Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Primo Premium BrochureDocumento2 paginePrimo Premium BrochureFloorkitNessuna valutazione finora
- (BS 5628-3-2005) - Code of Practice For The Use of Masonry. Materials and Components, Design and WorkmanshipDocumento136 pagine(BS 5628-3-2005) - Code of Practice For The Use of Masonry. Materials and Components, Design and WorkmanshipStacy Wilson100% (1)
- Invicta Metal Stamping CatalogueDocumento12 pagineInvicta Metal Stamping CatalogueVbNessuna valutazione finora
- Toyota Production SystemDocumento6 pagineToyota Production SystemSatish_Kumar_4711Nessuna valutazione finora
- Copper AlloysDocumento1 paginaCopper AlloysuzairmetallurgistNessuna valutazione finora
- Packaging GuidelineDocumento38 paginePackaging GuidelineNazzneen AmeerNessuna valutazione finora
- Habasit Industria TextilDocumento28 pagineHabasit Industria TextilFreddy LópezNessuna valutazione finora
- Con Wps SBR LatexDocumento2 pagineCon Wps SBR Latextejas_tNessuna valutazione finora
- MalaKumarEngineers BrochureDocumento6 pagineMalaKumarEngineers Brochuresuraj pandeyNessuna valutazione finora
- Materials For Ultra-High VacuumDocumento3 pagineMaterials For Ultra-High VacuumTanviSharmaNessuna valutazione finora
- The Art of Bending - Press Brake Tooling Solutions For Every Challenge - by Jeff Paulson - Marketing Manager - Wilson Tool InternationalDocumento1 paginaThe Art of Bending - Press Brake Tooling Solutions For Every Challenge - by Jeff Paulson - Marketing Manager - Wilson Tool InternationalSM TECH SRLNessuna valutazione finora
- A Review On Investigation of Casting Defects With SimulationDocumento5 pagineA Review On Investigation of Casting Defects With SimulationInternational Journal of Innovations in Engineering and ScienceNessuna valutazione finora
- Operations Management: Sustainability and Supply Chain ManagementDocumento47 pagineOperations Management: Sustainability and Supply Chain ManagementSHOBANA96Nessuna valutazione finora
- Mechanism and PLC Design of Twin Spindle Drilling Machine - A Innovative ApproachDocumento7 pagineMechanism and PLC Design of Twin Spindle Drilling Machine - A Innovative ApproachGRENZE Scientific SocietyNessuna valutazione finora
- Types of Methods of Powder Production:: Physico Chemical Processes Are As UnderDocumento11 pagineTypes of Methods of Powder Production:: Physico Chemical Processes Are As UnderDevashish JoshiNessuna valutazione finora
- Production Operations Manager Manufacturing in Marshfield WI Resume Wayne BixbyDocumento2 pagineProduction Operations Manager Manufacturing in Marshfield WI Resume Wayne BixbyWayneBixbyNessuna valutazione finora
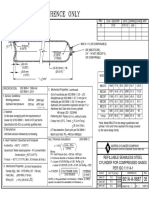
- Refillable Seamless Steel Cylinder For Compressed Gases PER ISO 11114-1Documento1 paginaRefillable Seamless Steel Cylinder For Compressed Gases PER ISO 11114-1bkprodhNessuna valutazione finora
- Samsung WMDocumento7 pagineSamsung WMsarvessaiNessuna valutazione finora
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocumento3 pagineMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNessuna valutazione finora
- Nickel in Ferritic & Martensitic Stainless Steel PDFDocumento23 pagineNickel in Ferritic & Martensitic Stainless Steel PDFhimanshu17121990Nessuna valutazione finora
- Liming Heavy Industry Introduction NewDocumento7 pagineLiming Heavy Industry Introduction NewJohnny DoeNessuna valutazione finora
- PEST Analysis Ceramics Industry in PakistanDocumento2 paginePEST Analysis Ceramics Industry in PakistanabubakarNessuna valutazione finora
- Thesis Pp1 40Documento40 pagineThesis Pp1 4016562306Nessuna valutazione finora
- Refractory and High Temperature Ceramic Coatings and CementsDocumento2 pagineRefractory and High Temperature Ceramic Coatings and CementsAnderman Ceramics LtNessuna valutazione finora
- Iso 9001 Gap AnalysisDocumento3 pagineIso 9001 Gap AnalysisthesancoNessuna valutazione finora
- LNG Infrastructure in IndiaDocumento79 pagineLNG Infrastructure in IndiaXcdxtv100% (1)
- Acs BD Schematic Most CurrentDocumento8 pagineAcs BD Schematic Most CurrentgregfortkampNessuna valutazione finora
- CH 7 MillingDocumento54 pagineCH 7 MillingVirender RawalNessuna valutazione finora
- Manual Gra Vitac Nie NGDocumento38 pagineManual Gra Vitac Nie NGkumbrovNessuna valutazione finora