Potrebbero piacerti anche
- United States Atent (191 (111 3,948,759: King Et A1. (45) Apr. 6, 1976Documento10 pagineUnited States Atent (191 (111 3,948,759: King Et A1. (45) Apr. 6, 1976antonioNessuna valutazione finora
- Us2503724 - Ca2941105a1Documento8 pagineUs2503724 - Ca2941105a1Facundo MendezNessuna valutazione finora
- United States Patent 1191: Tu (45) Sep. 7, 1982Documento4 pagineUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNessuna valutazione finora
- United States Patent (19) : Daly Et Al. 11) 4,436,836Documento9 pagineUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNessuna valutazione finora
- A. Belchetz: Production of Carbon DisulfideDocumento7 pagineA. Belchetz: Production of Carbon DisulfidesyafiraNessuna valutazione finora
- US3039853 (Channel Patent)Documento2 pagineUS3039853 (Channel Patent)Dewi Aiiu NabillaNessuna valutazione finora
- Us 4377495Documento5 pagineUs 4377495DWNLD USRMLNessuna valutazione finora
- Lead Chamber Process For H2so4Documento11 pagineLead Chamber Process For H2so4Zamir Khan100% (3)
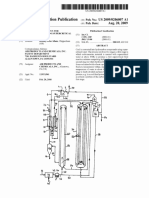
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Documento13 paginePatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaNessuna valutazione finora
- United States Patent 19) 11) Patent Number: 4,504,274: Anderson 45 Date of Patent: Mar. 12, 1985Documento5 pagineUnited States Patent 19) 11) Patent Number: 4,504,274: Anderson 45 Date of Patent: Mar. 12, 1985Adi Gunawan PrasetiaNessuna valutazione finora
- May 1, 1937. F. Carl 2,079,760: Z/22/2 Uzz/2e Ca/ZapataDocumento3 pagineMay 1, 1937. F. Carl 2,079,760: Z/22/2 Uzz/2e Ca/ZapatasafiraginaNessuna valutazione finora
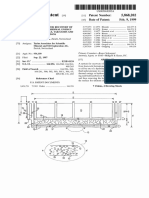
- United States Patent (19) (11) Patent Number: 5,868,202: Hsu (45) Date of Patent: Feb. 9, 1999Documento13 pagineUnited States Patent (19) (11) Patent Number: 5,868,202: Hsu (45) Date of Patent: Feb. 9, 1999KrozeNessuna valutazione finora
- Patent US2446233Documento3 paginePatent US2446233Alan ConnorNessuna valutazione finora
- Process of Production CS2 PDFDocumento9 pagineProcess of Production CS2 PDFDinii Lathiifah PertiwiNessuna valutazione finora
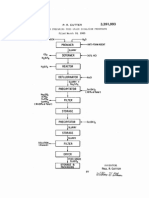
- Fig - F: March 30, 1954 M. J. Stu'RzmanDocumento6 pagineFig - F: March 30, 1954 M. J. Stu'RzmanBernice JohnsonNessuna valutazione finora
- Production of Sodium DithioniteDocumento10 pagineProduction of Sodium DithioniteDhaval PadaliaNessuna valutazione finora
- Aluminum OxideDocumento5 pagineAluminum OxideAlexandra EvangelistaNessuna valutazione finora
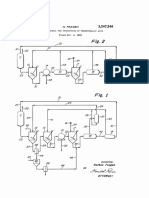
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocumento6 pagineApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNessuna valutazione finora
- United States Patent (191: Schaper Et A1Documento3 pagineUnited States Patent (191: Schaper Et A1Juan Pablo EspinosaNessuna valutazione finora
- US3120993Documento5 pagineUS3120993Nateek SharmaNessuna valutazione finora
- US ButyraldehydeDocumento2 pagineUS ButyraldehydeAstriany AnyNessuna valutazione finora
- Products Recovery: To Disti LlateDocumento6 pagineProducts Recovery: To Disti LlateGalang Hanif AbdulahNessuna valutazione finora
- Fuel Processing Technology: Research ArticleDocumento9 pagineFuel Processing Technology: Research ArticleJulaymis MendozaNessuna valutazione finora
- Patent AnalysisDocumento4 paginePatent AnalysisShabnamNessuna valutazione finora
- Coal Gasification Using AspenDocumento6 pagineCoal Gasification Using AspenTaniadi Suria100% (1)
- Topsoe Wsa Meet Industry DemandsDocumento6 pagineTopsoe Wsa Meet Industry DemandsBobie C. KurniawanNessuna valutazione finora
- Producers Gas PlantsDocumento13 pagineProducers Gas PlantsHalil İbrahim KüplüNessuna valutazione finora
- Ulllted States Patent (10) Patent N0.: US 7,935,254 B2Documento6 pagineUlllted States Patent (10) Patent N0.: US 7,935,254 B2Dejan CekovskiNessuna valutazione finora
- Unit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039Documento39 pagineUnit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039nityaNessuna valutazione finora
- Steam Reforiming ProcessDocumento32 pagineSteam Reforiming ProcessAkmal_Fuadi100% (1)
- US5126062Documento6 pagineUS5126062hugo vignolo100% (1)
- AcetyleneDocumento13 pagineAcetyleneImtiaz AliNessuna valutazione finora
- A Comprehensive Kinetic Theory To Model Thermolysis, Aquathermolysis, Gasification, Combustion, and Oxidation of Athabasca BitumenDocumento31 pagineA Comprehensive Kinetic Theory To Model Thermolysis, Aquathermolysis, Gasification, Combustion, and Oxidation of Athabasca BitumenMejbahul SarkerNessuna valutazione finora
- Newyork GasificationDocumento9 pagineNewyork GasificationVasanthan PanchatcharamNessuna valutazione finora
- United States Patent (19) : Diercks Et Al. (11) Patent NumberDocumento5 pagineUnited States Patent (19) : Diercks Et Al. (11) Patent NumberVirginia Rosales OlmosNessuna valutazione finora
- Hydro Treating CompleteDocumento19 pagineHydro Treating CompleteFaiq Ahmad Khan100% (3)
- Activation of Waste Tire Char Upon Cyclic Oxygen Chemisorption#DesorptionDocumento8 pagineActivation of Waste Tire Char Upon Cyclic Oxygen Chemisorption#DesorptionFrancisco HerasNessuna valutazione finora
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocumento3 pagineUnited States Patent (19) : 11 Patent Number: 45 Date of Patentrianne nabilahNessuna valutazione finora
- Down-Hole Heavy Crude Oil Upgrading by CAPRI Effect of HydrogenDocumento10 pagineDown-Hole Heavy Crude Oil Upgrading by CAPRI Effect of HydrogenAli ShahNessuna valutazione finora
- History: Coal Peat Town Gas Natural Gas Blast Furnaces Synthetic World Wars World War II Wood Gas Generators EuropeDocumento3 pagineHistory: Coal Peat Town Gas Natural Gas Blast Furnaces Synthetic World Wars World War II Wood Gas Generators EuropeSumiNessuna valutazione finora
- Sulfur and Hydrogen Sulfide RecoveryDocumento27 pagineSulfur and Hydrogen Sulfide RecoveryChemical.AliNessuna valutazione finora
- United States Patent (19) : Filed. Oct. 5, 1977Documento3 pagineUnited States Patent (19) : Filed. Oct. 5, 1977Alexander Franco CastrillonNessuna valutazione finora
- US2642943Documento9 pagineUS2642943Syed IrtazaNessuna valutazione finora
- Storage: o - InzoDocumento4 pagineStorage: o - InzoOscar SobradosNessuna valutazione finora
- Hydrogen ProductionDocumento31 pagineHydrogen ProductionSajid Ali100% (1)
- Development of A Zero-Emissions Sulfur-Recovery Process. 1.Documento12 pagineDevelopment of A Zero-Emissions Sulfur-Recovery Process. 1.Soroosh ZareNessuna valutazione finora
- United States Patent (19) : (45) Date of Patent: Oct. 13, 1998Documento9 pagineUnited States Patent (19) : (45) Date of Patent: Oct. 13, 1998andresNessuna valutazione finora
- Gasification Based Topsoe WSA Process PrinciplesDocumento4 pagineGasification Based Topsoe WSA Process PrinciplesGopiNessuna valutazione finora
- THE CFD Investigation of Flash Dryer and Rotating Kiln DesignDocumento6 pagineTHE CFD Investigation of Flash Dryer and Rotating Kiln DesignSuharman ArmanNessuna valutazione finora
- ABSORBERDocumento7 pagineABSORBERDendy Wahyu RadityaNessuna valutazione finora
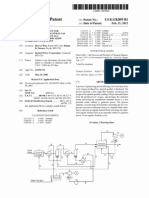
- United States Patent (10) Patent No.: US 8,118,895 B1Documento4 pagineUnited States Patent (10) Patent No.: US 8,118,895 B1Heny IsmawatiNessuna valutazione finora
- Report On Sulphur RecoveryDocumento9 pagineReport On Sulphur Recoveryvidit SinghNessuna valutazione finora
- United States Patent (19) : Hughes Et AlDocumento4 pagineUnited States Patent (19) : Hughes Et AldortiNessuna valutazione finora
- Barium Chloride Indian Journal PDFDocumento23 pagineBarium Chloride Indian Journal PDFNadeem AkhtarNessuna valutazione finora
- 1 s2.0 S1876610214025302 MainDocumento9 pagine1 s2.0 S1876610214025302 MainAhmad HarisNessuna valutazione finora
- F. J. Klem 3,218,128 : Filed Sept. l0, 1962Documento10 pagineF. J. Klem 3,218,128 : Filed Sept. l0, 1962Yourdan WijayaNessuna valutazione finora
- A System of Instruction in the Practical Use of the BlowpipeDa EverandA System of Instruction in the Practical Use of the BlowpipeNessuna valutazione finora
- 200557233614Documento8 pagine200557233614haddig8Nessuna valutazione finora
- Susen George ThiessDocumento119 pagineSusen George Thiesshaddig8100% (1)
- Liu 8Documento7 pagineLiu 8haddig8Nessuna valutazione finora
- Icpr-Saina PRDGDocumento6 pagineIcpr-Saina PRDGhaddig8Nessuna valutazione finora
- FullDocumento8 pagineFullhaddig8Nessuna valutazione finora
- Emboj00111 0098Documento8 pagineEmboj00111 0098haddig8Nessuna valutazione finora
- 1997 Goessler Etal Arsenic Compounds in A Marine Food ChainDocumento4 pagine1997 Goessler Etal Arsenic Compounds in A Marine Food Chainhaddig8Nessuna valutazione finora
- Us 5178155Documento5 pagineUs 5178155haddig8100% (1)
- United States Patent (191: Hansen Et AlDocumento7 pagineUnited States Patent (191: Hansen Et Alhaddig8Nessuna valutazione finora
- Us4737166 1Documento11 pagineUs4737166 1haddig8Nessuna valutazione finora
- Us 4824443Documento12 pagineUs 4824443haddig8Nessuna valutazione finora
- Unite: Sartori Et A1.Documento13 pagineUnite: Sartori Et A1.haddig8Nessuna valutazione finora
- Major Radiation Exposure - What To Expect and How To RespondDocumento8 pagineMajor Radiation Exposure - What To Expect and How To RespondMiguel Angel VegaNessuna valutazione finora
- PNAS 1995 Proc. Natl. AcadDocumento5 paginePNAS 1995 Proc. Natl. Acadhaddig8Nessuna valutazione finora
- Eq or Bond StrengthDocumento4 pagineEq or Bond Strengthhaddig8Nessuna valutazione finora
- Thomas 95Documento4 pagineThomas 95haddig8Nessuna valutazione finora
- Eq or Bond StrengthDocumento4 pagineEq or Bond Strengthhaddig8Nessuna valutazione finora
- Free Rad Tissue Antioxidant NutrientsDocumento5 pagineFree Rad Tissue Antioxidant Nutrientshaddig8Nessuna valutazione finora
- 1993 Am RL CT VPSCDocumento14 pagine1993 Am RL CT VPSChaddig8Nessuna valutazione finora
- Niobium (V) Oxide (Nb2O5) - Application ToDocumento8 pagineNiobium (V) Oxide (Nb2O5) - Application Tohaddig8Nessuna valutazione finora
- Appl. Environ. Microbiol. 2001 Zhao 5431 6Documento7 pagineAppl. Environ. Microbiol. 2001 Zhao 5431 6haddig8Nessuna valutazione finora
- Cattle As A Possible Source of Verocytotoxin-Producing Escherichia Coli 0157 Infections in ManDocumento9 pagineCattle As A Possible Source of Verocytotoxin-Producing Escherichia Coli 0157 Infections in Manhaddig8Nessuna valutazione finora
- Cattle As A Possible Source of Verocytotoxin-Producing Escherichia Coli 0157 Infections in ManDocumento9 pagineCattle As A Possible Source of Verocytotoxin-Producing Escherichia Coli 0157 Infections in Manhaddig8Nessuna valutazione finora
- PNAS 2000 Elder 2999 3003Documento5 paginePNAS 2000 Elder 2999 3003haddig8Nessuna valutazione finora
- The Survival and Growth of Bacillus Cereus in RiceDocumento12 pagineThe Survival and Growth of Bacillus Cereus in Ricehaddig8Nessuna valutazione finora
- Appl. Environ. Microbiol. 2001 Zhao 5431 6Documento7 pagineAppl. Environ. Microbiol. 2001 Zhao 5431 6haddig8Nessuna valutazione finora
- Escherichia Coli 0157 H7 in Dairy and BeefDocumento9 pagineEscherichia Coli 0157 H7 in Dairy and Beefhaddig8Nessuna valutazione finora
- Statistical Estimations in Enzyme Kinetics: InvestigationDocumento9 pagineStatistical Estimations in Enzyme Kinetics: Investigationhaddig8Nessuna valutazione finora
- 7 FTPDocumento6 pagine7 FTPhaddig8Nessuna valutazione finora
- Eme Question BankDocumento13 pagineEme Question Bankapi-315791751Nessuna valutazione finora
- 7th Grade Detailed Curr, 61 PagesDocumento58 pagine7th Grade Detailed Curr, 61 Pagesapi-205903992Nessuna valutazione finora
- Prayas JEE 3.0 2024 Lecture Planner - Physical ChemistryDocumento3 paginePrayas JEE 3.0 2024 Lecture Planner - Physical ChemistryShreyam SarvpriyamNessuna valutazione finora
- Properties of GasesDocumento11 pagineProperties of GasessalasineNessuna valutazione finora
- Fluid Mechanics & Hydraulics BookDocumento131 pagineFluid Mechanics & Hydraulics BookJoshua Yosua100% (1)
- Output in Science (TLM)Documento3 pagineOutput in Science (TLM)lamlhetNessuna valutazione finora
- Activate 1 SBDocumento9 pagineActivate 1 SBAntvan JesudassNessuna valutazione finora
- Gen Chem NotesDocumento13 pagineGen Chem NotessusontangofeliptianjayNessuna valutazione finora
- Chem 16 3rd LE Reviewer 2nd SemDocumento7 pagineChem 16 3rd LE Reviewer 2nd SemLyle Kenneth GeraldezNessuna valutazione finora
- Manual Therm Tran ChemDocumento35 pagineManual Therm Tran ChemNam DanhNessuna valutazione finora
- Plasma AntennaDocumento9 paginePlasma Antennaleena999Nessuna valutazione finora
- Dec 2019 Jan 2020 Bsic Thermo Dec 2019 Jan 2020Documento4 pagineDec 2019 Jan 2020 Bsic Thermo Dec 2019 Jan 2020mahammadsalmanmechNessuna valutazione finora
- Properties of Fluids Unit DimensionsDocumento49 pagineProperties of Fluids Unit DimensionsSangetha ChelladoraiNessuna valutazione finora
- Identify The Letter of The Choice That Best Completes The Statement or Answers The QuestionDocumento4 pagineIdentify The Letter of The Choice That Best Completes The Statement or Answers The QuestionAref DahabrahNessuna valutazione finora
- Molecular SieveDocumento4 pagineMolecular SieveFernando AmoresNessuna valutazione finora
- The Dynamic Two-Fluid Model OLGA: Theory and ApplicationDocumento18 pagineThe Dynamic Two-Fluid Model OLGA: Theory and ApplicationmgaNessuna valutazione finora
- Nasa - TM X 74335 PDFDocumento241 pagineNasa - TM X 74335 PDFRaluca StoicaNessuna valutazione finora
- The Laboratory Assistant Guide From BUCHI PDFDocumento161 pagineThe Laboratory Assistant Guide From BUCHI PDFmosqueracNessuna valutazione finora
- High Temperature Pneumatic ConveyingDocumento7 pagineHigh Temperature Pneumatic Conveying설동하Nessuna valutazione finora
- Kapsel A - Group 1 - Temperature, Heat and ConductorsDocumento70 pagineKapsel A - Group 1 - Temperature, Heat and ConductorsNabilla NasrilNessuna valutazione finora
- Combustion Basics: Joseph Colannino, P.EDocumento20 pagineCombustion Basics: Joseph Colannino, P.ErezaimamNessuna valutazione finora
- Asme PTC 10Documento191 pagineAsme PTC 10Ankit GandhiNessuna valutazione finora
- Phy227 Term 3 Notes 2020Documento46 paginePhy227 Term 3 Notes 2020Iman AllieNessuna valutazione finora
- Cambridge IGCSE: Physics 0625/22Documento20 pagineCambridge IGCSE: Physics 0625/22abdullah sariNessuna valutazione finora
- Pipeline Studio Gas Network Simulator PDFDocumento4 paginePipeline Studio Gas Network Simulator PDFhamza2085100% (1)
- CHEM 1114 Introduction To Chemistry 1561079531Documento957 pagineCHEM 1114 Introduction To Chemistry 1561079531Peter Jay CorrosNessuna valutazione finora
- FWA MCE 2403 - Property TablesDocumento22 pagineFWA MCE 2403 - Property TablesBilal AhmadNessuna valutazione finora
- KTG and Thermodynamics Cheat Code NotesDocumento23 pagineKTG and Thermodynamics Cheat Code NotesCranxtorNessuna valutazione finora
- 2011 JC1 H2 Chemistry Promo P2Documento19 pagine2011 JC1 H2 Chemistry Promo P2joshua_98548Nessuna valutazione finora
- Interphase Mass TransferDocumento58 pagineInterphase Mass TransferParitosh Chaudhary0% (1)