Potrebbero piacerti anche
- Irregualr StructuresDocumento8 pagineIrregualr Structuresjerico habitanNessuna valutazione finora
- Prestress LossesDocumento13 paginePrestress Lossesharish guptaNessuna valutazione finora
- Retaining Structure Design For KNDocumento11 pagineRetaining Structure Design For KNberkely19Nessuna valutazione finora
- Seismic RetrofittingDocumento19 pagineSeismic Retrofittingpdarakh100% (1)
- Bridge WorksDocumento125 pagineBridge WorksCristiana Gheorghe PopescuNessuna valutazione finora
- Earth Pressure On BridgesDocumento20 pagineEarth Pressure On BridgesharishNessuna valutazione finora
- Chapter 7 Substructure Design DetailsDocumento215 pagineChapter 7 Substructure Design DetailsMin Min IINessuna valutazione finora
- Seismic Response of Soft Storey On High Rise BuildingDocumento9 pagineSeismic Response of Soft Storey On High Rise BuildingsjaybeesNessuna valutazione finora
- Push Over Analysis ExampleDocumento6 paginePush Over Analysis ExampleIlia Joresov IlievNessuna valutazione finora
- Pushover AnalysisDocumento12 paginePushover AnalysisJonathan FelixNessuna valutazione finora
- Practical Three Dimensional Nonlinear Static Pushover AnalysisDocumento4 paginePractical Three Dimensional Nonlinear Static Pushover AnalysisArvin Edsel SiosonNessuna valutazione finora
- Bridge Bearing Layouts Example PDFDocumento6 pagineBridge Bearing Layouts Example PDFCETNessuna valutazione finora
- Design of RCC box structure for size 1x2x1.5mDocumento23 pagineDesign of RCC box structure for size 1x2x1.5mRaghums GOWDANessuna valutazione finora
- Pushover AnalysisDocumento12 paginePushover AnalysisJuan Francisco Castillo DiazNessuna valutazione finora
- Vertical Ground Motions and Its Effect On Engineering StructuresDocumento9 pagineVertical Ground Motions and Its Effect On Engineering Structuresbipinsh01100% (4)
- Complete Nysdot M 2008 Add 2 PDFDocumento586 pagineComplete Nysdot M 2008 Add 2 PDFRante Jr'sNessuna valutazione finora
- By R.JeyanthiDocumento21 pagineBy R.JeyanthiAlla Eddine G CNessuna valutazione finora
- IRC CODAL PROVISION FOR 3 LANE BRIDGE SLABDocumento1 paginaIRC CODAL PROVISION FOR 3 LANE BRIDGE SLABChandra Prakash JyotiNessuna valutazione finora
- CG Sor Bridge 2015Documento60 pagineCG Sor Bridge 2015sunil_rathore2007379733% (3)
- Explanatory Handbook To Irc: 112 February 2014: Ultimate Moment DiagramDocumento2 pagineExplanatory Handbook To Irc: 112 February 2014: Ultimate Moment DiagramBhavesh SavaniNessuna valutazione finora
- Bridges Guidelines For Design and SubmissionDocumento43 pagineBridges Guidelines For Design and Submissionprasad perkaNessuna valutazione finora
- BR 75 Abutment Pile&CapDocumento19 pagineBR 75 Abutment Pile&CapsanilNessuna valutazione finora
- Erd of Bridges and Concrete Dams: Dr. Saurabh ShiradhonkarDocumento66 pagineErd of Bridges and Concrete Dams: Dr. Saurabh ShiradhonkarAnubhav ChaudharyNessuna valutazione finora
- 6.4.the Load Path and Load Distribution in Bridge SuperstructuresDocumento15 pagine6.4.the Load Path and Load Distribution in Bridge SuperstructuresStr Engr Mohammad AliNessuna valutazione finora
- Annexiiiappindixiii GadofbridgesbandharaDocumento4 pagineAnnexiiiappindixiii GadofbridgesbandharaBhavesh PatelNessuna valutazione finora
- Seismic Design of BridgesDocumento10 pagineSeismic Design of BridgesnfaayedNessuna valutazione finora
- Vibration Theory Ch3Documento22 pagineVibration Theory Ch3rmartinson8Nessuna valutazione finora
- Irc SP 65-2005 PDFDocumento32 pagineIrc SP 65-2005 PDFAjay Kumar JainNessuna valutazione finora
- Unit Ii - Design ConceptsDocumento85 pagineUnit Ii - Design ConceptsAguero AgueroNessuna valutazione finora
- Design and construction guidelines for bridges and culvertsDocumento16 pagineDesign and construction guidelines for bridges and culvertsaaditya chopadeNessuna valutazione finora
- Bending Stress: Rituparna Biswas, Faculty of Mechanical EngineeringDocumento8 pagineBending Stress: Rituparna Biswas, Faculty of Mechanical EngineeringritNessuna valutazione finora
- 9.0wide 50.0m Cont. Super Structure - R0 PDFDocumento38 pagine9.0wide 50.0m Cont. Super Structure - R0 PDFBalamurugan MuruganNessuna valutazione finora
- Failure of Retaining Wall (Dam) Due To Water Pressure.Documento42 pagineFailure of Retaining Wall (Dam) Due To Water Pressure.RajanRanjanNessuna valutazione finora
- Design of Column As Per IS-456: SteelDocumento1 paginaDesign of Column As Per IS-456: SteelPraveen CyssanNessuna valutazione finora
- Vibration Based SHMDocumento20 pagineVibration Based SHMSri N100% (1)
- Vizag Barapulla 0910Documento66 pagineVizag Barapulla 091007131A0106Nessuna valutazione finora
- The Causes of Shear Cracking in Prestressed Concrete Box Girder BridgesDocumento10 pagineThe Causes of Shear Cracking in Prestressed Concrete Box Girder BridgesVipin Kumar ParasharNessuna valutazione finora
- Bridge Piling Design and Installation GuideDocumento29 pagineBridge Piling Design and Installation GuideShirley MunozNessuna valutazione finora
- Matrix Analysis of Beams and GridsDocumento28 pagineMatrix Analysis of Beams and GridsAnonymous 1HFV185Sl4Nessuna valutazione finora
- End Diaphragm Beam-30.0mDocumento13 pagineEnd Diaphragm Beam-30.0mSharath AnumalaNessuna valutazione finora
- Bridge Manual Section 1Documento7 pagineBridge Manual Section 1Mohammad NaeemNessuna valutazione finora
- Case Study Tech AbutmentDocumento7 pagineCase Study Tech AbutmentGajendra BishtNessuna valutazione finora
- How Buildings Twist During Earthquakes - Understanding Torsional BehaviorDocumento2 pagineHow Buildings Twist During Earthquakes - Understanding Torsional Behaviormdkml2Nessuna valutazione finora
- Handouts - 21.09.2019Documento158 pagineHandouts - 21.09.2019Sulabh GuptaNessuna valutazione finora
- Design of PSC Structures Course OutlineDocumento217 pagineDesign of PSC Structures Course OutlinerohanNessuna valutazione finora
- Dynamic Load Testing of Bridges PDFDocumento6 pagineDynamic Load Testing of Bridges PDFankurshah1986Nessuna valutazione finora
- Wa0040.Documento68 pagineWa0040.Varun ManitaNessuna valutazione finora
- SERC - Laced Reinforced ConcreteDocumento11 pagineSERC - Laced Reinforced ConcretejrasankarNessuna valutazione finora
- Presentationfinal 181109153810 PDFDocumento46 paginePresentationfinal 181109153810 PDFZohaibShoukatBalochNessuna valutazione finora
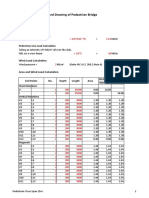
- Preparation of Standard Drawing of Pedestrian Bridge Span: 45 M Load CalculationsDocumento13 paginePreparation of Standard Drawing of Pedestrian Bridge Span: 45 M Load CalculationsRoshan KejariwalNessuna valutazione finora
- Bachelor Thesis ProjectDocumento23 pagineBachelor Thesis ProjectRajat GuptaNessuna valutazione finora
- 28m+28m ULS Check 2.0m EccentricityDocumento4 pagine28m+28m ULS Check 2.0m Eccentricitysandeep patilNessuna valutazione finora
- Protection Works For Bridges: SR Prof. Projects IricenDocumento134 pagineProtection Works For Bridges: SR Prof. Projects IricenshujaNessuna valutazione finora
- Pull Out Testing Methodology Ultimate Load Tests For Rebar DowelsDocumento3 paginePull Out Testing Methodology Ultimate Load Tests For Rebar DowelsHenry FlorendoNessuna valutazione finora
- Civil Engineering Department Lab ManualDocumento47 pagineCivil Engineering Department Lab Manualubaid quaziNessuna valutazione finora
- Evaluation - III (NDT)Documento55 pagineEvaluation - III (NDT)حيدر عرابي ابراهيمNessuna valutazione finora
- STATIC LOAD TEST - การทดสอบการรับน้ำหนักของเสาเข็มDocumento11 pagineSTATIC LOAD TEST - การทดสอบการรับน้ำหนักของเสาเข็มWilrutstien WilrutstienNessuna valutazione finora
- T22Documento13 pagineT22Juan Daniel Rojas PalmaNessuna valutazione finora
- Rebound Hammer TestDocumento12 pagineRebound Hammer Testmahmood hunar100% (4)
- Flexural Strength ConcreteDocumento3 pagineFlexural Strength ConcreteShantanu DuttaNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-13Documento10 pagineInspection and Maintenance of Steel Girders-13vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-12Documento10 pagineInspection and Maintenance of Steel Girders-12vpmohammedNessuna valutazione finora
- Maintaining steel FOB structuresDocumento10 pagineMaintaining steel FOB structuresvpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-5Documento10 pagineInspection and Maintenance of Steel Girders-5vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-11Documento10 pagineInspection and Maintenance of Steel Girders-11vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-7Documento10 pagineInspection and Maintenance of Steel Girders-7vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-11Documento10 pagineInspection and Maintenance of Steel Girders-11vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-11Documento10 pagineInspection and Maintenance of Steel Girders-11vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-12Documento10 pagineInspection and Maintenance of Steel Girders-12vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-10Documento10 pagineInspection and Maintenance of Steel Girders-10vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-8Documento10 pagineInspection and Maintenance of Steel Girders-8vpmohammedNessuna valutazione finora
- Maintaining steel FOB structuresDocumento10 pagineMaintaining steel FOB structuresvpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-7Documento10 pagineInspection and Maintenance of Steel Girders-7vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-6Documento10 pagineInspection and Maintenance of Steel Girders-6vpmohammedNessuna valutazione finora
- Railway Bridge Steel Girder ClassificationsDocumento10 pagineRailway Bridge Steel Girder Classificationsvpmohammed100% (1)
- Inspection and Maintenance of Steel Girders-4Documento10 pagineInspection and Maintenance of Steel Girders-4vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-2Documento10 pagineInspection and Maintenance of Steel Girders-2vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-5Documento10 pagineInspection and Maintenance of Steel Girders-5vpmohammedNessuna valutazione finora
- Inspection and Maintenance of Steel Girders-1Documento10 pagineInspection and Maintenance of Steel Girders-1vpmohammedNessuna valutazione finora
- Building Orientation 3 1Documento10 pagineBuilding Orientation 3 1vpmohammedNessuna valutazione finora
- Railway Curves 3 1Documento10 pagineRailway Curves 3 1vpmohammedNessuna valutazione finora
- IECRN Building Orientation-5 - 1Documento10 pagineIECRN Building Orientation-5 - 1vpmohammedNessuna valutazione finora
- Fundamentals of Building Orientation-4-2Documento12 pagineFundamentals of Building Orientation-4-2vpmohammedNessuna valutazione finora
- IECRN Building Orientation-5 - 1Documento10 pagineIECRN Building Orientation-5 - 1vpmohammedNessuna valutazione finora
- Fundamentals of Building Orientation 1-2Documento11 pagineFundamentals of Building Orientation 1-2vpmohammedNessuna valutazione finora
- Rail Steel 4Documento6 pagineRail Steel 4vpmohammedNessuna valutazione finora
- IECRN Building Orientation-5 - 1Documento10 pagineIECRN Building Orientation-5 - 1vpmohammedNessuna valutazione finora
- Fundamentals of Building Orientation 1-1Documento10 pagineFundamentals of Building Orientation 1-1vpmohammedNessuna valutazione finora
- Fundamentals of Building Orientation 1-1Documento10 pagineFundamentals of Building Orientation 1-1vpmohammedNessuna valutazione finora
- Rail Steel 5Documento18 pagineRail Steel 5vpmohammedNessuna valutazione finora