Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- MD AlkyClean v2Documento4 pagineMD AlkyClean v2marraezNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- MechReaction Liu 2016Documento26 pagineMechReaction Liu 2016marraezNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Sulfuric Acid Alkylation Technology: Dr. Girish K. Chitnis Mr. Ron D. Mcgihon Mr. Aneesh Prasad Mr. Christopher M. DeanDocumento18 pagineSulfuric Acid Alkylation Technology: Dr. Girish K. Chitnis Mr. Ron D. Mcgihon Mr. Aneesh Prasad Mr. Christopher M. DeanmarraezNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- US8105968Documento24 pagineUS8105968marraezNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Zeolite MsdsDocumento6 pagineZeolite MsdsmarraezNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- US20220144724A1Documento24 pagineUS20220144724A1marraezNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
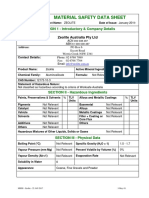
- MSDS Zeolite 25 JAN 2019Documento4 pagineMSDS Zeolite 25 JAN 2019marraezNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- PSV PDFDocumento35 paginePSV PDFJagan BoseNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Crude Distillation Unit Model Suitable Foronline ApplicationsDocumento21 pagineA Crude Distillation Unit Model Suitable Foronline ApplicationsNông DânNessuna valutazione finora
- K-SAAT - A Break-Through Solid Acid Alkylation Technology: Edward GriffithsDocumento17 pagineK-SAAT - A Break-Through Solid Acid Alkylation Technology: Edward GriffithsmarraezNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- World RefiningDocumento7 pagineWorld RefiningmarraezNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Refining K-Saat 2022marDocumento4 pagineRefining K-Saat 2022marmarraezNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- SNG Symp2019 KBR 2 K SAATDocumento30 pagineSNG Symp2019 KBR 2 K SAATmarraezNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- DuplicateDocumento134 pagineDuplicatemarraezNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- AZ Cover Sheet For SummaryDocumento1 paginaAZ Cover Sheet For SummarymarraezNessuna valutazione finora
- Lo Que AprenderásDocumento2 pagineLo Que AprenderásmarraezNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- LPG Plant ReportDocumento104 pagineLPG Plant Reportmsh_jaazNessuna valutazione finora
- Petroleum Fraction at Ion OverviewDocumento35 paginePetroleum Fraction at Ion Overviewphobos2000Nessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- E04413040 PDFDocumento11 pagineE04413040 PDFjoseNessuna valutazione finora
- Refractory Nitrogen Compounds in Hydrocr PDFDocumento6 pagineRefractory Nitrogen Compounds in Hydrocr PDFmarraezNessuna valutazione finora
- Modification of Outlet Stream of The AtmDocumento9 pagineModification of Outlet Stream of The AtmADEOLANessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Crude and Vacuum Unit Design ChallengesDocumento24 pagineCrude and Vacuum Unit Design Challengesumeshchandra yadavNessuna valutazione finora
- Thermodynamic Analysis: Yaşar DemirelDocumento31 pagineThermodynamic Analysis: Yaşar DemirelmarraezNessuna valutazione finora
- Some Aspects of Petroleum Refinery Simulation: A: The Nature of Crude OilDocumento22 pagineSome Aspects of Petroleum Refinery Simulation: A: The Nature of Crude OilmarraezNessuna valutazione finora
- Process Profits W SimulationDocumento4 pagineProcess Profits W SimulationmarraezNessuna valutazione finora
- Hydro Cracking For Maximizing Middle Dis PDFDocumento9 pagineHydro Cracking For Maximizing Middle Dis PDFmarraezNessuna valutazione finora
- CHEMICAL ENGINEERING Interview QuestionsDocumento28 pagineCHEMICAL ENGINEERING Interview QuestionsNikunj PatelNessuna valutazione finora
- Five Best PracticesDocumento10 pagineFive Best PracticesAntHony K-ianNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Process Profits W SimulationDocumento4 pagineProcess Profits W SimulationmarraezNessuna valutazione finora
- Ordouei Mohammad HosseinDocumento159 pagineOrdouei Mohammad HosseinmarraezNessuna valutazione finora
- STRUCTUREDocumento26 pagineSTRUCTUREJulia RatihNessuna valutazione finora
- Slab Culvert Irc 21 Irc 112Documento5 pagineSlab Culvert Irc 21 Irc 112Rupendra palNessuna valutazione finora
- Intellectual Property Rights: Indian PerspectiveDocumento20 pagineIntellectual Property Rights: Indian PerspectiveFateh Singh RawatNessuna valutazione finora
- Comparing Registers: MIPS vs. ARM AssemblyDocumento12 pagineComparing Registers: MIPS vs. ARM Assemblyshruti chouhanNessuna valutazione finora
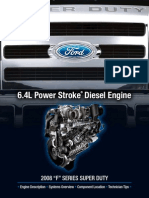
- 6.4L - Power Stroke EngineDocumento16 pagine6.4L - Power Stroke EngineRuben Michel100% (2)
- Best Actor and Actress Adjudication Rubric 41950cb9a3Documento3 pagineBest Actor and Actress Adjudication Rubric 41950cb9a3Sarah Jhoy SalongaNessuna valutazione finora
- FINAL THESIS DOC LastDocumento114 pagineFINAL THESIS DOC LastMulat ShierawNessuna valutazione finora
- Precast Concrete ConstructionDocumento37 paginePrecast Concrete ConstructionRuta Parekh100% (1)
- Elephant Catalog V13 PDFDocumento96 pagineElephant Catalog V13 PDFsamuelNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hw1 2 SolutionsDocumento7 pagineHw1 2 SolutionsFrancisco AlvesNessuna valutazione finora
- When A Transformer Has Stomach Pain and Wants ToDocumento4 pagineWhen A Transformer Has Stomach Pain and Wants ToRobert GalarzaNessuna valutazione finora
- Kids 2: INSTITUTO CAMBRIDGE de Cultura Inglesa - EXÁMENES 2019Documento2 pagineKids 2: INSTITUTO CAMBRIDGE de Cultura Inglesa - EXÁMENES 2019Evaluna MoidalNessuna valutazione finora
- Healing GardensDocumento7 pagineHealing GardensElvaNessuna valutazione finora
- Lawn-Boy Service Manual 1950-88 CompleteDocumento639 pagineLawn-Boy Service Manual 1950-88 Completemasterviking83% (35)
- Journal Publishing ProcessDocumento1 paginaJournal Publishing Processmohamedr55104Nessuna valutazione finora
- Tutorial 4 Chapter 4 - CorrosionDocumento2 pagineTutorial 4 Chapter 4 - CorrosionHafizatul AqmarNessuna valutazione finora
- 1-Perceived Threat of Covid-19 and T.I (Reference Article)Documento10 pagine1-Perceived Threat of Covid-19 and T.I (Reference Article)Hassan NadeemNessuna valutazione finora
- 4 MFL67658602 00 160519 1Documento329 pagine4 MFL67658602 00 160519 1Cédric MorisotNessuna valutazione finora
- OffGrid enDocumento36 pagineOffGrid enYordan StoyanovNessuna valutazione finora
- Chapter 1 Philosophical Perspective of The SelfDocumento64 pagineChapter 1 Philosophical Perspective of The SelfSUSHI CASPENessuna valutazione finora
- Fret Position CalculatorDocumento1 paginaFret Position CalculatorRay RamirezNessuna valutazione finora
- Voltage Drop CalculatorDocumento6 pagineVoltage Drop CalculatorMariano SanchezNessuna valutazione finora
- 13 y 14. Schletter-SingleFix-V-Data-SheetDocumento3 pagine13 y 14. Schletter-SingleFix-V-Data-SheetDiego Arana PuelloNessuna valutazione finora
- 08 Saad Introduction Too o ConceptsDocumento26 pagine08 Saad Introduction Too o ConceptsMohammed ABDO ALBAOMNessuna valutazione finora
- Service and Technology Marketing Service and Technology MarketingDocumento27 pagineService and Technology Marketing Service and Technology MarketingVinudeep MalalurNessuna valutazione finora
- Student Camps 2022 - Grade 6 Science Curriculum Based Test BookletDocumento58 pagineStudent Camps 2022 - Grade 6 Science Curriculum Based Test Bookletthank you GodNessuna valutazione finora
- Thermo 5th Chap17 P096Documento19 pagineThermo 5th Chap17 P096UTA - Std - Elvin ChantreNessuna valutazione finora
- Climate Transition Finance Handbook Related Questions: 9 December 2020Documento4 pagineClimate Transition Finance Handbook Related Questions: 9 December 2020glenlcyNessuna valutazione finora
- All Excell FunctionsDocumento3 pagineAll Excell Functionsrajesh_jeyachandranNessuna valutazione finora
- Staffing ProcessDocumento18 pagineStaffing ProcessEbtesam EliasNessuna valutazione finora
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialDa EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNessuna valutazione finora
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDa EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNessuna valutazione finora
- Shorting the Grid: The Hidden Fragility of Our Electric GridDa EverandShorting the Grid: The Hidden Fragility of Our Electric GridValutazione: 4.5 su 5 stelle4.5/5 (2)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDa EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesValutazione: 4.5 su 5 stelle4.5/5 (21)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsDa EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsValutazione: 4.5 su 5 stelle4.5/5 (2)
- Handbook on Battery Energy Storage SystemDa EverandHandbook on Battery Energy Storage SystemValutazione: 4.5 su 5 stelle4.5/5 (2)
- Global Landscape of Renewable Energy FinanceDa EverandGlobal Landscape of Renewable Energy FinanceNessuna valutazione finora