Potrebbero piacerti anche
- Tenaris Running Manual 01Documento20 pagineTenaris Running Manual 01advantage025Nessuna valutazione finora
- 20-1718 Rig Tongs AOTDocumento10 pagine20-1718 Rig Tongs AOTRahul M.R100% (1)
- Introduction To OCTG: API Steel Grades Handout 03Documento4 pagineIntroduction To OCTG: API Steel Grades Handout 03AHMEDNessuna valutazione finora
- Iv-0778-20 Junk Mill A02002aDocumento1 paginaIv-0778-20 Junk Mill A02002aivan dario benavides bonilla100% (1)
- Diverter System Set Up - 20170701 - Rev0 (CW)Documento2 pagineDiverter System Set Up - 20170701 - Rev0 (CW)ramyNessuna valutazione finora
- Chap EDocumento44 pagineChap ERANJITH K PNessuna valutazione finora
- Iv-0017-21 Overshot Standard X42093Documento1 paginaIv-0017-21 Overshot Standard X42093ivan dario benavides bonillaNessuna valutazione finora
- Maintenance Steps of Mud Gas SeparatorDocumento1 paginaMaintenance Steps of Mud Gas SeparatorNumbWong100% (1)
- Running Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGDocumento16 pagineRunning Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGSumesh DethanNessuna valutazione finora
- TMK Up™: Field ManualDocumento84 pagineTMK Up™: Field Manualcorsini999Nessuna valutazione finora
- Iv-0777-20 Junk Mill 43350KDocumento1 paginaIv-0777-20 Junk Mill 43350Kivan dario benavides bonillaNessuna valutazione finora
- Tenaris HSR Handbook Eng. V3Documento20 pagineTenaris HSR Handbook Eng. V3Mecnun SevindikNessuna valutazione finora
- Wedge 563 Brochure OKDocumento32 pagineWedge 563 Brochure OKNico Pan100% (1)
- Tenaris Steel PipeDocumento8 pagineTenaris Steel Pipeapi-3703379100% (1)
- Mud Gas Separator InfoDocumento2 pagineMud Gas Separator InfoHIPAPNessuna valutazione finora
- Manual: CDQ (S) Sucker Rod ElevatorsDocumento5 pagineManual: CDQ (S) Sucker Rod ElevatorsDarshan MakwanaNessuna valutazione finora
- Mud Motor Inspection Report: ResultsDocumento1 paginaMud Motor Inspection Report: ResultsNadir Hallah100% (2)
- DS-1 Volume 4 Addendum PDFDocumento15 pagineDS-1 Volume 4 Addendum PDFMuhammad Bilal KhattakNessuna valutazione finora
- China Guanghan Petroleum 2 FZ 35-35 RAMSDocumento1 paginaChina Guanghan Petroleum 2 FZ 35-35 RAMSTiffany DacinoNessuna valutazione finora
- Optimal Spacing For Casing Centralizer PDFDocumento10 pagineOptimal Spacing For Casing Centralizer PDFimampranadipaNessuna valutazione finora
- X Over Wash Pipe FJWPDocumento1 paginaX Over Wash Pipe FJWPkhalilNessuna valutazione finora
- Top-Co - AutoFill - BV & HF ValvesDocumento4 pagineTop-Co - AutoFill - BV & HF ValvesJuan LacorteNessuna valutazione finora
- WR Retrieving Tool Product DatasheetDocumento2 pagineWR Retrieving Tool Product DatasheetEvolution Oil ToolsNessuna valutazione finora
- Oil Field: Main CatalogueDocumento176 pagineOil Field: Main CatalogueM. Aguiar100% (1)
- LPR-N Tester Valve Funcionamiento 1Documento33 pagineLPR-N Tester Valve Funcionamiento 1Александр КинтероNessuna valutazione finora
- Inspection Casing On Location Procedure22222222Documento11 pagineInspection Casing On Location Procedure22222222hamdi hamdiNessuna valutazione finora
- Steel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringDocumento19 pagineSteel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringAshba13Nessuna valutazione finora
- Technical Manual Mecanical Bumper SubDocumento6 pagineTechnical Manual Mecanical Bumper SubYeisson Rubio100% (1)
- Pipe Installation Us PDFDocumento17 paginePipe Installation Us PDFTeguh Setiono100% (1)
- Sprint CTU ContigencyPlanDocumento32 pagineSprint CTU ContigencyPlanJawad Khan100% (1)
- Drilling SpoolDocumento2 pagineDrilling SpoolCarlos Sarmiento CalderónNessuna valutazione finora
- Drill Pipe and Drill Collars From ChinaDocumento186 pagineDrill Pipe and Drill Collars From ChinavangoetheNessuna valutazione finora
- VAM FJL Torque TableDocumento17 pagineVAM FJL Torque TableKhaledFekairNessuna valutazione finora
- Tenaris Steel Grades v02 PDFDocumento1 paginaTenaris Steel Grades v02 PDFYaroslav RuizNessuna valutazione finora
- Chart Drives: Technical DataDocumento4 pagineChart Drives: Technical DataJohn Suarez100% (1)
- RP Insp Rep 01Documento8 pagineRP Insp Rep 01advantage025Nessuna valutazione finora
- Used Sucker Rod GuidelinesDocumento2 pagineUsed Sucker Rod Guidelinesluisfilippini3Nessuna valutazione finora
- Analisis Penggunaan Bit For ChevronDocumento15 pagineAnalisis Penggunaan Bit For Chevronfaishal hafizhNessuna valutazione finora
- Cement PlugDocumento7 pagineCement PlugJayesh ChavanNessuna valutazione finora
- H00707Documento2 pagineH00707AQUILES CARRERANessuna valutazione finora
- Extreme CasingDocumento1 paginaExtreme CasingEleonora LetorNessuna valutazione finora
- 13.625 10K Double Cameron U BOP PDFDocumento2 pagine13.625 10K Double Cameron U BOP PDFAndung Suwarto100% (1)
- PZ-9 FlyerDocumento2 paginePZ-9 FlyerChris KNessuna valutazione finora
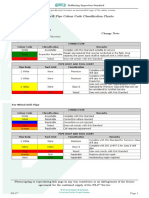
- T4 Drill Pipe Colour Code Classification Chart NS2Documento1 paginaT4 Drill Pipe Colour Code Classification Chart NS2Josue Fish100% (2)
- 00087167Documento11 pagine00087167JohnSmith100% (1)
- 9 - What Is A Special Drift CasingDocumento2 pagine9 - What Is A Special Drift CasingLuis David Concha CastilloNessuna valutazione finora
- Grant Prideco Field Service For Atlas Bradford ConnectionsDocumento12 pagineGrant Prideco Field Service For Atlas Bradford Connectionsnardo_ingNessuna valutazione finora
- API Spec 16C - Union Connections 20140103Documento2 pagineAPI Spec 16C - Union Connections 20140103Deby PristantoNessuna valutazione finora
- JFE CasingDocumento40 pagineJFE CasingezrawongNessuna valutazione finora
- Agemaker Atalog: A S C E T M P C GDocumento48 pagineAgemaker Atalog: A S C E T M P C GTripzombie78Nessuna valutazione finora
- Fox Public Fox-Tp-M-101 Field InspectionDocumento5 pagineFox Public Fox-Tp-M-101 Field InspectionJoseph MidouNessuna valutazione finora
- API Spec 10D Committee Working Draft 11072013 JH CJDocumento20 pagineAPI Spec 10D Committee Working Draft 11072013 JH CJAquiles CarreraNessuna valutazione finora
- Chapter 2 - Casing, Tubing and Line Pipe.Documento74 pagineChapter 2 - Casing, Tubing and Line Pipe.Franklyn Frank100% (2)
- Drill Pipe ConnectionDocumento20 pagineDrill Pipe ConnectionAlex Boz75% (4)
- JFEBEAR TP M 001 - Rev2 - Running ManualDocumento13 pagineJFEBEAR TP M 001 - Rev2 - Running ManualJoseph BenettonNessuna valutazione finora
- Fishing PracticeDocumento14 pagineFishing PracticeMoustafa AbdouNessuna valutazione finora
- Drill String MaintenanceDocumento6 pagineDrill String MaintenanceJohan GermonpreNessuna valutazione finora
- Trim Tab Installation InstructionsDocumento2 pagineTrim Tab Installation InstructionsPaul CharltonNessuna valutazione finora
- Manual TenarisDocumento28 pagineManual TenarisCamilo Moreno100% (1)
- ENSAMBLE PLATE 16 X 9 5 8 X 1 1 2 LP - IdwDocumento1 paginaENSAMBLE PLATE 16 X 9 5 8 X 1 1 2 LP - IdwNhoj AicragNessuna valutazione finora
- Eje 2.idwDocumento1 paginaEje 2.idwNhoj AicragNessuna valutazione finora
- CROSSOVER 11 1 2 OTIS X 8 1 4 OTIS - IdwDocumento1 paginaCROSSOVER 11 1 2 OTIS X 8 1 4 OTIS - IdwNhoj AicragNessuna valutazione finora
- API 5B Updates (16th Edition)Documento9 pagineAPI 5B Updates (16th Edition)Albert Tu100% (1)
- Triangulo de TorqueDocumento1 paginaTriangulo de TorqueNhoj AicragNessuna valutazione finora
- Running Tool 21 1 4Documento1 paginaRunning Tool 21 1 4Nhoj AicragNessuna valutazione finora
- CUP IZAJE 11 500 OTIS - IdwDocumento1 paginaCUP IZAJE 11 500 OTIS - IdwNhoj AicragNessuna valutazione finora
- 17D 2nd Edition Purch Guidelines R1 20120429Documento50 pagine17D 2nd Edition Purch Guidelines R1 20120429flasher_for_nokia100% (1)
- Norma Acme Screw ThreadsDocumento122 pagineNorma Acme Screw ThreadsNhoj AicragNessuna valutazione finora
- NUT 11.500 4TPI OTIS - IdwDocumento1 paginaNUT 11.500 4TPI OTIS - IdwNhoj AicragNessuna valutazione finora
- API 5bDocumento1 paginaAPI 5bNhoj Aicrag0% (1)
- CatalogueDocumento332 pagineCatalogueNhoj AicragNessuna valutazione finora
- Quick UnionsDocumento2 pagineQuick UnionsCARLOSELSOARES100% (1)
- Spools and Adapters Flanges, Tees and Crosses,: One Company Unlimited SolutionsDocumento8 pagineSpools and Adapters Flanges, Tees and Crosses,: One Company Unlimited SolutionsdeepakpotdarNessuna valutazione finora
- Soldadura en CabezalesDocumento5 pagineSoldadura en CabezalesNhoj AicragNessuna valutazione finora
- Effci GMP Guide - 2008Documento48 pagineEffci GMP Guide - 2008Juan Pablo MedinaNessuna valutazione finora
- Algologie Product GuideDocumento2 pagineAlgologie Product GuideIon Logofătu AlbertNessuna valutazione finora
- C1' 2020 Catalogue PDFDocumento104 pagineC1' 2020 Catalogue PDFRaghav GoyalNessuna valutazione finora
- Aroma Chemical Industry in India Cochin IFEATDocumento25 pagineAroma Chemical Industry in India Cochin IFEATArun Nimbalkar100% (1)
- Naturecare Products: Marketing PlanDocumento4 pagineNaturecare Products: Marketing PlanSyed IbadNessuna valutazione finora
- All About DEP (EU)Documento35 pagineAll About DEP (EU)muhammadichsaneuyNessuna valutazione finora
- Amilie Clean Cosmetics GCC Business Plan May 4thDocumento74 pagineAmilie Clean Cosmetics GCC Business Plan May 4thFerdiAlva100% (2)
- 09 Chapter3 PDFDocumento35 pagine09 Chapter3 PDFNgoc HaNessuna valutazione finora
- QA For Bank - by WWW - Learnengineering.inDocumento443 pagineQA For Bank - by WWW - Learnengineering.insdsdsd72Nessuna valutazione finora
- FDA Guide To Sale of CosmeticsDocumento4 pagineFDA Guide To Sale of CosmeticsAngreni AyuhastutiNessuna valutazione finora
- Companies Dont TestDocumento34 pagineCompanies Dont TestMary GomezNessuna valutazione finora
- Find Sino Lion 中狮化学 for Personal Care & Cosmetics Applications, Search Data Sheets, SDS and Request Samples - ProspectorDocumento17 pagineFind Sino Lion 中狮化学 for Personal Care & Cosmetics Applications, Search Data Sheets, SDS and Request Samples - Prospectorkh.srm.ukNessuna valutazione finora
- Legal and Regulatory Status of Ayurveda PDFDocumento130 pagineLegal and Regulatory Status of Ayurveda PDFSreedhar TirunagariNessuna valutazione finora
- Herbal CosmeticsDocumento13 pagineHerbal CosmeticsKhushbuChemical RautNessuna valutazione finora
- Cosmetic Sector in IndiaDocumento9 pagineCosmetic Sector in IndiaayshoomomoNessuna valutazione finora
- Advantages of Natural CosmeticsDocumento2 pagineAdvantages of Natural CosmeticsPrachiRajeNessuna valutazione finora
- EGV WhatsappDocumento9 pagineEGV WhatsappSujata SikdarNessuna valutazione finora
- J Newest Res Copy g7Documento12 pagineJ Newest Res Copy g7Ronniella Diane Sembrano CruzNessuna valutazione finora
- Kantar Asia Footprint Report 2019Documento62 pagineKantar Asia Footprint Report 2019Michael WijayaNessuna valutazione finora
- Fragrance ReportDocumento44 pagineFragrance ReportIani MarinescuNessuna valutazione finora
- Revlon Was Founded inDocumento18 pagineRevlon Was Founded inKARISHMA RAJNessuna valutazione finora
- CORE 8 Apply Facial Make UpDocumento65 pagineCORE 8 Apply Facial Make Upjaona suplitoNessuna valutazione finora
- Libro - Isdin - Curvas - Ok C01 - 13-11-20Documento60 pagineLibro - Isdin - Curvas - Ok C01 - 13-11-20Miguel RomeroNessuna valutazione finora
- Asean Guidelines For Cosmetic Good Manufacturing Practice: Appendix ViDocumento19 pagineAsean Guidelines For Cosmetic Good Manufacturing Practice: Appendix ViJohn PatelNessuna valutazione finora
- Bvlgari Perfume - Google SearchDocumento1 paginaBvlgari Perfume - Google SearchBhoomika KNessuna valutazione finora
- Understanding Labelling Legislation - Soap Making MagazineDocumento37 pagineUnderstanding Labelling Legislation - Soap Making MagazineNada PetrovićNessuna valutazione finora
- Lush Cosmetics Digital Marketing StrategiesDocumento52 pagineLush Cosmetics Digital Marketing StrategiesAbhishek Sharma67% (3)
- Back Up Final ProjectDocumento24 pagineBack Up Final ProjectFaizan S. PuriNessuna valutazione finora
- Dubai Duty FreeDocumento15 pagineDubai Duty FreeDavid Dk Chauke67% (3)
- Gallup Perfume Announces Launch of Ecommerce StoreDocumento4 pagineGallup Perfume Announces Launch of Ecommerce StorePR.comNessuna valutazione finora