform Welded Joints of SM570Q Steel For Welded Structures PDFDocumento6 pagineResidual Stress Effect On Fatigue Strength of Non-Load-Carrying Cruciform Welded Joints of SM570Q Steel For Welded Structures PDFEmad A.AhmadNessuna valutazione finora
- A1033-10 (2015) Standard Practice For Quantitative Measurement and Reporting of Hypoeutectoid Carbon and Low-Alloy Steel Phase TransformationsDocumento14 pagineA1033-10 (2015) Standard Practice For Quantitative Measurement and Reporting of Hypoeutectoid Carbon and Low-Alloy Steel Phase Transformationstjt4779Nessuna valutazione finora
- Bbg201222en PDFDocumento449 pagineBbg201222en PDFMiguel FarahNessuna valutazione finora
- Welding Mesin ListDocumento14 pagineWelding Mesin ListMERAHNAGANessuna valutazione finora