Potrebbero piacerti anche
- CEP para processos contínuos e em bateladasDa EverandCEP para processos contínuos e em bateladasNessuna valutazione finora
- Cálculo No TorneamentoDocumento5 pagineCálculo No TorneamentoBruno SilvaNessuna valutazione finora
- Ferro FundidoDocumento4 pagineFerro FundidoAderli_Romis_SamuelNessuna valutazione finora
- Seminário - Processos de Fabricação - Conformação Plastica - ChapasDocumento31 pagineSeminário - Processos de Fabricação - Conformação Plastica - ChapasNícoli GaloNessuna valutazione finora
- 2) Artigo - ArduinoDocumento6 pagine2) Artigo - ArduinoRenan FontelesNessuna valutazione finora
- Dissertacao - Wagner Ceramica Forno PaulistaDocumento100 pagineDissertacao - Wagner Ceramica Forno PaulistaRivaldo Nóbrega JuniorNessuna valutazione finora
- Cap 7 - DobramentoDocumento38 pagineCap 7 - DobramentoneralregoneNessuna valutazione finora
- Processos de Conformação Plástica e UsinagemDocumento42 pagineProcessos de Conformação Plástica e UsinagemFernando José França de AndradeNessuna valutazione finora
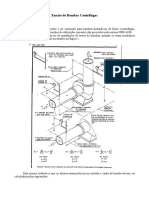
- Ensaio de Bombas CentrífugasDocumento8 pagineEnsaio de Bombas Centrífugas112688Nessuna valutazione finora
- Eixos, Árvores e AcoplamentosDocumento17 pagineEixos, Árvores e AcoplamentosFelipe Roberto100% (8)
- (Apostila) Prática de Manutenção - SENAIDocumento106 pagine(Apostila) Prática de Manutenção - SENAIEduardo BandeiraNessuna valutazione finora
- Engrenagens para Correntes de TransmissãoDocumento27 pagineEngrenagens para Correntes de TransmissãoRafael CoelhoNessuna valutazione finora
- Semfim2006 PDFDocumento37 pagineSemfim2006 PDFFeliciano SamboNessuna valutazione finora
- Lubrificação CentralizadaDocumento80 pagineLubrificação CentralizadaTiagbisiNessuna valutazione finora
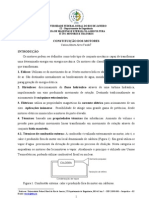
- Constituicao Dos MotoresDocumento6 pagineConstituicao Dos MotoresEdilson JúniorNessuna valutazione finora
- Apostila de Hidráulica FatecDocumento63 pagineApostila de Hidráulica FateclipedalanNessuna valutazione finora
- Sistema Camara QuenteDocumento10 pagineSistema Camara QuenteJuliano BironNessuna valutazione finora
- Questões para ProvasDocumento15 pagineQuestões para ProvasPedro CeriolliNessuna valutazione finora
- Apostila Ensaios MecânicosDocumento55 pagineApostila Ensaios MecânicosJohnny PereiraNessuna valutazione finora
- Fresagem-Parte 1 PDFDocumento54 pagineFresagem-Parte 1 PDFGeorge FranciscoNessuna valutazione finora
- Aula 5 Tubulações IndustriaisDocumento50 pagineAula 5 Tubulações IndustriaisRogério JuniorNessuna valutazione finora
- Corrente de ElosDocumento53 pagineCorrente de ElosYllecir XataraNessuna valutazione finora
- Analise de Falha Nos Redutores de Velocidade Benzlers PDFDocumento95 pagineAnalise de Falha Nos Redutores de Velocidade Benzlers PDFsyrNessuna valutazione finora
- Parafusos de MovimentoDocumento35 pagineParafusos de MovimentoAndreNessuna valutazione finora
- BIB-SERR RA 04 - Serralharia FresagemDocumento32 pagineBIB-SERR RA 04 - Serralharia FresagempaulomarquesNessuna valutazione finora
- Cap.2 Cargas AxiaisDocumento56 pagineCap.2 Cargas Axiaisbpm1703100% (1)
- Parafuso de PotenciaDocumento22 pagineParafuso de PotenciafeernandobNessuna valutazione finora
- Apostila Metrologia UsinagemDocumento65 pagineApostila Metrologia UsinagemLEONARDOUS7Nessuna valutazione finora
- Aula 7 - Exercícios - Elementos de Máquina - ChavetasDocumento4 pagineAula 7 - Exercícios - Elementos de Máquina - ChavetasEder CoserNessuna valutazione finora
- Odontógrafo de Grant - Engrenagem No CATIADocumento10 pagineOdontógrafo de Grant - Engrenagem No CATIAMateusDinizNessuna valutazione finora
- Apostila de Hidraulica e PneumáticaDocumento137 pagineApostila de Hidraulica e PneumáticaJosé LimaNessuna valutazione finora
- Manual de Treinamento Rolamentos NKSDocumento32 pagineManual de Treinamento Rolamentos NKStiago.luz3922100% (1)
- EMU Tema ParafusosDocumento39 pagineEMU Tema ParafusosPhelippe SousaNessuna valutazione finora
- Controle Da Qualidade I - Ricardo Andreucci - Jan-2008Documento58 pagineControle Da Qualidade I - Ricardo Andreucci - Jan-2008Roberto Carlos TeixeiraNessuna valutazione finora
- Relatório-Usinagem 2018Documento13 pagineRelatório-Usinagem 2018Pedro JúniorNessuna valutazione finora
- Exercícios de Dinâmica Das MáquinasDocumento3 pagineExercícios de Dinâmica Das MáquinasNathan MarshalNessuna valutazione finora
- Aula 2 Processo de LaminacaoDocumento34 pagineAula 2 Processo de LaminacaoGio FassinaNessuna valutazione finora
- Set2012 Apostila Te CorteDocumento82 pagineSet2012 Apostila Te CorteWelly DiasNessuna valutazione finora
- Cap 3 - Processos de LaminaçãoDocumento54 pagineCap 3 - Processos de LaminaçãoRobNessuna valutazione finora
- Classificação Dos Aços-FerramentaDocumento13 pagineClassificação Dos Aços-FerramentaLuis BarboNessuna valutazione finora
- ParafusosDocumento9 pagineParafusosGiovani BuenoNessuna valutazione finora
- Solid Works Office Premium 2006 - Gerenciamento de Arquivos Solid WorksDocumento173 pagineSolid Works Office Premium 2006 - Gerenciamento de Arquivos Solid WorksRoberto Carlos TeixeiraNessuna valutazione finora
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoDa EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNessuna valutazione finora
- CHN I Vel LateralDocumento24 pagineCHN I Vel LateralFrann de LiraNessuna valutazione finora
- Pinoflex NP - CatálogoDocumento6 paginePinoflex NP - CatálogocleverxxeNessuna valutazione finora
- Catalogo RicaviDocumento29 pagineCatalogo RicaviWillian JanascoNessuna valutazione finora
- Pt1184 - 9 - Desfibrador DVU 84 - UOL (JM) Rev. BDocumento6 paginePt1184 - 9 - Desfibrador DVU 84 - UOL (JM) Rev. BEduardo PimentaNessuna valutazione finora
- Apresentação 1Documento31 pagineApresentação 1Roberto BazanellaNessuna valutazione finora
- Diesel Port1Documento104 pagineDiesel Port1Eduardo Severiano Souza100% (1)
- Teste para MecãnicoDocumento7 pagineTeste para MecãnicoTucotakedaNessuna valutazione finora
- FUTURA Plaina de CabecotesDocumento2 pagineFUTURA Plaina de CabecotesJoseDavidSanchezYepesNessuna valutazione finora
- Ds Romi GL Ab 140509 - Linha Romi GLDocumento8 pagineDs Romi GL Ab 140509 - Linha Romi GLCarlos Correia de BritoNessuna valutazione finora
- Custos ManutençãoDocumento2 pagineCustos Manutençãoje141189Nessuna valutazione finora
- Form 9391P Sec GDocumento264 pagineForm 9391P Sec Gje141189Nessuna valutazione finora
- A Mecatrônica Na Industria de EntretenimentoDocumento59 pagineA Mecatrônica Na Industria de EntretenimentoRenan ScoccaNessuna valutazione finora
- (Apostila) Robótica Industrial - FEUPEDocumento101 pagine(Apostila) Robótica Industrial - FEUPEEduardo BandeiraNessuna valutazione finora
- Apostila SOLIDCAM FresamentoDocumento58 pagineApostila SOLIDCAM Fresamentodopcnc100% (3)
- Memorial Descritivo - SPDADocumento8 pagineMemorial Descritivo - SPDAAnderson Marques Leal0% (1)
- Lista de MateriaisDocumento30 pagineLista de MateriaisAilson SemáNessuna valutazione finora
- Revestimentos Não-Metálicos InorgânicosDocumento5 pagineRevestimentos Não-Metálicos InorgânicosEdson BNessuna valutazione finora
- Resumo de Materiais DentariosDocumento8 pagineResumo de Materiais DentariosCristiane SantosNessuna valutazione finora
- NR 18 - Avaliação de Requisitos de Desempenho de Sistemas de Proteção em ObrasDocumento24 pagineNR 18 - Avaliação de Requisitos de Desempenho de Sistemas de Proteção em ObrasCPSSTNessuna valutazione finora
- Manual Main 2 PDFDocumento21 pagineManual Main 2 PDFChechoNessuna valutazione finora
- Processo de GlobalizaçãoDocumento6 pagineProcesso de GlobalizaçãoLUISA FERNANDA MARTINEZ PENA100% (1)
- Introdução - InSTDocumento21 pagineIntrodução - InSTEngenharia mogiNessuna valutazione finora
- Definição Escovas e Rotor AnomaliasDocumento8 pagineDefinição Escovas e Rotor AnomaliasSamuel AraujoNessuna valutazione finora
- Simulado Adaptado 2 Bimestre Bloco 1Documento8 pagineSimulado Adaptado 2 Bimestre Bloco 1Nathalia SipaubaNessuna valutazione finora
- Atividade Materias Primas TensoativoDocumento6 pagineAtividade Materias Primas TensoativoMarcelo Partes de OliveiraNessuna valutazione finora
- Redutor Catalago Geral Parte 1Documento82 pagineRedutor Catalago Geral Parte 1Helder Kennedy100% (4)
- Análise de Perigos e Pontos Críticos de Controle Na Qualidade Da Produção de Derivados de MilhoDocumento15 pagineAnálise de Perigos e Pontos Críticos de Controle Na Qualidade Da Produção de Derivados de MilhoLarry AmadeuNessuna valutazione finora
- FogãoDocumento16 pagineFogãoJackie NunesNessuna valutazione finora
- Indústria Cultural e SemiculturaDocumento11 pagineIndústria Cultural e SemiculturaRogérioNessuna valutazione finora
- Tipos de SoldadurasDocumento15 pagineTipos de SoldadurasS.L CairohNessuna valutazione finora
- LAVADORA User ManualDocumento72 pagineLAVADORA User ManualCarine GonçalvesNessuna valutazione finora
- Normas para TubosDocumento6 pagineNormas para TubosLeandro VilalvaNessuna valutazione finora
- Abnt - NBR 4378 - Mancais de Deslizamento - Termos Definicoes E Classificacoes - Parte 1 Projeto Materiais para Mancais E Suas PropriedadesDocumento4 pagineAbnt - NBR 4378 - Mancais de Deslizamento - Termos Definicoes E Classificacoes - Parte 1 Projeto Materiais para Mancais E Suas PropriedadesJeannetequintela QuintelaNessuna valutazione finora
- EMoitense Catálogo PDFDocumento308 pagineEMoitense Catálogo PDFnunobnkNessuna valutazione finora
- Relatório Empresarial - Indústria PatheusDocumento4 pagineRelatório Empresarial - Indústria PatheusPaola SellaNessuna valutazione finora
- 6 - Termo de Referencia - Projeto - RCDDocumento14 pagine6 - Termo de Referencia - Projeto - RCDPriscilla AzambujaNessuna valutazione finora
- LítioDocumento52 pagineLítioEllen OliveirahNessuna valutazione finora
- Catalogo Repuestos Vdo PDFDocumento16 pagineCatalogo Repuestos Vdo PDFHenryAndresMedinaMendezNessuna valutazione finora
- Atualizar Capacidade Do TanqueDocumento10 pagineAtualizar Capacidade Do TanqueEzequiel AngeloNessuna valutazione finora
- Fundamentos de Conformação Mecânica Dos MateriaisDocumento4 pagineFundamentos de Conformação Mecânica Dos MateriaisRahyssa CechNessuna valutazione finora
- Catalogo Correias Industriais 2013 Web PDFDocumento64 pagineCatalogo Correias Industriais 2013 Web PDFAdriano SantosNessuna valutazione finora
- Planilhas TerracapDocumento10 paginePlanilhas Terracaplucas eugenioNessuna valutazione finora
- Trabalho Forças IntermolecularesDocumento4 pagineTrabalho Forças IntermolecularesLaryssa NascimentoNessuna valutazione finora
- Aula 1 - Processos - Revisão FundiçãoDocumento64 pagineAula 1 - Processos - Revisão FundiçãoEuclésio GiulianiNessuna valutazione finora