Potrebbero piacerti anche
- Subject: Production and Operations Management Unit 5: Maintenance and Waste ManagementDocumento19 pagineSubject: Production and Operations Management Unit 5: Maintenance and Waste ManagementAnonymous yL88Jj100% (1)
- An Optimal Preventive Maintenance Model For Natural Gas Transmission PipelinesDocumento10 pagineAn Optimal Preventive Maintenance Model For Natural Gas Transmission PipelinessidNessuna valutazione finora
- Crane Maintenance ProcedureDocumento3 pagineCrane Maintenance ProcedureAravin KumarNessuna valutazione finora
- RCMDocumento515 pagineRCMAntonio Perez100% (1)
- Initial Stages of EvolutionDocumento5 pagineInitial Stages of EvolutionVivek MulchandaniNessuna valutazione finora
- Annual Pipelines Oil and Gas MaintenanceDocumento5 pagineAnnual Pipelines Oil and Gas Maintenanceengr_ahmednassarNessuna valutazione finora
- Maintenance Management System Guideline For Maintenance Operating Procedures Modifications and ImprovementDocumento19 pagineMaintenance Management System Guideline For Maintenance Operating Procedures Modifications and ImprovementGlad BlazNessuna valutazione finora
- Quality Management in Aircraft Maintenance and Its Delivery Link Through Education and TrainingDocumento25 pagineQuality Management in Aircraft Maintenance and Its Delivery Link Through Education and TrainingMarco CandoNessuna valutazione finora
- Maintenance Journal 171fullDocumento85 pagineMaintenance Journal 171fullJorge MartinezNessuna valutazione finora
- SMRP Metric 5.5.31 Stores Inventory TurnsDocumento6 pagineSMRP Metric 5.5.31 Stores Inventory TurnsJorge FracaroNessuna valutazione finora
- LIXO - FluidSim TutorialDocumento339 pagineLIXO - FluidSim TutorialFernando BarrosoNessuna valutazione finora
- Maintenance Planing & ManagementDocumento3 pagineMaintenance Planing & ManagementMir OsailNessuna valutazione finora
- A Risk-Based Shutdown Inspection and Maintenance Interval Estimation Considering Human ErrorDocumento13 pagineA Risk-Based Shutdown Inspection and Maintenance Interval Estimation Considering Human Erroramira_zainal92Nessuna valutazione finora
- Plant Maintenance Planning & Scheduling 16-17 April 2014Documento1 paginaPlant Maintenance Planning & Scheduling 16-17 April 2014Muhammad SalmanNessuna valutazione finora
- 19-Aug-16 Monorail & Equipment SupportDocumento1 pagina19-Aug-16 Monorail & Equipment SupportAditya Eka PrassetyoNessuna valutazione finora
- Preventive Maintenance Part IDocumento21 paginePreventive Maintenance Part IKABADDI RISINGNessuna valutazione finora
- Installation Method StatementDocumento6 pagineInstallation Method StatementgururajNessuna valutazione finora
- Rotating Equipment & ServiceDocumento12 pagineRotating Equipment & Servicenurkasih119Nessuna valutazione finora
- Programs Overview MatrixDocumento2 paginePrograms Overview MatrixWeerapat Meng SittisuaNessuna valutazione finora
- Disruptive Maintenance Engineering 4.0 10 1108 - IJQRM 09 2019 0304Documento19 pagineDisruptive Maintenance Engineering 4.0 10 1108 - IJQRM 09 2019 0304aalvarez_438587Nessuna valutazione finora
- RES Global - Maintenance Planning and SchedulingDocumento11 pagineRES Global - Maintenance Planning and SchedulingMohamedNessuna valutazione finora
- MAF 635 LCC ReportDocumento10 pagineMAF 635 LCC ReportTasha Derahman100% (1)
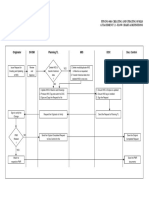
- Flowchart For Creating and Updating of KKS PLTUDocumento1 paginaFlowchart For Creating and Updating of KKS PLTUsas13Nessuna valutazione finora
- KPI Process Guidance NoteDocumento14 pagineKPI Process Guidance NoteMuhammadFaridNessuna valutazione finora
- AV ME SOP 02 Criticality AnalysisDocumento4 pagineAV ME SOP 02 Criticality AnalysisjfejfeNessuna valutazione finora
- On ShutdownDocumento26 pagineOn ShutdownRatna Tiwary100% (1)
- 10% Rule of Preventive Maintenance: Ricky SmithDocumento5 pagine10% Rule of Preventive Maintenance: Ricky Smithfkarimz862467Nessuna valutazione finora
- Milk RunDocumento161 pagineMilk RunHoussem MoujahedNessuna valutazione finora
- Maintenance of Equipment: Philippine Society of Mechanical Engineers Professional Development CourseDocumento23 pagineMaintenance of Equipment: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNessuna valutazione finora
- 7 Quality MaintenanceDocumento49 pagine7 Quality Maintenancerecep1100% (1)
- Mechanical Maintenance & Planning EngineerDocumento6 pagineMechanical Maintenance & Planning EngineerIrshad Akhter100% (1)
- D2.1-Construction Site Machineries (Mobile Quipment)Documento55 pagineD2.1-Construction Site Machineries (Mobile Quipment)DJNessuna valutazione finora
- Materials Management in Project PlanningDocumento8 pagineMaterials Management in Project PlanningAbhiruchi SinghNessuna valutazione finora
- Best Maintenance Repair Practices: by Ricky Smith CMRP, CMRTDocumento6 pagineBest Maintenance Repair Practices: by Ricky Smith CMRP, CMRTMuneeb BhaniaNessuna valutazione finora
- Maintenance ManagementDocumento7 pagineMaintenance ManagementNadeemNessuna valutazione finora
- Mechanical Engineer Hamza Nouman1Documento5 pagineMechanical Engineer Hamza Nouman1Hamza NoumanNessuna valutazione finora
- Asset Maintenance 3Documento16 pagineAsset Maintenance 3Ann Paschal100% (1)
- Maintenance Planning PrinciplesDocumento7 pagineMaintenance Planning PrinciplesDavid SandersonNessuna valutazione finora
- CRSE-SA-T-775 Monthly Quality Management Report For The Month of July 2020Documento65 pagineCRSE-SA-T-775 Monthly Quality Management Report For The Month of July 2020Ahmad Assad mrednNessuna valutazione finora
- GE - Outage ScheduleDocumento16 pagineGE - Outage ScheduleMohammad NasirNessuna valutazione finora
- Stocking Strategy For Service Parts A Case StudyDocumento19 pagineStocking Strategy For Service Parts A Case StudyFernando GómezNessuna valutazione finora
- Maintenance Survey ChecklistDocumento19 pagineMaintenance Survey ChecklistSergio RomeroNessuna valutazione finora
- 11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFDocumento42 pagine11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFmsaad19103564100% (2)
- Spares ManagementDocumento64 pagineSpares ManagementConrad RodricksNessuna valutazione finora
- Shipyard LogDocumento2 pagineShipyard LogRichard MassariNessuna valutazione finora
- Appendix A SPA FormDocumento2 pagineAppendix A SPA FormMohamed HadjkacemNessuna valutazione finora
- Maintenance MetricsDocumento24 pagineMaintenance MetricsLauEnzoNessuna valutazione finora
- Organization of Maintenance PlanningDocumento18 pagineOrganization of Maintenance PlanningKabbee SalaaleeNessuna valutazione finora
- Asset Management Engineer (Maintenance & Control) With BEng For CEng Ma...Documento11 pagineAsset Management Engineer (Maintenance & Control) With BEng For CEng Ma...Karthik DhayalanNessuna valutazione finora
- Maintenance Management 3Documento16 pagineMaintenance Management 3SHAHABAZINessuna valutazione finora
- UK Military Aviation Engineering - Guide To Developing Preventive MaintenanceDocumento132 pagineUK Military Aviation Engineering - Guide To Developing Preventive MaintenanceGyogi MitsutaNessuna valutazione finora
- Industrial Engineering - Research Topics 2017Documento22 pagineIndustrial Engineering - Research Topics 2017rizwanooo0Nessuna valutazione finora
- Maintenance ActivitiesDocumento44 pagineMaintenance ActivitiesHoang Thang100% (2)
- Valuation of Rotable Spare PartsDocumento25 pagineValuation of Rotable Spare PartskeiichimNessuna valutazione finora
- Preventive Maintenance ReportDocumento1 paginaPreventive Maintenance ReportPakar PC NetNessuna valutazione finora
- PCM RCM CerromatosoDocumento234 paginePCM RCM CerromatosoCRISTIAN ANDRES MEDRANO PULIDONessuna valutazione finora
- LCC Book Chapter 6 Parra Asset ManagementDocumento19 pagineLCC Book Chapter 6 Parra Asset ManagementEric RodriguezNessuna valutazione finora
- The Maintenance Management FrameworkDocumento12 pagineThe Maintenance Management FrameworkudinpenjolNessuna valutazione finora
- MS 57Documento9 pagineMS 57Rajni KumariNessuna valutazione finora
- Mastering Opportunities and Risks in IT Projects: Identifying, anticipating and controlling opportunities and risks: A model for effective management in IT development and operationDa EverandMastering Opportunities and Risks in IT Projects: Identifying, anticipating and controlling opportunities and risks: A model for effective management in IT development and operationNessuna valutazione finora
- Army - FM3 04X203 - Fundamentals of FlightDocumento392 pagineArmy - FM3 04X203 - Fundamentals of FlightMeowmix100% (9)
- Principles of Jet Propulsion and Gas Turbines by M. J. ZucrowDocumento578 paginePrinciples of Jet Propulsion and Gas Turbines by M. J. ZucrowJohny67% (3)
- Bednar - Pressure Vessel Design HandbookDocumento230 pagineBednar - Pressure Vessel Design HandbookceballosingNessuna valutazione finora
- Wing Chun Kung Fu Traditional Chinese Kung Fu For Self Defense and HealthDocumento106 pagineWing Chun Kung Fu Traditional Chinese Kung Fu For Self Defense and HealthLaura BluesNessuna valutazione finora
- Ieee Comsol 2013Documento32 pagineIeee Comsol 2013janderson13Nessuna valutazione finora
- Informe Tecnico GrundfosDocumento11 pagineInforme Tecnico GrundfosCesar Muñoz OssesNessuna valutazione finora
- Chapter OneDocumento44 pagineChapter OneDesyilalNessuna valutazione finora
- Thermodynamics NumericalsDocumento5 pagineThermodynamics Numericalspiyush mishraNessuna valutazione finora
- Supply Chain and Operations Management Dec16Documento374 pagineSupply Chain and Operations Management Dec16rinto.ep0% (2)
- Brochure-Innovic Best PLC SCADA Industrial Automation Training InstituteDocumento6 pagineBrochure-Innovic Best PLC SCADA Industrial Automation Training InstituteRaaz NayakNessuna valutazione finora
- Rumbaugh's Object Modelling Technique (OMT) - : Unit Ii Object Oriented Methodologies 9Documento71 pagineRumbaugh's Object Modelling Technique (OMT) - : Unit Ii Object Oriented Methodologies 9ASUIUX DesignerNessuna valutazione finora
- Trắc Nghiệm 6 TestDocumento13 pagineTrắc Nghiệm 6 TestThanh TrucNessuna valutazione finora
- Artificial IntelligenceDocumento3 pagineArtificial IntelligencePriyanka SharmaNessuna valutazione finora
- Skillathon2024 StudentLearningGuideDocumento36 pagineSkillathon2024 StudentLearningGuideArun Praveen PNessuna valutazione finora
- AI Lab 12 & 13Documento8 pagineAI Lab 12 & 13Rameez FazalNessuna valutazione finora
- RR 01 Artificial IntelligenceDocumento14 pagineRR 01 Artificial IntelligencePushp RanjanNessuna valutazione finora
- Systems Analysis and Design in A Changing World 1 RQDocumento4 pagineSystems Analysis and Design in A Changing World 1 RQreidschmitNessuna valutazione finora
- 2k-p Fractional Factorial DesignsDocumento4 pagine2k-p Fractional Factorial Designsrasha assafNessuna valutazione finora
- Advances in PID ControlDocumento286 pagineAdvances in PID ControlDavid GonzalezNessuna valutazione finora
- Understanding LSTM NetworksDocumento27 pagineUnderstanding LSTM NetworksSamyuktaNessuna valutazione finora
- Iso27002 2022Documento5 pagineIso27002 2022Carlo San Juan100% (1)
- Data Mining - Docx Unit 1Documento10 pagineData Mining - Docx Unit 1sukhpreet singhNessuna valutazione finora
- Artificial IntelligenceDocumento15 pagineArtificial IntelligenceMa7moud GAMERNessuna valutazione finora
- Role of Computers in FM2003Documento14 pagineRole of Computers in FM2003ashwanidusadhNessuna valutazione finora
- Profitability With No Boundaries Megasampler PDFDocumento76 pagineProfitability With No Boundaries Megasampler PDFMaria MirandaNessuna valutazione finora
- Deep Learning For Geometric and Semantic Tasks in Photogrammetry and Remote SensingDocumento11 pagineDeep Learning For Geometric and Semantic Tasks in Photogrammetry and Remote SensingivanaNessuna valutazione finora
- The Lean ToolboxDocumento3 pagineThe Lean ToolboxGyogi MitsutaNessuna valutazione finora
- Backpropagation AlgorithmDocumento9 pagineBackpropagation AlgorithmPatel SaikiranNessuna valutazione finora
- Problm SolvingDocumento20 pagineProblm SolvingAliza HamzaNessuna valutazione finora
- Atlascom: Dragan Z. Milosevic, Peerasit Patanakul, and Sabin SrivannaboonDocumento3 pagineAtlascom: Dragan Z. Milosevic, Peerasit Patanakul, and Sabin SrivannaboonMARIO CELIS ACUNA100% (1)
- Omac Packml V3.0 State Model SimulatorDocumento4 pagineOmac Packml V3.0 State Model SimulatorvijikeshNessuna valutazione finora
- PLCopen - Creating PLCopen Compliant Function Block LibrariesDocumento4 paginePLCopen - Creating PLCopen Compliant Function Block LibrariesFreddy TannerNessuna valutazione finora
- Network Analysis - PPT 1Documento35 pagineNetwork Analysis - PPT 1abubakar mohammad saniNessuna valutazione finora
- Ec6303 - Ss QB (Part - A & B) 2Documento10 pagineEc6303 - Ss QB (Part - A & B) 2Maheshwaran MahiNessuna valutazione finora
- Sparepart Criticality AssesmentDocumento15 pagineSparepart Criticality AssesmentRian IrfansyahNessuna valutazione finora
- Model Optimal Control of The Four Tank System: Wael A. AltabeyDocumento12 pagineModel Optimal Control of The Four Tank System: Wael A. AltabeyDenise PereiraNessuna valutazione finora