Potrebbero piacerti anche
- Us 7249732Documento42 pagineUs 7249732kats2404Nessuna valutazione finora
- M240 MountDocumento2 pagineM240 Mountkats2404Nessuna valutazione finora
- Helio ServicesDocumento68 pagineHelio Serviceskats2404Nessuna valutazione finora
- Thin Gap Brochure 2015 WebDocumento12 pagineThin Gap Brochure 2015 Webkats2404Nessuna valutazione finora
- Lift Calculations: FT LBF FT LBF A F PDocumento3 pagineLift Calculations: FT LBF FT LBF A F Psabzg89Nessuna valutazione finora
- EDF ComparisonDocumento1 paginaEDF Comparisonkats2404Nessuna valutazione finora
- Us 5890441Documento21 pagineUs 5890441kats2404100% (1)
- F135 Engine SpecificationDocumento2 pagineF135 Engine Specificationkats2404100% (1)
- CB-8491 Heat Recovery BrochureDocumento8 pagineCB-8491 Heat Recovery Brochurekats2404Nessuna valutazione finora
- Cabin Boom Noise DampingDocumento1 paginaCabin Boom Noise Dampingmanzoni1Nessuna valutazione finora
- Heat ExchangersDocumento8 pagineHeat Exchangerskats2404Nessuna valutazione finora
- Computer Controlled Air Isolation SystemDocumento2 pagineComputer Controlled Air Isolation Systemkats2404Nessuna valutazione finora
- StackEconomizer CRE-CCE Boiler BookDocumento22 pagineStackEconomizer CRE-CCE Boiler BookBorisvukic89Nessuna valutazione finora
- Gas Metering System-Woodward - SwiftDocumento4 pagineGas Metering System-Woodward - Swiftkats2404Nessuna valutazione finora
- IC 900 IC 910 Ignition ControllerDocumento50 pagineIC 900 IC 910 Ignition Controllerkats2404Nessuna valutazione finora
- Combined GearboxDocumento8 pagineCombined Gearboxkats2404Nessuna valutazione finora
- Von Klip Tip Cs PropellerDocumento12 pagineVon Klip Tip Cs PropellergerezairNessuna valutazione finora
- Variable Pitch Constant Speed Propellers For Light AircraftDocumento72 pagineVariable Pitch Constant Speed Propellers For Light Aircraftkats2404100% (1)
- Besander TD English 02Documento1 paginaBesander TD English 02kats2404Nessuna valutazione finora
- Constant Speed PropellerDocumento16 pagineConstant Speed Propellerkats2404100% (1)
- Mil HDBK 1783b Notice 1Documento1 paginaMil HDBK 1783b Notice 1kats2404Nessuna valutazione finora
- IC 900 IC 910 Ignition ControllerDocumento50 pagineIC 900 IC 910 Ignition Controllerkats2404Nessuna valutazione finora
- Mil HDBK 1783bDocumento171 pagineMil HDBK 1783bkats2404Nessuna valutazione finora
- Silicone MoldingDocumento6 pagineSilicone Moldingkats2404Nessuna valutazione finora
- Q A About Infrared 1Documento2 pagineQ A About Infrared 1kats2404Nessuna valutazione finora
- Rotary and Conveyorized OvensDocumento2 pagineRotary and Conveyorized Ovenskats2404Nessuna valutazione finora
- Adjustable OvenDocumento3 pagineAdjustable Ovenkats2404Nessuna valutazione finora
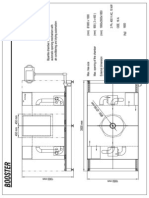
- BOOSTER - EnglishDocumento1 paginaBOOSTER - Englishkats2404Nessuna valutazione finora
- Horizontal and Vertical OvensDocumento2 pagineHorizontal and Vertical Ovenskats2404Nessuna valutazione finora
- Powder Coating IR CuringDocumento4 paginePowder Coating IR Curingkats2404Nessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Chapter Four, Cycloalkanes (Part One - Monocyclic Alkane)Documento8 pagineChapter Four, Cycloalkanes (Part One - Monocyclic Alkane)Amin JamjahNessuna valutazione finora
- Ok Kadar Abu KencurDocumento7 pagineOk Kadar Abu KencurMuhamad IqbalNessuna valutazione finora
- Extraccion 4 PDFDocumento9 pagineExtraccion 4 PDFsergioenriquerozoperNessuna valutazione finora
- HINO Cableado ElectricoDocumento11 pagineHINO Cableado ElectricoWalter Eduard100% (1)
- CH 2 Chemical Bonding ICSE Solutions Class 10 ChemistryDocumento18 pagineCH 2 Chemical Bonding ICSE Solutions Class 10 ChemistrylionelkenethNessuna valutazione finora
- Multiparticulate Delayed Release Drug Delivery SystemDocumento24 pagineMultiparticulate Delayed Release Drug Delivery SystemAarti koramNessuna valutazione finora
- Mixture RequirementsDocumento11 pagineMixture Requirementsrajesh0% (1)
- Cut Diet Lean MassDocumento62 pagineCut Diet Lean Masspakzeeshan167% (3)
- Presenters Post16 Tcm18-118246Documento18 paginePresenters Post16 Tcm18-118246Kamariah IsmailNessuna valutazione finora
- CIO Vol.5 No.1-2 FinalDocumento115 pagineCIO Vol.5 No.1-2 FinalTrond ForeldrahNessuna valutazione finora
- Evaporation-An IntroductionDocumento23 pagineEvaporation-An IntroductionKusmakarNessuna valutazione finora
- Ray Bowl MillDocumento9 pagineRay Bowl MillAnup MinjNessuna valutazione finora
- Born Oppenheimer ApproximationDocumento15 pagineBorn Oppenheimer ApproximationElizabeth HarrisonNessuna valutazione finora
- Asme Sec V Art 6 2007 (Ingles)Documento8 pagineAsme Sec V Art 6 2007 (Ingles)fdvrevtrfvrtfNessuna valutazione finora
- Gravimetric Analysis Laboratory ReportDocumento9 pagineGravimetric Analysis Laboratory ReportShawn RizalNessuna valutazione finora
- List of Psychotropic Substances Under International ControlDocumento25 pagineList of Psychotropic Substances Under International ControlандрейNessuna valutazione finora
- A Tribological Study of Synchronizing Devices UsedDocumento7 pagineA Tribological Study of Synchronizing Devices UsedthisisjineshNessuna valutazione finora
- Fick Second LawDocumento9 pagineFick Second LawJohnny WoodsNessuna valutazione finora
- HW 03 On IUPAC NamingDocumento1 paginaHW 03 On IUPAC NamingEMERALDARCANISTNessuna valutazione finora
- Electroplating ManualDocumento82 pagineElectroplating Manualrobertdench100% (3)
- Chemistry Uttam Chapter Paper SolutionsDocumento175 pagineChemistry Uttam Chapter Paper Solutionsswanandbarapatre12Nessuna valutazione finora
- Chocolate: Chocolate Is A Raw or Processed Food Produced From The Seed of The TropicalDocumento7 pagineChocolate: Chocolate Is A Raw or Processed Food Produced From The Seed of The TropicalNyimas Irina SilvaniNessuna valutazione finora
- What Pipeliners Need To Know About Induction Bends PDFDocumento20 pagineWhat Pipeliners Need To Know About Induction Bends PDFmarcos2dami2o2de2azeNessuna valutazione finora
- Methods of Separating Mixtures: - Magnet - Filter - Decant - Evaporation - Centrifuge - Chromatography - DistillationDocumento30 pagineMethods of Separating Mixtures: - Magnet - Filter - Decant - Evaporation - Centrifuge - Chromatography - DistillationOluwadareOlalekanNessuna valutazione finora
- 3 PRE BOARD GENERAL EDUCATION Some College StudentsDocumento14 pagine3 PRE BOARD GENERAL EDUCATION Some College StudentsMary-Rose CasuyonNessuna valutazione finora
- Bet MethodDocumento16 pagineBet MethodG Nivetha100% (1)
- Cbse Class 10 Science SyllabusDocumento2 pagineCbse Class 10 Science Syllabusराहुल रविराजNessuna valutazione finora
- Freecor LPC English 0Documento7 pagineFreecor LPC English 0mgamal1080Nessuna valutazione finora