Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Bolt Tension & Torque CalculationDocumento1 paginaBolt Tension & Torque CalculationhuangjlNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Heat TransferDocumento1 paginaHeat TransferhuangjlNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Vibration Analysis PDFDocumento6 pagineVibration Analysis PDFBipin RohitNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Bolt Torques For ASME B16.5 Flanges With Sheet Gaskets To ASME B16.21Documento30 pagineBolt Torques For ASME B16.5 Flanges With Sheet Gaskets To ASME B16.21huangjlNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Piping Design Maximun Flow Rate in Piping SystemDocumento1 paginaPiping Design Maximun Flow Rate in Piping SystemhuangjlNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Heat TransferDocumento1 paginaHeat TransferhuangjlNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Fuel Pump HP CalculationsDocumento8 pagineFuel Pump HP CalculationshuangjlNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Mayer Stark and Ambrose 2000 Fatigue Design Procedures PDFDocumento7 pagineMayer Stark and Ambrose 2000 Fatigue Design Procedures PDFMas Arman TewoNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- 职场英语对话Documento21 pagine职场英语对话huangjlNessuna valutazione finora
- Volumes AndweightsDocumento2 pagineVolumes AndweightsmohdnazirNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Estimating TemplateDocumento16 pagineEstimating TemplatehuangjlNessuna valutazione finora
- NPSH CalculationDocumento1 paginaNPSH CalculationhuangjlNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- GB5782 外形尺寸及重量表 六角头 -C级 GB5780Documento2 pagineGB5782 外形尺寸及重量表 六角头 -C级 GB5780huangjlNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Surge Tank Size and CostDocumento1 paginaSurge Tank Size and CosthuangjlNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
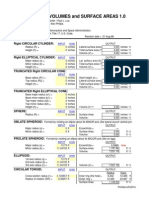
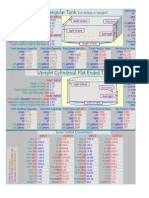
- Tank Volumes & Surf AreasDocumento4 pagineTank Volumes & Surf AreashuangjlNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Load CalcDocumento69 pagineLoad Calcmyusuf_engineerNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- 03 Heat ExchangerDocumento17 pagine03 Heat ExchangerhuangjlNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- Tank 2bDocumento1 paginaTank 2bMukeshSharmaNessuna valutazione finora
- PipeData Rev ADocumento5 paginePipeData Rev AhuangjlNessuna valutazione finora
- Load Capacity Crack Length CalculationDocumento28 pagineLoad Capacity Crack Length Calculationharikrishnanpd3327Nessuna valutazione finora
- Pump CalculationDocumento4 paginePump CalculationhuangjlNessuna valutazione finora
- SVS Well hydraulic calculations and drilling parametersDocumento1 paginaSVS Well hydraulic calculations and drilling parametershuangjlNessuna valutazione finora
- Fuel Pump HP CalculationsDocumento8 pagineFuel Pump HP CalculationshuangjlNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Induced Draft Cooling Tower PM Emissions SpreadsheetDocumento1 paginaInduced Draft Cooling Tower PM Emissions SpreadsheethuangjlNessuna valutazione finora
- RIG TableDocumento258 pagineRIG TablehuangjlNessuna valutazione finora
- insulation cal (绝热厚度计算)Documento4 pagineinsulation cal (绝热厚度计算)huangjlNessuna valutazione finora
- API 650 Tank Data Sheet SummaryDocumento3 pagineAPI 650 Tank Data Sheet SummaryhuangjlNessuna valutazione finora
- Tank VolDocumento4 pagineTank VolgrabettyNessuna valutazione finora
- Conical TankDocumento2 pagineConical TankhuangjlNessuna valutazione finora
- Tanks Hell Min ThicknessDocumento1 paginaTanks Hell Min ThicknesshuangjlNessuna valutazione finora
- Con PhilDocumento48 pagineCon PhilConica BurgosNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Vitiating Factors in ContractsDocumento20 pagineVitiating Factors in ContractsDiana Wangamati100% (6)
- BP - Electrical PermitDocumento2 pagineBP - Electrical PermitDwinix John CabañeroNessuna valutazione finora
- Civil Litigation MCQ FeedbackDocumento17 pagineCivil Litigation MCQ Feedbackbennyv1990Nessuna valutazione finora
- Religious Marriage in A Liberal State Gidi Sapir & Daniel StatmanDocumento26 pagineReligious Marriage in A Liberal State Gidi Sapir & Daniel StatmanR Hayim BakaNessuna valutazione finora
- Architecture FirmDocumento23 pagineArchitecture Firmdolar buhaNessuna valutazione finora
- EAR Policy KhedaDocumento40 pagineEAR Policy KhedaArvind SahaniNessuna valutazione finora
- Ngo Burca Vs RP DigestDocumento1 paginaNgo Burca Vs RP DigestIvy Paz100% (1)
- Marketing, Advertising and Product SafetyDocumento15 pagineMarketing, Advertising and Product SafetySmriti MehtaNessuna valutazione finora
- NS500 Basic Spec 2014-1015Documento58 pagineNS500 Basic Spec 2014-1015Adrian Valentin SibiceanuNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- (Cooperative) BOD and Secretary CertificateDocumento3 pagine(Cooperative) BOD and Secretary Certificateresh lee100% (1)
- Indian Accounting StandardsDocumento4 pagineIndian Accounting StandardsManjunatha B KumarappaNessuna valutazione finora
- Construct Basic Sentence in TagalogDocumento7 pagineConstruct Basic Sentence in TagalogXamm4275 SamNessuna valutazione finora
- SIBUR - 1H 2020 - Results - PresentationDocumento22 pagineSIBUR - 1H 2020 - Results - Presentation757rustamNessuna valutazione finora
- Prisons We Choose To Live InsideDocumento4 paginePrisons We Choose To Live InsideLucas ValdezNessuna valutazione finora
- Apollo 11tech Crew DebriefDocumento467 pagineApollo 11tech Crew DebriefBob AndrepontNessuna valutazione finora
- Influencing Decisions: Analyzing Persuasion TacticsDocumento10 pagineInfluencing Decisions: Analyzing Persuasion TacticsCarl Mariel BurdeosNessuna valutazione finora
- CH 07Documento40 pagineCH 07Bobby513Nessuna valutazione finora
- ERP in Apparel IndustryDocumento17 pagineERP in Apparel IndustrySuman KumarNessuna valutazione finora
- Navodaya Vidyalaya Samiti Notice for TGT InterviewsDocumento19 pagineNavodaya Vidyalaya Samiti Notice for TGT Interviewsram vermaNessuna valutazione finora
- Case View With Rajat Gandhi - P2P Lending in India: Delivering Disruptive Innovation in Alternate Lending SpaceDocumento16 pagineCase View With Rajat Gandhi - P2P Lending in India: Delivering Disruptive Innovation in Alternate Lending SpaceETCASESNessuna valutazione finora
- TARIFFS AND POLITICS - EVIDENCE FROM TRUMPS Trade War - Thiemo Fetze and Carlo Schwarz PDFDocumento25 pagineTARIFFS AND POLITICS - EVIDENCE FROM TRUMPS Trade War - Thiemo Fetze and Carlo Schwarz PDFWilliam WulffNessuna valutazione finora
- Website Vulnerability Scanner Report (Light)Documento6 pagineWebsite Vulnerability Scanner Report (Light)Stevi NangonNessuna valutazione finora
- Sunrise Conveyors Maintenance OfferDocumento3 pagineSunrise Conveyors Maintenance OfferRampwalker ConveyorNessuna valutazione finora
- Dorfman v. UCSD Ruling - California Court of Appeal, Fourth Appellate DivisionDocumento20 pagineDorfman v. UCSD Ruling - California Court of Appeal, Fourth Appellate DivisionThe College FixNessuna valutazione finora
- Battle of Qadisiyyah: Muslims defeat Sassanid PersiansDocumento22 pagineBattle of Qadisiyyah: Muslims defeat Sassanid PersiansMustafeez TaranNessuna valutazione finora
- Mobile Pixels v. Schedule A - Complaint (D. Mass.)Documento156 pagineMobile Pixels v. Schedule A - Complaint (D. Mass.)Sarah BursteinNessuna valutazione finora
- (Part B) APPLICATION LETTER, COVER LETTER, CV, RESUME & JOB INTERVIEW - Google Forms-1Documento10 pagine(Part B) APPLICATION LETTER, COVER LETTER, CV, RESUME & JOB INTERVIEW - Google Forms-1adNessuna valutazione finora
- Words and Lexemes PDFDocumento48 pagineWords and Lexemes PDFChishmish DollNessuna valutazione finora
- JAR23 Amendment 3Documento6 pagineJAR23 Amendment 3SwiftTGSolutionsNessuna valutazione finora
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDa EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNessuna valutazione finora
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsDa EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNessuna valutazione finora
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Perfume Engineering: Design, Performance and ClassificationDa EverandPerfume Engineering: Design, Performance and ClassificationValutazione: 4 su 5 stelle4/5 (5)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDa EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationValutazione: 4 su 5 stelle4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressDa EverandNuclear Energy in the 21st Century: World Nuclear University PressValutazione: 4.5 su 5 stelle4.5/5 (3)