Potrebbero piacerti anche
- Effects of Egg Yolk, Egg White, and Sodium Carbonate On PattiesDocumento15 pagineEffects of Egg Yolk, Egg White, and Sodium Carbonate On Pattiesnasca82Nessuna valutazione finora
- Bayesian AnalysisDocumento96 pagineBayesian AnalysisMohammad Raihanul Hasan100% (1)
- Measures of Central Tendency LessonDocumento8 pagineMeasures of Central Tendency LessonDonagine Ibay100% (8)
- Sans10160 8Documento27 pagineSans10160 8Mustufa F KanjetaNessuna valutazione finora
- ASTM D6522-00 Determination of NOx, CO, and O2 Concentrations in Emissions Using Portable AnalyzersDocumento9 pagineASTM D6522-00 Determination of NOx, CO, and O2 Concentrations in Emissions Using Portable AnalyzersFredi Cari Carrera100% (1)
- Fish SausageDocumento8 pagineFish Sausagefizah_rahmanNessuna valutazione finora
- Fundamentals of Meat Curing - Meat ScienceDocumento6 pagineFundamentals of Meat Curing - Meat SciencePoorani ArunachalamNessuna valutazione finora
- Climate impacts in Lake TaalDocumento8 pagineClimate impacts in Lake TaalKat Dino100% (1)
- Pearson Product-Moment Correlation: Correlation - Html#Ixzz293U1FdyeDocumento3 paginePearson Product-Moment Correlation: Correlation - Html#Ixzz293U1FdyeMClarissaENessuna valutazione finora
- How To Measure False AirDocumento3 pagineHow To Measure False AirTamer Fathy100% (3)
- Serpen Et Al 2012 MS Meat AOX PDFDocumento6 pagineSerpen Et Al 2012 MS Meat AOX PDFAgrippina KatarinaNessuna valutazione finora
- Total Antioxidant Capacities of Raw and Cooked Meats Arda Serpen, Vural Gökmen, Vincenzo FoglianoDocumento16 pagineTotal Antioxidant Capacities of Raw and Cooked Meats Arda Serpen, Vural Gökmen, Vincenzo FoglianoMuh Mirza LegawaNessuna valutazione finora
- Meat Quality IndicatorsDocumento8 pagineMeat Quality IndicatorsmujiNessuna valutazione finora
- Meat Science: H.B. Calnan, R.H. Jacob, D.W. Pethick, G.E. GardnerDocumento9 pagineMeat Science: H.B. Calnan, R.H. Jacob, D.W. Pethick, G.E. GardnerÁngel B. Q. AlvaradoNessuna valutazione finora
- Rapid Identification of Pork For Halal Authentication Using The Electronic Nose and Gas Chromatography Mass Spectrometer With Headspace AnalyzerDocumento7 pagineRapid Identification of Pork For Halal Authentication Using The Electronic Nose and Gas Chromatography Mass Spectrometer With Headspace AnalyzerekosaputrobbppbatuNessuna valutazione finora
- Lopez Moreno2016Documento27 pagineLopez Moreno2016Sofy TaylorNessuna valutazione finora
- Meat Drying Technology and Drying Characteristics of Meat and Meat ProductsDocumento6 pagineMeat Drying Technology and Drying Characteristics of Meat and Meat ProductsShriramNessuna valutazione finora
- Physical Interventions To Manipulate Texture and Tenderness of Fresh Meat A ReviewDocumento22 paginePhysical Interventions To Manipulate Texture and Tenderness of Fresh Meat A ReviewShiny Mehjabin MansuraNessuna valutazione finora
- Texture Methods For Evaluating Meat and Meat Analogue Structu 2021 Food ContDocumento14 pagineTexture Methods For Evaluating Meat and Meat Analogue Structu 2021 Food ContStephane JournouxNessuna valutazione finora
- Jurnal Seminar 4Documento8 pagineJurnal Seminar 4Norma NovitaNessuna valutazione finora
- The Effect of High Pressure On Microbial Population, Meat Quality and Sensory Characteristics of Chicken Breast Fillet PDFDocumento7 pagineThe Effect of High Pressure On Microbial Population, Meat Quality and Sensory Characteristics of Chicken Breast Fillet PDFhuangymNessuna valutazione finora
- Pereira 2021 WsDocumento41 paginePereira 2021 WsThayse CavalcanteNessuna valutazione finora
- Guidance on Estimating Meat Content in ProductsDocumento27 pagineGuidance on Estimating Meat Content in ProductsDatta JoshiNessuna valutazione finora
- N Uckles 1990Documento4 pagineN Uckles 1990mekdes abebeNessuna valutazione finora
- Pork Quality Classification SystemDocumento23 paginePork Quality Classification SystemAldrin Jay Delos ReyesNessuna valutazione finora
- Ahmad Et Al., 2012Documento10 pagineAhmad Et Al., 2012Hussain Ahmad QadriNessuna valutazione finora
- Computer vision system pros and cons for meat color evaluationDocumento9 pagineComputer vision system pros and cons for meat color evaluationRicardo ParedesNessuna valutazione finora
- Cholesterol Content and Atherogenicity of Fermented Sausages Made of Pork Meat From Various BreedsDocumento8 pagineCholesterol Content and Atherogenicity of Fermented Sausages Made of Pork Meat From Various BreedsIonela TilibanNessuna valutazione finora
- Karakteristik Fisik Daging Beberapa Bangsa BabiDocumento10 pagineKarakteristik Fisik Daging Beberapa Bangsa BabiEma Tri Puji LestariNessuna valutazione finora
- Evaluation of MeatDocumento121 pagineEvaluation of MeatFrankPapa100% (1)
- Reference Method For Water Holding Capacity AssessmentDocumento5 pagineReference Method For Water Holding Capacity AssessmentFaysa UtbaNessuna valutazione finora
- Effect of Tumbling Time and Injection Rate On The Processing Characteristics, Tenderness and Color of Pork Biceps Femoris MuscleDocumento10 pagineEffect of Tumbling Time and Injection Rate On The Processing Characteristics, Tenderness and Color of Pork Biceps Femoris MuscleParon SuksmithNessuna valutazione finora
- Effects of Soy Protein Isolate On Chemical and Physical Characteristics of Meat AnalogDocumento8 pagineEffects of Soy Protein Isolate On Chemical and Physical Characteristics of Meat AnalogViti Sara AuniNessuna valutazione finora
- 1 s2.0 S0308814622012961 Main Autentication Ayam Beku Dan Dingin SegarDocumento9 pagine1 s2.0 S0308814622012961 Main Autentication Ayam Beku Dan Dingin SegarSri WinarsihNessuna valutazione finora
- Effect of rosemary extract, chitosan and α-tocopherol on lipid oxidation and colour stability during frozen storage of beef burgersDocumento9 pagineEffect of rosemary extract, chitosan and α-tocopherol on lipid oxidation and colour stability during frozen storage of beef burgersshidaoNessuna valutazione finora
- 10 1016@j Meatsci 2010 02 008Documento8 pagine10 1016@j Meatsci 2010 02 008marwa kaddourNessuna valutazione finora
- Determine The Manufacturing Characteristics of Iraqi PastermaDocumento7 pagineDetermine The Manufacturing Characteristics of Iraqi PastermaBelkis MirandaNessuna valutazione finora
- Design and Testing of Small Scale Fish Meat Bone Separator Useful For Fish ProcessingDocumento9 pagineDesign and Testing of Small Scale Fish Meat Bone Separator Useful For Fish ProcessingRommel LealNessuna valutazione finora
- Jurnal Seminar 3Documento7 pagineJurnal Seminar 3Norma NovitaNessuna valutazione finora
- Quail LLLLLDocumento14 pagineQuail LLLLLSamarNessuna valutazione finora
- DownloadDocumento6 pagineDownloadmekdes abebeNessuna valutazione finora
- Comparative Evaluation of Quality and Composition of Ostrich, Turkey and Broiler Meat - V. Jukna, J. Klementavičiūtė, E. Meškinytė-Kaušilienė, N. Pečiulaitienė, M. Samborskytė, L. AmbrasūnasDocumento8 pagineComparative Evaluation of Quality and Composition of Ostrich, Turkey and Broiler Meat - V. Jukna, J. Klementavičiūtė, E. Meškinytė-Kaušilienė, N. Pečiulaitienė, M. Samborskytė, L. AmbrasūnasCk_psihNessuna valutazione finora
- The Effects of Freeze Dry Poultry MeatDocumento3 pagineThe Effects of Freeze Dry Poultry MeatgastroservetNessuna valutazione finora
- Evaluation of Sample Preparation Methods For Water Activity Determination in Jerky and Kippered BeefDocumento2 pagineEvaluation of Sample Preparation Methods For Water Activity Determination in Jerky and Kippered BeefDaniel AriasNessuna valutazione finora
- Proximate Composition Analysis of Beef SausageDocumento7 pagineProximate Composition Analysis of Beef SausageSamarNessuna valutazione finora
- Foods 09 00412Documento16 pagineFoods 09 00412Michelle CastroNessuna valutazione finora
- Food Chemistry: A A A BDocumento8 pagineFood Chemistry: A A A BMELISSA VERONICA TUDELANO OSPINANessuna valutazione finora
- Cholesterol_Content_and_Methods_for_CholDocumento21 pagineCholesterol_Content_and_Methods_for_CholOsman DaudNessuna valutazione finora
- Effect of caponisation on growth and carcass characteristics in native Spanish chickensDocumento7 pagineEffect of caponisation on growth and carcass characteristics in native Spanish chickensbhaskarNessuna valutazione finora
- Samard Et Al-2019-Journal of The Science of Food and AgricultureDocumento9 pagineSamard Et Al-2019-Journal of The Science of Food and Agriculturegiovan ganandyNessuna valutazione finora
- A Comparison of Physicochemical Characteristics, Texture, and Structure of Meat Analogue and MeatsDocumento8 pagineA Comparison of Physicochemical Characteristics, Texture, and Structure of Meat Analogue and MeatsYanuar Metriks MutiaraNessuna valutazione finora
- The Influence Inter-Day Colorimetric Method inDocumento6 pagineThe Influence Inter-Day Colorimetric Method inIVONNENessuna valutazione finora
- Effects of Moist-And Dry-Heat Cooking On The Meat Quality, Microstructure and Sensory Characteristics of Native Chicken MeatDocumento9 pagineEffects of Moist-And Dry-Heat Cooking On The Meat Quality, Microstructure and Sensory Characteristics of Native Chicken MeatmagaNessuna valutazione finora
- RP PagadanDocumento19 pagineRP PagadanEujay Martirez AnieteNessuna valutazione finora
- 1-Osen 2014Documento8 pagine1-Osen 2014VictoriaVidondoNessuna valutazione finora
- Three Dimensional Chemometric Analyses of Hyperspectral Images For Beef Tenderness ForecastingDocumento12 pagineThree Dimensional Chemometric Analyses of Hyperspectral Images For Beef Tenderness ForecastingPrincess Tiffany Dantes MendozaNessuna valutazione finora
- 10 1016@j Meatsci 2008 03 006Documento6 pagine10 1016@j Meatsci 2008 03 006marwa kaddourNessuna valutazione finora
- AGEs in Meat Products - Food Chemistry PDFDocumento6 pagineAGEs in Meat Products - Food Chemistry PDFJOSE DAVID TORRES GONZALEZNessuna valutazione finora
- Critical Review of Cultured Meat LCADocumento2 pagineCritical Review of Cultured Meat LCAAlexander WarzinskiNessuna valutazione finora
- Meat Quality-On FarmDocumento12 pagineMeat Quality-On FarmHimmatul KhasanahNessuna valutazione finora
- Objective Measurement Technologies For Transforming The Australian &Documento6 pagineObjective Measurement Technologies For Transforming The Australian &Dhones AndradeNessuna valutazione finora
- The Composition of Pork Lard As A Raw Material in Meat ProductionDocumento5 pagineThe Composition of Pork Lard As A Raw Material in Meat ProductionRodrigo BressanNessuna valutazione finora
- 2171 5366 1 PBDocumento8 pagine2171 5366 1 PBmuhammad halimNessuna valutazione finora
- Case Study MaterialsDocumento22 pagineCase Study MaterialsRouge WintersNessuna valutazione finora
- Comparison of meat characteristics between duck and chicken breastDocumento5 pagineComparison of meat characteristics between duck and chicken breastJio SantillanNessuna valutazione finora
- Leanness in Domestic Birds: Genetic, Metabolic and Hormonal AspectsDa EverandLeanness in Domestic Birds: Genetic, Metabolic and Hormonal AspectsB. LeclercqNessuna valutazione finora
- Horticulture at A Glance 2017 For Net Uplod - Page 46Documento514 pagineHorticulture at A Glance 2017 For Net Uplod - Page 46Raghavendra GunnaiahNessuna valutazione finora
- Concentrations and Emissions of Ammonia in Livestock Buildings in Northern EuropeDocumento17 pagineConcentrations and Emissions of Ammonia in Livestock Buildings in Northern Europelg2fNessuna valutazione finora
- Takbash2018 - THE PREDICTION OF EXTREME VALUE WIND SPEEDS AND WAVE HEIGHTS FROMDocumento1 paginaTakbash2018 - THE PREDICTION OF EXTREME VALUE WIND SPEEDS AND WAVE HEIGHTS FROMsaenuddinNessuna valutazione finora
- C1170Documento5 pagineC1170Nelson HernandezNessuna valutazione finora
- Statistics and Measurements Using OpenSatDocumento754 pagineStatistics and Measurements Using OpenSatkateborghiNessuna valutazione finora
- RcmdrPlugin HHDocumento20 pagineRcmdrPlugin HHzaki_b6Nessuna valutazione finora
- The Fucking Appendix For Class 11 PhysicsDocumento10 pagineThe Fucking Appendix For Class 11 PhysicsBhargavNessuna valutazione finora
- Predict PM2.5 Pollution in Delhi Using SVMDocumento4 paginePredict PM2.5 Pollution in Delhi Using SVMYash DhanwantriNessuna valutazione finora
- PEKA Physics Form 4: Experiment 4.2 Explains Boyle's LawDocumento2 paginePEKA Physics Form 4: Experiment 4.2 Explains Boyle's LawNazirah Rohanip50% (2)
- State of the art in hydro tunnel impact evaluationDocumento3 pagineState of the art in hydro tunnel impact evaluationPam BhattaNessuna valutazione finora
- ML Prediction of Global Ionospheric TEC MapsDocumento13 pagineML Prediction of Global Ionospheric TEC MapsHistoric CreationsNessuna valutazione finora
- Demand Forecasting SlidesDocumento62 pagineDemand Forecasting SlidesSiddharth Narayanan ChidambareswaranNessuna valutazione finora
- Life Table Parameters and Survivorship of Spodoptera ExiguaDocumento9 pagineLife Table Parameters and Survivorship of Spodoptera ExiguaBelen Zamora100% (1)
- A New Test For Sufficient Homogeneity (8) 2001vol126 (1414-1417) PDFDocumento4 pagineA New Test For Sufficient Homogeneity (8) 2001vol126 (1414-1417) PDFzjdingdangNessuna valutazione finora
- CHE 111P Seatwork 1Documento3 pagineCHE 111P Seatwork 1Dodjie MaestrecampoNessuna valutazione finora
- 01 ProbabilityDocumento41 pagine01 ProbabilityAnonymous AyrgyoGPNessuna valutazione finora
- 835618Documento298 pagine835618kamil_muhammad88Nessuna valutazione finora
- Stochastic Hydrology CourseDocumento40 pagineStochastic Hydrology CoursekardraNessuna valutazione finora
- Performance Characteristics of The Slope Indicator 200-b (Cornforth, 1974)Documento10 paginePerformance Characteristics of The Slope Indicator 200-b (Cornforth, 1974)mOchONessuna valutazione finora
- 04 Hoguas - Credit Risk Procedures - 0 PDFDocumento19 pagine04 Hoguas - Credit Risk Procedures - 0 PDFMazen AlbsharaNessuna valutazione finora
- Tutorials - 1 To 12Documento19 pagineTutorials - 1 To 12Subhash ChandraNessuna valutazione finora
- 50-F05731C-J04-03 (Rev.0) PAF Sizing PDFDocumento4 pagine50-F05731C-J04-03 (Rev.0) PAF Sizing PDFvardan_vardanNessuna valutazione finora
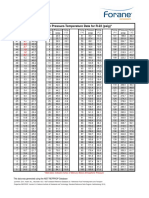
- Forane 22 Saturation Pressure Temperature DataDocumento1 paginaForane 22 Saturation Pressure Temperature Datavineeth100% (1)