Potrebbero piacerti anche
- Consultas Complejas - JOINDocumento31 pagineConsultas Complejas - JOINSergio Palacios Chancafe33% (3)
- Flotacion: Teoria y Balance MetalúrgicoDocumento16 pagineFlotacion: Teoria y Balance MetalúrgicoRichardSaavedra100% (12)
- Dafo Empresa Manuelita S.A.Documento3 pagineDafo Empresa Manuelita S.A.AriannaNessuna valutazione finora
- Examen de Navegacion JeppesenDocumento4 pagineExamen de Navegacion JeppesenCapitan HermesNessuna valutazione finora
- Practica N 03 Dosificacion de ReactivoDocumento4 paginePractica N 03 Dosificacion de ReactivoMiguel ArguzNessuna valutazione finora
- Aplicación de La Cianuración Dinámica en La Recuperación Del Oro para Disminuir El Tiempo y La Cantidad de Reactivos Empleados en El ProcesoDocumento113 pagineAplicación de La Cianuración Dinámica en La Recuperación Del Oro para Disminuir El Tiempo y La Cantidad de Reactivos Empleados en El ProcesogermanpongoNessuna valutazione finora
- EquiposDocumento5 pagineEquiposMiguel ArguzNessuna valutazione finora
- Metalurgia Secundaria y ColadaDocumento26 pagineMetalurgia Secundaria y ColadaMiguel ArguzNessuna valutazione finora
- A 08 V 14 N 26Documento20 pagineA 08 V 14 N 26josecaciqxeNessuna valutazione finora
- Copia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESDocumento6 pagineCopia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESMiguel ArguzNessuna valutazione finora
- Formato de Lix de CobreDocumento27 pagineFormato de Lix de CobreMiguel ArguzNessuna valutazione finora
- Manual de FlotaciónDocumento10 pagineManual de Flotaciónwarrenrr100% (7)
- AvimetricaDocumento107 pagineAvimetricaEdith Rios100% (1)
- El Coque MetalurgicoDocumento9 pagineEl Coque MetalurgicoMiguel ArguzNessuna valutazione finora
- Apunte SiderurgiaDocumento45 pagineApunte SiderurgiaOmar AmaroNessuna valutazione finora
- Copia de Minerales A Tajo AbiertoDocumento22 pagineCopia de Minerales A Tajo AbiertoMiguel ArguzNessuna valutazione finora
- Copia de PRUEBA EN BOTELLA FINALDocumento18 pagineCopia de PRUEBA EN BOTELLA FINALMiguel ArguzNessuna valutazione finora
- Copia de PRUEBA EN BOTELLA FINALDocumento18 pagineCopia de PRUEBA EN BOTELLA FINALMiguel ArguzNessuna valutazione finora
- Copia de Fire Assay - Segunda SemanaDocumento29 pagineCopia de Fire Assay - Segunda SemanaMiguel ArguzNessuna valutazione finora
- Copia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESDocumento6 pagineCopia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESMiguel ArguzNessuna valutazione finora
- Copia de METODO CHIDDY100 %Documento7 pagineCopia de METODO CHIDDY100 %Miguel ArguzNessuna valutazione finora
- Copia de Minerales A Tajo AbiertoDocumento22 pagineCopia de Minerales A Tajo AbiertoMiguel ArguzNessuna valutazione finora
- Copia de Fire Assay - Segunda SemanaDocumento29 pagineCopia de Fire Assay - Segunda SemanaMiguel ArguzNessuna valutazione finora
- A 08 V 14 N 26Documento20 pagineA 08 V 14 N 26josecaciqxeNessuna valutazione finora
- Copia de METODO CHIDDY100 %Documento7 pagineCopia de METODO CHIDDY100 %Miguel ArguzNessuna valutazione finora
- Terminologia en SoldaduraDocumento3 pagineTerminologia en SoldaduraMiguel ArguzNessuna valutazione finora
- Universidad Nacional Del Centro Del Perú: Facultad de Ingeniería Metalúrgica Y de MaterialesDocumento146 pagineUniversidad Nacional Del Centro Del Perú: Facultad de Ingeniería Metalúrgica Y de MaterialespoolavilezlimascaNessuna valutazione finora
- Flotacion Cu, PB, ZNPPTDocumento7 pagineFlotacion Cu, PB, ZNPPTMiguel ArguzNessuna valutazione finora
- UnionesDocumento49 pagineUnionesJavier Muñoz ReascosNessuna valutazione finora
- A 08 V 14 N 26Documento20 pagineA 08 V 14 N 26josecaciqxeNessuna valutazione finora
- Ejercicios 2Documento3 pagineEjercicios 2Miguel Arguz0% (1)
- Tema 5 Soldabilidad de Los Aceros Al C MN PDFDocumento39 pagineTema 5 Soldabilidad de Los Aceros Al C MN PDFMiguel ArguzNessuna valutazione finora
- Tema 3 Fisica de La Soldadura PDFDocumento25 pagineTema 3 Fisica de La Soldadura PDFMiguel ArguzNessuna valutazione finora
- MSDS SikaGrind 363Documento5 pagineMSDS SikaGrind 363Alex CristobalNessuna valutazione finora
- FundamentosRiego Modulo 1Documento102 pagineFundamentosRiego Modulo 1Henry Moreno Roldan100% (1)
- El Presupuesto de Capital y Su Importancia en La Toma de DecisionesDocumento8 pagineEl Presupuesto de Capital y Su Importancia en La Toma de DecisionesAlejandroCanalesNessuna valutazione finora
- Seminario GestionDocumento5 pagineSeminario GestionBetzaida AtenasNessuna valutazione finora
- GUÍA ELABORACIÓN DE PERFIL IDÓNEO DE INGRESO Y EGRESO Julio 24Documento22 pagineGUÍA ELABORACIÓN DE PERFIL IDÓNEO DE INGRESO Y EGRESO Julio 24pedromanuelguerreroNessuna valutazione finora
- Compendio de Yacimientos Minerales Del Peru PDFDocumento3 pagineCompendio de Yacimientos Minerales Del Peru PDFJoss MoreraNessuna valutazione finora
- 1 - Una Breve Historia de Internet (Primera Parte)Documento7 pagine1 - Una Breve Historia de Internet (Primera Parte)Iván PortilloNessuna valutazione finora
- Rubrica para Evaluación Diagnostica Educación FisicaDocumento1 paginaRubrica para Evaluación Diagnostica Educación FisicaJavier Hernán Zapata Molina100% (1)
- Catalogo de Articulos 10 de Agosto Del 2022Documento125 pagineCatalogo de Articulos 10 de Agosto Del 2022Hugo SanczNessuna valutazione finora
- Capitulo X. Documentos de Referencia ENDESADocumento55 pagineCapitulo X. Documentos de Referencia ENDESAGiuseppeNessuna valutazione finora
- Formato Nuevo NCRDocumento1 paginaFormato Nuevo NCRramon coss lopezNessuna valutazione finora
- Planificación Talle1 ManualidadesDocumento2 paginePlanificación Talle1 ManualidadesElena Rodriguez Caro100% (1)
- Aplica - Sesión2 - M3.3 11-11-2021Documento3 pagineAplica - Sesión2 - M3.3 11-11-2021jonathanNessuna valutazione finora
- Mando HBC Extracto PDFDocumento7 pagineMando HBC Extracto PDFAlfredo Dominguez ArandaNessuna valutazione finora
- Fisica Elemental 2Documento10 pagineFisica Elemental 2niltonNessuna valutazione finora
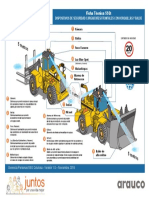
- Ficha Técnica SSO Dispositivos de Seguridad Cargadores Frontales Con Horquillas y BaldeDocumento1 paginaFicha Técnica SSO Dispositivos de Seguridad Cargadores Frontales Con Horquillas y BaldeCamilo Milo100% (1)
- Árbol de Solución de Problemas de Rendimiento Del Motor - Motores ISB, ISBe y QSB Sin EGR (Sistema de Control Electrónico CM800 y CM850)Documento119 pagineÁrbol de Solución de Problemas de Rendimiento Del Motor - Motores ISB, ISBe y QSB Sin EGR (Sistema de Control Electrónico CM800 y CM850)nick100% (1)
- Cambiar Las Canciones A Algunos Juegos de PSP Yo Usare Como Ejemplo El Burnout LegendsDocumento2 pagineCambiar Las Canciones A Algunos Juegos de PSP Yo Usare Como Ejemplo El Burnout LegendsreevildioNessuna valutazione finora
- Para BolDocumento24 paginePara BolbalolNessuna valutazione finora
- Crear Controles en Tiempo de EjecucionDocumento2 pagineCrear Controles en Tiempo de EjecucionelidatoNessuna valutazione finora
- FICHATECMXL Cortacero A 5090Documento1 paginaFICHATECMXL Cortacero A 5090Angel Negrete BonesNessuna valutazione finora
- Check-List para Una Carrera ProfesionalDocumento5 pagineCheck-List para Una Carrera Profesionallive_93Nessuna valutazione finora
- Texto Escolar 6 (Tomo1)Documento322 pagineTexto Escolar 6 (Tomo1)Luis67% (9)
- TraducidoDocumento26 pagineTraducidoWilson Giron VilelaNessuna valutazione finora
- 7 Norma de Medida 4Documento95 pagine7 Norma de Medida 4Diana Cristina QuinteroNessuna valutazione finora
- Lógica jurídica y construcción de sentenciasDocumento2 pagineLógica jurídica y construcción de sentenciasJhaydy Saldaña MuñozNessuna valutazione finora
- Manual de Instrucciones - Modelo Nómade AT - DigitalDocumento12 pagineManual de Instrucciones - Modelo Nómade AT - DigitalRigobertoMedinaNessuna valutazione finora