Potrebbero piacerti anche
- Termo responsabilidade saídas emergência edificaçãoDocumento1 paginaTermo responsabilidade saídas emergência edificaçãoRicardo DiasNessuna valutazione finora
- Anuncio 1Documento2 pagineAnuncio 1Ricardo DiasNessuna valutazione finora
- Como Cadastrar Pessoa Fsica CTF App-3Documento2 pagineComo Cadastrar Pessoa Fsica CTF App-3kz4rNessuna valutazione finora
- Segurança - Manual Técnico de Bombeiros - Hidrantes PDFDocumento48 pagineSegurança - Manual Técnico de Bombeiros - Hidrantes PDFRouberioRolimNessuna valutazione finora
- NBR 13434 2004 Simbolos de Sinalizacao de Seguranca Contra Incendio e PanicoDocumento23 pagineNBR 13434 2004 Simbolos de Sinalizacao de Seguranca Contra Incendio e PanicoRoberto RodriguesNessuna valutazione finora
- RELATORIO FOTOGRAFICO BombeirosDocumento10 pagineRELATORIO FOTOGRAFICO BombeirosRicardo DiasNessuna valutazione finora
- Livro Metodo Dos Elementos FinitosDocumento258 pagineLivro Metodo Dos Elementos FinitosE B Cad Treinamento100% (1)
- Slide NR 20 Seguranca e Saude No Trabalho Com Inflamaveis e Combustiveis Prof. Josevan Fudoli PDFDocumento16 pagineSlide NR 20 Seguranca e Saude No Trabalho Com Inflamaveis e Combustiveis Prof. Josevan Fudoli PDFRicardo DiasNessuna valutazione finora
- Processo de FundiçãoDocumento110 pagineProcesso de FundiçãoRicardo DiasNessuna valutazione finora
- Manual Adequação EscolasDocumento52 pagineManual Adequação EscolasMatheus Oliveira Silva100% (2)
- SoldaDocumento1 paginaSoldaAline Vasconcelos RochaNessuna valutazione finora
- PPP WordDocumento6 paginePPP WordPonsoniNessuna valutazione finora
- Tarefa 01Documento15 pagineTarefa 01Ricardo DiasNessuna valutazione finora
- Modelo de Declaração EscolarDocumento1 paginaModelo de Declaração EscolarRicardo DiasNessuna valutazione finora
- Apostila de Pcmat PDFDocumento69 pagineApostila de Pcmat PDFJoão SoaresNessuna valutazione finora
- CONTROLE BINARIA - OdsDocumento95 pagineCONTROLE BINARIA - OdsRicardo DiasNessuna valutazione finora
- PPP WordDocumento6 paginePPP WordPonsoniNessuna valutazione finora
- Avaliação Do Comportamento Mecânico de Três Diferentes Tipos de Osteossíntese em Fratura de Côndilo Mandibular: Análise Por Elementos FinitosDocumento66 pagineAvaliação Do Comportamento Mecânico de Três Diferentes Tipos de Osteossíntese em Fratura de Côndilo Mandibular: Análise Por Elementos FinitosRicardo DiasNessuna valutazione finora
- Proj de TubulaçõesDocumento4 pagineProj de TubulaçõesRicardo DiasNessuna valutazione finora
- Propriedades mecânicas dos ossosDocumento41 paginePropriedades mecânicas dos ossosRicardo DiasNessuna valutazione finora
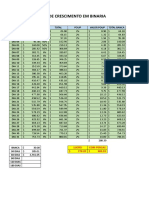
- Crescimento BinariaDocumento2 pagineCrescimento BinariaRicardo DiasNessuna valutazione finora
- Anuncio 1Documento2 pagineAnuncio 1Ricardo DiasNessuna valutazione finora
- Logo ProquestDocumento3 pagineLogo ProquestRicardo DiasNessuna valutazione finora
- CONTROLE BINARIA - OdsDocumento95 pagineCONTROLE BINARIA - OdsRicardo DiasNessuna valutazione finora
- Apresentação MDDocumento4 pagineApresentação MDRicardo DiasNessuna valutazione finora
- Respostas Teste 1 - Higiene Da Trabalho - BiologicasDocumento5 pagineRespostas Teste 1 - Higiene Da Trabalho - BiologicasRicardo DiasNessuna valutazione finora
- Moldagem Por InjecaoDocumento65 pagineMoldagem Por InjecaoWill SousaNessuna valutazione finora
- Anuncio 1Documento2 pagineAnuncio 1Ricardo DiasNessuna valutazione finora
- Anuncio 1Documento2 pagineAnuncio 1Ricardo DiasNessuna valutazione finora
- Anuncio SoftwareDocumento2 pagineAnuncio SoftwareRicardo DiasNessuna valutazione finora
- Colchões de luxo inspirados nos hotéis parisiensesDocumento15 pagineColchões de luxo inspirados nos hotéis parisiensesRaíssa PradoNessuna valutazione finora
- Bisturi Eletr+ Nico Deltronix (SM e SPlus) - Manual Do Usu+írioDocumento97 pagineBisturi Eletr+ Nico Deltronix (SM e SPlus) - Manual Do Usu+íriokennedy jose da silvaNessuna valutazione finora
- APR - Solda e CorteDocumento3 pagineAPR - Solda e CorteFernando100% (2)
- Interação de Projeteis de Arma de Fogo em VidrosDocumento11 pagineInteração de Projeteis de Arma de Fogo em VidrosFelipe Gabriel CarvalhoNessuna valutazione finora
- Lab Mat 2Documento8 pagineLab Mat 2Lucas Araujo de AlmeidaNessuna valutazione finora
- Quinta Roda JostDocumento30 pagineQuinta Roda JostEverton Veloso100% (1)
- Construção de EdifíciosDocumento142 pagineConstrução de EdifíciosJamesdms23531Nessuna valutazione finora
- PX780 PTDocumento85 paginePX780 PTMarcos ReisNessuna valutazione finora
- Lista 1o Exercícios Mecânica Materiais UFCADocumento5 pagineLista 1o Exercícios Mecânica Materiais UFCAfreireleaoNessuna valutazione finora
- Lista de Exercícios de Física com Questões sobre Leis de Newton, Medidas e suas AplicaçõesDocumento7 pagineLista de Exercícios de Física com Questões sobre Leis de Newton, Medidas e suas AplicaçõesRenato AlNessuna valutazione finora
- CHECKLIST DE EQUIPAMENTOS E DOCUMENTOS DE EMBARCAÇÃODocumento3 pagineCHECKLIST DE EQUIPAMENTOS E DOCUMENTOS DE EMBARCAÇÃOAndréa Garcia0% (1)
- MÓDULO 2 - 1 Parte - PLAN ORÇ, COMP, QUANTDocumento69 pagineMÓDULO 2 - 1 Parte - PLAN ORÇ, COMP, QUANTJuciane SouzaNessuna valutazione finora
- Relatório de Dureza Da ÁguaDocumento4 pagineRelatório de Dureza Da Águajoão pedroNessuna valutazione finora
- N-2111 Segurança Limpeza Inspeção Reparo TQ & VPDocumento11 pagineN-2111 Segurança Limpeza Inspeção Reparo TQ & VPEinstein Da Rocha CabralNessuna valutazione finora
- Slide - TCC - Marcos - Santos-Perda de CargaDocumento40 pagineSlide - TCC - Marcos - Santos-Perda de CargaMarcos Santos100% (1)
- Casa no campo da apresentadora Lorena CalábriaDocumento34 pagineCasa no campo da apresentadora Lorena CalábriaJackson Teles de meloNessuna valutazione finora
- Filtros v02 2018 2Documento24 pagineFiltros v02 2018 2marcos.robertoNessuna valutazione finora
- Bambina Tig300 Ac DCDocumento8 pagineBambina Tig300 Ac DCJackson CandidoNessuna valutazione finora
- folheto-elan-4Documento28 paginefolheto-elan-4Dra Mariana CioffiNessuna valutazione finora
- 11 Dissipadores de EnergiaDocumento22 pagine11 Dissipadores de EnergiaJosy SouzaNessuna valutazione finora
- Norman BR 16042Documento2 pagineNorman BR 16042nikita_apNessuna valutazione finora
- Eletricista Instalador Predial Completa Senai São Paulo 2017 (Muito Boa)Documento105 pagineEletricista Instalador Predial Completa Senai São Paulo 2017 (Muito Boa)Nando Costa0% (1)
- Diretrizes de segurança para furadeiraDocumento38 pagineDiretrizes de segurança para furadeiraJohn Lopes Jr.Nessuna valutazione finora
- Teste de componentes com multímetro Fluke 77Documento33 pagineTeste de componentes com multímetro Fluke 77Aureliano Magalhães0% (1)
- Temperabilidade e Tratamentos TérmicosDocumento8 pagineTemperabilidade e Tratamentos TérmicosAusier0% (1)
- Cálculo de reações e esforços em barras de estruturas planasDocumento9 pagineCálculo de reações e esforços em barras de estruturas planasFábio Ricardo CostaNessuna valutazione finora
- Texto Básico de POODocumento148 pagineTexto Básico de POOGustavo Jesus MoreiraNessuna valutazione finora
- Questionário sobre soldagemDocumento15 pagineQuestionário sobre soldagemPABLO EDUARDO HERMOGENES DE OLIVEIRANessuna valutazione finora
- PROJETO 1 - Eletricidade (1) (1) (Documento11 paginePROJETO 1 - Eletricidade (1) (1) (Miryan AraujoNessuna valutazione finora
- Af TecnosoloDocumento19 pagineAf TecnosolodumasterNessuna valutazione finora