Potrebbero piacerti anche
- Design and Construction of Waste Paper' Recycling PlantDocumento12 pagineDesign and Construction of Waste Paper' Recycling PlantAhmed Ali100% (1)
- Design and Construction of Waste Paper' Recycling PlantDocumento12 pagineDesign and Construction of Waste Paper' Recycling PlantAhmed Ali100% (1)
- M14 PManualDocumento382 pagineM14 PManualnz104100% (2)
- Chrysler Dodge Ram Jeep Drive Cycle InformationDocumento2 pagineChrysler Dodge Ram Jeep Drive Cycle InformationslpkthNessuna valutazione finora
- Packing List For GermanyDocumento2 paginePacking List For GermanyarjungangadharNessuna valutazione finora
- Solution Manual-Statistical Physics of Particles by Meheran KardarDocumento165 pagineSolution Manual-Statistical Physics of Particles by Meheran KardarDanielle Nguyen7% (14)
- The Sword and The Exquisiteness PDFDocumento1.437 pagineThe Sword and The Exquisiteness PDFTaruna UnitaraliNessuna valutazione finora
- ICS2604 - Computer Ethics 2Documento18 pagineICS2604 - Computer Ethics 2Phillipe AlainNessuna valutazione finora
- DruginteractionsDocumento54 pagineDruginteractionsAyeshaNessuna valutazione finora
- Viral and Bacterial Infections of The SkinDocumento200 pagineViral and Bacterial Infections of The SkinKarla Jane100% (1)
- Losa, Stiffany M. - Documentary Film ReviewDocumento5 pagineLosa, Stiffany M. - Documentary Film ReviewHeartNessuna valutazione finora
- Health Assessment 4Documento13 pagineHealth Assessment 4shannon c. lewisNessuna valutazione finora
- Nursing Theorists SummaryDocumento4 pagineNursing Theorists SummaryNEPERESM TALCEY BORCESNessuna valutazione finora
- COMPRE - MODULE 3 (Practice of Pharmacy) : Attempt ReviewDocumento39 pagineCOMPRE - MODULE 3 (Practice of Pharmacy) : Attempt ReviewLance RafaelNessuna valutazione finora
- Proj COMPkkDocumento16 pagineProj COMPkkattack3renNessuna valutazione finora
- ChitosanDocumento4 pagineChitosanZalikha ZainiNessuna valutazione finora
- Chitosan: A Novel Pharmaceutical Excipient: J. Shaji, V. Jain, S. LodhaDocumento18 pagineChitosan: A Novel Pharmaceutical Excipient: J. Shaji, V. Jain, S. LodhaMala CiptoNessuna valutazione finora
- 18 Extraction of Collagen From Fish Waste and Determination of Its Amino Acid CompositionDocumento7 pagine18 Extraction of Collagen From Fish Waste and Determination of Its Amino Acid CompositionpeterNessuna valutazione finora
- Liming & UnhairingDocumento9 pagineLiming & UnhairingSurojit MannaNessuna valutazione finora
- Oxalic AcidDocumento70 pagineOxalic Acidraihona100% (2)
- Chitin and ChitosanDocumento4 pagineChitin and Chitosanيحيى بورغدةNessuna valutazione finora
- Green Synthesis of Chitosan and Cinnamaldehyde Schiff Base and It's Diversified Biological ApplicationDocumento9 pagineGreen Synthesis of Chitosan and Cinnamaldehyde Schiff Base and It's Diversified Biological ApplicationInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Animal Glues and Adhesives: Swift Adhesives Division, Reichhold Chemicals, Inc., Downers Grove, Illinois, U.S.ADocumento16 pagineAnimal Glues and Adhesives: Swift Adhesives Division, Reichhold Chemicals, Inc., Downers Grove, Illinois, U.S.AazzaassNessuna valutazione finora
- The Flour Treatment Agent and Fortificant That May Compromise The Halalan Syafiqullah Bin Lukman (1180869) Group 3 INSTRUCTOR: Assoc. Prof DR Alina Abdul Rahim Faculty of Science & TechnologyDocumento9 pagineThe Flour Treatment Agent and Fortificant That May Compromise The Halalan Syafiqullah Bin Lukman (1180869) Group 3 INSTRUCTOR: Assoc. Prof DR Alina Abdul Rahim Faculty of Science & TechnologySyafiqullahNessuna valutazione finora
- The Use of Chitosan As A Solid Base Catalyst For TDocumento8 pagineThe Use of Chitosan As A Solid Base Catalyst For TRicardo Fajardo DíazNessuna valutazione finora
- Mohadi 2018 J. Phys.: Conf. Ser. 1095 012032 PDFDocumento6 pagineMohadi 2018 J. Phys.: Conf. Ser. 1095 012032 PDFrisfiNessuna valutazione finora
- Mohadi 2018 J. Phys.: Conf. Ser. 1095 012032Documento6 pagineMohadi 2018 J. Phys.: Conf. Ser. 1095 012032risfiNessuna valutazione finora
- An Undergraduate Research Presented ToDocumento16 pagineAn Undergraduate Research Presented ToRojen YuriNessuna valutazione finora
- 4th Yr DSGN ProDocumento56 pagine4th Yr DSGN ProTarun Sama0% (1)
- Citric AcidDocumento7 pagineCitric Acidharshal100% (1)
- Everything About WoolDocumento31 pagineEverything About Woolletuongthuy2000Nessuna valutazione finora
- New Process For Synthesizing Chitosan From Snail Shells: Journal of Physics: Conference SeriesDocumento7 pagineNew Process For Synthesizing Chitosan From Snail Shells: Journal of Physics: Conference SeriesReemaNessuna valutazione finora
- Acetic Acid MainDocumento58 pagineAcetic Acid MainGopal Agarwal50% (2)
- BATCH ADSORPTION STUDIES ON REMOVAL OF DYES FROM WASTE WATER USING MODIFIED SEASHELLS AS ADSORBENTS Ijariie5776Documento7 pagineBATCH ADSORPTION STUDIES ON REMOVAL OF DYES FROM WASTE WATER USING MODIFIED SEASHELLS AS ADSORBENTS Ijariie5776Karthik Kalasipalya Vinod KumarNessuna valutazione finora
- Extraction and Characterization of Chitin PDFDocumento8 pagineExtraction and Characterization of Chitin PDFdiegojrendonbNessuna valutazione finora
- CyclodextrinDocumento8 pagineCyclodextrinAhmed HashmiNessuna valutazione finora
- Accepted ManuscriptDocumento37 pagineAccepted ManuscriptbeverlychittooNessuna valutazione finora
- Chapter 1Documento35 pagineChapter 1Anit SharmaNessuna valutazione finora
- J Ijbiomac 2017 07 013Documento17 pagineJ Ijbiomac 2017 07 013Isaac GoldNessuna valutazione finora
- Sugar Oxidizing Respiratory Chain of Gluconobacter Suboxydans Evidence For A Branched Respiratory Chain and Characterization of Respiratory ChainDocumento9 pagineSugar Oxidizing Respiratory Chain of Gluconobacter Suboxydans Evidence For A Branched Respiratory Chain and Characterization of Respiratory ChainArbe BelcenaNessuna valutazione finora
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocumento11 pagineIjesrt: International Journal of Engineering Sciences & Research TechnologyAna MariaNessuna valutazione finora
- 1 s2.0 S138358661400344X Main PDFDocumento7 pagine1 s2.0 S138358661400344X Main PDFJose L CamaNessuna valutazione finora
- Materials Science and Engineering CDocumento12 pagineMaterials Science and Engineering CDave DanceNessuna valutazione finora
- ChitosanDocumento52 pagineChitosanMrSomnambululNessuna valutazione finora
- Application of Spectroscopic Methods For Structural Analysis of Chitin and ChitosanDocumento70 pagineApplication of Spectroscopic Methods For Structural Analysis of Chitin and Chitosanapa menNessuna valutazione finora
- Caracterisation Chitosan 1Documento4 pagineCaracterisation Chitosan 1Ali SulaimanNessuna valutazione finora
- 2 Vol. 6 Issue 1 RE 1410 IJPSR 2015 Paper 2Documento18 pagine2 Vol. 6 Issue 1 RE 1410 IJPSR 2015 Paper 2Pedro AugustoNessuna valutazione finora
- Cellulose Acetate Recovery From Cigarette Butts: ProceedingsDocumento6 pagineCellulose Acetate Recovery From Cigarette Butts: ProceedingsrinochiroNessuna valutazione finora
- Cellulose Acetate Recovery From Cigarette ButtsDocumento6 pagineCellulose Acetate Recovery From Cigarette ButtsDaniele SabbatoNessuna valutazione finora
- 2 26 1625223067 Ijbtrdec20212Documento10 pagine2 26 1625223067 Ijbtrdec20212TJPRC PublicationsNessuna valutazione finora
- Extraction of Chitosan and Its Film Form PDFDocumento5 pagineExtraction of Chitosan and Its Film Form PDFMarju LasluisaNessuna valutazione finora
- Bioremediation of Cu (II) From Synthetic Wastewater: Prepared in Partial Fulfilment of The Study Project Course CHE F366Documento32 pagineBioremediation of Cu (II) From Synthetic Wastewater: Prepared in Partial Fulfilment of The Study Project Course CHE F366Shitanshu JainNessuna valutazione finora
- CT Course Project - Grpno.15Documento23 pagineCT Course Project - Grpno.15Sanika TalathiNessuna valutazione finora
- Development and Characterization of Chitosan Film: January 2011Documento9 pagineDevelopment and Characterization of Chitosan Film: January 2011Antony Cerquera GonzalesNessuna valutazione finora
- Development and Characterization of Chitosan Film: January 2011Documento9 pagineDevelopment and Characterization of Chitosan Film: January 2011Antony Cerquera GonzalesNessuna valutazione finora
- 5590Documento52 pagine5590Siddarth PalletiNessuna valutazione finora
- J Polymdegradstab 2009 06 021Documento5 pagineJ Polymdegradstab 2009 06 021Koreab KoeenNessuna valutazione finora
- Extraction and Characterization of Chitin and Chitosan From Blue Crab and Synthesis of Chitosan Cryogel ScaffoldsDocumento14 pagineExtraction and Characterization of Chitin and Chitosan From Blue Crab and Synthesis of Chitosan Cryogel ScaffoldsApt Fitri RosdianaNessuna valutazione finora
- Chitosan Based-Nanoparticles and Nanocapsules OverDocumento57 pagineChitosan Based-Nanoparticles and Nanocapsules OverRicardo Fajardo DíazNessuna valutazione finora
- Crcest PlaDocumento40 pagineCrcest PlaPraveen JangidNessuna valutazione finora
- Ada DH LumayanDocumento16 pagineAda DH LumayanwindaNessuna valutazione finora
- CPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFDocumento41 pagineCPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFnoorNessuna valutazione finora
- Pembuatan Kitosan Dan Pemanfaatannya Sebagai Agen Koagulasi-FlokulasiDocumento10 paginePembuatan Kitosan Dan Pemanfaatannya Sebagai Agen Koagulasi-FlokulasiAprilia Khadijah PutriNessuna valutazione finora
- Test Method FOR NICKELDocumento11 pagineTest Method FOR NICKELrijindiNessuna valutazione finora
- Preparation and Characterization of Chitosan ObtaiDocumento12 paginePreparation and Characterization of Chitosan ObtaiMargonoNessuna valutazione finora
- Gels 08 00742 v3Documento16 pagineGels 08 00742 v3John Aubrey MatiasNessuna valutazione finora
- Wa0010 Removal of Alcohol From Body by EsterificationDocumento9 pagineWa0010 Removal of Alcohol From Body by Esterificationsamreen banuNessuna valutazione finora
- Miscellaneous Treatment Processes PDFDocumento6 pagineMiscellaneous Treatment Processes PDFAhmed AliNessuna valutazione finora
- Problems: CHEM1020Documento45 pagineProblems: CHEM1020Ahmed AliNessuna valutazione finora
- Applications of Egg Shell and Egg Shell Membrane As AdsorbentsDocumento13 pagineApplications of Egg Shell and Egg Shell Membrane As AdsorbentsAhmed AliNessuna valutazione finora
- 04-Control of Volatile Organic Compounds (VOCs)Documento187 pagine04-Control of Volatile Organic Compounds (VOCs)Ahmed AliNessuna valutazione finora
- Heat ProblemsDocumento17 pagineHeat ProblemsAhmed AliNessuna valutazione finora
- Dedicated System For Production of Food Grade Product: Limestone Caco + 2Hcl Co + H O + Cacl Hydrochloric AcidDocumento1 paginaDedicated System For Production of Food Grade Product: Limestone Caco + 2Hcl Co + H O + Cacl Hydrochloric AcidAhmed AliNessuna valutazione finora
- 1992 Lazaridis Daf Metal IonsDocumento16 pagine1992 Lazaridis Daf Metal IonsAhmed AliNessuna valutazione finora
- Evap DesignDocumento16 pagineEvap DesignAhmed Ali100% (3)
- Soxhlet Ex.Documento2 pagineSoxhlet Ex.Ahmed AliNessuna valutazione finora
- Extraction of Chlorophyll From Alfalfa PlantDocumento13 pagineExtraction of Chlorophyll From Alfalfa PlantAhmed AliNessuna valutazione finora
- Cover PageDocumento10 pagineCover PageAvijit GhoshNessuna valutazione finora
- IAU Logbook Core 6weeksDocumento7 pagineIAU Logbook Core 6weeksbajariaaNessuna valutazione finora
- Ericsson Private 5G Solution BriefDocumento5 pagineEricsson Private 5G Solution BriefTanesan WyotNessuna valutazione finora
- Liquid Process Piping - Part 1 General Piping Design PDFDocumento33 pagineLiquid Process Piping - Part 1 General Piping Design PDFnitin guptaNessuna valutazione finora
- Simulation of 1,3-Butadiene Extractive Distillation Process Using N-Methyl-2-Pyrrolidone SolventDocumento7 pagineSimulation of 1,3-Butadiene Extractive Distillation Process Using N-Methyl-2-Pyrrolidone SolventAA0809Nessuna valutazione finora
- Month Puzzle Two VariableDocumento6 pagineMonth Puzzle Two VariableNayan KaithwasNessuna valutazione finora
- TuberkulosisDocumento285 pagineTuberkulosisTeuku M. FebriansyahNessuna valutazione finora
- 陳v Endometrial Cancer 2Documento48 pagine陳v Endometrial Cancer 201范芷紜Nessuna valutazione finora
- Gita Ananda SDocumento10 pagineGita Ananda Srosaanggita76Nessuna valutazione finora
- GENTLENESSDocumento4 pagineGENTLENESSAprylleCourtneyMayeMauyaoNessuna valutazione finora
- THE PERFECT DAY Compressed 1 PDFDocumento218 pagineTHE PERFECT DAY Compressed 1 PDFMariaNessuna valutazione finora
- History of The Hadith, Dr. Muhammad HameedullahDocumento0 pagineHistory of The Hadith, Dr. Muhammad HameedullahAMEEN AKBAR100% (4)
- Bo Sanchez-Turtle Always Wins Bo SanchezDocumento31 pagineBo Sanchez-Turtle Always Wins Bo SanchezCristy Louela Pagapular88% (8)
- D4462045416 PDFDocumento3 pagineD4462045416 PDFSamir MazafranNessuna valutazione finora
- MAPEH-Arts: Quarter 3 - Module 2Documento24 pagineMAPEH-Arts: Quarter 3 - Module 2Girlie Oguan LovendinoNessuna valutazione finora
- PC2000-8 Spec SheetDocumento20 paginePC2000-8 Spec SheetNeeraj ChauhanNessuna valutazione finora
- (Official) AVTC5 - Unit 1 - Before ClassDocumento11 pagine(Official) AVTC5 - Unit 1 - Before ClassNhân NguyễnNessuna valutazione finora
- Reforms of Parvez MusharifDocumento8 pagineReforms of Parvez MusharifTalha AslamNessuna valutazione finora
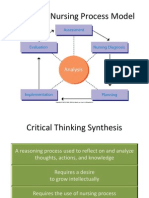
- NUR 104 Nursing Process MY NOTESDocumento77 pagineNUR 104 Nursing Process MY NOTESmeanne073100% (1)
- ASC 2020-21 Questionnaire PDFDocumento11 pagineASC 2020-21 Questionnaire PDFShama PhotoNessuna valutazione finora
- Important Points in SurveyingDocumento4 pagineImportant Points in SurveyingAnand BossNessuna valutazione finora
- Marisa Wolf Final New ResumeDocumento2 pagineMarisa Wolf Final New Resumeapi-403499166Nessuna valutazione finora
- Potassium Permanganate CARUSOL CarusCoDocumento9 paginePotassium Permanganate CARUSOL CarusColiebofreakNessuna valutazione finora
- Iso 27001 Requirementsandnetwrixfunctionalitymapping 1705578827995Documento33 pagineIso 27001 Requirementsandnetwrixfunctionalitymapping 1705578827995Tassnim Ben youssefNessuna valutazione finora
- Cisco Nexus 7000 Introduction To NX-OS Lab GuideDocumento38 pagineCisco Nexus 7000 Introduction To NX-OS Lab Guiderazzzzzzzzzzz100% (1)