Potrebbero piacerti anche
- Step ColDocumento21 pagineStep ColamachmouchiNessuna valutazione finora
- Steel Design Flowcharts: Read Chapter 2 of Aisc For General InformationDocumento70 pagineSteel Design Flowcharts: Read Chapter 2 of Aisc For General InformationNathaniela LoretoNessuna valutazione finora
- "Stepcol" - Stepped Column Analysis: Program DescriptionDocumento6 pagine"Stepcol" - Stepped Column Analysis: Program DescriptionRicardo VázquezNessuna valutazione finora
- CMAA Most Asked Action AlertsDocumento27 pagineCMAA Most Asked Action Alertstggjr100% (1)
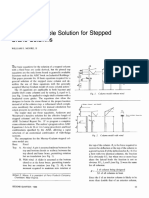
- A Programmable Solution For Stepped Crane ColumnsDocumento4 pagineA Programmable Solution For Stepped Crane ColumnsMohamed Mostafa IbrahimNessuna valutazione finora
- Specification Section S40: Structural SteelworkDocumento24 pagineSpecification Section S40: Structural Steelworkkiet eelNessuna valutazione finora
- 349.2 To TAC PDFDocumento101 pagine349.2 To TAC PDFJefreyMatuanMondranoNessuna valutazione finora
- Practical Design Stepped ColumnsDocumento12 paginePractical Design Stepped ColumnstaosyeNessuna valutazione finora
- Aisc Asd-01 Example 001Documento5 pagineAisc Asd-01 Example 001Bùi Văn HợpNessuna valutazione finora
- RISA - Direct Analysis Method For AISC 13th Edition PDFDocumento11 pagineRISA - Direct Analysis Method For AISC 13th Edition PDFYork ZengNessuna valutazione finora
- NCH 2369Documento132 pagineNCH 2369Asdrubal AyestaránNessuna valutazione finora
- Fdot Design Standards: 292 1 Standard Precast Concrete Box CulvertsDocumento14 pagineFdot Design Standards: 292 1 Standard Precast Concrete Box CulvertsW SNessuna valutazione finora
- Stepped Columns A Simplified Design MethodDocumento8 pagineStepped Columns A Simplified Design Methoddaniel.j.mccarthy100% (1)
- Standard For Steel Roof Deck: CSSBI 10M - 08 October 2008Documento8 pagineStandard For Steel Roof Deck: CSSBI 10M - 08 October 2008Anonymous P73cUg73LNessuna valutazione finora
- Design Guide 7 Revisions and Errata ListDocumento2 pagineDesign Guide 7 Revisions and Errata ListKaushal KishoreNessuna valutazione finora
- ANSI MH27.1-2003 Specifications For Patented Track StandardsDocumento35 pagineANSI MH27.1-2003 Specifications For Patented Track StandardsDD3NZNessuna valutazione finora
- Astm F1554-2007 PDFDocumento10 pagineAstm F1554-2007 PDFMuhammad Reza SeptyansyahNessuna valutazione finora
- 07 00 00CulvertLRFDDocumento78 pagine07 00 00CulvertLRFDmaddih gayeNessuna valutazione finora
- IFD - Issued For DesignDocumento21 pagineIFD - Issued For DesignhomerokhomeiNessuna valutazione finora
- Strongwell Gridform Design GuideDocumento352 pagineStrongwell Gridform Design GuideBintee PanchalNessuna valutazione finora
- Discussion - Yield Line Analysis of Bolted Hanging ConnectionsDocumento1 paginaDiscussion - Yield Line Analysis of Bolted Hanging ConnectionsRob TamaccioNessuna valutazione finora
- Excel Sheet 2007Documento20 pagineExcel Sheet 2007Muhammad ImranNessuna valutazione finora
- Pca WallDocumento2 paginePca WallYamaha XSNessuna valutazione finora
- Structural Requirements For EquipmentDocumento11 pagineStructural Requirements For EquipmentJDGM01Nessuna valutazione finora
- AISC 360-2010 PinDocumento3 pagineAISC 360-2010 PinihpeterNessuna valutazione finora
- Specification For The Design of Cold-Formed Steel Structural MembDocumento3 pagineSpecification For The Design of Cold-Formed Steel Structural MembAlejandro AyalaNessuna valutazione finora
- Changes in ACI 318 Code Provisions For Earthquake Resistant StructuresDocumento5 pagineChanges in ACI 318 Code Provisions For Earthquake Resistant StructuresTrầmLãngNessuna valutazione finora
- Stainless Steel Laser Fused Universal Beams and ColumnsDocumento8 pagineStainless Steel Laser Fused Universal Beams and ColumnsDushyantha JayawardenaNessuna valutazione finora
- AISC 360-10 Example 001Documento7 pagineAISC 360-10 Example 001Bùi Văn HợpNessuna valutazione finora
- TIA-222-F - Structural Standard For Steel Antenna Towers and Antenna Supporting StructuresDocumento66 pagineTIA-222-F - Structural Standard For Steel Antenna Towers and Antenna Supporting StructuresAbdul AzeemNessuna valutazione finora
- Machine Foundation GuideDocumento64 pagineMachine Foundation GuideTarique MosharrufNessuna valutazione finora
- Buckling Experiments - Experimental Methods in Buckling of Thin-Walled StructureDocumento1.120 pagineBuckling Experiments - Experimental Methods in Buckling of Thin-Walled StructureEJOUMALENessuna valutazione finora
- Section - 05520 - Handrails and RailingsDocumento3 pagineSection - 05520 - Handrails and RailingsNana DelgadoNessuna valutazione finora
- Risa Base Plate ExampleDocumento2 pagineRisa Base Plate ExampleFandy SipataNessuna valutazione finora
- Specification For Structural Quality Steels: SA/CSA-G40.21Documento7 pagineSpecification For Structural Quality Steels: SA/CSA-G40.21Meyer Antonio LozanoNessuna valutazione finora
- Seismic Design of Liquid-Containing Concrete Structures and Commentary (ACI 350.3-06)Documento35 pagineSeismic Design of Liquid-Containing Concrete Structures and Commentary (ACI 350.3-06)cassiosNessuna valutazione finora
- MecaLug HelpDocumento31 pagineMecaLug Helpchukudi ogune100% (1)
- Aisc LRFD Combinations With CraneDocumento1 paginaAisc LRFD Combinations With CraneUmar FarooqueNessuna valutazione finora
- Joist - Canam (05-2005)Documento122 pagineJoist - Canam (05-2005)lostprophet1301Nessuna valutazione finora
- CMC Deck CatalogDocumento166 pagineCMC Deck Catalogaungps_sone82Nessuna valutazione finora
- Seismic Design of Multi-Tiered Steel Braced Frames Including The Contribution From Gravity ColumnsDocumento21 pagineSeismic Design of Multi-Tiered Steel Braced Frames Including The Contribution From Gravity ColumnsDiego Matias Burgos FuentesNessuna valutazione finora
- Connection - IDEA StatiCa PDFDocumento18 pagineConnection - IDEA StatiCa PDFDaniel TuerosNessuna valutazione finora
- Bar Grating ManualDocumento36 pagineBar Grating ManualSiPp.T100% (1)
- The Influence of Vertical Earthquake MotionDocumento12 pagineThe Influence of Vertical Earthquake Motionabhi6488Nessuna valutazione finora
- Stepped Columns - A Simplified Design MethodDocumento23 pagineStepped Columns - A Simplified Design MethodwrayroNessuna valutazione finora
- MonorailDocumento14 pagineMonorailZain AndabloNessuna valutazione finora
- Use of Shear Lugs For Anchorage To Concrete: January 2009Documento9 pagineUse of Shear Lugs For Anchorage To Concrete: January 2009Sandeep BhatiaNessuna valutazione finora
- Icbo Es Report-Er2078pDocumento65 pagineIcbo Es Report-Er2078peltorro-tNessuna valutazione finora
- Especificacion para Construcciones de AcDocumento308 pagineEspecificacion para Construcciones de AcReynaldo RuizNessuna valutazione finora
- 05-Mathcad Wall PilesDocumento17 pagine05-Mathcad Wall PilesIndika Jagath KumaraNessuna valutazione finora
- Ews-100000-6-Ts-0008 - 1 Torque de Pernos en Flanges PDFDocumento35 pagineEws-100000-6-Ts-0008 - 1 Torque de Pernos en Flanges PDFjoispeNessuna valutazione finora
- Design of Self Balanced Lifting TackleDocumento56 pagineDesign of Self Balanced Lifting TackleDhanuNessuna valutazione finora
- Foundations For Industrial Machines: Handbook For Practising EngineersDocumento1 paginaFoundations For Industrial Machines: Handbook For Practising EngineerssrieeNessuna valutazione finora
- ASTM А 497Documento8 pagineASTM А 497Nikolay DrumevNessuna valutazione finora
- Astm Standart A416.1974Documento7 pagineAstm Standart A416.1974SetyasasmitaNessuna valutazione finora
- Astm e 11 - 1995Documento7 pagineAstm e 11 - 1995jaeyoungyoonNessuna valutazione finora
- Astm A185.a185m 05012005 STD Specs 4 Steel Welded Wire Reinforcement, Plain, For Concrete PDFDocumento5 pagineAstm A185.a185m 05012005 STD Specs 4 Steel Welded Wire Reinforcement, Plain, For Concrete PDFAie B Serrano0% (1)
- (PDF) AASHTO M-55-03ddDocumento5 pagine(PDF) AASHTO M-55-03ddCristian RubioNessuna valutazione finora
- Steel Welded Wire Reinforcement, Plain, For ConcreteDocumento8 pagineSteel Welded Wire Reinforcement, Plain, For ConcreteBa Lestari WijanarkoNessuna valutazione finora
- Steel Fibers For Fiber-Reinforced ConcreteDocumento4 pagineSteel Fibers For Fiber-Reinforced ConcreteIvan TapiaNessuna valutazione finora
- LoperAmid 1Documento5 pagineLoperAmid 1Hemma KusumaningrumNessuna valutazione finora
- PGT Computer Science Kendriya Vidyalaya Entrance Exam Question PapersDocumento117 paginePGT Computer Science Kendriya Vidyalaya Entrance Exam Question PapersimshwezNessuna valutazione finora
- Effect of Social Economic Factors On Profitability of Soya Bean in RwandaDocumento7 pagineEffect of Social Economic Factors On Profitability of Soya Bean in RwandaMarjery Fiona ReyesNessuna valutazione finora
- How Do I Predict Event Timing Saturn Nakshatra PDFDocumento5 pagineHow Do I Predict Event Timing Saturn Nakshatra PDFpiyushNessuna valutazione finora
- Text Ranslation and TradicitonDocumento283 pagineText Ranslation and TradicitonSCAF55100% (4)
- Tuan Nor Akmal Imanina Binti Tuan MasorDocumento2 pagineTuan Nor Akmal Imanina Binti Tuan MasorIzza RosliNessuna valutazione finora
- Position Trading Maximizing Probability of Winning TradesDocumento91 paginePosition Trading Maximizing Probability of Winning Tradescarlo bakaakoNessuna valutazione finora
- Educational Strategic Plans in Nigeria: Challenges of Implementation and Ways ForwardsDocumento7 pagineEducational Strategic Plans in Nigeria: Challenges of Implementation and Ways ForwardsresearchparksNessuna valutazione finora
- G-00-1169 - Grade Designation For Low Carbon Hot Rolled Steel Sheets Used in Automotive Applications - Rev 4Documento7 pagineG-00-1169 - Grade Designation For Low Carbon Hot Rolled Steel Sheets Used in Automotive Applications - Rev 4Prince Ali50% (2)
- TLE CapsLet G10Documento5 pagineTLE CapsLet G10Larnie De Ocampo PanalNessuna valutazione finora
- The Role of Leadership On Employee Performance in Singapore AirlinesDocumento42 pagineThe Role of Leadership On Employee Performance in Singapore Airlineskeshav sabooNessuna valutazione finora
- Defining The Christian Faith PaperDocumento8 pagineDefining The Christian Faith Paperlin tongNessuna valutazione finora
- 7th Nani Palkhiwala Research Paper CompetitionDocumento31 pagine7th Nani Palkhiwala Research Paper CompetitionhridhaykhuranaNessuna valutazione finora
- 实用多元统计分析Documento611 pagine实用多元统计分析foo-hoat LimNessuna valutazione finora
- RULE 130 Rules of CourtDocumento141 pagineRULE 130 Rules of CourtalotcepilloNessuna valutazione finora
- Technical EnglishDocumento7 pagineTechnical EnglishGul HaiderNessuna valutazione finora
- Net June 2013Documento22 pagineNet June 2013Sunil PandeyNessuna valutazione finora
- Andre Bazin, The Ontology of The Photographic Image From His Book What Is Cinema Vol. IDocumento8 pagineAndre Bazin, The Ontology of The Photographic Image From His Book What Is Cinema Vol. IAnkit LadiaNessuna valutazione finora
- Learn To Write Chapter 1 ProposalDocumento52 pagineLearn To Write Chapter 1 Proposalrozaimihlp23Nessuna valutazione finora
- A Review of The Mental Workload LiteratureDocumento36 pagineA Review of The Mental Workload LiteratureArlene LaguaNessuna valutazione finora
- Upsa Y5 2023Documento8 pagineUpsa Y5 2023Faizal AzrinNessuna valutazione finora
- Negotiation SimulationDocumento11 pagineNegotiation SimulationJade Arbee BarbosaNessuna valutazione finora
- My Initial Action Research PlanDocumento3 pagineMy Initial Action Research PlanKarl Kristian Embido100% (8)
- Blaine Ray HandoutDocumento24 pagineBlaine Ray Handoutaquilesanchez100% (1)
- Reading The Bible From Feminist, Dalit, Tribal and Adivasi Perspectives (Course Code: BC 107)Documento8 pagineReading The Bible From Feminist, Dalit, Tribal and Adivasi Perspectives (Course Code: BC 107)Arun Stanley100% (2)
- Physics Unit 3 Practice Test Dynamics5Documento5 paginePhysics Unit 3 Practice Test Dynamics5StephanieNessuna valutazione finora
- Performace Task 2 Electric Field LinesDocumento31 paginePerformace Task 2 Electric Field LinesStephanie Nichole Ian CasemNessuna valutazione finora
- Argumentative EssayDocumento7 pagineArgumentative EssayHoang Thi Huyen DieuNessuna valutazione finora
- Concept MapDocumento1 paginaConcept Mapapi-402935758Nessuna valutazione finora
- Daftar PustakaDocumento1 paginaDaftar PustakaUlul Azmi Rumalutur NeinaNessuna valutazione finora