Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Red Guide
Caricato da
Amarnath M DamodaranCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Red Guide
Caricato da
Amarnath M DamodaranCopyright:
Formati disponibili
THE GUIDE TO REDUCING METAL CONTAMINATION IN THE FOOD PROCESSING INDUSTRY
THE METAL DETECTION GUIDE
Since its formation in 1988, Safeline has become the largest metal detection manufacturer in the world with operations in the U.K., U.S.A. and Europe. Design and manufacturing experience from over 30 years, supports a worldwide distribution network to advise on minimizing the risk of metal contamination. Safeline engineers provide additional customer support in the form of training seminars in your facility, to discuss all aspects of How to Develop an Effective Metal Detection Program. If you would like more information about the Safeline Microprocessor Metal Detector or to discuss a seminar, please contact one of the Safeline offices.
THE GUIDE TO REDUCING METAL CONTAMINATION IN THE FOOD PROCESSING INDUSTRY
by
Andrew Lock
METAL DETECTION
Copyright 1990 Safeline Ltd. First Printing 1990 Second Printing 1994 Revised Printing 1996
I THE METAL DETECTION GUIDE I
CONTENTS
Chapter 1.
Subject
Page
Defining the Problem ...................................................................... 1 EQUIPMENT
2. 3. 4. 5. 6. 7.
Basic Principles ................................................................................ 2 Amplitude Detection - Zero Crossover ............................................. 4 Sensitivity ........................................................................................ 6 Inspecting Wet or Conductive Products .......................................... 9 Conveyor and Reject Systems ......................................................... 11 Reject Timing .................................................................................. 16 MANAGEMENT OF QUALITY
8. 9. 10. 11. 12.
Establishing An Effective Metal Detection Program ....................... 18 Reasons Why Your Program May Fail ............................................. 21 Developing a Foreign Material Control System .............................. 23 Comparing Metal Detector Brands ................................................. 26 Final Questions ............................................................................... 28
I THE METAL DETECTION GUIDE I
1. DEFINING THE PROBLEM
etal detectors are now accepted as essential equipment by most food and pharmaceutical processors. Many companies lay down strict inspection standards in terms of detector sensitivity. However, installing metal detectors will not necessarily guarantee a metal-free product unless they form part of an effective overall metal detection program. This handbook has been written to help companies set up this program and prevent metal from getting through. The regulatory bodies in both the U.S.A. and U.K., are making increasingly strong recommendations for the universal inspection of all food and allied products by metal detection equipment. For example, the United States Department of Agriculture (USDA) comments: The extensive exposure of some products to metal equipment such as grinders, choppers, mixers, shovels, etc., causes the possibility of metal contamination...therefore the use of electronic metal detectors is highly recommended....
(USDA Technical Services)
Personal Effects Buttons, pens, jewelry, coins, keys, hair clips, thumb tacks, paper clips. Maintenance Screwdrivers and similar tools, welding slag and swarf following repairs, copper wire offcuts following electrical repairs, miscellaneous items resulting from inefficient cleanup or carelessness and metal shavings from pipe repair. In-Plant Processing The danger exists every time the product is handled or passes through a process. Crushers, mixers, blenders, slicers and transport systems all contribute. Examples include broken screens, metal slivers from milling machines and foil from reclaimed products. Identifying the likely source of contamination is an important stage in developing an overall foreign material reduction plan. Inspecting raw materials will eliminate many large, easily detected pieces before being broken into numerous, difficult to detect pieces.
Revised guidelines were also issued by the Food and Drug Administration (FDA) to update the regulations for Good Manufacturing Practice and to establish new updated, or more detailed provisions for the food industry to help ensure a safe and sanitary food supply. Effective measures shall be taken to protect against the inclusion of metal or other extraneous material in food. Compliance with this requirement may be accomplished by using sieves, traps, electronic metal detectors, or other suitable effective means.
(Federal Register Vol. 51 No 118)
1.2 Why Metal Detectors are Installed
To prevent damage to processing equipment. To comply with stringent quality standards by major customers. These include high volume retailers, fast food chains, food service and vendor certification programs. To avoid the cost and implications of consumer complaints, adverse publicity, product recall and litigation. To win new markets and customers with high quality products. To comply with legislation such as Due Diligence and FDA/USDA Directives.
1.1 Sources of Contamination
The sources of contamination are numerous and even the most stringent controls cannot prevent the occasional incident. Working practices described in Chapters 8, 9 and 10, will minimize the likelihood of metal particles entering the production flow and maximize the likelihood of reliably detecting and rejecting any that do. Contamination normally comes from one of four sources: Raw Materials Typical examples include metal tags and lead shot in meat, wire and rust in wheat, screen wire in powder material, tractor parts in vegetables, hooks in fish, staples and wire strapping from material containers.
1 I
I THE METAL DETECTION GUIDE I
2. BASIC PRINCIPLES
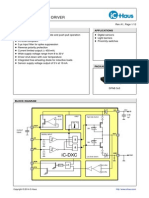
he most common types of metallic contamination in a broad range of industries include ferrous (iron), copper, aluminum, lead and various types of stainless steel. Of these, ferrous metal is the easiest to detect and relatively simple detectors, or even magnetic separators, can perform this task well. Stainless steel alloys are extensively used, particularly in the food industry, and they are the most difficult to detect, especially the common non-magnetic grades such as 316 (EN58J) and 304L (EN58E). The non-ferrous metals such as copper and lead fall between these two extremes. Only metal detectors using a balanced three-coil system have the capabilities to detect small particles of nonferrous and stainless steel. The three coils are wound on a non-metallic frame or former, each exactly parallel with the other. (Figure 1). The center coil is connected to a high frequency radio transmitter. The two coils each side of the center coil act as radio receivers or aerials. As these two coils are identical and the same distance from the transmitter, they pick up the same signal and an identical voltage is induced in each. When the coils are connected in opposition, they cancel out resulting in zero output. When a particle of metal passes through the coil arrangement, the high frequency field is disturbed under one coil, changing the voltage generated by a few microvolts. The state of perfect balance is lost and the output no longer zero. The resulting signal is processed and amplified. It is this phenomenon which is used to detect the presence of unwanted metal.
To prevent airborne electrical signals, or nearby metal items and machinery disturbing the detector, the complete coil arrangement is mounted inside a metal case with a hole in the center to allow the passage of product. Aluminum is normally used for the case but on some applications, where frequent washdown is required, stainless steel may be used. In addition to creating a screen, the metal case adds strength and rigidity to the assembly. This is crucial for satisfactory operation of the detector. Other special mechanical and electrical techniques are essential to overcome many practical difficulties.
2.1 Mechanical Techniques
The metal case, itself, will have an effect on the state of balance. In addition, microscopic movements of the coils relative to each other, as small as 1 micron, can cause an out-of-balance voltage and a false detect signal. One of the major design problems for metal detector manufacturers is to design a totally rigid and stable system, unaffected by vibration from motors, pulleys, auto-reject devices, temperature changes, transportation and close-by machinery. The selection of former material, coil specifications, and case design, are crucial. To increase mechanical rigidity further, some manufacturers pot the detector with a material to prevent relative movement of the metal case to the coils. This helps produce a unit which is able to operate at maximum sensitivity under normal factory conditions.
2 I
I THE METAL DETECTION GUIDE I
2.2 Electronic Techniques
Mechanical construction methods will minimize false signals from coil and case movements. However, temperature changes, buildup of product in the aperture, aging of electric components and slow changes in the mechanical structure, will also contribute to an out-of-balance voltage. These can be eliminated by various electronic techniques. Automatic Balance Control continuously monitors this out of balance voltage and automatically corrects it to zero. This eliminates the need for periodic fine tuning by an operator and ensures the detector is permanently set to its optimum operating condition. In a similar way, by controlling the frequency of the oscillator with great accuracy using quartz crystal control, frequency drift is eliminated. Automatic Balance Control and Quartz Crystal Control will not, themselves, enable the detector to detect smaller pieces of metal. They will, however, enable the detector to permanently maintain this sensitivity with no operator attention and without false reject signals. For high performance over an extended period, Automatic Balance Control, Quartz Control and potted heads are essential.
2.3 Ferrous-in-Foil Detection
When the product to be inspected is packaged inside an aluminum foil pack or plate, a metal detector using the balanced coil system cannot be used. An alternative detector design is available which ignores the aluminum foil but is sensitive to small pieces of ferrous contamination. Figure 2 shows the basic operating principal. As a metal particle approaches the detector, it moves into a powerful magnetic field which magnetizes the particle. As this magnetized particle passes through the single coil, wound around the former, a small voltage is generated, which is subsequently amplified.
2.4 Metal Free Zone
Metal detectors need an area each side of the aperture to be free from metal structure, rollers and supports, to operate correctly. As a general rule, this needs to be approximately 1.5x aperture height for fixed metal structures and 2x aperture height for moving metal such as reject devices or rollers. When space is restricted, such as with a short conveyor or for installation between scale and VFFS bagger, a patented Zero Metal Free Zone unit may be used.
3 I
I THE METAL DETECTION GUIDE I
3. AMPLITUDE DETECTION - ZERO CROSSOVER
s a metal particle passes through the detector, an output signal is generated which increases to a maximum as it passes under the first coil, falls to zero as it reaches the center coil, and increases again to a maximum as it passes under the third coil. The signal will start to build up when the metal is some distance from the coil. With a large metal piece, it could be influencing the coil before it even arrives at the detector. Figure 3 shows the signal generated by a small and a large metal piece. This will be true for all types of detectors.
accurately determined, independent of metal size, the volume of rejected product can be minimized. With amplitude detection, a large metal piece is detected earlier and more good product may be rejected.
3.1 Multiple Metal Pieces
The major drawback of narrow zone is that the technique is not foolproof. In a typical production line it is common for no contamination to occur for a long period and then several pieces to pass together, such as when a sieve or grinder breaks up. If one metal piece follows a second piece and the metals are of a different size, then the narrow zone detector can be fooled and the smaller piece may not be detected. Figure 4 shows the signal from a small piece A followed by a larger piece B. The detector does not see the two separate signals but the combined resultant signal C. It can be seen that before this signal C has a chance to change polarity and be detected, the effects from the second piece swamps it. The first piece is not detected. If a third large piece arrives, the first two may not be detected and so on. This is a serious limitation of the narrow zone method.
There are, however, two alternative methods of interpreting or processing this output signal, which result in different detector characteristics. One is known as Amplitude Detection, the other is Narrow Zone or Zero Crossover detection. Amplitude Detection When the signal from the metal particle exceeds a predetermined trigger level, the detector operates. Figure 3 shows that a large metal piece breaks the trigger level and is detected earlier than a small metal piece. Narrow Zone/Zero Crossover Detection This technique gives a detect signal from the metal, when the signal changes polarity from a +ve to ve or vice-versa. Figure 3 shows that this always occurs at the same point - under the center coil independent of metal size. There are certain advantages and disadvantages of each method. The normal stated advantage of the narrow zone technique is that as the point of detection can be
4 I
I THE METAL DETECTION GUIDE I
3.2 Effect of Outside Influences
The effects of vibration on the detector are also different with the two detection techniques. Figure 5 shows that a signal from outside interference, such as vibration, occurs as a spike, with one polarity only. Using amplitude detection, the trigger level may be broken according to the level of vibration and a false detect signal may occur rejecting good product. With the narrow zone technique, however, the signal does not change polarity and detection is inhibited. Two instances occur, however, where this is not effective. If vibration occurs at the same time as a metal particle, the zero cross point can shift by up to 300mm (12). This would result in the reject device operating too early and the metal not being rejected. If the outside interference comes from vibration on both sides of the detector or from an intrusion on the metal free zone of the detector, a dual spike will occur. In this instance, the zero cross occurs making the detector overly sensitive to the interference signal.
5 I
I THE METAL DETECTION GUIDE I
4. SENSITIVITY
any factors influence the operating sensitivity of a metal detector. Sensitivity figures need to be qualified with additional data, if they are to be meaningful. It is fair to say that there is widespread confusion and misinformation about sensitivity capabilities and specification. The following factors effect sensitivity: Type of metal Shape of metal Orientation of metal Aperture dimension Position of metal in the aperture Environmental conditions Product Operating frequency Throughput speed When trying to determine an operating sensitivity or compare capabilities of different detectors, the following three factors are vital: The sensitivity must be maintained permanently without operator attention. An unstable unit requiring constant attention is of no value. The detector must not reject good product. The detector must not give false reject signals from vibration and outside influences.
non-magnetic but are good electrical conductors and are generally quite easy to detect. Stainless steel comes in many different grades, some magnetic and some austenitic (totally non-magnetic) and their conductivity is variable. For this reason, the grade of stainless steel should always be specified. In the food processing and pharmaceutical industry 304L (EN58E) and 316 (EN58) are the two most common grades. Poor sensitivity to these grades is a major limitation of many modern metal detectors. When inspecting wet or salty products, the problem of detecting stainless steel becomes even more acute. A good indication of a detectors all round capability, is the sensitivity ratio between ferrous and the most difficult to detect grade of stainless steel 304L (EN58E). This ratio can be as good as 1:1.5 and as poor as 1:2.5. This has a major effect on the detectors ability to detect contamination such as slivers and screen wire which exhibit an orientation effect.
4.2 Shape of Metal
Metal spheres are used as a standard to determine detector capabilities. There are two reasons for this. Spheres are available in a range of metals and diameters. A sphere has a constant shape which ever way it is presented to the detector. It has no orientation effect. The sensitivity of a detector is usually defined as the diameter of a metal sphere of a specific metal which is just detectable in the center of the aperture.
4.1 Types of Metal
All metals fall into three main categories: Ferrous, Nonferrous and Stainless Steel. The ease of detection will depend on their magnetic permeability (how easily they are magnetized) and their electrical conductivity. (Figure 6). Ferrous contamination is both magnetic and a good electrical conductor and is easily detected. Most metal detectors are able to detect small ferrous particles. Nonferrous metals such as copper, lead and aluminum, are
4.3 Orientation Effect
If a non-spherical particle of metal such as swarf or wire passes through a metal detector, it will be easier to detect when passing in one orientation compared to another. This is known as orientation effect. Figure 7 shows that a piece of ferrous wire is in the most difficult orientation to detect when it is at 90 to the direction of flow and the easiest when aligned along the conveyor belt. Non-ferrous and stainless steel wires are just the reverse. If this type of contamination is likely, care should be taken to ensure that the detector is, in fact, capable of detecting it. The orientation effect is only evident when the diameter of the wire is less than the spherical sensitivity of the metal detector. With the detector sensitivity set at 1.5mm diameter, for example, only wires thinner than 1.5mm diameter will show the orientation effect. If the detector sensitivity is increased to 1.0mm, only wires less than 1.0mm diameter
Fig 6
Metal Type Magnetic Permeability Electrical Conductivity Good Electrical Conductor Generally Good or Excellent Usually Poor Conductors Ease of Dectection
Ferrous (Iron)
Magnetic
Easily Detected Relatively Easily Detected Relatively Difficult to Detect
Non-ferrous (Copper, Lead) Stainless Steel Various Grades
Non-magnetic
6 I
Usually Non-magnetic
I THE METAL DETECTION GUIDE I
Fig 7
will cause a problem. If the diameter of the wire is only about 1/3 the diameter of the detectable sphere, it may not be detectable whatever its length. Clearly, to minimize the orientation effect, it is better to operate the detector at the highest possibly sensitivity. This, however, may cause other problems. As sensitivity levels increase, the problems of drift become more acute and with some detectors, nuisance false rejects will increase to an unacceptable level. The benefit of a stable detector (See Chapter 11) becomes even more important.
Figure 8 compares a detectors ability to detect four different wire samples at various detector sensitivities. The left hand column shows four alternative sensitivities. As an example, when operating at 1.5mm diameter, the piece of copper wire would need to be 9mm long to guarantee detection. At a 2.0mm sensitivity, this would increase to 26mm. It can be seen that a small change in detector sensitivity will make a great difference in its sensitivity to wire pieces. The solution is to operate the detector at the highest possible sensitivity. Auto Balance, Quartz Control and potted head, will help this to be achieved.
Fig 8
RELATING THE SPHERICAL SENSITIVITY OF A DETECTOR TO ITS ABILITY TO DETECT LONG THIN PIECES.
7 I
I THE METAL DETECTION GUIDE I
4.4 Aperture Dimensions
A large aperture is less sensitive than a small aperture. Both aperture width and aperture height have an influence on the detectors sensitivity, but changes in the aperture height or smaller aperture dimension will have the greater effect. The geometric center is the least sensitive part of the aperture, the corners are the most sensitive and all other points will lie somewhere between. The difference between these two extremes is known as the sensitivity gradient and will depend on the design of the coil and former assembly. A large gradient may make the detector unduly sensitivity to contamination in the conveyor belt or packing material. A perfect detector would have no gradient and equal sensitivities at all points.
4.6 Product
Dry product such as confectionery and cereals, is relatively easy to inspect and sensitivity charts can be used to calculate the expected operating sensitivities. When inspecting wet, conductive product such as fresh meat, the situation is different. The wet product creates an interference signal in the detector which needs to be canceled out before inspection can begin. This tends to reduce the sensitivity of the detector in a way that cannot be calculated empirically. To minimize the effect, a lower operating frequency is often selected in the range 1050 KHz. This reduces the interference signal from the product but also reduces the sensitivity of the detector, particularly to stainless steel. To determine production line sensitivity, actual product testing is essential and generally, the result shows a slight improvement in ferrous sensitivity but a reduction in non-ferrous and stainless steel sensitivity.
4.5 Environmental Conditions
Metal detectors are influenced to varying degrees by adverse environmental conditions such as airborne electrical interference, plant vibration and temperature fluctuations. These effects become even more acute when operating at high sensitivities. Ovens, freezing tunnels and hot water washdown, all create thermal shock which can result in false reject signals. Unless Automatic Balance Control is used, which eliminates the problem, the solution is usually for an operator to reduce the sensitivity of the machine. For this reason, when comparing detector capabilities, testing under controlled laboratory conditions is not too meaningful. Sensitivity specifications should be made for normal production conditions with the detector stable. Some detector manufacturers are more conservative then others when quoting sensitivities.
4.7 Inspection Speeds
Minimum and maximum inspection speeds are seldom a limiting factor for metal detectors, particularly on conveyor type applications. The limit will vary from manufacturer to manufacturer but will be a function of the detector aperture height. Typically this would be around 8M/sec. (1500 ft./min.) for a 125mm (5) high aperture. Minor modifications are usually possible to extend this range further. The limit of performance can be reached when attempting to inspect on pneumatic pipelines at speeds in excess of 35M/sec. (6000 ft./min.). More important than the absolute maximum and minimum, is a uniform sensitivity over the full speed range. This is not universal to all detectors.
8 I
I THE METAL DETECTION GUIDE I
5. INSPECTING WET OR CONDUCTIVE PRODUCTS
roducts such as cheese, fresh meat, warm bread, jam and pickles, can create a signal in a metal detector even when completely free of metal. This is known as product effect and is caused by the salt or acid content making the product electrically conductive. To make inspection possible it is necessary to eliminate or reduce this product signal. This can be done in one of three ways: Sensitivity Reduction By progressively reducing the sensitivity of the metal detector, the signal from the product is made smaller and smaller until it is no longer detectable. Despite the detector also becoming less sensitive to all metals, it is usually the preferred option when product signals are small. Frequency Reduction The operating frequency of a metal detector is generally in the range 10 KHz to 500 KHz. By selecting a frequency towards the low end of this range, the signal from product effect becomes smaller. Unfortunately, the signal from non-ferrous and stainless steel also becomes smaller, making the sensitivities to these metals lower. Product Compensation Special electronic circuits are available which can amplify and filter the signals from the detector by
differing amounts according to their characteristics. The filters are operator adjustable to take account of a broad range of product signals. This technique is known as product compensation and generally has the effect of minimizing the product signal, improving the detectors sensitivity to ferrous metal, reducing sensitivity to non-ferrous and stainless steel and, additionally, making the detector more prone to vibration from motors, reject devices and other nearby machinery. Inspecting conductive product is always a compromise and, in practice, a metal detector manufacturer will use a combination of all three techniques to give the best operating performance. The effects of vibration and drift from temperature variations are more pronounced on product effect lines. Automatic Balance Control, Quartz Crystal Frequency Control and potting the detector head will help create total stability. This overcomes a common problem often experienced by users, of a gradual increase in the amount of rejected product which, when re-inspected, is found to contain no contamination. The following section gives a more detailed explanation of product compensation.
5.1 Product Compensation - A Detailed Look
The signals created by various metals as they pass through the coils of a metal detector can be split into two components, resistive and reactive, according to
9 I
I THE METAL DETECTION GUIDE I
the conductivity and magnetic permeability of the metal. The signal from ferrous metal (iron) is primarily reactive and stainless steel is primarily resistive. Figure 9 shows in vector diagram form, the signals from a number of different metals as they pass through the detector. They show the signal increase to a maximum as they pass under the first coil, decay to zero as they pass under the center coil and again increase to a maximum when passing under the third coil. The signals vary in amplitude (length) according to metal size and phase (direction) according to the resistive and reactive components which, in turn, depend on metal type. The other points are evident from the diagram. Signals from ferrous metal are larger than signals from the same size piece of non-ferrous or stainless metal. Also, signals from vibration and outside interference as always along the horizontal reactive axis. To improve sensitivity of the metal detector to the stainless signal and reduce the sensitivity to vibration, special circuits can be used to amplify the signals by differing amounts, according to phase. This technique is known as Phase Sensitive Detection (P.S.D.). It is shown in diagrammatic form in Figure 10. The P.S.D. signal (Figure 11) passes outside the envelope and will be detected each time, even when metal free. By reducing the sensitivity of the detector, all the signals will become smaller until the product signal no longer passes outside the envelope. Inspection will then be possible. For small product effect this will usually be the preferable solution. An alternative solution is shown in Figure 12. The detection envelope can be rotated electronically, until
it is aligned with the product signal. This is known as Product Compensation and can be carried out by the user. The product signal no longer passes outside the envelope so normal inspection is again possible. Using product compensation, however, has its drawbacks. Large signals from stainless steel are needed to pass outside the envelope so the detector becomes less sensitive to these metals. At the same time, small signals from vibration will now pass outside the envelope and be detected. Undue sensitivity to vibration is often the limiting factor when inspecting with product compensation. The exact phase of any product cannot be calculated from data on salt content or on pH. For the same reason, detection sensitivities cannot be calculated. Product testing is essential to determine the detectors sensitivity to a range of metals. This service is usually available from metal detector manufacturers.
is shown as a long thin oval called the detection envelope. For a signal to be detected, it must pass outside this envelope. Large signals from vibration are required before passing outside the envelope and being detected while only small signals from stainless steel are necessary. This is the most satisfactory operating condition. A problem, however, occurs when inspecting a conductive product such as cheese. The large product
5.2 Automatic Product Compensation
Accurately adjusting the product compensation control needs experience if optimum performance is required. If a number of different products or pack sizes are to be checked on the same production line, adjusting the detector for each new product can be time consuming. The recent introduction of microprocessor based metal detectors has resulted in major improvements when inspecting conductive products. By switching to Learn or Automatic Compensation mode, product compensation can be set automatically, with no operator involvement These settings can then be entered into a memory to allow immediate recall when changing product, or even allow remote setup of the detector from a central computer.
10 I
I THE METAL DETECTION GUIDE I
6. CONVEYOR AND REJECT SYSTEMS
he design of the conveyor system which transports the product through the detector, must meet certain strict criteria if it is to avoid influencing the detector in any way. A metal detector conveyor is much more than a modified transport conveyor. The design of both conveyor and auto reject device will have a major impact on the effectiveness of your overall metal detection program. Unless special precautions and design techniques are incorporated, eddy current loops and static buildup can influence the detector and downgrade sensitivity, causing interference and probable false rejections. Metal detectors emit a high frequency radio signal which cause tiny eddy currents to flow all around the metal structure of the conveyor. These eddy currents have no effect on the detector if they remain constant. However, if the conveyor structure has an intermittent joint of variable resistance, even within a remote distance from the detector, the eddy currents briefly change which creates a large interference signal to the detector. Typical sources of eddy current loops are any metal to metal contact such as a bolted conveyor assembly or supports, pulley shafts and bearings, chain drives and guards, reject supports and metal conduit clamps. Frequently, oxidation of joints or changes in bearing lubrication will cause problems to increase with time.
Endless double pass belts (Figure 13) offer a number of advantages in many applications, including rapid replacement. However, as the face of the belt passes over a roller they are not suitable for transporting wet or sticky product such as meat trimmings.
6.2 Product Transfer
Transfer onto the conveyor system needs special consideration when the end rollers are large or the product small. If the distance D between rollers is more than half the product length, reliable transfer will not be possible. Small non-powered intermediate rollers or a dead plate positioned between the two rollers, are usually effective. (Figure 14). Single or double knife edges (Figure 15) permit transfer of very small items where product registration has to be retained, such as rows of confectionery at the outlet of an enrober. Sticky product such as raw dough and meat and bulk loose product such as loose peanuts, can be transferred by cascade (Figure 16).
6.1 Belting Types
A number of factors need to be considered in choosing a suitable belting material. Static charges can build up with some, particularly when running over plastic skid plates and plastic coated rollers and pulleys. Special antistatic belting can cause a problem as it is often made with conductive carbon fillers or additives, which will adversely affect the detectors performance, particularly when the belt joint passes through the aperture. With any type of belt the joint must be metal free and made in such a way to prevent product buildup or an accumulation of grease. A vulcanized or glued joint at 45 or an interlocking finger joint helps minimize this effect. Metal fasteners, or sewn and laced joints, are unsuitable. The belt material itself must also be totally metal free. Tiny metal specks in the material are extremely difficult to find. Belt manufacturers producing consistently high quality, metal-free belting, would almost certainly need to use metal detection equipment to inspect their raw materials. Flat, dished, ribbed, cleated and molded flexible wall belt are all acceptable. Solid plastic chain belts of the Intralox style and round urethane belting running in grooved rollers, are ideal where spillage is likely, requiring frequent washdown.
11 I
I THE METAL DETECTION GUIDE I
detector aperture, resulting in higher sensitivities. (Figure 18).
6.4 Automatic Rejection Systems
Ineffective reject systems are probably the weakest link in most detection systems and result in contamination not being effectively and reliably rejected from the line. A correctly specified system should be foolproof and capable of rejecting all contaminated product under all circumstances, independent of the frequency of occurrence or the location of the metal inside the product. Occasionally auto rejection is not used. The operator is expected to remove contaminated product when the conveyor is stopped on detection, or the sound of a bell, or when a bright plastic disc is dropped on the belt from an electric disc dropper designed to operate each time metal is detected. All these solutions are high risk and depend entirely on the efficiency of the line operator. The choice of the most appropriate reject system will depend on a number of factors and the advice of the detector manufacturer should always be sought. Options available include: Air Blast - Ideal for light, single line product. (Figure 19).
For jar inspection the detector system may be positioned alongside the existing transport conveyor and product guides divert the jars from the line onto the detection system. Acceptable products are then diverted back. When contaminated items occur, the product guide can be moved pneumatically to allow the item to be rejected from the line. (Figure 17).
6.3 Transfer Speed
To allow easier identification of the contaminated items, it is often useful to accelerate the product through the detector to create an increase in product spacing. When packs are very close, the detector maybe unable to determine which is contaminated. Two or three packs may need to be rejected to be sure of catching the right one. By increasing the detector conveyor speed, product spacing is increased, permitting the individual items to be identified. When inspecting bulk and loose product, the burden height can be reduced by accelerating the product on transfer. This has the advantage of minimizing the volume of rejected product and permits a lower Punch/Pusher - Single line discrete, spaced and oriented product. (Figure 20).
12 I
I THE METAL DETECTION GUIDE I
Sweep/Diverter Arm - Random and non-oriented product. (Figure 21).
End Flap - Bulk or discrete multiple items on wide belt. (Figure 22).
6.5 Inspection of Liquids
Inspection of pumped liquids and slurries can be achieved by replacing a short section of the stainless steel transport pipe by a food quality plastic pipe and passing it through a metal detector (Figure 26). On detection of metal, a sanitary three-way valve can operate to divert the contamination or, alternatively, the pump can be stopped and the contamination flushed out manually. Typical products suitable for pipeline inspection include liquid chocolate, ice cream, soup and meat slurry.
Retracting Band - End pulley retracts to create a gap in the line. Very reliable on most applications. (Figure 23).
For product likely to solidify if pumping stops, such as liquid chocolate, the throughput pipe can incorporate a hot water jacket (electric wire wrap heating cannot be passed through a detector). Hot water jackets also prevent an accumulation of fat on the pipe interior when pumping certain types of sausage meat emulsions. Reverse Belt - Ideal for bulk, random or sticky product. (Figure 24 and Figure 25). Special metal fittings may also be used to permit direct connection to sausage pumps or other systems. TriClamp, I Clamp, Sanitary, Vemag, Handtmann and similar connectors are generally available. Pumped product is seldom totally homogeneous. Voids and bubbles frequently occur and this can cause problems when adjusting the detector for optimum performance, especially for highly conductive products. Under normal conditions, product is passing under both coils of the detector. Product effect tends to cancel out and the detector can be adjusted to give high sensitivity. If, however, a void or bubble appears as it passes under the first coil, the detector will sense a large product difference and a false reject will occur.
13 I
I THE METAL DETECTION GUIDE I
(Figures 27 and 28). It is possible to adjust the detector to eliminate the product signal, but unless the bubbles occur frequently, or at a predictable time (such as with a pump startup), it may take a long time. In these instances, automatic product compensation will be of no help. no moving parts such as motors, gears, rollers or belts and with the relatively high volumes which can pass through a small detector opening, very high sensitivity can be achieved. The detector and auto reject should be mounted on a rigid framework with sufficient space between them to ensure that metal contamination is always rejected. (Figure 29). Product flow should be continuous free fall or batch free fall. The application is not suitable when product backs up the throughput pipe and moves slowly. Frequently the overall system height is a limitation to the use of gravity feed systems - particularly where little headroom exists. The following limiting variables have a direct relationship on the overall system height. Initial Fall Height of the Product This will determine its velocity at the point of inspection and also the time taken to arrive at the reject point. The fall height should ideally be reduced to a minimum by locating the equipment as close as possible to the point of initial fall. Detector Aperture This will determine the metal free zone of the detector and, in turn, the height of the input flange above the detector and the closest point the reject device can be located. Using the patented Zero Metal Free Zone technology will keep this to a minimum. The aperture height will also determine the distance the reject chute must travel to reject product. System Response Time This covers the speed of response of the relay or solid state output, air solenoid, air cylinder and the time taken to move the reject flap to the reject position. Reject Angle The reject angle must not be too large to create blockage or bridging. As the length of the reject flap is reduced, the reject angle increases. An angle of between 25 to 30 is considered a maximum for most products. Reject Design Product buildup on the reject device, a drop in air pressure and aging of bearings, will slow down the speed of response. A sufficient safety margin is needed in the design to ensure metal is rejected with 100% accuracy.
6.6 Inspection of Powders and Granules
Any free flowing powder or granule such as peanuts, rice, plastic pellets, milk powder and cocoa beans, can be inspected under free fall conditions using a gravity feed free fall detector and a high speed diverter valve. Under normal conditions there are
14 I
I THE METAL DETECTION GUIDE I
The following table shows the relationship between pipe diameter, sensitivity and typical throughput rates for gravity feed systems manufactured by Safeline. pouch. Up to three fillers - hence three detectors may be needed on a single pouch maker. The foil pouches must be accurately indexed for filling. A signal can be taken from the indexing mechanism to the shift register timer of the metal detector and used to provide a synchronized rejection of contaminated packs at some remote point away from the filler. Vertical Form Fill Seal A ZMFZ detector can be fitted between a computerized scale and a vertical form fill seal bagger (Figure 30). Often a large detector of 150mm (6) or 200mm (8) is required, which would require a larger metal-free zone. The patented ZMFZ technology allows high sensitivity levels to be maintained, without false rejects, in the minimum space, making installation easier and avoiding the danger of product breakage. On detection of metal, the complete line may be stopped or the sealing jaws inhibited, to double bag.
6.7 Special Applications
Installing a custom designed metal detector directly onto, or into, a packaging or process machine, can have a number of distinct advantages for both the user and the supplier of the original machinery. It is a trend that is likely to continue. Where installation is required in a restricted space, the patented Zero Metal Free Zone (ZMFZ) detector can be used, which allows metal structures and components to be positioned very close to the detector without interference. Pouch Filling Detectors can be installed to inspect powder material prior to filling in preformed aluminum pouches. Apertures of 50mm (2) or 75mm (3) are usually sufficient but space limitations restrict the exterior case dimensions. Auger fillers are generally used, with the special zero metal free zone (ZMFZ) detector installed between auger and
15 I
I THE METAL DETECTION GUIDE I
7. REJECT TIMING
t is normal for some time lag to be required from the moment of detection to the moment of rejection to allow the contamination to move to the reject point. This can range from fractions of a second on high speed applications, where the detector and reject device are close together, to as much as 30 seconds when rejection, either manually or automatically, is planned at some remote point. A second independent timer is also required which will control the length of time the reject device operates. This is usually adjustable from about 0.5 seconds to 10 seconds. The shortest time would be required on a punch type reject but a retracting band system would normally operate for several seconds to remove larger items from a slow moving belt. Both timers would be available as a standard item from detector manufacturers. It is important that the timers are immediately resettable and that the detector is still operative while timing out. The detector must be capable of detecting a second particle and also resetting or extending the timer to ensure it is rejected. A continuous stream of metal particles should result in the reject device operating continuously until all the particles are removed.
sensor, a pulse is generated. In this example, each revolution of the disc generates thirteen pulses. A higher number of teeth will produce more pulses per revolution, which ultimately will allow a more accurate registration of the product. The signals from multiple or consecutive metal particles will be stored in the shift register and sequenced through, ensuring each one is subsequently rejected. When installing systems in a line which may operate at various speeds, it is not always necessary to have the detector system also variable. The additional expense and complexity can often be avoided by fixing the detector system to run at the normal line maximum.
7.2 Photogated Timing
Figure 32 shows a punch reject, with the timing adjusted to accurately reject the metal particle located in the center of the pack. If a particle occurs at the leading or trailing edge, the reject may operate too
7.1 Variable Speed/Stop-Start Applications
Accurate rejection and timing become more complex if the transport conveyor has variable speed or can be stopped with product between the detector and reject system. The time taken for the product to move to the reject position is not constant and so a simple time delay method cannot be used. The normal solution is to use an electronic shift register which can monitor belt movement and the position of product on the belt. A shift register is a device which will give an output signal after it has received a predetermined number of input pulses. It is of no importance if these pulses are received rapidly or over a long period. The input pulses are produced by a pulse generator fitted to the shaft of a roller on the conveyor system. It is normally made from a metal disc with teeth or holes cut into it. Figure 31 shows a typical device. Each time a tooth of the disc obscures the photoelectric device or passes close to the proximity
16 I
I THE METAL DETECTION GUIDE I
early or late, possibly missing the pack or disturbing the neighboring packs and causing a line blockage. If using air blast or diverter arm rejection, a possible solution would be to adjust the timers to operate early and for an extended period. This, however, would remove several good packs and most likely spin or disturb others. The best solutionand the only one when punch rejects are usedis to accurately monitor the position of the pack and operate the reject device when it has reached the correct position. The technique is known as photogating. This will ensure accurate rejection independent of location of metal in the pack.
17 I
I THE METAL DETECTION GUIDE I
8. ESTABLISHING AN EFFECTIVE METAL DETECTION PROGRAM
etal detectors may be used at various stages of a production process.
Bulk Inspection Eliminates metal before it can be broken into smaller pieces. Protects processing machinery from damage. Avoids product and packaging waste by subsequently rejecting a finished higher value product. Typical examples include bulk inspection of meat blocks prior to grinding, ingredients for pizza toppings and grain. Finished Product Inspection No danger of subsequent contamination Ensures compliance to quality standards A combination of bulk and finished product inspection gives optimum protection. Selecting a reliable metal detection system is just the first step in achieving the final objective - minimizing or eliminating the incidence of metal contamination. Those responsible for establishing and monitoring the program should ensure proper procedures are clearly specified and implemented and that the line operators and general work force are aware of them.
Standards for very wide detectors, such as those used at the outlet of ovens or enrobers, may need to be slightly lower than this. For conductive products, product testing is needed to determine detection capabilities. Test results, however, should only be considered as an estimate. Both the minimum acceptable standard and the individual line specification should be determined for both ferrous and non-magnetic stainless steel. The line specification should be marked clearly on the side of the detector and metal samples of the correct diameters should be available for testing. Access to the detector controls should be by authorized personnel only.
8.2 Testing the Detector
Testing the metal detector with known test samples should be carried out regularly to confirm both detection and accurate rejection. The interval between tests will depend on the implications of a failed test (see 8.3). Every 2-4 hours is typical. It is important to follow the correct procedure. Use correct test samples in ferrous and stainless steel mounted in a plastic card or plastic block. For discrete items, place the metal sample at the front of a well identified product and pass through the detector, ensuring it breaks the photogate, if used. For bulk product, place the sample in the product flow. Confirm the product with sample is detected and rejected. For discrete items repeat the test with the sample at the back of the product. A more demanding test is to use two samples, correctly spaced, to ensure multiple rejection.
8.1 Sensitivity Standard
Establishing a sensitivity standard can be relatively easy for producers of small dry items such as confectionery, but more difficult when a wide range of product effect lines are produced. Agreeing a minimum company standard for finished product inspection will help overcome the possibility of a detector being installed at the wrong place in a production line. An example is where inspection of finished cases is being considered instead of inspecting each individual item. The larger detector would be of lower sensitivity and frequently occurring metallic specks in the carton material would, undoubtedly, limit the detectors capabilities. Equipment should be operated at its maximum reliable level, which may be better than the agreed standards on some applications. It is, however, more important for equipment to work reliably, long term, and without false rejects, than to try and achieve a better sensitivity and create false alarms. For dry non-conductive products, the following standards are used by many food processors.
18 I
I THE METAL DETECTION GUIDE I
Precautions must be taken to ensure that any test samples not rejected do not become lost on the production line. If the detector is positioned just prior to another processing machine, such as a grinder or mixer, it is wise to attach the test sample to a piece of string. If the item is detected, remove any packing material and repass. Divide product into smaller and smaller pieces until metal can be located. Do not try and locate metal visibly by spreading product on a tableyou wont be successful. Metal particles found should be shown to line personnel so they build up confidence in the equipment and then kept for future reference and details recorded in a Metal Contamination Daily Log. If the source is known, it should also be recorded. If not, investigations are extremely useful in preventing a reoccurrence and can result in a change in maintenance procedures or even a change in raw material suppliers. Locating and retaining the particles has the added advantage that if a screen or blade, for example, is known to have broken into the product, the individual pieces detected can be collected and the component reassembled to ensure nothing has been missed.
8.3 Action Required if Test Fails
If the test sample is not detected or rejected, all output since the last successful test should be considered suspect and possibly contaminated. The cause of failure should be determined and if a result of tampering or a change in production conditions, procedures should be established to prevent reoccurrence. If the unit can be adjusted to bring it back to correct operation, this should be done and noted on the test log. If a test shows that a system is faulty, the user must decide what course of action to take. Several options are available: Continue production and repair the system as soon as possible. Continue production and re-inspect product through an off-line system. Stop production. Stop production and re-inspect everything produced since the last successful test. If this is not possible, quarantine warehoused product. Only by stopping production and preferably reinspecting product, can a company be confident that they have an effective metal detection program in place. A corporate policy should be agreed and publicized ahead of time. The value of taking this position is evident in the event of a complaint or possible litigation. The temptation to keep production lines running can be reduced if the metal detector is designed with an electronic module which can be easily swapped out by the user without skill or specialized equipment.
8.5 Performance Validation
A metal detector with a Performance Validation Routine (PVR), can help ensure testing is carried out properly at agreed time intervals with proper test samples and, if required, provide hard copy documentation confirming the test. PVR will call for testing at an agreed time interval. Approved personnel enter a personal access number into the detector to allow the test to be completed with the correct sample size. Failure to test the equipment at the agreed time interval can action a variety of outputs. Hard copy documentation showing that testing has been carried out can be provided through a local printer or downloaded to a central PC using a detector network capability. Proof of Inspection is useful evidence in the event of a customer complaint and to confirm compliance to an inspection standard in a Vendor Certification Program.
8.4 Treatment of Rejected Product
All rejected product should be reinspected in the same detector during a break in production or in a separate off-line detector, to locate the offending metal piece. For discrete items, the following procedure is suggested. The contaminated items should be passed three times through the detectors in various orientations. If there is no detection, the item can be considered acceptable.
8.6 Detector Networking
Microprocessor based metal detectors may be networked together and linked back to a central PC. This provides the user with two important benefits: Real Time Status By glancing at the PC screen, a supervisor may be immediately reassured that all detectors are operating properly and have been recently tested. Warning flags can be displayed and corrective
19 I
I THE METAL DETECTION GUIDE I
action immediately taken if a sudden increase in rejections occur, if a detector fails, or if metal is detected but the reject device fails to remove it, for example. Accurate Documentation All events such as rejections, faults, setup changes and QA tests, are stored in a database with the time and date they occurred. The information may be viewed or printed in various report formats. In the event of a complaint, a printout can prove the product was inspected by a detector which was properly adjusted and confirms when and who tested the unit with test samples. Additional shift reports can prove compliance to inspection standards and help monitor HACCP improvements. It is quite common, when detectors are initially networked, for several flaws in the overall metal detection program to be highlighted within the first 24 hours. These can then be corrected, thus improving the overall protection level.
20 I
I THE METAL DETECTION GUIDE I
9. REASONS WHY YOUR PROGRAM MAY FAIL
rom the authors experience, relatively few incidents of metal being undetected are a result of the detector failing. They are usually associated with poor working methods by company employees and incorrect system design. Often the complaints do not result from tiny metal pieces but from larger items such as washers, bolts, and pieces of blades and screens which should be detectable by even the most basic type of detector. There will always be a finite limit to the smallest metal piece detectable and processors should ensure that this limit is understood and acceptable to them.
The author recalls one instance with a frozen pizza manufacturer using eight (8) identical detector systems with air blast rejection but no potogating. The equipment was tested each hour by placing the test sample in the center of the pizza and each time the test was successful. It was then suggested to repeat the test with the test sample on the front edge of the pizza. The QA manager was amazed to see the pizza in front of the sample rejected and the contaminated sample continue down the production line. The reason for his ongoing customer complaints was clear. Simple additional control devices are available to ensure a reject device is operating properly and that contaminated packs are accurately rejected.
9.1 Conveyor Design
The design and method of manufacture of the conveyor will have a great influence on the detector. It is an integral part of the complete inspection system and, in almost all cases, the detectors maximum sensitivity cannot be achieved when fitted to an existing general purpose transport conveyor. Fully welded structures, incorporating correct metal free zones and properly isolated rollers, pulley, cross structures and detector head mounting are essential to obtain the highest reliable performance. Conveyor belting must be metal free to a very high standard and suitably jointed. Antistatic belting should be avoided. If these problems are not solved at source, the common outcome is a gradual increase in false rejects. The easy solution is to reduce the sensitivity control of the detector, sometimes to an unacceptably low level.
9.3 Production Continuing When the System is Faulty
A firm policy should be established dictating the action required in the event of a detector fault. Halting production is the safe option. Alternatively, product can be stored for subsequent inspection in an off-line unit prior to release. If your detectors have a user replaceable quick change module, a repair can be effected in minutes and the temptation to keep running avoided. The drive motor of the conveyor can be wired to stop in the event of detector failure or the reject device made to operate continuously. Automatic self checking is an essential feature of any metal detector. Its purpose is to continually monitor the detector and give an alarm if it fails or if the sensitivity falls. This automatic checking can be extended to cover all associated items such as reject mechanisms.
9.2 Non-Positive Reject System
This is probably the weakest link in of the whole inspection system. There are a number of common problems. These include: Reject not suitable for the application. Reject not photogated on long discrete packs. System design not capable of removing consecutive contaminated packs. Failure of the reject due to low air pressure, blockage or solenoid failure. Downstream product backup through the detector. Product spacing and reject design not compatible. One the benefits of single source responsibility for conveyor, reject and metal detector, is that these issues can be addressed at the design stage, if necessary.
9.4 Reject Product Returned to Production
If product is rejected onto the floor or into an open container, it can be easily returned to production in error or, when production schedules are critical, intentionally. Rejection into lockable reject bins helps overcome the problem. A warning device should be incorporated to indicate when the bin fills up. Frequent false rejects and erratic operation can undermine the operators confidence in equipment so it is important to ensure these are avoided. In addition, showing line operators the various metal pieces found will build confidence in the equipment. Most microprocessor equipment will display the number of rejected items on the control panel and this should be verified with the actual number found. Good record keeping will highlight which lines or shifts seem to have suspiciously few rejects.
21 I
I THE METAL DETECTION GUIDE I
9.5 Line Operators Working Practices
To prevent the detector being switched off or reduced in sensitivity, access to the controls should be restricted to Q.A. personnel or to a responsible supervisor trained in the adjustment of the machine. This is best achieved by a password access code on digital systems. Other problems witnessed by the author include air supply to reject device disconnected, reject bin overfull and reject arms tied open with string. Additional simple checking devices are available to monitor these.
9.8 Narrow Zone or Zero Crossover Technique
Multiple metal particles frequently occur in practice. Detectors using the Narrow Zone technique are susceptible to being fooled under these conditions allowing metal particles to pass undetected. A full description of these problems are given in Chapter 3.
9.9 Users Unaware of Detector Limitations
Most users are unaware of the practical limitations of the detectors they use. A detector working at a 2mm sensitivity, for example, will not necessarily detect all metal pieces larger than 2mm. A thin piece of screen wire could be 25mm (1) long or more and still be undetected. An understanding of the orientation effect (see section 4.3) will prevent a false sense of security developing and this can influence the location of the detector in the production process preventing it from being installed to perform a task for which it is incapable. Even slight reductions in operating sensitivity can have a significant effect on the performance of the equipment, a point seldom appreciated by the user. If a specific type of contamination is common, this should be discussed with the detector manufacturer during a site visit, together with all other relevant information.
9.6 Conveyor System Used as a Pack Off System
If all product is to be removed manually from the conveyor, the reject device should be positioned as close as possible to the detector and the space between covered with a clear guard to prevent contaminated items being removed manually, in error, before they have arrived at the reject point.
9.7 Subsequent Contamination After Inspection
For quality assurance applications, the ideal point of inspection is immediately after packing or as close to final packing as possible. When the packaging material includes aluminum foil, there is an option to check with a normal type detector before packing or after packing with a ferrous-in-foil type detector. However, as stainless steel and non-ferrous metals are not detectable in the ferrous-in-foil unit, this is only recommended when no alternatives are available. Intentional inclusion of metal is particularly difficult to prevent. Inspection as late as possible in the process and minimizing the access to finished product will help. Employees under notice of termination should not be allowed in sensitive production areas. If sabotage is of particular concern, discussions with the metal detector manufacturer are likely to prove worthwhile.
9.10
Detector Drift
Detector drift occurs over a period of time as a result of temperature and humidity variations, aging of electronic components and buildup of product in the aperture, resulting in changing sensitivities and false alarm or nuisance signals. Typically, the sensitivity to ferrous metal improves with drift while non-ferrous and stainless steel becomes worse. For this reason, it is always important to test the detector with both types of metal or the drift problem may be masked. Quartz Frequency Control and Automatic Balance Control will go a long way towards eliminating drift, ensuring sensitivities are maintained permanently.
22 I
I THE METAL DETECTION GUIDE I
10. DEVELOPING A FOREIGN MATERIAL CONTROL SYSTEM
oney spent reducing complaints inevitably yields a better return than money spent answering them. The real value of a quality program is determined by its ability to contribute to profits and to customer satisfaction. Any expenditure which could have been avoided will have a direct, but negative, effect on profits. The value of clearly identifying the cost of quality should be obvious. An argument for quality improvements is often weak when it has to deal in generalities and opinions. It becomes more convincing and realistic if it can quantify, in money terms, the costs and savings. These costs can generally be split into three broad areas. Prevention Costs These cover the activities specifically designed to prevent contamination or defects. They should cover items such as supplier capability surveys, employee education and training and establishing good manufacturing practices. They are extremely cost effective. Appraisal Costs These cover costs associated with testing, inspection and ongoing evaluation of the production process, to ensure conformance with quality standards. Failure Costs These costs, potentially by far the highest, cover failure occurring both before and after shipment of product. A metal contaminated product found before shipment is a failure resulting in product and packing wastage, possible machinery damage and loss of output. If discovered after shipment, loss of customer satisfaction, product recall, adverse publicity and potential law suits can result. Prevention and appraisal costs are generally low and are incurred because poor quality may exist. Failure costs are high and are incurred because poor quality does exist. A systematic approach needs to be developed and integrated into the overall Q.A. program. It needs to be rigorously set up and rigorously followed. It needs to be pro-active rather than re-active and used to ultimately prevent the occurrence of contamination rather than just detect it. Quality responsibility should be passed back to include suppliers, to ensure their standards are equally demanding. Often contamination in the suppliers product is more easily detected before it is further processed and broken into smaller pieces. The objective should be to have control over the whole production process, the incoming raw materials, the environment, the processing and the packaging. As a
first step, a Foreign Material Task Force should be formed to develop, implement and coordinate the foreign material control system. Ideally, it should include senior personnel from production, quality assurance, engineering and maintenance. The test force has three main responsibilities: Establishing and monitoring Critical Control Points Developing Good Manufacturing Practices Providing Documentation and Trend Analysis.
10.1
Critical Control Points
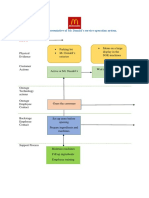
Hazard analysis and establishing critical control points (HACCP) is an important first step in taking a pro-active step towards reducing contamination. A flow diagram should be drawn up showing the traffic of all products in each production stage, from the incoming raw materials to the final warehousing of finished product. Depending on the complexity and number of different processes, up to ten separate flow diagrams may be required. Every point in the product flow should be considered and those which may create a potential hazard are identified as a Critical Control Point (CCP). The CCP is coded and the method and frequency of checking is determined. Control points can be established not only where metal contamination hazards are possible, but also any other quality related matter. To illustrate how this can be developed in practice, an example is shown for the production of breaded fish portions. Example: The complete manufacturing process involves a number of distinct stages: Fish coating manufacture and storage Frozen ingredient supply and storage Processing breaded fish pieces Packaging breaded fish piece
Figure 35 shows the flow line for the processing stage. Each point on the flow line where a potential hazard from metal contamination exists, is identified and coded. A description of the potential hazard is drawn up with details of how it should be checked and by whom. Figure 36 shows the hazard control list. These have identified hazards from metal contamination but the system can be expanded to cover all potential hazards, such as microbiological contamination, delivery truck temperature, cooking dwell time and portion weight control. A separate reporting form should be drawn up for each control point to confirm that the necessary procedures had been carried out.
23 I
I THE METAL DETECTION GUIDE I
24 I
I THE METAL DETECTION GUIDE I
10.2 Good Manufacturing Practice
In addition to identifying Critical Control Points, other potential sources of contamination, not related directly to the production process, need to be identified and procedures introduced to eliminate the danger. These could include: Specifications for raw materials should state that they are free from foreign body contamination and should indicate specific precautions for the supplier to take, depending on product type, such as powder material to be screened and passed through a detector, carcass meat not to be labeled with metal tags, no stapled container to be used. Paper clips should not be used on documents in production areas. No thumb tacks should be used on any notice board. No hair clips, watches, jewelry allowed in production areas. Protective clothing should have no outside pockets. Laundered items to be checked for loose buttons prior to re-issue. Only magnetic Band-Aid wound dressings to be used by personnel, to aid detection of lost dressings. Conveyor lines carrying open containers should be covered until the containers are closed or capped. Holding containers should be covered. Step bridges over production lines should have enclosed sides and be checked regularly. Many other specific effective measures can be carried out relevant to specific industries and manufacturing processes. Effective training is fundamental for all involved, from those who design plant layout to the unskilled production line operator, to have an awareness and commitment to the avoidance of foreign bodies. Programs should include an explanation of the companys Quality Assurance philosophy and details of the Critical Control Points. Documentation and reporting procedures should be detailed and individual responsibilities for reporting potential hazards such as defective machinery, made clear. Poor working practices during maintenance is a common cause of metallic inclusion. A routine and preventative maintenance list, which can be conducted outside normal production hours, should be drawn up and regularly updated. Other effective procedures include: Equipment maintenance should not be carried out during plant operation, particularly welding and drilling. Screens should be provided to prevent spread of welding slag and swarf. For major work or new installations, complete floor to roof screens should be used. Magnetic mats, brushes and vacuum cleaners, should be used for cleanup and on repaired equipment, prior to returning to the production area. Startup team responsibilities, with particular emphasis on Critical Control Points, should be detailed. On completion of any repairs or installations, the plant and surrounding area should be inspected by a member of the Q.A. team. Implementing proper procedures and working practices can help the quality philosophy permeate the whole company. Appropriate channels for rapid feedback and revision, in light of new experience, will keep the systems live. Every piece of metal which is prevented from entering the production process represents a 100% success. No detection system can ever reach this level.
10.3
Documentation and Trend Analysis
The effectiveness or otherwise of monitoring Critical Control Points, can only be determined by efficient collection of data and trend analysis. The importance of recording each incidence of metal contamination has been described in Chapter 8. Trend analysis of contamination type and frequency, line by line, or machine by machine, can identify particular sources of trouble such as raw material supplier, production staff or shift, or inadequate maintenance. Using this information over a period of time will help determine the effectiveness of the Q.A. program and equally important, will be the first step in quantifying--in monitory terms, the savings or increased profit generated. Monitoring the critical control points should result in a significant reduction in quite a short period. Two useful trend charts record the number of pieces of metal contamination detected on a weekly basis and also the number of consumer complaints. Each incident should be investigated to determine if the failure was a result of ineffective monitoring of the CCP, if a new previously unidentified CCP is responsible or if the metal particle is smaller than the operating capability of the metal detector.
25 I
I THE METAL DETECTION GUIDE I
11. COMPARING METAL DETECTOR BRANDS
espite the widespread use of metal detectors over recent years, there are few guidelines available to help users evaluate a detector or compare the capability of different brands of machines. Those new to metal detectors may draw up a check list of features between different brands and make an assumption that the brand with the longest list is the best choice. Frequently, they may also ask Which unit is more sensitive, as a basis to evaluate and compare. Neither method is likely to yield helpful guidance. One characteristic of microprocessor technology is that unlimited features can be provided but these features will not necessarily contribute to a metal detectors overall effectiveness. Users with more experience will also know that sensitivity is only one factorand almost certainly not the most important. Drift, erratic detection, complexity of setup and random false rejects are the key factors which will make a difference in the success or failure of the overall metal detection program. Metal detectors can be frustrating to production personnel when they seem to operate inconsistently. They will quickly loose confidence in a unit that rejects product which is subsequently shown to be good or one that requires constant attention for the sensitivity standard to be maintained. What then are the practical factors which potential users should consider when selecting a detector brand? The following are those considered most important by users with long term metal detection experience.
win the confidence of both line operators and management and provide the best protection long term. Production line performance is the measure which takes all these factors into account. An unstable detector, particularly when linked to an automatic reject device, can quickly become a focus of criticism.
11.2
Repeatability
In addition to false rejections, drift can cause the detection level to vary over time. The effect is highlighted with stainless steel samples and for this reason, stainless should be used for testing. Having a detector that detects the test sample repeatedly each time it is passed, over a period of weeks or months, instills confidence in the user. It also avoids the problems of having to rescreen product or allowing metal to pass undetected.
11.3
Ease of Setup
A detector which has a complex or confusing setup procedure inevitably will not be adjusted correctly. Even so called Auto Setup units will require programming. After initial instruction, it should be practical for the user to adjust all parameters without reference to an instruction manual. A logical procedure avoids having to memorize special sequences and will mean changes can be properly made long after the initial instruction is given.
11.4 11.1 Stability
This is the distinguishing factor of a top quality metal detector and highlights the difference between sensitivity and performance. Performance is a measure of equipment capability under real plant conditions. A stable metal detector is able to operate consistently without false rejects or erratic detections and should not require periodic adjustment. Most microprocessor units will give similar sensitivity levels when tested side by side under laboratory conditions. However, over extended operation on a production line, significant differences will become evident. As sensitivity levels increase, a detector will gradually become more unstable until an unacceptable level is reached. Electronic drift is one cause of instability and occurs over a period of hours, days or weeks. Automatic Balance Control is one technique used to minimize drift.
Washdown Integrity
For producers of meat, poultry, dairy and similar products, a detectors inability to withstand frequent heavy duty washdown is a common problem. Repair of a leaking detector is both expensive and time consuming. If a detector needs to be removed from line for repairs, your program may be compromised. Typically, there are two weak points: The joint between the stainless steel case and the plastic liner through the detector opening. Thermal expansion caused by temperature fluctuations during use and washdown, coupled with the difficulty of bonding to stainless steel, allows this joint to crack, permitting moisture to enter. Premature failure is often the result. Some detectors have eliminated this weak point by covering the plastic/stainless joint with an additional bolted flange, which will withstand the harshest treatment for extended periods.
26 I
The detector capable of giving consistent reliable detection, without the frustration of false rejection, will
I THE METAL DETECTION GUIDE I
Leakage around the control cover. Detectors equipped with a sealed washdown cover over the controls, at some point will be left open or not tightened during cleanup. Frequent opening will also eventually wear the gasket seal. Some detectors avoid this problem by using a washdown membrane keypad for setup, designed for direct washdown that requires no cover. Other factors should also be considered depending on individual requirements. The importance of conveyor/ reject design was discussed in Chapter 9. Detector suppliers with in-house system design will be able to give single source responsibility for a successful startup. On lines where downtime is unacceptable, detectors with a single electronic module designed for user swapout will be important.
27 I
I THE METAL DETECTION GUIDE I
12. FINAL QUESTIONS
n the event of a consumer complaint or possible litigation, how certain can you be that there are no flaws in your metal detection programand can you prove it? A companys metal detection policy should be defined and publicized. Ideally, to minimize exposure to risk, it should be in line with Figure 37.
In addition, whenever possible, you should ensure your raw material suppliers adopt a similar policy to ensure they do not ship you contaminated product. Many major corporations now make satisfactory metal detection a part of their Vendor Certification Programs. Having such a firm policy is essential to close the loop but it can cause a serious dilemma at the operating level. In the event of a failure, if production is stopped until a factory trained technician can schedule a service visit, the loss of output will be substantial. Alternatively, if production continues, your metal detection program will be flawed and you cannot be certain of producing a metal-free product. One of the great benefits of using metal detectors which incorporate a universal quick change electronic module, designed for user swapout, is that it not only minimizes service costs, which may be relatively minor when compared to the cost of lost production, but, more importantly, it avoids the temptation to run a production line unprotected.
Fig 37
ABC COMPANY Metal Detection Policy
1. All our products will pass through a high performance metal detection system. 2. All detectors are checked by qualified personnel every ___ hours, with agreed metal test standards. Documentation is produced automatically indicating when the test is completed, with the result. 3. If the detector is not tested within the agreed time period, an alarm warning is given and the production line is stopped automatically. 4. If the detector fails a test, the production line is stopped and all output since the last successful test is quarantined.
12.1
Equipment Audit
Outside audits of equipment carried out by certified quality auditors is an additional service which is available to assure users that equipment is in compliance. Experienced metal detection experts can often spot potential problem areas and suggest solutions before they become apparent to the user. This service is currently available from Safeline.
28 I
THE METAL DETECTION GUIDE
METAL DETECTION
World Leader in Metal Detection
SAFELINE LTD 510 Montford Court Montford Street, Salford, M5 2SN, England Tel: 161 848 8636 Fax: 161 848 8595 SAFELINE INC Safeline Business Center 6005 Benjamin Road Tampa, Florida 33634 USA Tel: 813 889 9500 / 800 447 4439 Fax: 813 881 0840 Service: 800 259 9093 Web Site: www.metaldetection.com E-mail: sales@safeline.net
Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- ECG Peak DetectionDocumento7 pagineECG Peak DetectionAmarnath M DamodaranNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Digital Sensor I/O DriverDocumento12 pagineDigital Sensor I/O DriverAmarnath M DamodaranNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- CAN Bus ESD Protection Diode (PESD2CAN)Documento13 pagineCAN Bus ESD Protection Diode (PESD2CAN)Amarnath M Damodaran100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- System Level ESD Protection FAQDocumento7 pagineSystem Level ESD Protection FAQAmarnath M DamodaranNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- AVR415: RC5 IR Remote Control Transmitter: 8-Bit Microcontroller Application NoteDocumento8 pagineAVR415: RC5 IR Remote Control Transmitter: 8-Bit Microcontroller Application NoteØrova RaihanNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- AVR Hardware Design ConsiderationsDocumento14 pagineAVR Hardware Design ConsiderationsAmarnath M Damodaran100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Unidirectional and Bidirectional TVS DevicesDocumento2 pagineUnidirectional and Bidirectional TVS DevicesAmarnath M Damodaran100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- CPR (Cardio Pulmonary Resuscitation)Documento3 pagineCPR (Cardio Pulmonary Resuscitation)Amarnath M DamodaranNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Decap PaperDocumento4 pagineDecap PaperTanmoy RoyNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Interfacing DDR SDRAM With Cyclone DevicesDocumento42 pagineInterfacing DDR SDRAM With Cyclone DevicesAmarnath M DamodaranNessuna valutazione finora
- Technical Note: TN-46-07 Ddr333 Design Guide For Two-Dimm SystemsDocumento21 pagineTechnical Note: TN-46-07 Ddr333 Design Guide For Two-Dimm SystemsAmarnath M DamodaranNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Uc 3909Documento14 pagineUc 3909Amarnath M DamodaranNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Photoelectric SensorDocumento3 paginePhotoelectric SensorAmarnath M DamodaranNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Phantom GravityDocumento41 paginePhantom GravityAmarnath M DamodaranNessuna valutazione finora
- VFD Fundamentals & TroubleshootingDocumento28 pagineVFD Fundamentals & TroubleshootingPrashanthi Balamurugan67% (3)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- 17 99 1 PBDocumento5 pagine17 99 1 PBAmarnath M DamodaranNessuna valutazione finora
- Shark2 Operators Manual GenDocumento88 pagineShark2 Operators Manual GenAmarnath M DamodaranNessuna valutazione finora
- Manual Sharkv3.94Documento86 pagineManual Sharkv3.94Amarnath M DamodaranNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Chapter 2, Traffic Detector Handbook - Third Edition-Volume I - FHWA-HRT-06-108Documento45 pagineChapter 2, Traffic Detector Handbook - Third Edition-Volume I - FHWA-HRT-06-108Amarnath M Damodaran100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Phantom GravityDocumento41 paginePhantom GravityAmarnath M DamodaranNessuna valutazione finora
- MT 222Documento3 pagineMT 222Amarnath M DamodaranNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- LMH 6611Documento42 pagineLMH 6611Amarnath M DamodaranNessuna valutazione finora
- 185Documento4 pagine185Amarnath M DamodaranNessuna valutazione finora
- ADP1614Documento20 pagineADP1614Amarnath M DamodaranNessuna valutazione finora
- PanavisionSVI ELIS 1024A Datasheet PDS0004RevJDocumento13 paginePanavisionSVI ELIS 1024A Datasheet PDS0004RevJAmarnath M DamodaranNessuna valutazione finora
- Ilb Ilbb EnoteDocumento5 pagineIlb Ilbb EnoteAmarnath M DamodaranNessuna valutazione finora
- MSP 430 F 2011Documento93 pagineMSP 430 F 2011Amarnath M DamodaranNessuna valutazione finora
- Single Ended Primary Inductor ConverterDocumento4 pagineSingle Ended Primary Inductor ConverterAmarnath M DamodaranNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Subsection 15 6 5 PDFDocumento4 pagineSubsection 15 6 5 PDFAmarnath M DamodaranNessuna valutazione finora
- Business Plan Example - Little LearnerDocumento26 pagineBusiness Plan Example - Little LearnerCourtney mcintosh100% (1)
- Assignment - Lab Accidents and PrecautionsDocumento6 pagineAssignment - Lab Accidents and PrecautionsAnchu AvinashNessuna valutazione finora
- G1 Series User Manual Ver. 1.2Documento101 pagineG1 Series User Manual Ver. 1.2unedo parhusip100% (1)
- Sample SWMSDocumento4 pagineSample SWMSJuma KavesuNessuna valutazione finora
- Education in America: The Dumbing Down of The U.S. Education SystemDocumento4 pagineEducation in America: The Dumbing Down of The U.S. Education SystemmiichaanNessuna valutazione finora
- Reading Practice 6Documento5 pagineReading Practice 6Âu DươngNessuna valutazione finora
- Drug-Nutrient Interaction in Prescriptions ForDocumento7 pagineDrug-Nutrient Interaction in Prescriptions ForRafika DitaNessuna valutazione finora
- PPR Soft Copy Ayurvedic OkDocumento168 paginePPR Soft Copy Ayurvedic OkKetan KathaneNessuna valutazione finora
- Blueprint Huynh My Ky Duyen 2022 McDonald'sDocumento2 pagineBlueprint Huynh My Ky Duyen 2022 McDonald'sHuỳnh Mỹ Kỳ DuyênNessuna valutazione finora
- Thesis ProposalDocumento19 pagineThesis Proposaldharmi subedi75% (4)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Task 5 Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Documento5 pagineTask 5 Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Samir Mosquera-PalominoNessuna valutazione finora
- Indian Standard (First Revision) : Method of Chemical Analysis of Hydraulic CementDocumento44 pagineIndian Standard (First Revision) : Method of Chemical Analysis of Hydraulic CementArijit dasguptaNessuna valutazione finora
- University of Puerto Rico at PonceDocumento16 pagineUniversity of Puerto Rico at Ponceapi-583167359Nessuna valutazione finora
- Employee Final SettlementDocumento1 paginaEmployee Final SettlementZeeshan Mirza0% (1)
- Dri InternshipDocumento38 pagineDri InternshipGuruprasad Sanga100% (3)
- CXC - Past - Paper - 2022 Solutions PDFDocumento17 pagineCXC - Past - Paper - 2022 Solutions PDFDarren Fraser100% (1)
- 10 2005 Dec QDocumento6 pagine10 2005 Dec Qspinster40% (1)
- What Is A VolcanoDocumento2 pagineWhat Is A VolcanonatachaNessuna valutazione finora
- EIL Document On Motor, PanelDocumento62 pagineEIL Document On Motor, PanelArindam Samanta100% (1)
- Plica PDFDocumento7 paginePlica PDFIVAN VERGARANessuna valutazione finora
- Contractor: Item No. MRS-1st 2021 Ref. Description Unit Quantity Rate of Contractor Unit Rate in Words AmountDocumento1 paginaContractor: Item No. MRS-1st 2021 Ref. Description Unit Quantity Rate of Contractor Unit Rate in Words AmountusmanaliNessuna valutazione finora
- Birding The Gulf Stream: Inside This IssueDocumento5 pagineBirding The Gulf Stream: Inside This IssueChoctawhatchee Audubon SocietyNessuna valutazione finora
- PMI Framework Processes PresentationDocumento17 paginePMI Framework Processes PresentationAakash BhatiaNessuna valutazione finora
- Flusarc 36: Gas-Insulated SwitchgearDocumento76 pagineFlusarc 36: Gas-Insulated SwitchgearJoey Real CabalidaNessuna valutazione finora
- Basic Electrical Engineering NotesDocumento25 pagineBasic Electrical Engineering NotesAnas AnsariNessuna valutazione finora
- The Effects of Violent Video Games Research Paper English Comp2Documento11 pagineThe Effects of Violent Video Games Research Paper English Comp2api-451442670Nessuna valutazione finora
- 41 Assignment Worksheets For SchoolDocumento26 pagine41 Assignment Worksheets For Schoolsoinarana456Nessuna valutazione finora
- A Critical Appreciation of Ode To NightingaleDocumento3 pagineA Critical Appreciation of Ode To NightingaleBaloch Karawan100% (2)
- Introduction and Vapour Compression CycleDocumento29 pagineIntroduction and Vapour Compression Cycleمحسن الراشدNessuna valutazione finora
- Feature: SFP Optical Module 1 .25G Double Optical Fiber 20kmDocumento2 pagineFeature: SFP Optical Module 1 .25G Double Optical Fiber 20kmDaniel Eduardo RodriguezNessuna valutazione finora