Potrebbero piacerti anche
- Bomas - 1997 - Materials Science and Engineering A PDFDocumento4 pagineBomas - 1997 - Materials Science and Engineering A PDFHARIMETLYNessuna valutazione finora
- Chapter 3: ViscoelasticityDocumento11 pagineChapter 3: ViscoelasticityHARIMETLYNessuna valutazione finora
- Metals: Microstructure and Mechanical Properties of Friction Welding Joints With Dissimilar Titanium AlloysDocumento11 pagineMetals: Microstructure and Mechanical Properties of Friction Welding Joints With Dissimilar Titanium AlloysHARIMETLYNessuna valutazione finora
- Ceramics InternationalDocumento5 pagineCeramics InternationalHARIMETLYNessuna valutazione finora
- Crossmark: Ceramics InternationalDocumento7 pagineCrossmark: Ceramics InternationalHARIMETLYNessuna valutazione finora
- Advanced Powder Technology: Takao Ueda, Tatsuya Oki, Shigeki KoyanakaDocumento8 pagineAdvanced Powder Technology: Takao Ueda, Tatsuya Oki, Shigeki KoyanakaHARIMETLYNessuna valutazione finora
- Casting Lecture NoteDocumento12 pagineCasting Lecture NoteHARIMETLYNessuna valutazione finora
- SASTRA University: Pay Slip For June 2016Documento1 paginaSASTRA University: Pay Slip For June 2016HARIMETLYNessuna valutazione finora
- Hardness Test Report: Hardness Value 7075 Casted Al 1 2 3 1 2 3 As-Condition 150 / 3HR 350 / 6HR 500 / 6HRDocumento1 paginaHardness Test Report: Hardness Value 7075 Casted Al 1 2 3 1 2 3 As-Condition 150 / 3HR 350 / 6HR 500 / 6HRHARIMETLYNessuna valutazione finora
- Advanced Powder TechnologyDocumento4 pagineAdvanced Powder TechnologyHARIMETLYNessuna valutazione finora
- Diffusion BondingDocumento8 pagineDiffusion BondingHARIMETLYNessuna valutazione finora
- Gorockiewicz 2011 VacuumDocumento4 pagineGorockiewicz 2011 VacuumHARIMETLYNessuna valutazione finora
- Bomas 1997 Materials Science and Engineering ADocumento4 pagineBomas 1997 Materials Science and Engineering AHARIMETLYNessuna valutazione finora
- Investigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerDocumento4 pagineInvestigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerHARIMETLYNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Weld and Base Metal DiscontinuitiesDocumento25 pagineWeld and Base Metal DiscontinuitiesHari Hk100% (3)
- PD Cen Iso TR 15608-2017Documento16 paginePD Cen Iso TR 15608-2017Iris Ramirez100% (3)
- Casting Defects & RemediesDocumento40 pagineCasting Defects & RemediesMurali80% (5)
- Synthetic AmphetamineDocumento57 pagineSynthetic Amphetaminelumik123475% (4)
- Gee Graphite Technical Datasheet: GEEGRAF Tanged Stainless Steel Reinforced SheetDocumento1 paginaGee Graphite Technical Datasheet: GEEGRAF Tanged Stainless Steel Reinforced SheettempeltonNessuna valutazione finora
- Float Collar Rev1Documento3 pagineFloat Collar Rev1Dilip ReddyNessuna valutazione finora
- API 510 QuestionsDocumento8 pagineAPI 510 QuestionsTAYYAB FAROOQ100% (2)
- C067Documento49 pagineC067Gato Sesa0% (1)
- Series 5100Documento12 pagineSeries 5100HectorMaldonadoNessuna valutazione finora
- Metals GuideDocumento38 pagineMetals GuideracobellNessuna valutazione finora
- Bhushan Power & Steel Ltd.Documento17 pagineBhushan Power & Steel Ltd.navdeeplakheraNessuna valutazione finora
- DWS1110Documento53 pagineDWS1110sofianina05Nessuna valutazione finora
- ME 192 Odd Sem Workshop Manual 2013 2014 For 1st YearDocumento27 pagineME 192 Odd Sem Workshop Manual 2013 2014 For 1st YearRajib Mandal100% (1)
- Chapter 3 Datasheets Roof PanelsDocumento16 pagineChapter 3 Datasheets Roof PanelsMladen BilincNessuna valutazione finora
- MR For Gate Valve Cast 301015Documento43 pagineMR For Gate Valve Cast 301015AHMEDMALAHYNessuna valutazione finora
- Wootz Steel: From Wikipedia, The Free EncyclopediaDocumento5 pagineWootz Steel: From Wikipedia, The Free EncyclopediaAkram FaisalNessuna valutazione finora
- C95300Documento2 pagineC95300Romeo DequitoNessuna valutazione finora
- Admixture Reference NotesDocumento2 pagineAdmixture Reference NotesKalasekar M SwamyNessuna valutazione finora
- Astm D 897 - 01 - RDG5NWDocumento3 pagineAstm D 897 - 01 - RDG5NWphaindikaNessuna valutazione finora
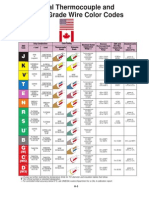
- International Thermocouple and Extension Grade Wire Color CodesDocumento6 pagineInternational Thermocouple and Extension Grade Wire Color CodesEdguitar TheLonelyNessuna valutazione finora
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocumento3 pagineSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceJerry BeanNessuna valutazione finora
- BS 1139 Metal Scaffolding Part 4Documento13 pagineBS 1139 Metal Scaffolding Part 4alliceyew100% (1)
- Cidco 2015 16Documento344 pagineCidco 2015 16gdbhoir505Nessuna valutazione finora
- CatalogueDocumento2 pagineCatalogueClarkFedele27Nessuna valutazione finora
- Car JackDocumento26 pagineCar JackAbin KurianNessuna valutazione finora
- Turnbuckles: Vanguard Steel LTDDocumento9 pagineTurnbuckles: Vanguard Steel LTDJeanne DangNessuna valutazione finora
- Isky Ductile RockersDocumento1 paginaIsky Ductile Rockersbatista90420Nessuna valutazione finora
- Tata Motors Ltd.Documento44 pagineTata Motors Ltd.Arjun BhardwajNessuna valutazione finora
- F58 Gate Valve CraneFS DS 1220Documento1 paginaF58 Gate Valve CraneFS DS 1220bigboys cusat bNessuna valutazione finora