Potrebbero piacerti anche
- Astm C1196 PDFDocumento6 pagineAstm C1196 PDFrudatacoNessuna valutazione finora
- Pullout Strength of Hardened Concrete - C900 - 15Documento10 paginePullout Strength of Hardened Concrete - C900 - 15Ahmad ThaherNessuna valutazione finora
- The Permeability and Indirect Tensile Strength Characteristics of Porous Asphalt MixesDocumento6 pagineThe Permeability and Indirect Tensile Strength Characteristics of Porous Asphalt MixesIAEME PublicationNessuna valutazione finora
- AASHTO M288 ProductosDocumento1 paginaAASHTO M288 Productospquiroga2Nessuna valutazione finora
- Methods of Test For Mortar For Masonry: BSI Standards PublicationDocumento14 pagineMethods of Test For Mortar For Masonry: BSI Standards PublicationbihrajanNessuna valutazione finora
- The Multiple-Stress Creep-Recovery (MSCR) Test and SpecificationDocumento42 pagineThe Multiple-Stress Creep-Recovery (MSCR) Test and SpecificationVinayaka RamNessuna valutazione finora
- Astm A 1061-2020Documento5 pagineAstm A 1061-2020Mohammed AliNessuna valutazione finora
- Density Testing and Inspection Manual: 2003 EDITION Revised December 2014Documento99 pagineDensity Testing and Inspection Manual: 2003 EDITION Revised December 2014Paolo De PeraltaNessuna valutazione finora
- Astm D 217Documento14 pagineAstm D 217Rosario BuonannoNessuna valutazione finora
- Materials ManualDocumento734 pagineMaterials ManualMalikNessuna valutazione finora
- Astm C 936-2007Documento2 pagineAstm C 936-2007Nikolay DrumevNessuna valutazione finora
- In-Place Estimation of Density and Water Content of Soil and Aggregate by Correlation With Complex Impedance MethodDocumento12 pagineIn-Place Estimation of Density and Water Content of Soil and Aggregate by Correlation With Complex Impedance MethodJesús Luis Arce GuillermoNessuna valutazione finora
- Astm c1314Documento14 pagineAstm c1314Hugo MamaniNessuna valutazione finora
- California Title 24, Part 1 Administrative Code 264pp 6x9tradeDocumento264 pagineCalifornia Title 24, Part 1 Administrative Code 264pp 6x9tradeTom AstaNessuna valutazione finora
- Amount of Water Required For Normal Consistency of Hydraulic Cement PasteDocumento3 pagineAmount of Water Required For Normal Consistency of Hydraulic Cement PasteThurain Aung KyawNessuna valutazione finora
- Aashto T 309-15Documento3 pagineAashto T 309-15William VasquezNessuna valutazione finora
- Astm C418 PDFDocumento3 pagineAstm C418 PDFmjgutierrezperalta100% (1)
- Astm C31-21Documento7 pagineAstm C31-21Lázaro Henríquez sandovalNessuna valutazione finora
- C938Documento3 pagineC938jorgepitaNessuna valutazione finora
- Astm 1196Documento2 pagineAstm 1196JOSE MAURICIONessuna valutazione finora
- Dipstick 2272Documento2 pagineDipstick 2272Juan HernandezNessuna valutazione finora
- R67-16 Muestreo Mezcla Asfaltica Despues Compactacion (Nucleos)Documento5 pagineR67-16 Muestreo Mezcla Asfaltica Despues Compactacion (Nucleos)dannychacon270% (1)
- ASTM Cone Penetrometer HandbookDocumento11 pagineASTM Cone Penetrometer HandbookAlejandro Sierra GarcíaNessuna valutazione finora
- Astm D 1073Documento2 pagineAstm D 1073Konul SeyidovaNessuna valutazione finora
- Astm D6938 NuclearDocumento3 pagineAstm D6938 NuclearRey Rapay100% (1)
- Astm C267Documento6 pagineAstm C267Hà KhểnhNessuna valutazione finora
- Reducing Samples of Aggregate To Testing Size: Standard Practice ForDocumento5 pagineReducing Samples of Aggregate To Testing Size: Standard Practice ForAnonymous x7VY8VF7Nessuna valutazione finora
- BS en 413-2Documento22 pagineBS en 413-2Deepak ChukkalaNessuna valutazione finora
- Astm C307Documento2 pagineAstm C307John Pink0% (1)
- D 692 - 00 Rdy5mi0wmaDocumento2 pagineD 692 - 00 Rdy5mi0wmaRufo Casco0% (1)
- Din en 12390 - 8Documento7 pagineDin en 12390 - 8Tarek KhallafNessuna valutazione finora
- Astma615 615MDocumento6 pagineAstma615 615MRahul Bhardwaj100% (1)
- Flow of Freshly Mixed Hydraulic-Cement Concrete: Standard Test Method ForDocumento3 pagineFlow of Freshly Mixed Hydraulic-Cement Concrete: Standard Test Method ForEvert RiveraNessuna valutazione finora
- ACI 544 2R 2017 Report On The Measurement of Fresh State PropertiesDocumento24 pagineACI 544 2R 2017 Report On The Measurement of Fresh State PropertiesMoGH100% (1)
- Temperature of Freshly Mixed Hydraulic-Cement Concrete: Standard Test Method ForDocumento3 pagineTemperature of Freshly Mixed Hydraulic-Cement Concrete: Standard Test Method ForMario UzuriagaNessuna valutazione finora
- ISRM TestsDocumento3 pagineISRM Testsyatin pratapNessuna valutazione finora
- Astm D6938.14709Documento9 pagineAstm D6938.14709Stuar TencioNessuna valutazione finora
- Measurement of Retroreflective Pavement Marking Materials With CEN-Prescribed Geometry Using A Portable RetroreflectometerDocumento7 pagineMeasurement of Retroreflective Pavement Marking Materials With CEN-Prescribed Geometry Using A Portable RetroreflectometerQriiz GuzmánNessuna valutazione finora
- D448Documento3 pagineD448reefreef100% (1)
- D 1754 - 97 Standard Test Method For Effects of Heat and Air On Asphaltic Materials (Thin-Film Oven Test)Documento6 pagineD 1754 - 97 Standard Test Method For Effects of Heat and Air On Asphaltic Materials (Thin-Film Oven Test)Munawar IqbalNessuna valutazione finora
- Preparing Concrete Blocks For Testing Sealants, For Joints and CracksDocumento2 paginePreparing Concrete Blocks For Testing Sealants, For Joints and CracksRene Gtz0% (1)
- D 2041 - 00Documento4 pagineD 2041 - 00harisahamedNessuna valutazione finora
- C 1305 - 00 - QzezmduDocumento3 pagineC 1305 - 00 - Qzezmdumercab15Nessuna valutazione finora
- D 4751 - 99 Rdq3nteDocumento5 pagineD 4751 - 99 Rdq3nteRonald VillegasNessuna valutazione finora
- AASHTO T 304 Vacios en Agregado FinoDocumento4 pagineAASHTO T 304 Vacios en Agregado FinoVHBH100% (1)
- C192 Standard Practice For Making and Curing Concrete Test Specimens in The LaboratoryDocumento8 pagineC192 Standard Practice For Making and Curing Concrete Test Specimens in The LaboratoryLuis AlvarezNessuna valutazione finora
- Autoclave Expansion of Portland Cement: Standard Method of Test ForDocumento2 pagineAutoclave Expansion of Portland Cement: Standard Method of Test ForEvert RiveraNessuna valutazione finora
- Astm C 586-2019Documento5 pagineAstm C 586-2019Mohammed Ali100% (2)
- Astm F606Documento18 pagineAstm F606dennisNessuna valutazione finora
- Astm c497dsvsdvdvDocumento10 pagineAstm c497dsvsdvdvaj quintoNessuna valutazione finora
- Effect of Aggregate Gradations on Porous Friction Course Mix PropertiesDocumento13 pagineEffect of Aggregate Gradations on Porous Friction Course Mix PropertiesBen Mur MarNessuna valutazione finora
- D3406 - 95 (Reapproved 2006) PDFDocumento3 pagineD3406 - 95 (Reapproved 2006) PDFBlack GokuNessuna valutazione finora
- Density, Absorption, and Voids in Hardened Concrete: Standard Test Method ForDocumento3 pagineDensity, Absorption, and Voids in Hardened Concrete: Standard Test Method ForMohamed BelmokaddemNessuna valutazione finora
- ASTM E-1155 Floor Layout GuideDocumento20 pagineASTM E-1155 Floor Layout GuideFelix Ruben Garcia Sarmiento100% (1)
- D5080.Rapid Determination of Percent CompactionDocumento9 pagineD5080.Rapid Determination of Percent CompactionleocivilNessuna valutazione finora
- C 1197 - 04 - QzexotcDocumento5 pagineC 1197 - 04 - QzexotcDipesh Chandra BaruaNessuna valutazione finora
- Astm C1196Documento6 pagineAstm C1196Lorenzo GambassiNessuna valutazione finora
- Standard Test Method For Splitting Tensile Strength of Cylindrical Concrete Specimens1Documento5 pagineStandard Test Method For Splitting Tensile Strength of Cylindrical Concrete Specimens1Lupita RamirezNessuna valutazione finora
- C1150Documento4 pagineC1150jodapero13Nessuna valutazione finora
- Basics of Mechanical EngineeringDocumento8 pagineBasics of Mechanical EngineeringPallavi DetneNessuna valutazione finora
- Me414 Lecture 1 Analysis of Simple StressesDocumento19 pagineMe414 Lecture 1 Analysis of Simple StressesILEENVIRUSNessuna valutazione finora
- What Is Grain FlowDocumento1 paginaWhat Is Grain FlowzaheerNessuna valutazione finora
- Aircraft Structures 1: Faculty of Aviation EngineeringDocumento29 pagineAircraft Structures 1: Faculty of Aviation EngineeringThắng ĐìnhNessuna valutazione finora
- Foundation Treatment in DamsDocumento43 pagineFoundation Treatment in Damsdeadromeo100% (4)
- Ansys Basic Analysis GuideDocumento237 pagineAnsys Basic Analysis GuideUmesh Vishwakarma100% (1)
- Lateral Buckling of C-Section Purlins With One Anti-Sag Bar at Middle Span SectionDocumento12 pagineLateral Buckling of C-Section Purlins With One Anti-Sag Bar at Middle Span SectionJuntao HuNessuna valutazione finora
- 2401-Machine Design-AC06: Yt Sy YcDocumento8 pagine2401-Machine Design-AC06: Yt Sy YcAshutosh RajawatNessuna valutazione finora
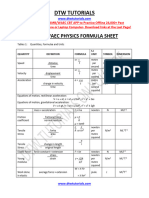
- DTW Tutorials 135 Physics Formula SheetDocumento16 pagineDTW Tutorials 135 Physics Formula Sheetggold0934Nessuna valutazione finora
- Basics of Stress Analysis of Underground Piping in Caesar IIDocumento4 pagineBasics of Stress Analysis of Underground Piping in Caesar IIiaftNessuna valutazione finora
- Section A - Cable RailingDocumento16 pagineSection A - Cable RailingGeoffre14Nessuna valutazione finora
- ENTC 376 Chapter 6 Lecture Notes 3 Flexure FormulaDocumento26 pagineENTC 376 Chapter 6 Lecture Notes 3 Flexure FormulaYusuf ÇelebiNessuna valutazione finora
- D2737-12a Standard Specification For Polyethylene (PE) Plastic TubingDocumento7 pagineD2737-12a Standard Specification For Polyethylene (PE) Plastic Tubingsharon blushteinNessuna valutazione finora
- Thin Cylinder Experiment: Apparatus We Have Used A Thin Cylinder SM1007Documento8 pagineThin Cylinder Experiment: Apparatus We Have Used A Thin Cylinder SM1007Rohan Kumar0% (1)
- Fluid PropertiesDocumento56 pagineFluid PropertiesABU SALEH MD. NASIMNessuna valutazione finora
- Straight Talk About Riser Tension and MoreDocumento15 pagineStraight Talk About Riser Tension and MoreballojehNessuna valutazione finora
- Djj30103 Strength of Material - 120121Documento12 pagineDjj30103 Strength of Material - 120121Amalina IbrahimNessuna valutazione finora
- Session 2A JonkerDocumento15 pagineSession 2A JonkerD_D_ANessuna valutazione finora
- Benjamin, Barkley Accepted Thesis 04-25-13 FA 13Documento64 pagineBenjamin, Barkley Accepted Thesis 04-25-13 FA 13eliasNessuna valutazione finora
- Design and Analysis Cylindrical Water TankDocumento2 pagineDesign and Analysis Cylindrical Water TankArni Suwarni100% (1)
- Layout of Simple Circular Horizontal CurveDocumento13 pagineLayout of Simple Circular Horizontal CurveWaruna Jayasooriya100% (1)
- Concrete Industrial Floor Design - Engineers EdgeDocumento1 paginaConcrete Industrial Floor Design - Engineers EdgeNeil WilsnachNessuna valutazione finora
- Steel Interchange: How To Specify AESS Gusset Plate DesignDocumento2 pagineSteel Interchange: How To Specify AESS Gusset Plate Designhector diazNessuna valutazione finora
- ENGINEERING REPORT DETAILSDocumento18 pagineENGINEERING REPORT DETAILSvinujohnpanickerNessuna valutazione finora
- STRATA CONTROL PROBLEMS OF UNDERGROUND COAL MININGDocumento11 pagineSTRATA CONTROL PROBLEMS OF UNDERGROUND COAL MININGOvios WNessuna valutazione finora
- Dke78 Ch10Documento30 pagineDke78 Ch10Hồ ThắngNessuna valutazione finora
- Computer Methods and Programs in BiomedicineDocumento9 pagineComputer Methods and Programs in BiomedicineAKSNessuna valutazione finora
- Solidworks Simulation BasicsDocumento28 pagineSolidworks Simulation BasicsvinunfNessuna valutazione finora
- CHARACTERISTICS OF FLUIDSDocumento30 pagineCHARACTERISTICS OF FLUIDSBlack SkyNessuna valutazione finora