Potrebbero piacerti anche
- Selection of Coil Spring for Vibrating ScreenDocumento13 pagineSelection of Coil Spring for Vibrating Screen666667Nessuna valutazione finora
- Principles of Fluid MixingDocumento20 paginePrinciples of Fluid Mixingnaveenbaskaran1989100% (1)
- Agitator Power Calculation FormatDocumento2 pagineAgitator Power Calculation FormatSandeep GosaviNessuna valutazione finora
- Agitator Guide for Mixing and Stirring Tank ProductsDocumento10 pagineAgitator Guide for Mixing and Stirring Tank Productsagrocel_bhv5591Nessuna valutazione finora
- Design Calculations For Slurry AgitatorsDocumento19 pagineDesign Calculations For Slurry Agitatorsmshah222100% (4)
- 21850, Issue 17 Flotation DAF, IAF, SAFDocumento3 pagine21850, Issue 17 Flotation DAF, IAF, SAFSyariful Maliki NejstaršíNessuna valutazione finora
- The Pusher CentrifugeDocumento4 pagineThe Pusher CentrifugetafakorNessuna valutazione finora
- Design 3Documento2 pagineDesign 3JOY NATHNessuna valutazione finora
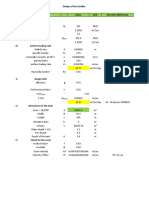
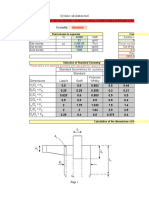
- Design of AgitatorDocumento12 pagineDesign of AgitatorPatil HemantNessuna valutazione finora
- Sugar Factory Insulation Training MaterialDocumento29 pagineSugar Factory Insulation Training MaterialZerihun Negash100% (1)
- Vibrating Screen Experimental ManualDocumento16 pagineVibrating Screen Experimental ManualShoaib Pathan50% (2)
- Linear Screen Technical Data SheetDocumento4 pagineLinear Screen Technical Data SheetHARIPRASADNessuna valutazione finora
- Agitator Data (Fluid Properties, Client Data) 50Documento23 pagineAgitator Data (Fluid Properties, Client Data) 50Mangesh Mandge100% (2)
- Brosjyre ChemineerDocumento14 pagineBrosjyre ChemineerRaul DiazNessuna valutazione finora
- Sparger Design GuideDocumento11 pagineSparger Design GuideHarshavardhan D. GorakhNessuna valutazione finora
- Cyclone Design Calculation Tool SimplifiedDocumento6 pagineCyclone Design Calculation Tool SimplifiedKevin WilliamNessuna valutazione finora
- Filter Selection Guide-E PDFDocumento78 pagineFilter Selection Guide-E PDFNuñez JesusNessuna valutazione finora
- Mineral Processing Design and OperationDocumento1 paginaMineral Processing Design and Operationahnafouf100% (1)
- Agitated Thin Film Dryer ClaculationDocumento12 pagineAgitated Thin Film Dryer ClaculationakaashNessuna valutazione finora
- Agitator Power Requirement and Mixing Intensity CalculationDocumento27 pagineAgitator Power Requirement and Mixing Intensity Calculation황종서100% (1)
- Mavazwag Agitated Nutsche Filters & Filter DryersDocumento4 pagineMavazwag Agitated Nutsche Filters & Filter Dryersdhavalesh1Nessuna valutazione finora
- Agitator Design PrinciplesDocumento130 pagineAgitator Design PrinciplesHamlet GhookasianNessuna valutazione finora
- "Design and Fabrication of Agitated Thin Film Dryer": Bhushan M. Thengre, Sulas G. BorkarDocumento11 pagine"Design and Fabrication of Agitated Thin Film Dryer": Bhushan M. Thengre, Sulas G. BorkarshirinNessuna valutazione finora
- Mixing in Mineral ProcessingDocumento29 pagineMixing in Mineral Processingsuperhunter007Nessuna valutazione finora
- Wear ProtectionDocumento6 pagineWear ProtectionRafael CortezNessuna valutazione finora
- AgitatorDocumento10 pagineAgitatorSachin5586Nessuna valutazione finora
- Horizontal Vacuum Belt Filter Studies On Heavy MineralsDocumento11 pagineHorizontal Vacuum Belt Filter Studies On Heavy MineralsGyan PrameswaraNessuna valutazione finora
- 920 01 641 ImpellerOverview 08.03.2017 WebDocumento1 pagina920 01 641 ImpellerOverview 08.03.2017 Websaroat moongwattanaNessuna valutazione finora
- Pump. Froth Selection WarmanDocumento77 paginePump. Froth Selection WarmanEmre ÖZDEMİRNessuna valutazione finora
- Filter & Size ReductionDocumento20 pagineFilter & Size ReductionMuhammad Putra RamadhanNessuna valutazione finora
- Information For Agitator - Mixer PDFDocumento4 pagineInformation For Agitator - Mixer PDFArun GuptaNessuna valutazione finora
- Agitator Power Requirement and Mixing Intensity CalculationDocumento29 pagineAgitator Power Requirement and Mixing Intensity CalculationHimatush0% (1)
- Calculations Screw ConveyorDocumento2 pagineCalculations Screw Conveyormashudi_fikriNessuna valutazione finora
- Selecting Screw ConveyorsDocumento2 pagineSelecting Screw ConveyorsSMNCI Cadet EngineersNessuna valutazione finora
- Current Theory and Thickener Design PDFDocumento11 pagineCurrent Theory and Thickener Design PDFMabel Ginestar100% (1)
- Mixer DesignDocumento15 pagineMixer DesignMuhammad UsamaNessuna valutazione finora
- (How To) Select A Motor Capacity For Agitator - Pharma EngineeringDocumento9 pagine(How To) Select A Motor Capacity For Agitator - Pharma EngineeringpratikNessuna valutazione finora
- CasoEstudio PervaporaciónDocumento17 pagineCasoEstudio PervaporaciónValentina SánchezNessuna valutazione finora
- Flocculants and Coagulants NALCO (LIT)Documento6 pagineFlocculants and Coagulants NALCO (LIT)AlexisPereiraVásquezNessuna valutazione finora
- Types of Agitators, Agitator's Design and Significance - Pharma EngineeringDocumento23 pagineTypes of Agitators, Agitator's Design and Significance - Pharma EngineeringMuhammad Erwin Yamashita33% (3)
- Agitator Design CalcDocumento5 pagineAgitator Design Calcranjit34380% (5)
- Agitator DesignDocumento8 pagineAgitator Designsandesh_honraoNessuna valutazione finora
- Sand Classifier Auger Screw Flights CalculationsDocumento2 pagineSand Classifier Auger Screw Flights Calculationsdevil_redxNessuna valutazione finora
- Aggmax: Integrated Scrubbing SystemDocumento15 pagineAggmax: Integrated Scrubbing SystemPoyaNessuna valutazione finora
- Final Report - On Thickener DesigningDocumento7 pagineFinal Report - On Thickener Designingaman singh50% (2)
- PB Filter Press Sidebar Me1500 Me2500 en Web DataDocumento4 paginePB Filter Press Sidebar Me1500 Me2500 en Web DataTiago J C MachadoNessuna valutazione finora
- Sismat Externally Fed Drum Screen (DAT) Brochure A4 - SpreadsDocumento5 pagineSismat Externally Fed Drum Screen (DAT) Brochure A4 - SpreadsasddNessuna valutazione finora
- Kemix Interstage Screen BrochureDocumento8 pagineKemix Interstage Screen BrochureFernandim SoaresNessuna valutazione finora
- Filter PressDocumento2 pagineFilter PresshassanalbhadlyNessuna valutazione finora
- Vedanta Green Anode Plant Liquid Pitch Stirring ManualDocumento47 pagineVedanta Green Anode Plant Liquid Pitch Stirring ManualSubhransu MohapatraNessuna valutazione finora
- MixingDocumento25 pagineMixingAlya PutrianiNessuna valutazione finora
- AGEN 302 FoodDocumento43 pagineAGEN 302 FoodNicksonNessuna valutazione finora
- CHAPTER 2 - Mixing and AgitationDocumento22 pagineCHAPTER 2 - Mixing and AgitationAhbao Tiu100% (1)
- Comparison Between Three Static Mixers For Emulsi Cation in Turbulent FlowDocumento14 pagineComparison Between Three Static Mixers For Emulsi Cation in Turbulent FlowJordi Sos NavarroNessuna valutazione finora
- Fluid MixingDocumento17 pagineFluid Mixingienayusrina100% (3)
- AGITATION AND AERATION TECHNIQUESDocumento69 pagineAGITATION AND AERATION TECHNIQUESAhmed ShahabiNessuna valutazione finora
- Topic 6 Agitation Mixing & Blending 2021Documento57 pagineTopic 6 Agitation Mixing & Blending 2021Nor SyamimiNessuna valutazione finora
- Don't Get Mixed Up by Scale-Up Use This Systematic Approach To Successfully Scale-Up Mixing Processes Even Without Geometric SimilarityDocumento2 pagineDon't Get Mixed Up by Scale-Up Use This Systematic Approach To Successfully Scale-Up Mixing Processes Even Without Geometric SimilarityQuality AssuranceNessuna valutazione finora
- Mixing BasicsDocumento14 pagineMixing BasicsNaveenNessuna valutazione finora
- Mixing of Water in A Flat Bottom MixerDocumento20 pagineMixing of Water in A Flat Bottom MixerJorge Agüero LópezNessuna valutazione finora
- MMX6 WebDocumento2 pagineMMX6 WebAnonymous 48jYxR1CNessuna valutazione finora
- 6 1 2 p1458 1473 Sya3000 - enDocumento16 pagine6 1 2 p1458 1473 Sya3000 - enMurali SambandanNessuna valutazione finora
- 6 1 2 p1458 1473 Sya3000 - enDocumento16 pagine6 1 2 p1458 1473 Sya3000 - enMurali SambandanNessuna valutazione finora
- 1 Make Colliding Pattern of Device ClearDocumento4 pagine1 Make Colliding Pattern of Device ClearAnonymous 48jYxR1CNessuna valutazione finora
- A01LADSAFTENDocumento4 pagineA01LADSAFTENAnonymous 48jYxR1CNessuna valutazione finora
- M3036 Block 5861Documento21 pagineM3036 Block 5861Gregory StewartNessuna valutazione finora
- Engine performance dataDocumento1 paginaEngine performance dataAnonymous 48jYxR1C100% (2)
- Hydril - GK Annular r2Documento2 pagineHydril - GK Annular r2Anonymous 48jYxR1CNessuna valutazione finora
- American Traveling BlockDocumento1 paginaAmerican Traveling BlockAnonymous 48jYxR1CNessuna valutazione finora
- PumpDocumento1 paginaPumpAnonymous 48jYxR1CNessuna valutazione finora
- Rong ShengDocumento45 pagineRong ShengAnonymous 48jYxR1C0% (1)
- G:/Marketing/Public Data/Printed Materials/Advantage Booklet/Contractor Advantage Booklet - PDF Last Revision: Dec 1, 2009Documento12 pagineG:/Marketing/Public Data/Printed Materials/Advantage Booklet/Contractor Advantage Booklet - PDF Last Revision: Dec 1, 2009Anonymous 48jYxR1CNessuna valutazione finora
- EJ Overhanging - Monorails 3rd - Q 1985 Tanner PDFDocumento6 pagineEJ Overhanging - Monorails 3rd - Q 1985 Tanner PDFAnonymous 48jYxR1CNessuna valutazione finora
- Alloy Master LinksDocumento1 paginaAlloy Master LinksAnonymous 48jYxR1C0% (1)
- LS ManridersDocumento8 pagineLS ManridersAnonymous 48jYxR1CNessuna valutazione finora
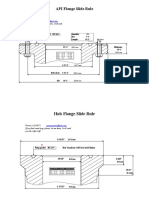
- API FlangeDocumento3 pagineAPI FlangeAnonymous 48jYxR1C100% (1)
- Crosby CatalogDocumento1 paginaCrosby CatalogShammika1986Nessuna valutazione finora
- Sealed-Blok Bro REV G English LRDocumento8 pagineSealed-Blok Bro REV G English LRAnonymous 48jYxR1CNessuna valutazione finora
- The Vedanta Kesari June 2016 Issue Highlights Ramakrishna Temple in TamlukDocumento56 pagineThe Vedanta Kesari June 2016 Issue Highlights Ramakrishna Temple in TamlukAnonymous 48jYxR1CNessuna valutazione finora
- Stepped Couplings OD355.6 - 1222: Large DiameterDocumento1 paginaStepped Couplings OD355.6 - 1222: Large DiameterAnonymous 48jYxR1CNessuna valutazione finora
- 52 259Documento2 pagine52 259Anonymous 48jYxR1CNessuna valutazione finora
- MISC006B Anchorage StrengthDocumento2 pagineMISC006B Anchorage StrengthAnonymous 48jYxR1CNessuna valutazione finora
- Articulated Choke & Kill LinesDocumento3 pagineArticulated Choke & Kill LinesAnonymous 48jYxR1CNessuna valutazione finora
- Metric and Standard Flange Slide RuleDocumento1 paginaMetric and Standard Flange Slide RuleAnonymous 48jYxR1C100% (1)
- Material Conversion TableDocumento1 paginaMaterial Conversion TableAnonymous 48jYxR1CNessuna valutazione finora
- Vedanta Kesari 3Documento56 pagineVedanta Kesari 3Anonymous 48jYxR1CNessuna valutazione finora
- NutDocumento1 paginaNutAnonymous 48jYxR1CNessuna valutazione finora
- Lyrics of Nirvana/ Atma Shatakam With Translation..... Shivoham ! Shivoham !Documento2 pagineLyrics of Nirvana/ Atma Shatakam With Translation..... Shivoham ! Shivoham !Kellie RamosNessuna valutazione finora
- 15 10 Sat Chit Ananda 10Documento5 pagine15 10 Sat Chit Ananda 10Anonymous 48jYxR1CNessuna valutazione finora
- Creusabro 4800 Steel Offers Improved Wear ResistanceDocumento3 pagineCreusabro 4800 Steel Offers Improved Wear ResistanceAnonymous 48jYxR1CNessuna valutazione finora
- 5 Energetics Practical AnswersDocumento2 pagine5 Energetics Practical AnswersCicy IrnaNessuna valutazione finora
- Formosa Ldpe Data SheetDocumento5 pagineFormosa Ldpe Data SheetBasant AGarwalNessuna valutazione finora
- ThermoDocumento70 pagineThermoSankhaNessuna valutazione finora
- Lesson Plan: LP-LP Rev. No: 0 Date: 27-12-2012 Page 1 of 5 VIDocumento6 pagineLesson Plan: LP-LP Rev. No: 0 Date: 27-12-2012 Page 1 of 5 VIDhileepan KumarasamyNessuna valutazione finora
- Periodic Properties Class 2Documento25 paginePeriodic Properties Class 2akshat.sh2021Nessuna valutazione finora
- Failure Analysis of Fire Tube Liner (Sleeve)Documento6 pagineFailure Analysis of Fire Tube Liner (Sleeve)Mahmoud AbdullahNessuna valutazione finora
- Dimensional analysis and chemical engineering equationsDocumento8 pagineDimensional analysis and chemical engineering equationsleishara0% (1)
- International Journal of Impact Engineering: Li Chen, Mingjin Cao, Qin FangDocumento11 pagineInternational Journal of Impact Engineering: Li Chen, Mingjin Cao, Qin FangFattah Maulana AlanNessuna valutazione finora
- What Is: Shear Stress?Documento1 paginaWhat Is: Shear Stress?Ronnah BerganioNessuna valutazione finora
- 3D Material Model For EPS Response Simulation-ok-DuskopDocumento9 pagine3D Material Model For EPS Response Simulation-ok-DuskopNCS40 Trương Quốc BảoNessuna valutazione finora
- Mechanics. Kerson HuangDocumento506 pagineMechanics. Kerson HuangNicola Fontana92% (12)
- Cross-Linked Polymer Synthesis: SynonymsDocumento11 pagineCross-Linked Polymer Synthesis: Synonymsdca13Nessuna valutazione finora
- STRENGTH OF MATERIALS DOCUMENT ANALYSISDocumento24 pagineSTRENGTH OF MATERIALS DOCUMENT ANALYSISsarul_murugan2483Nessuna valutazione finora
- Copper Distributions in Aluminium Alloys - T. H.muster, A. E. Hughes, G. E. Thompson (Nova Science Publishers)Documento116 pagineCopper Distributions in Aluminium Alloys - T. H.muster, A. E. Hughes, G. E. Thompson (Nova Science Publishers)Victor EricNessuna valutazione finora
- ElectricityDocumento9 pagineElectricitycnxpqcngfdNessuna valutazione finora
- 2017 Pressure Vessel Inspection Hand OutDocumento43 pagine2017 Pressure Vessel Inspection Hand Outpvvyesubabu100% (2)
- Lectura 4. Structural Units For Polymers - Osswald (67 - 71)Documento6 pagineLectura 4. Structural Units For Polymers - Osswald (67 - 71)Jhon SolanoNessuna valutazione finora
- EMT04R57 - Characteristics of Electrolytic Zinc Plate - Trivalent ChromateDocumento2 pagineEMT04R57 - Characteristics of Electrolytic Zinc Plate - Trivalent ChromateAleks SenaNessuna valutazione finora
- Mechanical Behavior of Aluminum-Lithium Alloys at Cryogenic TemperaturesDocumento7 pagineMechanical Behavior of Aluminum-Lithium Alloys at Cryogenic TemperaturesHani AshriNessuna valutazione finora
- Electromagnetic Induction (Autosaved) (CHECKPOINT) 1-16Documento43 pagineElectromagnetic Induction (Autosaved) (CHECKPOINT) 1-16chirayuaggarwal2006Nessuna valutazione finora
- Lecture6 (CRACKED MOMENT OF INTERTIA)Documento38 pagineLecture6 (CRACKED MOMENT OF INTERTIA)RajKumarNessuna valutazione finora
- Subsea Pipeline Design Engineering MethodologyDocumento11 pagineSubsea Pipeline Design Engineering MethodologyKumarJR86100% (1)
- Synthesis and Structural Characterization of Iron-Cementite Nanoparticles Encapsulated in Carbon MatrixDocumento18 pagineSynthesis and Structural Characterization of Iron-Cementite Nanoparticles Encapsulated in Carbon MatrixArpan Kishor TripuraNessuna valutazione finora
- Rhethin: Flat Rheology System ThinnerDocumento1 paginaRhethin: Flat Rheology System ThinnerJose AlejandroBlancoNessuna valutazione finora
- KobyDocumento1 paginaKobyJeanette Bonifacio CorpuzNessuna valutazione finora
- Orifice Plates SizingDocumento32 pagineOrifice Plates SizingRobert OrtegaNessuna valutazione finora
- Mechanical Properties of Shale Gas Reservoir RocksDocumento12 pagineMechanical Properties of Shale Gas Reservoir RocksVictor Javier PerniaNessuna valutazione finora
- INORGANIC CHEMISTRY FUNDAMENTALSDocumento111 pagineINORGANIC CHEMISTRY FUNDAMENTALSTú Quỳnh100% (1)