Potrebbero piacerti anche
- Problem SolvingDocumento75 pagineProblem SolvingndesigngmailNessuna valutazione finora
- Effective Problem SolvingDocumento46 pagineEffective Problem SolvingDesheng Chew100% (1)
- Problem SolvingDocumento37 pagineProblem Solvingblablagm100% (1)
- Problem SolvingDocumento145 pagineProblem SolvingGianni Dalla Pellegrina100% (12)
- 8Ds Problem Solving Tutorial PDFDocumento55 pagine8Ds Problem Solving Tutorial PDFvivekdhavanNessuna valutazione finora
- Problem Solving and Decision MakingDocumento59 pagineProblem Solving and Decision MakingNazish Afzal Sohail Bhutta100% (4)
- Problem SolvingDocumento27 pagineProblem SolvingGirish Harsha83% (12)
- Problem SolvingDocumento42 pagineProblem Solvingshahzad afzal93% (14)
- Problem Solving TL9000 (Update 25.feb)Documento46 pagineProblem Solving TL9000 (Update 25.feb)Sunseeker Nguyen100% (1)
- Problem Solving SkillsDocumento28 pagineProblem Solving SkillsDesiree WhiteNessuna valutazione finora
- Problem Solving Techniques-Case StudyDocumento33 pagineProblem Solving Techniques-Case Studyraju94% (36)
- Problem SolvingDocumento63 pagineProblem SolvingsudhirikkeNessuna valutazione finora
- Problem SolvingDocumento24 pagineProblem SolvingThiện Sao100% (2)
- Practical Problem SolvingDocumento121 paginePractical Problem SolvingHim Kung100% (4)
- Creative Problem Solving and Decision MakingMPOCDocumento32 pagineCreative Problem Solving and Decision MakingMPOCsuhailstar1100% (5)
- Problem Solving TechniquesDocumento16 pagineProblem Solving TechniquesTheresa WestNessuna valutazione finora
- Decision Making and Problem SolvingDocumento116 pagineDecision Making and Problem Solvingdangermyst100% (1)
- The Art of Problem SolvingDocumento59 pagineThe Art of Problem SolvingAnubhav100% (5)
- Problem SolvingDocumento47 pagineProblem SolvingAmr50% (2)
- A3 TemplateDocumento8 pagineA3 TemplateDnl SalgadoNessuna valutazione finora
- Problem SolvingDocumento62 pagineProblem Solvingbing cai100% (20)
- Innovative Problem Solving ToolsDocumento60 pagineInnovative Problem Solving ToolsJim100% (1)
- Decision Making Problem SolvingDocumento114 pagineDecision Making Problem SolvingwaleedjuttNessuna valutazione finora
- Tqmi Problem Solving Tools and Techniques 27 July 160215113104Documento103 pagineTqmi Problem Solving Tools and Techniques 27 July 160215113104Lightning LamboNessuna valutazione finora
- Problem Solving and Decision Making VelsoftDocumento24 pagineProblem Solving and Decision Making VelsoftSutharthanMariyappan100% (1)
- PDCADocumento24 paginePDCARaju DesaiNessuna valutazione finora
- Lean Lab 2Documento41 pagineLean Lab 2Jonas LeoNessuna valutazione finora
- 8D:: Problem Solving Worksheet: Tracking Number: Customer Number: Response Due DateDocumento8 pagine8D:: Problem Solving Worksheet: Tracking Number: Customer Number: Response Due DatePawel WeilNessuna valutazione finora
- 8D - Problem SolvingDocumento43 pagine8D - Problem Solvingkhairolanuarmasuan100% (1)
- Problem Solving Methods-Alternative Presentation SimpleDocumento18 pagineProblem Solving Methods-Alternative Presentation SimplesmhilezNessuna valutazione finora
- Problem Solving Critical Thinking PresentationDocumento8 pagineProblem Solving Critical Thinking Presentationapi-539853533Nessuna valutazione finora
- Seven Problem Solving ToolsDocumento58 pagineSeven Problem Solving ToolsRachel Ku100% (2)
- 8D Problem Solving ProcessDocumento3 pagine8D Problem Solving ProcessRohanNessuna valutazione finora
- Affinity DiagramDocumento146 pagineAffinity DiagramSamNessuna valutazione finora
- Cause and Effect DiagramDocumento13 pagineCause and Effect DiagramBarath Naidu JagadeesanNessuna valutazione finora
- Creative Problem SolvingDocumento14 pagineCreative Problem SolvingMMM Training Solutions100% (1)
- Problem Solving Decision Making and Professional Judgment A Guide For Lawyers and Policy MakersDocumento696 pagineProblem Solving Decision Making and Professional Judgment A Guide For Lawyers and Policy MakersAbdullah Al-Ghani100% (6)
- Animated PPT - Critical ThinkingDocumento18 pagineAnimated PPT - Critical ThinkingSai Sundar AlluNessuna valutazione finora
- Problem Solving and Decision MakingDocumento65 pagineProblem Solving and Decision Makingbaling_kustriyono100% (1)
- Creative Thinking & Problem Solving (March 09)Documento48 pagineCreative Thinking & Problem Solving (March 09)api-19802544100% (4)
- Problem Solving SkillsDocumento20 pagineProblem Solving SkillsNurul Aini Zainal100% (1)
- Gemba Overview - Sheena Butts - IIESHS - WEBINAR v1Documento35 pagineGemba Overview - Sheena Butts - IIESHS - WEBINAR v1Bryan OrdialesNessuna valutazione finora
- Lean ManufacturingDocumento123 pagineLean ManufacturingIqbal Singh Sandhu100% (2)
- 5S For OfficesDocumento3 pagine5S For OfficesckopoletoNessuna valutazione finora
- 101 Creative Problem Solving Techniques by James M. HigginsDocumento241 pagine101 Creative Problem Solving Techniques by James M. HigginsJacostorius96% (56)
- Chapter 1 The Nature of Problem SolvingDocumento64 pagineChapter 1 The Nature of Problem SolvingHoney LopezNessuna valutazione finora
- Stress Managment MeetingDocumento22 pagineStress Managment MeetingReyaz MohemmadNessuna valutazione finora
- 7 QC ToolsDocumento81 pagine7 QC ToolsRahul Rawat100% (7)
- Quality Circle Forum of India: Problem Solving TechniquesDocumento121 pagineQuality Circle Forum of India: Problem Solving TechniquesSamNessuna valutazione finora
- The 7 Basic Quality Tools: Michele CanoDocumento60 pagineThe 7 Basic Quality Tools: Michele Canoeko4fxNessuna valutazione finora
- 8D Problem Solving A3 Sheets and Description1Documento3 pagine8D Problem Solving A3 Sheets and Description1et_store1561Nessuna valutazione finora
- Quality Circle Process: Manajemen Mutu Berbasis ProsesDocumento16 pagineQuality Circle Process: Manajemen Mutu Berbasis ProsesAris RikoNessuna valutazione finora
- Intro To DMAICDocumento40 pagineIntro To DMAICKool BhardwajNessuna valutazione finora
- Sono Koya Training FilelDocumento56 pagineSono Koya Training FilelVegeta12527100% (4)
- SIX SIGMA Training ManualDocumento112 pagineSIX SIGMA Training ManualWendimagen Meshesha FantaNessuna valutazione finora
- 7qc Tools ExplanationDocumento64 pagine7qc Tools ExplanationRajNessuna valutazione finora
- Problem Solving Basic 7 QC ToolsDocumento53 pagineProblem Solving Basic 7 QC Toolsshukumar_24100% (4)
- Intro To DMAICDocumento40 pagineIntro To DMAICjvanandhNessuna valutazione finora
- Fmea Process TemplateDocumento20 pagineFmea Process TemplateLazarasBenny IsprithiyoneNessuna valutazione finora
- ToolDocumento50 pagineToolhedisomanNessuna valutazione finora
- Vaigai TravelstevDocumento1 paginaVaigai Travelstevshanmugam86Nessuna valutazione finora
- Dell Optiplex 3050 All-In-One: Owner'S ManualDocumento72 pagineDell Optiplex 3050 All-In-One: Owner'S Manualshanmugam86Nessuna valutazione finora
- Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Documento2 pagineIrctcs E-Ticketing Service Electronic Reservation Slip (Personal User)shanmugam86Nessuna valutazione finora
- Vinotha VidukathaiDocumento8 pagineVinotha Vidukathaishanmugam86Nessuna valutazione finora
- L300 Quick Installation GuideDocumento2 pagineL300 Quick Installation Guideshanmugam86Nessuna valutazione finora
- Some Inputs From The Ice Cream MakerDocumento49 pagineSome Inputs From The Ice Cream Makershanmugam86Nessuna valutazione finora
- Performance Appraisal Note For My AssistantDocumento3 paginePerformance Appraisal Note For My Assistantshanmugam86Nessuna valutazione finora
- Work Instruction - Loading-TamilDocumento28 pagineWork Instruction - Loading-Tamilshanmugam8678% (23)
- Peronality DevelopmentDocumento71 paginePeronality Developmentshanmugam86Nessuna valutazione finora
- Text Panel User GuideDocumento5 pagineText Panel User Guideshanmugam86Nessuna valutazione finora
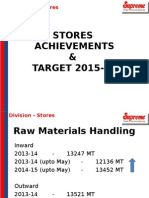
- Stores Achievements & TARGET 2015-16Documento6 pagineStores Achievements & TARGET 2015-16shanmugam86Nessuna valutazione finora
- Stores Presentation 14-15Documento6 pagineStores Presentation 14-15shanmugam86Nessuna valutazione finora
- IMEA 2014 - 3 Day Assessment ScheduleDocumento1 paginaIMEA 2014 - 3 Day Assessment Scheduleshanmugam86Nessuna valutazione finora
- Work Instruction - Loading-TamilDocumento28 pagineWork Instruction - Loading-Tamilshanmugam86100% (2)
- Without This Message by Purchasing Novapdf : Print To PDFDocumento1 paginaWithout This Message by Purchasing Novapdf : Print To PDFshanmugam86Nessuna valutazione finora
- Chennai Complete InformationDocumento388 pagineChennai Complete InformationMohan RamNessuna valutazione finora
- Reliance Industries Repol H110MA PolypropyleneDocumento1 paginaReliance Industries Repol H110MA Polypropyleneshanmugam86Nessuna valutazione finora
- Injection Molding Clamping UnitDocumento3 pagineInjection Molding Clamping Unitshanmugam86100% (1)
- Reliance Industries Repol H110MA PolypropyleneDocumento1 paginaReliance Industries Repol H110MA Polypropyleneshanmugam86Nessuna valutazione finora
- Milestone 9 For WebsiteDocumento17 pagineMilestone 9 For Websiteapi-238992918Nessuna valutazione finora
- Mercury 150HPDocumento5 pagineMercury 150HP이영석0% (1)
- List of People in Playboy 1953Documento57 pagineList of People in Playboy 1953Paulo Prado De Medeiros100% (1)
- Pilot'S Operating Handbook: Robinson Helicopter CoDocumento200 paginePilot'S Operating Handbook: Robinson Helicopter CoJoseph BensonNessuna valutazione finora
- SDFGHJKL ÑDocumento2 pagineSDFGHJKL ÑAlexis CaluñaNessuna valutazione finora
- MLT Torque Ring Field Make-Up HandbookDocumento44 pagineMLT Torque Ring Field Make-Up HandbookKolawole Adisa100% (2)
- PartitionDocumento5 paginePartitionKotagiri AravindNessuna valutazione finora
- HP Sustainability Impact Report 2018Documento147 pagineHP Sustainability Impact Report 2018Rinaldo loboNessuna valutazione finora
- Product Guide TrioDocumento32 pagineProduct Guide Triomarcosandia1974Nessuna valutazione finora
- C Sharp Logical TestDocumento6 pagineC Sharp Logical TestBogor0251Nessuna valutazione finora
- A Comparison of Pharmaceutical Promotional Tactics Between HK & ChinaDocumento10 pagineA Comparison of Pharmaceutical Promotional Tactics Between HK & ChinaAlfred LeungNessuna valutazione finora
- Revit 2019 Collaboration ToolsDocumento80 pagineRevit 2019 Collaboration ToolsNoureddineNessuna valutazione finora
- ABB Price Book 524Documento1 paginaABB Price Book 524EliasNessuna valutazione finora
- Amel Forms & Logging SheetsDocumento4 pagineAmel Forms & Logging SheetsisaacNessuna valutazione finora
- Scope: Provisional Method - 1994 © 1984 TAPPIDocumento3 pagineScope: Provisional Method - 1994 © 1984 TAPPIМаркус СилваNessuna valutazione finora
- ATLAS HONDA Internship ReportDocumento83 pagineATLAS HONDA Internship ReportAhmed Aitsam93% (14)
- Ethercombing Independent Security EvaluatorsDocumento12 pagineEthercombing Independent Security EvaluatorsangelNessuna valutazione finora
- Electrical Estimate Template PDFDocumento1 paginaElectrical Estimate Template PDFMEGAWATT CONTRACTING AND ELECTRICITY COMPANYNessuna valutazione finora
- Chapter Two Complexity AnalysisDocumento40 pagineChapter Two Complexity AnalysisSoressa HassenNessuna valutazione finora
- NX CAD CAM AutomationDocumento12 pagineNX CAD CAM AutomationfalexgcNessuna valutazione finora
- OrganometallicsDocumento53 pagineOrganometallicsSaman KadambNessuna valutazione finora
- TQM BisleriDocumento27 pagineTQM BisleriDishank ShahNessuna valutazione finora
- Stock Prediction SynopsisDocumento3 pagineStock Prediction SynopsisPiyushPurohitNessuna valutazione finora
- Accounting II SyllabusDocumento4 pagineAccounting II SyllabusRyan Busch100% (2)
- Preventing OOS DeficienciesDocumento65 paginePreventing OOS Deficienciesnsk79in@gmail.comNessuna valutazione finora
- Belimo Fire & Smoke Damper ActuatorsDocumento16 pagineBelimo Fire & Smoke Damper ActuatorsSrikanth TagoreNessuna valutazione finora
- Amazon Case StudyDocumento22 pagineAmazon Case StudySaad Memon50% (6)
- Vicente, Vieyah Angela A.-HG-G11-Q4-Mod-9Documento10 pagineVicente, Vieyah Angela A.-HG-G11-Q4-Mod-9Vieyah Angela VicenteNessuna valutazione finora
- AkDocumento7 pagineAkDavid BakcyumNessuna valutazione finora
- Dr. Li Li Prof. Feng Wu Beijing Institute of TechnologyDocumento20 pagineDr. Li Li Prof. Feng Wu Beijing Institute of TechnologyNarasimman NarayananNessuna valutazione finora