Potrebbero piacerti anche
- How To Build A Tube Bender WWDocumento9 pagineHow To Build A Tube Bender WWmikefcebuNessuna valutazione finora
- Worm Harvester 212011Documento0 pagineWorm Harvester 212011mattpac3Nessuna valutazione finora
- DIY 2x72 Belt Grinder for Under $500Documento15 pagineDIY 2x72 Belt Grinder for Under $500Erwan AchmadyaniNessuna valutazione finora
- Horizontal motion mechanismDocumento4 pagineHorizontal motion mechanismSlamet MatematikaNessuna valutazione finora
- Foldable Stool Reverse Engineering The Tallon StooDocumento37 pagineFoldable Stool Reverse Engineering The Tallon StooEnrique CoronelNessuna valutazione finora
- Threading Operations of Lathe SystemDocumento37 pagineThreading Operations of Lathe SystemResshille Ann T. SalleyNessuna valutazione finora
- Machinists Screw JackDocumento3 pagineMachinists Screw Jackmauri_ros100% (1)
- Knurling ToolDocumento5 pagineKnurling Tool4U6ogj8b9snylkslkn3nNessuna valutazione finora
- How To Build A Neck Jig Matt VinsonDocumento23 pagineHow To Build A Neck Jig Matt Vinsoncaesparza100% (1)
- Vintage Playground Plans 1950s PDFDocumento39 pagineVintage Playground Plans 1950s PDFAlexandre Mello100% (1)
- 1911 Frame TutorialDocumento22 pagine1911 Frame Tutorialblackta6100% (5)
- Screw Less ViseDocumento4 pagineScrew Less ViseAmi JohnstonNessuna valutazione finora
- Twin Engine 15' Hovercraft BuildDocumento74 pagineTwin Engine 15' Hovercraft BuildLeonel Rodriguez100% (2)
- Web QCGBDocumento19 pagineWeb QCGBpramponiNessuna valutazione finora
- Facing Operations LatheDocumento7 pagineFacing Operations LatheJennifer Nicky ShakerNessuna valutazione finora
- Uputstvo Za Izradu Vetro Generatora Deo 1Documento18 pagineUputstvo Za Izradu Vetro Generatora Deo 1SinišaNessuna valutazione finora
- Cove Cutting Jigs For The BT3000 by Jim FryeDocumento8 pagineCove Cutting Jigs For The BT3000 by Jim FryeozilogNessuna valutazione finora
- Table Saw Drum Mill: InstructablesDocumento11 pagineTable Saw Drum Mill: InstructablesJazzy VaaltynNessuna valutazione finora
- Stirling Walking Beam EngineDocumento13 pagineStirling Walking Beam EngineTomescu PaulNessuna valutazione finora
- Facing Operations: Using A 4-Jaw ChuckDocumento8 pagineFacing Operations: Using A 4-Jaw ChuckMajida AdilNessuna valutazione finora
- Build Portable Jewelers BenchDocumento26 pagineBuild Portable Jewelers BenchDianaNessuna valutazione finora
- Constructia Unui Ceas Din LemnDocumento6 pagineConstructia Unui Ceas Din LemnGaspar PetruNessuna valutazione finora
- Eolian Gen Diy PDFDocumento0 pagineEolian Gen Diy PDFprozorianuNessuna valutazione finora
- DIY Book ScannerDocumento101 pagineDIY Book Scannerjahanavi pethani100% (1)
- EZClone Recumbent Bicycle PlansDocumento11 pagineEZClone Recumbent Bicycle PlansRob Getman100% (3)
- Building A Six-Inch Turret LatheDocumento5 pagineBuilding A Six-Inch Turret LatheJan SteinmanNessuna valutazione finora
- Ez Engine Build InstructionsDocumento24 pagineEz Engine Build InstructionsAnonymous T7zEN6iLHNessuna valutazione finora
- Router LiftDocumento27 pagineRouter Liftmrivero1983100% (2)
- Swing Garden SwingDocumento7 pagineSwing Garden SwingAlicia MariaNessuna valutazione finora
- Construir Moto ChopperDocumento7 pagineConstruir Moto ChopperAngel Dure100% (2)
- What Are The Types of RollsDocumento78 pagineWhat Are The Types of RollsrcmajhiNessuna valutazione finora
- Facing OperationsDocumento8 pagineFacing OperationsRaihan KabirNessuna valutazione finora
- Product Instructions - Flat Bending Jig InstructionsDocumento34 pagineProduct Instructions - Flat Bending Jig InstructionsDale WadeNessuna valutazione finora
- 71 - Cam-Lever Quick ReleaseDocumento2 pagine71 - Cam-Lever Quick ReleaseGsmHelpNessuna valutazione finora
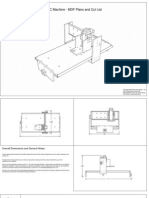
- Plantas CNC de Madeira Kit 1-1 PDFDocumento15 paginePlantas CNC de Madeira Kit 1-1 PDFalexandrearume5392Nessuna valutazione finora
- Beds - Four Poster Bed PlansDocumento8 pagineBeds - Four Poster Bed Planspoimandres100% (1)
- Junior Backhoe: Half-Pint Sidewalk Superintendents Will Go Ape For This Boy-Size, Rugged, Easy-To-Build DiggerDocumento5 pagineJunior Backhoe: Half-Pint Sidewalk Superintendents Will Go Ape For This Boy-Size, Rugged, Easy-To-Build Diggermagatsu2099Nessuna valutazione finora
- Home made wooden tripods: Build your own lightweight tripod for under $20Documento7 pagineHome made wooden tripods: Build your own lightweight tripod for under $20korki777Nessuna valutazione finora
- Shopnotes 88 Dovetailed Shoulder PlaneDocumento8 pagineShopnotes 88 Dovetailed Shoulder PlaneJulio Cesar OliveiraNessuna valutazione finora
- Wookies Words - Finnish Suomi M31 BuildDocumento25 pagineWookies Words - Finnish Suomi M31 BuildWilmer Howard BenderNessuna valutazione finora
- Make Simple Wood Toggle Clamps for Shop JigsDocumento7 pagineMake Simple Wood Toggle Clamps for Shop JigsGermanHund100% (2)
- Modern Bamboo SplitterDocumento14 pagineModern Bamboo SplitterSenthil Kumar100% (1)
- Indexable Turning Tools ProjectsDocumento21 pagineIndexable Turning Tools ProjectsEmijo.ANessuna valutazione finora
- Easy To Build Stirling Engine FanDocumento14 pagineEasy To Build Stirling Engine Fanpatel_kalpesh1241100% (1)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsDa EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsValutazione: 5 su 5 stelle5/5 (1)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideDa EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNessuna valutazione finora
- How to Make Picture Frames (Best of AW): 12 Simple to Stylish Projects from the Experts at American Woodworker (American Woodworker)Da EverandHow to Make Picture Frames (Best of AW): 12 Simple to Stylish Projects from the Experts at American Woodworker (American Woodworker)Valutazione: 5 su 5 stelle5/5 (1)
- Poor Man Hydrogen Generator on Demand: Smcs Hho Stephens Multi Cell Systems Hydrogen Generator on DemandDa EverandPoor Man Hydrogen Generator on Demand: Smcs Hho Stephens Multi Cell Systems Hydrogen Generator on DemandValutazione: 5 su 5 stelle5/5 (2)
- Traditional Ironwork DesignsDocumento96 pagineTraditional Ironwork DesignsguatavitaNessuna valutazione finora
- Switch On To The Best: Cam Operated Rotary SwitchesDocumento32 pagineSwitch On To The Best: Cam Operated Rotary Switchesbagastc100% (1)
- How To Make Origami Airplanes That Fly PDFDocumento91 pagineHow To Make Origami Airplanes That Fly PDFRoxana IonNessuna valutazione finora
- 116 Wing Tsun Wooden Dummy TechniquesDocumento119 pagine116 Wing Tsun Wooden Dummy Techniquesdewdzz100% (54)
- Playera Talla L PDFDocumento10 paginePlayera Talla L PDFkuzaryNessuna valutazione finora
- Higher Algebra - Hall & KnightDocumento593 pagineHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- 17 - Gears and Gear CuttingDocumento69 pagine17 - Gears and Gear CuttingPardeep Singh100% (1)
- Use The Taig 1210 Radius Turner To Create Radii On Round WorkpiecesDocumento11 pagineUse The Taig 1210 Radius Turner To Create Radii On Round WorkpieceskuzaryNessuna valutazione finora
- Wb314 Sofa BedDocumento4 pagineWb314 Sofa BedReneCarrillo100% (1)
- Wall KnotDocumento3 pagineWall KnotkuzaryNessuna valutazione finora
- Material Release: Tnspectton (RRN)Documento44 pagineMaterial Release: Tnspectton (RRN)ANIL PLAMOOTTILNessuna valutazione finora
- BS 2782-8-Method 820A-1996 (1998) Methods of Testing Plastics. Other Properties. Determination of Water Vapour Transmission Rate (Dish Method) .Documento17 pagineBS 2782-8-Method 820A-1996 (1998) Methods of Testing Plastics. Other Properties. Determination of Water Vapour Transmission Rate (Dish Method) .ironfaceNessuna valutazione finora
- Drilling Machine: Fierda Lestari Sarpangga Putri NRP 0516040128 D4 Teknik K3 Ppns (Lintas Jenjang)Documento7 pagineDrilling Machine: Fierda Lestari Sarpangga Putri NRP 0516040128 D4 Teknik K3 Ppns (Lintas Jenjang)Fierda SarpanggaNessuna valutazione finora
- 3M - GPT020 & GPT020FDocumento4 pagine3M - GPT020 & GPT020FOlivier DuclosNessuna valutazione finora
- Liberating valuables from tailings with ball mill designDocumento5 pagineLiberating valuables from tailings with ball mill designEngineering Office ShahrakNessuna valutazione finora
- Rapid Casting Solutions - A ReviewDocumento24 pagineRapid Casting Solutions - A ReviewAlex BurdeNessuna valutazione finora
- 6.4 Procedure For InsulationDocumento11 pagine6.4 Procedure For Insulationrendra syamNessuna valutazione finora
- Welding HandoutDocumento5 pagineWelding HandoutcatrinaguinsoduganionNessuna valutazione finora
- Firepower TIG 200 AC/DC: Operating ManualDocumento80 pagineFirepower TIG 200 AC/DC: Operating ManualAlejandro CKNessuna valutazione finora
- NFPA 24 Ch10 PDFDocumento8 pagineNFPA 24 Ch10 PDFMazhar Hayat HattarNessuna valutazione finora
- Grade 8 Week 1 CARPENTRY Q2Documento7 pagineGrade 8 Week 1 CARPENTRY Q2Israel Marquez50% (2)
- Cetinkaya Pano A.S.: Catalogue Trade CatalogueDocumento6 pagineCetinkaya Pano A.S.: Catalogue Trade Catalogueanmn123Nessuna valutazione finora
- Design and Manufacturing of Low-Cost Wood Lathe MachineDocumento41 pagineDesign and Manufacturing of Low-Cost Wood Lathe MachineBelay Shibru100% (1)
- Lijevani Viktorijanski NamještajDocumento22 pagineLijevani Viktorijanski NamještajJoško BogdanovićNessuna valutazione finora
- Assignment 6Documento5 pagineAssignment 6Anonymous G6QkwTykKNessuna valutazione finora
- SP-50-15H Rev 2Documento18 pagineSP-50-15H Rev 2JacquesBritsNessuna valutazione finora
- CONLIT DUCTROCK BrochureDocumento16 pagineCONLIT DUCTROCK BrochureFlorinBobeNessuna valutazione finora
- Surface Vehicle Recommended Practice: Reaf. FEB1998Documento7 pagineSurface Vehicle Recommended Practice: Reaf. FEB1998Ricardo luzars.Nessuna valutazione finora
- Bar ChartDocumento15 pagineBar Chartdharmendrasaini70Nessuna valutazione finora
- Nalco at A Glance: Chapter - 2Documento74 pagineNalco at A Glance: Chapter - 2Aditya AnandNessuna valutazione finora
- Sandvik Wx7000 Tensioned Screening MediaDocumento6 pagineSandvik Wx7000 Tensioned Screening MediaLachezar VelkovNessuna valutazione finora
- BULLDOG Industrial CatalogueDocumento12 pagineBULLDOG Industrial CatalogueHYDRO-LECNessuna valutazione finora
- Delta Rigging Brochure PDFDocumento398 pagineDelta Rigging Brochure PDFrekstromNessuna valutazione finora
- Welding 3&4 REV21Documento40 pagineWelding 3&4 REV21Muhd Shabeeb ANessuna valutazione finora
- Jigs and Fixtures-SBPDocumento136 pagineJigs and Fixtures-SBPVinay PanditNessuna valutazione finora
- PrintingDocumento1.148 paginePrintingSwati SinghNessuna valutazione finora
- #J800 Slitting Handbook July 2016Documento13 pagine#J800 Slitting Handbook July 2016Ahmed SalahNessuna valutazione finora
- 2.9.1. Disintegration of Tablets and CapsulesDocumento3 pagine2.9.1. Disintegration of Tablets and CapsulesPikiy PutriNessuna valutazione finora
- BhandupDocumento69 pagineBhandupMrudulaNessuna valutazione finora
- MSS-SP-94 (1999)Documento12 pagineMSS-SP-94 (1999)Islam SolimanNessuna valutazione finora