Potrebbero piacerti anche
- List of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesDocumento4 pagineList of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesJHONNATTAN RODRIGUEZNessuna valutazione finora
- Thermal Peaking PDFDocumento26 pagineThermal Peaking PDFkhozaqiNessuna valutazione finora
- Technical Information Letter: Ge Power TIL 2445 Product ServiceDocumento4 pagineTechnical Information Letter: Ge Power TIL 2445 Product ServiceMinhajur Rahman100% (1)
- 1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesDocumento8 pagine1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesArgenomSaubiNessuna valutazione finora
- Gas TurbineDocumento14 pagineGas TurbineMowaten Masry100% (1)
- SGT800 Verification ReportDocumento58 pagineSGT800 Verification ReportThanapaet RittirutNessuna valutazione finora
- SBLM2500 Ind 217Documento5 pagineSBLM2500 Ind 217Daniil SerovNessuna valutazione finora
- Gea32081a LM6000 - Pa - Us - R1 - LRDocumento1 paginaGea32081a LM6000 - Pa - Us - R1 - LRErik Van GroningenNessuna valutazione finora
- Generator VOL 8ADocumento18 pagineGenerator VOL 8AEmadAlhosien AlhosienNessuna valutazione finora
- SGT6-5000F PAC - LowRes PDFDocumento18 pagineSGT6-5000F PAC - LowRes PDFmyegnrNessuna valutazione finora
- General Electric - Inlet Air RecommendationDocumento28 pagineGeneral Electric - Inlet Air Recommendationhussain mominNessuna valutazione finora
- Ger 3751 ADocumento28 pagineGer 3751 Ahbh123456Nessuna valutazione finora
- Alstom Gen TOPAIR PDFDocumento6 pagineAlstom Gen TOPAIR PDFcynaidu100% (1)
- 9FA Enhancement Brochure - GEA17570Documento8 pagine9FA Enhancement Brochure - GEA17570Peter_Phee_341Nessuna valutazione finora
- LM TM2500 Upgrade Solutions PDFDocumento2 pagineLM TM2500 Upgrade Solutions PDFLibyanManNessuna valutazione finora
- T48 SpreadDocumento1 paginaT48 SpreadKarim MuhammedNessuna valutazione finora
- GEA31503e PGP Product E-Catalog 2015 R10Documento47 pagineGEA31503e PGP Product E-Catalog 2015 R10juagamsar100% (1)
- GER3620L Nov 3 09b 1Documento60 pagineGER3620L Nov 3 09b 1rafieeNessuna valutazione finora
- 4 - Inspection - Interval - Extension W5015DA PDFDocumento12 pagine4 - Inspection - Interval - Extension W5015DA PDFEDBNessuna valutazione finora
- GE LM6000 1275-GryDocumento1 paginaGE LM6000 1275-GryuzairmughalNessuna valutazione finora
- F646 CompleteSampleDocumento36 pagineF646 CompleteSampleraj4523Nessuna valutazione finora
- Fact Sheet Variable Inlet Guide VaneDocumento1 paginaFact Sheet Variable Inlet Guide VaneDarioNessuna valutazione finora
- GE 9HA Gas TurbineDocumento4 pagineGE 9HA Gas TurbinejparmarNessuna valutazione finora
- TIL 1304 3 - 9th Stage Stator Casing Hook Fit CrackingDocumento4 pagineTIL 1304 3 - 9th Stage Stator Casing Hook Fit CrackinghernangNessuna valutazione finora
- Alstom GT KA-26 Overview PDFDocumento35 pagineAlstom GT KA-26 Overview PDFCyrix.One100% (1)
- Rotating Diodes Exciter Having Competitive Performance For Nuclear PlantDocumento9 pagineRotating Diodes Exciter Having Competitive Performance For Nuclear PlantR0B0T2013Nessuna valutazione finora
- Fuel NozzlesDocumento3 pagineFuel Nozzlesfrancisco_navas4479100% (1)
- Til 1539Documento13 pagineTil 1539Michael JordanNessuna valutazione finora
- 9FA Recommended Parts ListingDocumento1 pagina9FA Recommended Parts Listingalexandr_popov_2Nessuna valutazione finora
- TIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFDocumento5 pagineTIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFManuel L LombarderoNessuna valutazione finora
- APA DOC No. 2014 PDFDocumento67 pagineAPA DOC No. 2014 PDFThanapaet RittirutNessuna valutazione finora
- Til 1236-R2Documento5 pagineTil 1236-R2makarov.olegNessuna valutazione finora
- EngDocumento44 pagineEngzomglolzscribdNessuna valutazione finora
- 9fa ProbsDocumento12 pagine9fa ProbsMarbz Al MonteNessuna valutazione finora
- GT13E2 Infographic - Final - PDFDocumento1 paginaGT13E2 Infographic - Final - PDFGregory StockNessuna valutazione finora
- NIC - 07-37 - Rev-01 Technical Updates Web Portal GEDocumento47 pagineNIC - 07-37 - Rev-01 Technical Updates Web Portal GEManuel L LombarderoNessuna valutazione finora
- GT Gas Fuel and Air FlowDocumento38 pagineGT Gas Fuel and Air FlowhinaNessuna valutazione finora
- MOU (06std) - HDGT Auxiliary Systems LDocumento80 pagineMOU (06std) - HDGT Auxiliary Systems Lalaeddine chahdane100% (1)
- GE Aeroderivative Vietnam Sep 22 FinalDocumento36 pagineGE Aeroderivative Vietnam Sep 22 Finaltuanpham100% (1)
- Siemens 1 GTX 100 TurbineDocumento16 pagineSiemens 1 GTX 100 TurbinejparmarNessuna valutazione finora
- 11 Electrabel Maxima Power PlantDocumento29 pagine11 Electrabel Maxima Power Plantpartha6789Nessuna valutazione finora
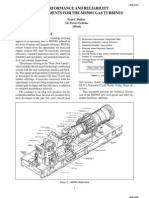
- Performance and Reliability Improvements For The Ms5001 Gas TurbinesDocumento39 paginePerformance and Reliability Improvements For The Ms5001 Gas TurbinesMuhammad Irfan AnwarNessuna valutazione finora
- Til 1755-R3 Lci Water - Cooled Bus LeaksDocumento8 pagineTil 1755-R3 Lci Water - Cooled Bus LeaksMichael SanchezNessuna valutazione finora
- Nic 13.05Documento14 pagineNic 13.05BouazzaNessuna valutazione finora
- Psib 20130524aDocumento1 paginaPsib 20130524aLéandre Ettekri NdriNessuna valutazione finora
- Ger 3928c Uprate Options Ms9001 Heavy Duty Gas TurbineDocumento58 pagineGer 3928c Uprate Options Ms9001 Heavy Duty Gas Turbineamir moniriNessuna valutazione finora
- Mxl2 For Gt26Documento4 pagineMxl2 For Gt26Mai DangNessuna valutazione finora
- Psib 20150212Documento10 paginePsib 20150212Léandre Ettekri NdriNessuna valutazione finora
- Pivot Arm Turning GearDocumento24 paginePivot Arm Turning Gearoom_tgw100% (1)
- 7HA Gas Turbine: World's Largest, Most Efficient Gas Turbine in Its ClassDocumento4 pagine7HA Gas Turbine: World's Largest, Most Efficient Gas Turbine in Its Classjparmar100% (2)
- Applicability Guide PDFDocumento2 pagineApplicability Guide PDFtriplbingaziNessuna valutazione finora
- Technical Specifications, Fuel Nozzle GR 127 PDFDocumento8 pagineTechnical Specifications, Fuel Nozzle GR 127 PDFMadhan KumarNessuna valutazione finora
- Illustrated Parts Breakdown (GEK 50336)Documento1.072 pagineIllustrated Parts Breakdown (GEK 50336)Yeison DazaNessuna valutazione finora
- Ger 4207Documento16 pagineGer 4207XXXNessuna valutazione finora
- The F Technology Experience Story: GE Power SystemsDocumento16 pagineThe F Technology Experience Story: GE Power SystemsManarFikry100% (1)
- GE Steam Bypass System Ger4201Documento18 pagineGE Steam Bypass System Ger4201Utku Kepcen100% (1)
- Ger 4217 ADocumento30 pagineGer 4217 Atehranqom100% (2)
- GE's Next 7FA Gas Turbine "Test and Validation"Documento20 pagineGE's Next 7FA Gas Turbine "Test and Validation"JJ100% (1)
- GEA18457ADocumento20 pagineGEA18457AEdGouramiNessuna valutazione finora
- Essentials of Anatomy and PhysiologyDocumento31 pagineEssentials of Anatomy and PhysiologyTufail MemonNessuna valutazione finora
- T-Icb-06: 2.1 To Study The Existing Systern To Acquisition Sysrem Das-100 System Imake Yokogawa, Japan)Documento1 paginaT-Icb-06: 2.1 To Study The Existing Systern To Acquisition Sysrem Das-100 System Imake Yokogawa, Japan)Tufail MemonNessuna valutazione finora
- Group Leader Training Program: Centeral Power Generation Co. LTD PakistanDocumento1 paginaGroup Leader Training Program: Centeral Power Generation Co. LTD PakistanTufail MemonNessuna valutazione finora
- Wonders of ComputersDocumento27 pagineWonders of ComputersTufail MemonNessuna valutazione finora
- Case StudyDocumento10 pagineCase StudyVintage ArtNessuna valutazione finora
- Computational Neuroscience CW1 (Bristol)Documento3 pagineComputational Neuroscience CW1 (Bristol)libannfNessuna valutazione finora
- DelhiDocumento44 pagineDelhiIndia TreadingNessuna valutazione finora
- 417 Model E Alarm Check ValvesDocumento4 pagine417 Model E Alarm Check ValvesM Kumar MarimuthuNessuna valutazione finora
- SC431 Lecture No. 4 Economic Comparisons (Continued)Documento51 pagineSC431 Lecture No. 4 Economic Comparisons (Continued)Joseph BaruhiyeNessuna valutazione finora
- Jazz Piano VoicingsDocumento19 pagineJazz Piano Voicingskeybiank86% (58)
- UMTS Optimization GuidelineDocumento84 pagineUMTS Optimization GuidelineEvelio Sotolongo100% (3)
- GTP For 1CX300sqmmDocumento4 pagineGTP For 1CX300sqmmpriyanka236Nessuna valutazione finora
- TOFD Dead Zone CalculatorDocumento4 pagineTOFD Dead Zone CalculatorWill SmithNessuna valutazione finora
- Lexium 23 Plus - BCH0802O12A1CDocumento4 pagineLexium 23 Plus - BCH0802O12A1Cagungch100% (1)
- Ant CabDocumento93 pagineAnt CabZubair MinhasNessuna valutazione finora
- Review Paper - Evolution of CMOS Ring OscillatorDocumento10 pagineReview Paper - Evolution of CMOS Ring OscillatorNor Samida YaacobNessuna valutazione finora
- ML Observability Build Vs Buy Download Guide 1689038317Documento31 pagineML Observability Build Vs Buy Download Guide 1689038317rastrol7Nessuna valutazione finora
- Psychometric Development and Validation of GaslightingDocumento15 paginePsychometric Development and Validation of GaslightingYang ZhangNessuna valutazione finora
- Switching Power Supply DesignDocumento21 pagineSwitching Power Supply DesignSamuel mutindaNessuna valutazione finora
- Semi Conductors: The Start of Information AgeDocumento15 pagineSemi Conductors: The Start of Information AgeMarvin LabajoNessuna valutazione finora
- Nidhi ResumeDocumento2 pagineNidhi ResumeabhiNessuna valutazione finora
- Chapter - Four Soil Permeability and SeepageDocumento19 pagineChapter - Four Soil Permeability and SeepageBefkadu KurtaileNessuna valutazione finora
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDocumento1 paginaMollier Enthalpy Entropy Chart For Steam - US Unitslin tongNessuna valutazione finora
- Introduction To DatabasesDocumento33 pagineIntroduction To Databases米皮皮Nessuna valutazione finora
- Fahad H. Ahmad (+92 323 509 4443) : Kinetic Particle Theory (5070 Multiple Choice Questions)Documento51 pagineFahad H. Ahmad (+92 323 509 4443) : Kinetic Particle Theory (5070 Multiple Choice Questions)Ali AshrafNessuna valutazione finora
- en Product OverviewDocumento81 pagineen Product OverviewShakeel AhmedNessuna valutazione finora
- A334 Carino, Patricia Andrea Assignment On ForecastingDocumento3 pagineA334 Carino, Patricia Andrea Assignment On ForecastingPatricia Andrea CariñoNessuna valutazione finora
- Form in MusicDocumento8 pagineForm in MusicAndri KurniawanNessuna valutazione finora
- Surface Mount Multilayer Varistor: SC0805ML - SC2220ML SeriesDocumento8 pagineSurface Mount Multilayer Varistor: SC0805ML - SC2220ML SeriesTalebNessuna valutazione finora
- HST TrainingDocumento11 pagineHST TrainingRamesh BabuNessuna valutazione finora
- 20CB PDFDocumento59 pagine20CB PDFChidiebere Samuel OkogwuNessuna valutazione finora
- Beam Design: BackgroundDocumento2 pagineBeam Design: BackgroundolomizanaNessuna valutazione finora
- Elecon GearboxDocumento19 pagineElecon GearboxShirley Farrace100% (3)
- App NandDocumento30 pagineApp NandRajesh MedampudiNessuna valutazione finora