Potrebbero piacerti anche
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesDa EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesNessuna valutazione finora
- Study of Varying Size of Crumb Rubber in BitumenDocumento6 pagineStudy of Varying Size of Crumb Rubber in Bitumendhanesh kumarNessuna valutazione finora
- Progress Report IIDocumento19 pagineProgress Report IIAkashahZakariaNessuna valutazione finora
- Imp5 Hyun Hwan Kim, Soon-Jae LeeDocumento9 pagineImp5 Hyun Hwan Kim, Soon-Jae LeeacryptfauNessuna valutazione finora
- Final HossainDocumento6 pagineFinal HossainNur AthirahNessuna valutazione finora
- Applied Sciences: Ffect of Addition of AntioxidantDocumento23 pagineApplied Sciences: Ffect of Addition of AntioxidantUlikersSportNessuna valutazione finora
- Ijett V14P211 PDFDocumento6 pagineIjett V14P211 PDFHarish Kumar GiriNessuna valutazione finora
- 1 s2.0 S0950061811003242 MainDocumento8 pagine1 s2.0 S0950061811003242 MainKamaluddin KamalNessuna valutazione finora
- Cure Characteristics and Vulcanizate ProDocumento15 pagineCure Characteristics and Vulcanizate ProSangeetha RangarajanNessuna valutazione finora
- Uses of Crumb Rubber and Natural Rubber BitumenDocumento20 pagineUses of Crumb Rubber and Natural Rubber Bitumennishankgopishetty67% (3)
- Analisis Sobre Leyes de Crecimiento de Fisura Por Fatiga de Una MezclaDocumento8 pagineAnalisis Sobre Leyes de Crecimiento de Fisura Por Fatiga de Una MezclaJuan GonzalezNessuna valutazione finora
- Ali-Sadek2013 Article ExperimentalAnalysisOfTheInfluDocumento6 pagineAli-Sadek2013 Article ExperimentalAnalysisOfTheInflumzh887Nessuna valutazione finora
- Sustainability 14 08999 v2 PDFDocumento18 pagineSustainability 14 08999 v2 PDFOmar MorenoNessuna valutazione finora
- Acknowledgement: G.H. BasavarajappaDocumento13 pagineAcknowledgement: G.H. BasavarajappaSanthu AyanurNessuna valutazione finora
- Microscopic Properties of Hydrogen Peroxide ActivaDocumento13 pagineMicroscopic Properties of Hydrogen Peroxide ActivasreenivasiiscNessuna valutazione finora
- Experimental Characterization of Storage Stability of Crumb Rubber Modified Bitumen With Warm-Mix AdditivesDocumento10 pagineExperimental Characterization of Storage Stability of Crumb Rubber Modified Bitumen With Warm-Mix AdditivesRob DamhuisNessuna valutazione finora
- A Comparative Evaluation of Crumb Rubber and Devulcanized Rubber Modified BindersDocumento7 pagineA Comparative Evaluation of Crumb Rubber and Devulcanized Rubber Modified BindersidelgardNessuna valutazione finora
- Rheological Properties of Crumb Rubber-Modified Bitumen Containing AntioxidantDocumento10 pagineRheological Properties of Crumb Rubber-Modified Bitumen Containing AntioxidantAfroz Sultana ShaikNessuna valutazione finora
- Rubberised Bitumen ForDocumento19 pagineRubberised Bitumen FornishankgopishettyNessuna valutazione finora
- Journal of Cleaner Production: Muhammad Jamal, Filippo GiustozziDocumento13 pagineJournal of Cleaner Production: Muhammad Jamal, Filippo GiustozziWaqas HaroonNessuna valutazione finora
- MODIFIED BITUMEN-Product, Purpose, Advantages Including Global and Indian ScenarioDocumento59 pagineMODIFIED BITUMEN-Product, Purpose, Advantages Including Global and Indian ScenarioSunil BoseNessuna valutazione finora
- Report On Bituminous MixDocumento75 pagineReport On Bituminous MixBibhuti B. BhardwajNessuna valutazione finora
- Matecconf Iccoee2018 05007 PDFDocumento9 pagineMatecconf Iccoee2018 05007 PDFmzh887Nessuna valutazione finora
- Design and Optimization of A Rubber-Bitumen Blend in Preparation For A Rubberized-Asphalt Road Trial in The State of KuwaitDocumento10 pagineDesign and Optimization of A Rubber-Bitumen Blend in Preparation For A Rubberized-Asphalt Road Trial in The State of KuwaitAlhekhmdarNessuna valutazione finora
- 1 s2.0 S0950061823033743 MainDocumento10 pagine1 s2.0 S0950061823033743 Mainjuan danielNessuna valutazione finora
- Paper NewDocumento10 paginePaper NewAsif ZazaiNessuna valutazione finora
- Effect of Sulphur On CRMBDocumento9 pagineEffect of Sulphur On CRMBdhanesh kumarNessuna valutazione finora
- A Review of Crumb Rubber Modification in Dry Mixed Rubberised Asphalt Mixtures PDFDocumento8 pagineA Review of Crumb Rubber Modification in Dry Mixed Rubberised Asphalt Mixtures PDFSarah Syamimi RozaliNessuna valutazione finora
- Properties of Crumb Rubber Concrete Paving Blocks With SBR LatexDocumento7 pagineProperties of Crumb Rubber Concrete Paving Blocks With SBR LatexTung-Chai LingNessuna valutazione finora
- 2687 I J Ctet 17050701Documento4 pagine2687 I J Ctet 17050701Romil SharmaNessuna valutazione finora
- Rubber Fenders Mixing It UpDocumento8 pagineRubber Fenders Mixing It UphaleyNessuna valutazione finora
- Devulcanization of Recycled Tire Rubber Using Supercritical Carbon DioxideDocumento11 pagineDevulcanization of Recycled Tire Rubber Using Supercritical Carbon DioxideJose Perez100% (1)
- Ravi Effect of Clumb RubberDocumento12 pagineRavi Effect of Clumb Rubberbraviteja2002Nessuna valutazione finora
- The Impact of Crumb-Rubber On The Mechanical CharaDocumento9 pagineThe Impact of Crumb-Rubber On The Mechanical CharaEslam SamirNessuna valutazione finora
- Styrene Butadiene RubberDocumento9 pagineStyrene Butadiene Rubberdashali1100% (1)
- Construction and Building MaterialsDocumento7 pagineConstruction and Building MaterialsFábio FriolNessuna valutazione finora
- Bituminous Mix Design IitrDocumento43 pagineBituminous Mix Design IitrSamarth Garg100% (2)
- Rubcrete, Use of Rubber in ConcreteDocumento6 pagineRubcrete, Use of Rubber in Concreterahuldasbi100% (1)
- Checked Investigation of The Effect of Rubber OnDocumento9 pagineChecked Investigation of The Effect of Rubber OnMD. NASIF HOSSAIN IMONNessuna valutazione finora
- HarishDocumento15 pagineHarishhp0195877Nessuna valutazione finora
- Chapter 01 - Introduction 1.1 EconomyDocumento6 pagineChapter 01 - Introduction 1.1 EconomyShadab KhanNessuna valutazione finora
- Pavement Materials: AggregatesDocumento41 paginePavement Materials: AggregatesSri Bindu KajaNessuna valutazione finora
- A Brief Overview of Utilizing Crumb Rubber AsDocumento8 pagineA Brief Overview of Utilizing Crumb Rubber AsSyafizal IzwanNessuna valutazione finora
- On Modified BitumenDocumento19 pagineOn Modified BitumenTejeshwini SNessuna valutazione finora
- Study of The Effect of Four Warm Mix Asphalt Additives On Bitumen Modified With 15% Crumb Rubber PDFDocumento9 pagineStudy of The Effect of Four Warm Mix Asphalt Additives On Bitumen Modified With 15% Crumb Rubber PDFAna María RodríguezNessuna valutazione finora
- CGBM Revised NoteDocumento10 pagineCGBM Revised NoteSunil Bose100% (1)
- Concrete Aggregates From Discarded Tyre RubberDocumento6 pagineConcrete Aggregates From Discarded Tyre RubberRussell JosephNessuna valutazione finora
- Checked ICRT2017 17IT070157 Final Version FernanDocumento15 pagineChecked ICRT2017 17IT070157 Final Version FernanMD. NASIF HOSSAIN IMONNessuna valutazione finora
- Asphalt Rubber Paving: Process OverviewDocumento32 pagineAsphalt Rubber Paving: Process OverviewDaniel RangelNessuna valutazione finora
- Evaluation The Effect of Waste Low-Density Polythlene and Crumbrubber On PH Ysical Properties of AsphaltDocumento17 pagineEvaluation The Effect of Waste Low-Density Polythlene and Crumbrubber On PH Ysical Properties of AsphaltRomil SharmaNessuna valutazione finora
- Aditi Vos 04Documento16 pagineAditi Vos 04Rosemberg Reyes RamírezNessuna valutazione finora
- IJTE - Volume 6 - Issue 2 - Pages 99-110Documento12 pagineIJTE - Volume 6 - Issue 2 - Pages 99-110Jelian GraceNessuna valutazione finora
- Report ChartsDocumento10 pagineReport Chartskranthi bhushan02Nessuna valutazione finora
- Bituminous MaterialDocumento196 pagineBituminous Materialrajam1997Nessuna valutazione finora
- ATS Vol 1-Issue 4Documento11 pagineATS Vol 1-Issue 4Ashury DjamaluddinNessuna valutazione finora
- Modified BitumenDocumento9 pagineModified BitumenGaurav GuptaNessuna valutazione finora
- GsemenDocumento10 pagineGsemenMuhammad RayhanNessuna valutazione finora
- Synergistic Effect of Latex Powder and Rubber On TDocumento10 pagineSynergistic Effect of Latex Powder and Rubber On TMuhammad ImranNessuna valutazione finora
- Characteristics of Rubberised BitumenDocumento494 pagineCharacteristics of Rubberised Bitumenfredi.ndoleriire86Nessuna valutazione finora
- Construction and Building Materials: Sassan A Aki, Milad MemarzadehDocumento13 pagineConstruction and Building Materials: Sassan A Aki, Milad MemarzadehAndri Wahyu DinataNessuna valutazione finora
- Bareily NHD PWDDocumento1 paginaBareily NHD PWDPerkresht PawarNessuna valutazione finora
- 210741571.xls - Ms - Office BOQ FDR 2013-14 ROIDocumento2 pagine210741571.xls - Ms - Office BOQ FDR 2013-14 ROIPerkresht PawarNessuna valutazione finora
- Letter For TRDocumento6 pagineLetter For TRPerkresht PawarNessuna valutazione finora
- EPC Workshop ProgrammeDocumento2 pagineEPC Workshop ProgrammePerkresht PawarNessuna valutazione finora
- Maintenance KM 295.00 To 304.00 of NH-74Documento33 pagineMaintenance KM 295.00 To 304.00 of NH-74Perkresht PawarNessuna valutazione finora
- PR To NH-74 From KM 294.00 To 304.00 (Rates)Documento1 paginaPR To NH-74 From KM 294.00 To 304.00 (Rates)Perkresht PawarNessuna valutazione finora
- Maintenance & EstimateDocumento40 pagineMaintenance & EstimatePerkresht PawarNessuna valutazione finora
- Analysis For BuildingDocumento51 pagineAnalysis For BuildingPerkresht PawarNessuna valutazione finora
- Par ShantDocumento1 paginaPar ShantPerkresht PawarNessuna valutazione finora
- Bar Binder Upto31jan.09Documento4 pagineBar Binder Upto31jan.09Perkresht PawarNessuna valutazione finora
- Bar-Chart: Construction of 924 Nos EWS Houses in Sector Omicron-I, Greater Noida. (Group - 1)Documento2 pagineBar-Chart: Construction of 924 Nos EWS Houses in Sector Omicron-I, Greater Noida. (Group - 1)Perkresht PawarNessuna valutazione finora
- Handy Scanner For AndroidDocumento1 paginaHandy Scanner For AndroidPerkresht PawarNessuna valutazione finora
- CIVL354 Notes 2 Field CompactionDocumento11 pagineCIVL354 Notes 2 Field CompactionRaj BakhtaniNessuna valutazione finora
- Sector 16CDocumento87 pagineSector 16CPerkresht PawarNessuna valutazione finora
- Scour DepthDocumento20 pagineScour DepthPerkresht PawarNessuna valutazione finora
- Ristsn Agffineses: I: - r"-':1J4 A " "' EDocumento4 pagineRistsn Agffineses: I: - r"-':1J4 A " "' EPerkresht PawarNessuna valutazione finora
- Sftn6 Ye (T Uttar Pradesii T Ak) 4 4 0 9 5: 'Y,: (''' ','' L': R ExecuranrDocumento1 paginaSftn6 Ye (T Uttar Pradesii T Ak) 4 4 0 9 5: 'Y,: (''' ','' L': R ExecuranrPerkresht PawarNessuna valutazione finora
- 2nd Floor, Krishna Complex, Main Nithari Road, Sector-31, Noida Tel: (95-120) 3259880, 3259881, 9818435888Documento1 pagina2nd Floor, Krishna Complex, Main Nithari Road, Sector-31, Noida Tel: (95-120) 3259880, 3259881, 9818435888Perkresht PawarNessuna valutazione finora
- Technical BidDocumento50 pagineTechnical BidPerkresht PawarNessuna valutazione finora
- Final Appendix K Ageing TGX Sep 08Documento30 pagineFinal Appendix K Ageing TGX Sep 08Perkresht PawarNessuna valutazione finora
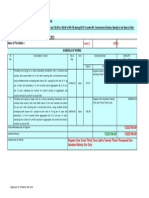
- Less (-) %: 13223196.00 13223196.00 Rupees One Crore Thirty Two Lakhs Twenty Three Thousand One Hundred Ninety Six OnlyDocumento1 paginaLess (-) %: 13223196.00 13223196.00 Rupees One Crore Thirty Two Lakhs Twenty Three Thousand One Hundred Ninety Six OnlyPerkresht PawarNessuna valutazione finora
- Aging Bitiumen HJJDocumento12 pagineAging Bitiumen HJJPerkresht PawarNessuna valutazione finora
- Less (-) %: 13223196.00 13223196.00 Rupees One Crore Thirty Two Lakhs Twenty Three Thousand One Hundred Ninety Six OnlyDocumento1 paginaLess (-) %: 13223196.00 13223196.00 Rupees One Crore Thirty Two Lakhs Twenty Three Thousand One Hundred Ninety Six OnlyPerkresht PawarNessuna valutazione finora
- Doug DeMuroDocumento2 pagineDoug DeMuropabloNessuna valutazione finora
- HCM2010 - CH15 Two Lane HighwaysDocumento68 pagineHCM2010 - CH15 Two Lane HighwaysYasruddin MtNessuna valutazione finora
- ERA Manual On SubgradeDocumento14 pagineERA Manual On Subgradejeremy tadesse100% (1)
- Pradhan Mantri Gram Sadak Yojna: BOQ For 100-249 Batch-I Year 2018-19 of PMGSY RoadDocumento2 paginePradhan Mantri Gram Sadak Yojna: BOQ For 100-249 Batch-I Year 2018-19 of PMGSY RoadAshokNessuna valutazione finora
- Backhoe LoadersDocumento40 pagineBackhoe LoadersANDREI26Nessuna valutazione finora
- Minibus. SprinterDocumento20 pagineMinibus. SprinterPetar TanevskiNessuna valutazione finora
- Chapter 6-Highway Drainage DesignDocumento27 pagineChapter 6-Highway Drainage DesignAbel MulugetaNessuna valutazione finora
- Universal Design - Question Bank Part - A (1 Mark)Documento6 pagineUniversal Design - Question Bank Part - A (1 Mark)Vinayak U (RA1911201010039)Nessuna valutazione finora
- JT1720 Mach 1: Parts ManualDocumento245 pagineJT1720 Mach 1: Parts ManualArcel PerdomoNessuna valutazione finora
- Gradall G6-42PDocumento2 pagineGradall G6-42Phaiccdk6Nessuna valutazione finora
- Za 2022 Deloitte Global Auto Consumer Study SA DataDocumento34 pagineZa 2022 Deloitte Global Auto Consumer Study SA DataAndiswa NkosiNessuna valutazione finora
- Proair Operators Manual PDFDocumento81 pagineProair Operators Manual PDFWaqas RiazNessuna valutazione finora
- Types of Electrical Motors1Documento12 pagineTypes of Electrical Motors1AnilNessuna valutazione finora
- Pt. Mega Central FinanceDocumento1 paginaPt. Mega Central FinanceYoslan DamanikNessuna valutazione finora
- Schematic - PhiDAC Hex 5.26Documento1 paginaSchematic - PhiDAC Hex 5.26Not TELLIN YouNessuna valutazione finora
- ASV Posi-Track PT-70 Track Loader Master Parts Catalogue Manual PDFDocumento13 pagineASV Posi-Track PT-70 Track Loader Master Parts Catalogue Manual PDFfisekkkdNessuna valutazione finora
- Londra GuideDocumento227 pagineLondra GuideSirzat YenenNessuna valutazione finora
- Design of Flexible PavementDocumento43 pagineDesign of Flexible Pavementtarakeswara rao kantubhukta100% (1)
- O Kolkf D Ijh (K.K Fjiksvz Izfke CSP Lak ( K/: Ekg/: Eicher 551 TractorDocumento11 pagineO Kolkf D Ijh (K.K Fjiksvz Izfke CSP Lak ( K/: Ekg/: Eicher 551 TractorMassey FergusonNessuna valutazione finora
- Mid Test EnglishDocumento13 pagineMid Test EnglishImam Aryo PratomoNessuna valutazione finora
- VW t5 Running Gear Axles Steering EngDocumento244 pagineVW t5 Running Gear Axles Steering Engtanfred84Nessuna valutazione finora
- Profile Set Tug 3200HP and 345FT BargeDocumento3 pagineProfile Set Tug 3200HP and 345FT BargeThanh Hải PhạmNessuna valutazione finora
- Caught-In and Caught-Between HazardsDocumento2 pagineCaught-In and Caught-Between HazardsAntoinette FrederickaNessuna valutazione finora
- Col Reg Report New 2Documento10 pagineCol Reg Report New 2Trexie Jan Romero100% (1)
- GROUP 3 1 ReportingDocumento20 pagineGROUP 3 1 ReportingMichaelavon DuroNessuna valutazione finora
- Abibus RETURN TickDocumento2 pagineAbibus RETURN Tickarun13091987Nessuna valutazione finora
- MMEP 613 - Assignment No. 1 Canoy, Niña Angelika R. - SN 2022433104Documento35 pagineMMEP 613 - Assignment No. 1 Canoy, Niña Angelika R. - SN 2022433104Niña Angelika CanoyNessuna valutazione finora
- VolvoTrucks FL 250Documento189 pagineVolvoTrucks FL 250Zoran Kocic KocaNessuna valutazione finora
- B30D 6Documento143 pagineB30D 6Teknik MakinaNessuna valutazione finora
- National Highways of India PPTDocumento41 pagineNational Highways of India PPTAmarpreet OnkaalaNessuna valutazione finora