Potrebbero piacerti anche
- Winter 2018 Registration FormDocumento1 paginaWinter 2018 Registration FormcarlosNessuna valutazione finora
- 1463520118Documento2 pagine1463520118carlosNessuna valutazione finora
- Aero Fab Catalog 2014Documento23 pagineAero Fab Catalog 2014carlosNessuna valutazione finora
- RotoUTscan v8Documento2 pagineRotoUTscan v8carlosNessuna valutazione finora
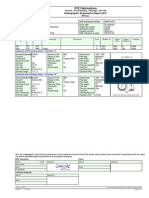
- Ndtspec Radiographic Nde ReportDocumento1 paginaNdtspec Radiographic Nde ReportcarlosNessuna valutazione finora
- Zetec Ultravision EC DatasheetDocumento2 pagineZetec Ultravision EC Datasheetcarlos0% (1)
- Weld ProcedureDocumento2 pagineWeld ProcedurecarlosNessuna valutazione finora
- Eddyliner PX User ManualDocumento146 pagineEddyliner PX User ManualcarlosNessuna valutazione finora
- NDT MarketplaceDocumento1 paginaNDT MarketplacecarlosNessuna valutazione finora
- VM Products Gain Test Box2Documento16 pagineVM Products Gain Test Box2carlos100% (1)
- Safety Data Sheet: SIR Chem® Dry Powder 63 RedDocumento6 pagineSafety Data Sheet: SIR Chem® Dry Powder 63 RedcarlosNessuna valutazione finora
- 811 2800 - PFINDER 280 - Flyer - GB - v2Documento1 pagina811 2800 - PFINDER 280 - Flyer - GB - v2carlosNessuna valutazione finora
- Setup Guide No 4 Weld Inspection WeldcheckDocumento7 pagineSetup Guide No 4 Weld Inspection WeldcheckcarlosNessuna valutazione finora
- Cygnus 1 Manual V617ADocumento42 pagineCygnus 1 Manual V617AMichael JordanNessuna valutazione finora
- Tofd PCNDocumento22 pagineTofd PCNmarforall5205Nessuna valutazione finora
- AAR Manual of StandardsDocumento40 pagineAAR Manual of StandardsKristian Marchena100% (3)
- 30mm CalibrationDocumento10 pagine30mm CalibrationcarlosNessuna valutazione finora
- Omniscan Setup - Basic SetupDocumento29 pagineOmniscan Setup - Basic SetupcarlosNessuna valutazione finora
- OmniSX MX2 Training 4B Phased Array ProbesDocumento49 pagineOmniSX MX2 Training 4B Phased Array Probescarlos100% (2)
- HDV Accessories: Videoscope Camera Probes & AccessoriesDocumento1 paginaHDV Accessories: Videoscope Camera Probes & AccessoriescarlosNessuna valutazione finora
- 2.a.omniscan Setup - Calibration For Sectorial ScanDocumento34 pagine2.a.omniscan Setup - Calibration For Sectorial Scancarlos0% (1)
- OmniSX MX2 Training 5A Weld and Part Wizard UseDocumento15 pagineOmniSX MX2 Training 5A Weld and Part Wizard Usecarlos100% (1)
- 3dii BrochureDocumento6 pagine3dii BrochurecarlosNessuna valutazione finora
- OmniSX MX2 Training 4C Phased Array WedgesDocumento37 pagineOmniSX MX2 Training 4C Phased Array WedgescarlosNessuna valutazione finora
- 3 OmniSX GettingStarted PA Weld AnalysisDocumento16 pagine3 OmniSX GettingStarted PA Weld AnalysiscarlosNessuna valutazione finora
- 1 OmniSX GettingStarted Touchscreen UseDocumento25 pagine1 OmniSX GettingStarted Touchscreen UsecarlosNessuna valutazione finora
- 4.omniscan Setup - Min-Wheel Encoder SetupDocumento13 pagine4.omniscan Setup - Min-Wheel Encoder SetupcarlosNessuna valutazione finora
- OmniSX MX2 Training 4A PA Calculator OverviewDocumento10 pagineOmniSX MX2 Training 4A PA Calculator OverviewcarlosNessuna valutazione finora
- 2.a.omniscan Setup - Calibration For Sectorial ScanDocumento34 pagine2.a.omniscan Setup - Calibration For Sectorial Scancarlos0% (1)
- Omniscan Setup - Basic SetupDocumento29 pagineOmniscan Setup - Basic SetupcarlosNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- History Homework Help Ks3Documento8 pagineHistory Homework Help Ks3afetnjvog100% (1)
- TIB Bwpluginrestjson 2.1.0 ReadmeDocumento2 pagineTIB Bwpluginrestjson 2.1.0 ReadmemarcmariehenriNessuna valutazione finora
- Climatol GuideDocumento40 pagineClimatol GuideFressiaNessuna valutazione finora
- Static Power Conversion I: EEE-463 Lecture NotesDocumento48 pagineStatic Power Conversion I: EEE-463 Lecture NotesErgin ÖzdikicioğluNessuna valutazione finora
- ZH210LC 5BDocumento24 pagineZH210LC 5BPHÁT NGUYỄN THẾ0% (1)
- Guia Instalacion APP Huawei Fusion HmeDocumento4 pagineGuia Instalacion APP Huawei Fusion Hmecalinp72Nessuna valutazione finora
- Curriculum Improvement v2Documento47 pagineCurriculum Improvement v2Nica Lagrimas100% (1)
- GoodElearning TOGAF Poster 46 - Adapting The ADMDocumento1 paginaGoodElearning TOGAF Poster 46 - Adapting The ADMFabian HidalgoNessuna valutazione finora
- Ahmed Amr P2Documento8 pagineAhmed Amr P2Ahmed AmrNessuna valutazione finora
- Rules and Fallacies For Categorical SyllogismsDocumento5 pagineRules and Fallacies For Categorical SyllogismsFatima Ismael PortacioNessuna valutazione finora
- Practical Research 2.9Documento22 paginePractical Research 2.9Michael GabertanNessuna valutazione finora
- Assignment 5 WarehousingDocumento4 pagineAssignment 5 WarehousingabbasNessuna valutazione finora
- Each Life Raft Must Contain A Few ItemsDocumento2 pagineEach Life Raft Must Contain A Few ItemsMar SundayNessuna valutazione finora
- PLASSON UK July 2022 Price Catalogue v1Documento74 paginePLASSON UK July 2022 Price Catalogue v1Jonathan Ninapaytan SanchezNessuna valutazione finora
- Native Instruments Sibelius Sound Sets - The Sound Set ProjectDocumento3 pagineNative Instruments Sibelius Sound Sets - The Sound Set ProjectNicolas P.Nessuna valutazione finora
- IPHPDocumento4 pagineIPHPAliah CasilangNessuna valutazione finora
- Mis Report On Ola CabsDocumento18 pagineMis Report On Ola CabsDaksh MaruNessuna valutazione finora
- FS-C8025MFP Release NotesDocumento22 pagineFS-C8025MFP Release NotesFirmware SM-SHNessuna valutazione finora
- Chapter 07Documento16 pagineChapter 07Elmarie RecorbaNessuna valutazione finora
- Logarithms Functions: Background Information Subject: Grade Band: DurationDocumento16 pagineLogarithms Functions: Background Information Subject: Grade Band: DurationJamaica PondaraNessuna valutazione finora
- 05-11 Trainer Interview QuestionsDocumento8 pagine05-11 Trainer Interview QuestionsqulaityNessuna valutazione finora
- DSynchronize (ENG)Documento3 pagineDSynchronize (ENG)Rekha Rajarajan100% (1)
- DLL CW 7Documento2 pagineDLL CW 7Bea67% (3)
- Data Sheet: Item N°: Curve Tolerance According To ISO 9906Documento3 pagineData Sheet: Item N°: Curve Tolerance According To ISO 9906Aan AndianaNessuna valutazione finora
- AIF User Guide PDFDocumento631 pagineAIF User Guide PDFÖzgün Alkın ŞensoyNessuna valutazione finora
- Pressure-Dependent Leak Detection Model and Its Application To A District Water SystemDocumento13 paginePressure-Dependent Leak Detection Model and Its Application To A District Water SystemManjul KothariNessuna valutazione finora
- Xii - STD - Iit - B1 - QP (19-12-2022) - 221221 - 102558Documento13 pagineXii - STD - Iit - B1 - QP (19-12-2022) - 221221 - 102558Stephen SatwikNessuna valutazione finora
- STFC-2023 International E - conference-BITDocumento6 pagineSTFC-2023 International E - conference-BITRanilprabhu MNessuna valutazione finora
- Surge Arrester PresentationDocumento63 pagineSurge Arrester PresentationRamiro FelicianoNessuna valutazione finora
- Online Dynamic Security Assessment of Wind Integrated Power System UsingDocumento9 pagineOnline Dynamic Security Assessment of Wind Integrated Power System UsingRizwan Ul HassanNessuna valutazione finora