Potrebbero piacerti anche
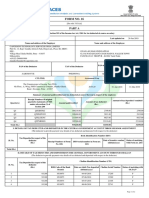
- Form16 2018 2019Documento10 pagineForm16 2018 2019LogeshwaranNessuna valutazione finora
- Lost Circulation and Wellbore Strengthening: Yongcun Feng K. E. GrayDocumento94 pagineLost Circulation and Wellbore Strengthening: Yongcun Feng K. E. GrayAl-Shargabi MohaNessuna valutazione finora
- Reverse Engineering in Rapid PrototypeDocumento15 pagineReverse Engineering in Rapid PrototypeChaubey Ajay67% (3)
- Crude Oil Fouling: Deposit Characterization, Measurements, and ModelingDa EverandCrude Oil Fouling: Deposit Characterization, Measurements, and ModelingFrancesco ColettiNessuna valutazione finora
- CHAPTER 3 Social Responsibility and EthicsDocumento54 pagineCHAPTER 3 Social Responsibility and EthicsSantiya Subramaniam100% (4)
- Grind Size Vs FloatationDocumento24 pagineGrind Size Vs FloatationKrishnadas GopalakrishnanNessuna valutazione finora
- Dry Process Sampling A 3Documento9 pagineDry Process Sampling A 3Manuel Nyoka100% (1)
- Optimal Design and Planning of Heap Leaching Process. Application To Copper Oxide LeachingDocumento36 pagineOptimal Design and Planning of Heap Leaching Process. Application To Copper Oxide LeachingJuan OlivaresNessuna valutazione finora
- Aggregates in Selfconsolidating Concrete Icar 108 2fDocumento362 pagineAggregates in Selfconsolidating Concrete Icar 108 2fcesaraleNessuna valutazione finora
- Spray Dryer Modeling in Theory and Practice PDFDocumento34 pagineSpray Dryer Modeling in Theory and Practice PDFmarmaduke32Nessuna valutazione finora
- Spray DryingDocumento3 pagineSpray DryingDeepak ChachraNessuna valutazione finora
- An Effective Modeling Tool For Studying ErosionDocumento8 pagineAn Effective Modeling Tool For Studying ErosionLarry SmithNessuna valutazione finora
- 71 172 PMR Apr15Documento106 pagine71 172 PMR Apr15Carlos Rivera MontesNessuna valutazione finora
- DesalinationDocumento4 pagineDesalinationsivasu1980aNessuna valutazione finora
- Parametric Experimental Analysis of Erosion Wear On Mild Steel Material - Response Surface MethodologyDocumento7 pagineParametric Experimental Analysis of Erosion Wear On Mild Steel Material - Response Surface MethodologyGRD JournalsNessuna valutazione finora
- Multiscale Modeling of Additively Manufactured Metals: Application to Laser Powder Bed Fusion ProcessDa EverandMultiscale Modeling of Additively Manufactured Metals: Application to Laser Powder Bed Fusion ProcessNessuna valutazione finora
- 21st Bomber Command Tactical Mission Report 178, OcrDocumento49 pagine21st Bomber Command Tactical Mission Report 178, OcrJapanAirRaidsNessuna valutazione finora
- Sie Krishna RevChemEng 1998 Part 2Documento44 pagineSie Krishna RevChemEng 1998 Part 2Adel Suker100% (1)
- Catalyst Manufacturing Science and Engineering Consortium (CMSEC)Documento11 pagineCatalyst Manufacturing Science and Engineering Consortium (CMSEC)Reza RhiNessuna valutazione finora
- 733 Mixing 12Documento2 pagine733 Mixing 12kumar_chemicalNessuna valutazione finora
- PHD Thesis On Additive ManufacturingDocumento4 paginePHD Thesis On Additive Manufacturingdbeadgxff100% (2)
- Direct Sheet Molding Compound Process (D-SMC)Documento124 pagineDirect Sheet Molding Compound Process (D-SMC)Anne CarolineNessuna valutazione finora
- M Tech ThesisDocumento8 pagineM Tech ThesisAlicia Edwards100% (2)
- Truter Scaleup 2010Documento187 pagineTruter Scaleup 2010Mayra Jefferson MontoyaNessuna valutazione finora
- Bilal Naim Shaikh 2018 IOP Conf. Ser. Mater. Sci. Eng. 404 012040Documento11 pagineBilal Naim Shaikh 2018 IOP Conf. Ser. Mater. Sci. Eng. 404 012040KKNessuna valutazione finora
- Properties of Materials Used in Self Compacting Concrete (SCC)Documento16 pagineProperties of Materials Used in Self Compacting Concrete (SCC)IAEME Publication100% (1)
- Hydrofoil P72039Documento20 pagineHydrofoil P72039Pukhraj DagaNessuna valutazione finora
- Ju ThesisDocumento7 pagineJu Thesisbethanyrodriguezmanchester100% (2)
- Drying of Supported Catalysts: A Comparison of Model Predictions and Experimental Measurements of Metal ProfilesDocumento9 pagineDrying of Supported Catalysts: A Comparison of Model Predictions and Experimental Measurements of Metal Profilesvazzoleralex6884Nessuna valutazione finora
- Plasma Spray ThesisDocumento6 paginePlasma Spray Thesismichellebojorqueznorwalk100% (2)
- M Tech Thesis Report PDFDocumento5 pagineM Tech Thesis Report PDFsugarmurillostamford100% (2)
- Extrusion Die Swell Simulation of Tire Tread Compound Using Viscoelastic Equation of Phan Thien & Tanner (PTT Model)Documento7 pagineExtrusion Die Swell Simulation of Tire Tread Compound Using Viscoelastic Equation of Phan Thien & Tanner (PTT Model)Ashutosh Kudale100% (1)
- Additive Manufacturing DissertationDocumento9 pagineAdditive Manufacturing DissertationWhereCanYouBuyResumePaperSingapore100% (1)
- Concrete Degradation DissertationDocumento6 pagineConcrete Degradation DissertationHelpWithWritingPaperSingapore100% (1)
- 1994 Report 18 Robbins Co. - Cyanide ReductionDocumento14 pagine1994 Report 18 Robbins Co. - Cyanide ReductionTyphô Là TuiNessuna valutazione finora
- Literature Review Rice HuskDocumento7 pagineLiterature Review Rice Huskaflskeqjr100% (1)
- MSC Thesis Report FormatDocumento4 pagineMSC Thesis Report Formatkatiefernandezkansascity100% (2)
- CHE4180 Project Proposal - SunwayDocumento70 pagineCHE4180 Project Proposal - SunwayvenkieeNessuna valutazione finora
- Nguyen Van Chung (2016), A Comparative Study of Different Sintering Models For Al2O3Documento13 pagineNguyen Van Chung (2016), A Comparative Study of Different Sintering Models For Al2O3Thành TânNessuna valutazione finora
- Minerals Engineering: J. Yianatos, F. Contreras, P. Morales, F. Coddou, H. Elgueta, J. OrtízDocumento8 pagineMinerals Engineering: J. Yianatos, F. Contreras, P. Morales, F. Coddou, H. Elgueta, J. OrtízCristian Eduardo Ortega MoragaNessuna valutazione finora
- Simulation and Life Cycle Assessment in TribologyDocumento32 pagineSimulation and Life Cycle Assessment in Tribologyrbulnes2350Nessuna valutazione finora
- MSC Thesis in Petroleum GeologyDocumento4 pagineMSC Thesis in Petroleum Geologymelanierussellvirginiabeach100% (2)
- M Tech Thesis Guidelines VtuDocumento7 pagineM Tech Thesis Guidelines Vtusonyajohnsonjackson100% (2)
- Chapter1 SCCDocumento7 pagineChapter1 SCCHazem ElgamlNessuna valutazione finora
- Spe 135704 MS PDFDocumento9 pagineSpe 135704 MS PDFKd FaNessuna valutazione finora
- RTM CompositesDocumento21 pagineRTM CompositesBarath IyerNessuna valutazione finora
- Coatings: Recent Trends in Coatings and Thin Film: Modeling and ApplicationDocumento10 pagineCoatings: Recent Trends in Coatings and Thin Film: Modeling and ApplicationWendy FernandezNessuna valutazione finora
- Ascd ÁDocumento15 pagineAscd Áthehoang12310Nessuna valutazione finora
- The Optimization of Welding Parameters For Friction Stir Spot Welding of High Density Polyethylene SheetsDocumento8 pagineThe Optimization of Welding Parameters For Friction Stir Spot Welding of High Density Polyethylene SheetsMuhammad Umer Farooq AwanNessuna valutazione finora
- The Effect of Liner Wear On Gyratory Crushing - A Dem Case StudyDocumento15 pagineThe Effect of Liner Wear On Gyratory Crushing - A Dem Case Studythe requiem LastNessuna valutazione finora
- Modeling Industrial Thickener Using Computational Uid Dynamics (CFD), A Case Study: Tailing Thickener in The Sarcheshmeh Copper MineDocumento9 pagineModeling Industrial Thickener Using Computational Uid Dynamics (CFD), A Case Study: Tailing Thickener in The Sarcheshmeh Copper MineOnesime MutebaNessuna valutazione finora
- Zeoli Thesis Doc of AtomizationDocumento186 pagineZeoli Thesis Doc of AtomizationRashed KaiserNessuna valutazione finora
- M Tech Thesis Format RGPVDocumento5 pagineM Tech Thesis Format RGPVhollyschulzgilbert100% (2)
- M Tech Thesis Synopsis FormatDocumento5 pagineM Tech Thesis Synopsis Formatbk3kpwtr100% (2)
- Chromatography ColumnDocumento8 pagineChromatography Columnyasa karyadaNessuna valutazione finora
- Jurnal Evap 121 PDFDocumento8 pagineJurnal Evap 121 PDFanon_628260182Nessuna valutazione finora
- Rtu M Tech Thesis FormatDocumento6 pagineRtu M Tech Thesis Formataprilscrantonspringfield100% (2)
- AbstractDocumento29 pagineAbstractRida BoualilNessuna valutazione finora
- Cryogenic Deflashing For Rubber ProductsDocumento6 pagineCryogenic Deflashing For Rubber Productssing_rNessuna valutazione finora
- MaterialsDocumento7 pagineMaterialsLune NoireNessuna valutazione finora
- 变模隙流体挤压建模与仿真Documento133 pagine变模隙流体挤压建模与仿真李庆森Nessuna valutazione finora
- Polymers: Numerical Studies of The Viscosity of Reacting Polyurethane Foam With Experimental ValidationDocumento14 paginePolymers: Numerical Studies of The Viscosity of Reacting Polyurethane Foam With Experimental ValidationmgrubisicNessuna valutazione finora
- M Tech Thesis Report FormatDocumento5 pagineM Tech Thesis Report FormatJulie Davis100% (2)
- The Rheology of Fresh Cement and Concrete - A Review by PFG BanfillDocumento13 pagineThe Rheology of Fresh Cement and Concrete - A Review by PFG BanfillvolminkNessuna valutazione finora
- Google App EngineDocumento5 pagineGoogle App EngineDinesh MudirajNessuna valutazione finora
- Working Capital ManagementDocumento39 pagineWorking Capital ManagementRebelliousRascalNessuna valutazione finora
- Richards Laura - The Golden WindowsDocumento147 pagineRichards Laura - The Golden Windowsmars3942Nessuna valutazione finora
- Microsoft Word - Claimants Referral (Correct Dates)Documento15 pagineMicrosoft Word - Claimants Referral (Correct Dates)Michael FourieNessuna valutazione finora
- Financial Derivatives: Prof. Scott JoslinDocumento44 pagineFinancial Derivatives: Prof. Scott JoslinarnavNessuna valutazione finora
- Data Sheet WD Blue PC Hard DrivesDocumento2 pagineData Sheet WD Blue PC Hard DrivesRodrigo TorresNessuna valutazione finora
- ARUP Project UpdateDocumento5 pagineARUP Project UpdateMark Erwin SalduaNessuna valutazione finora
- 3125 Vitalogic 4000 PDFDocumento444 pagine3125 Vitalogic 4000 PDFvlaimirNessuna valutazione finora
- Course Specifications: Fire Investigation and Failure Analysis (E901313)Documento2 pagineCourse Specifications: Fire Investigation and Failure Analysis (E901313)danateoNessuna valutazione finora
- Agfa CR 85-X: Specification Fuji FCR Xg5000 Kodak CR 975Documento3 pagineAgfa CR 85-X: Specification Fuji FCR Xg5000 Kodak CR 975Youness Ben TibariNessuna valutazione finora
- A PDFDocumento2 pagineA PDFKanimozhi CheranNessuna valutazione finora
- Hayashi Q Econometica 82Documento16 pagineHayashi Q Econometica 82Franco VenesiaNessuna valutazione finora
- Basic DfwmacDocumento6 pagineBasic DfwmacDinesh Kumar PNessuna valutazione finora
- Internship ReportDocumento46 pagineInternship ReportBilal Ahmad100% (1)
- Applied-Entrepreneurship PPTDocumento65 pagineApplied-Entrepreneurship PPTJanice EscañoNessuna valutazione finora
- Escario Vs NLRCDocumento10 pagineEscario Vs NLRCnat_wmsu2010Nessuna valutazione finora
- Business Environment Analysis - Saudi ArabiaDocumento24 pagineBusiness Environment Analysis - Saudi ArabiaAmlan JenaNessuna valutazione finora
- Kaitlyn LabrecqueDocumento15 pagineKaitlyn LabrecqueAmanda SimpsonNessuna valutazione finora
- 4109 CPC For ExamDocumento380 pagine4109 CPC For ExamMMM-2012Nessuna valutazione finora
- Danby Dac5088m User ManualDocumento12 pagineDanby Dac5088m User ManualElla MariaNessuna valutazione finora
- General Financial RulesDocumento9 pagineGeneral Financial RulesmskNessuna valutazione finora
- Functions of Commercial Banks: Primary and Secondary FunctionsDocumento3 pagineFunctions of Commercial Banks: Primary and Secondary FunctionsPavan Kumar SuralaNessuna valutazione finora
- Interruptions - 02.03.2023Documento2 pagineInterruptions - 02.03.2023Jeff JeffNessuna valutazione finora
- Aircraftdesigngroup PDFDocumento1 paginaAircraftdesigngroup PDFsugiNessuna valutazione finora
- ATPDraw 5 User Manual UpdatesDocumento51 pagineATPDraw 5 User Manual UpdatesdoniluzNessuna valutazione finora