Potrebbero piacerti anche
- SolutionDocumento4 pagineSolutionhaile mehariNessuna valutazione finora
- Module 2 STRUCTURE OF CNC MACHINE TOOLDocumento22 pagineModule 2 STRUCTURE OF CNC MACHINE TOOLsiddharth100% (2)
- Assignment Cum Tutorial Sheet - 7 (With Solution)Documento2 pagineAssignment Cum Tutorial Sheet - 7 (With Solution)HARSHVARDHAN SINGH RATHORENessuna valutazione finora
- Theory of Metal CuttingDocumento3 pagineTheory of Metal CuttingGeorge Oliver100% (1)
- Metrology Solved ExamplesDocumento17 pagineMetrology Solved Examplesjoin2ravikantNessuna valutazione finora
- Tool Life & Tool Wear PPT by Ankit & VikramDocumento23 pagineTool Life & Tool Wear PPT by Ankit & VikramAnkit Nayak100% (5)
- Module 1: Flywheel Outcomes: Me 413A - Machine Design 2 (Isat U Lecture Notes)Documento8 pagineModule 1: Flywheel Outcomes: Me 413A - Machine Design 2 (Isat U Lecture Notes)Geoffrey Golbeque100% (1)
- Automatic Coconut Cutting MachineDocumento21 pagineAutomatic Coconut Cutting Machineakrofi percy obeng50% (4)
- Exam Paper On Design of Machine ToolsDocumento8 pagineExam Paper On Design of Machine ToolsCharles Ondieki100% (1)
- Unit 3 CNC Machine Tools: StructureDocumento17 pagineUnit 3 CNC Machine Tools: StructureRohit GhulanavarNessuna valutazione finora
- Coconut DehuskingDocumento54 pagineCoconut Dehuskingroshan jaiswal100% (2)
- ME 3031 Design of Machine Elements: Sample Questions & AnswersDocumento27 pagineME 3031 Design of Machine Elements: Sample Questions & AnswersbalajimeieNessuna valutazione finora
- Design of ShaftsDocumento200 pagineDesign of ShaftsPuli Ugandhar100% (1)
- Mechanical Engineering Applied-Thermodynamics Refrigeration NotesDocumento24 pagineMechanical Engineering Applied-Thermodynamics Refrigeration Notesminesh.manu6531Nessuna valutazione finora
- 5 Mechanism of Chip FormationDocumento17 pagine5 Mechanism of Chip FormationPRASAD326100% (9)
- Lecture No. 7 Turning ParametersDocumento29 pagineLecture No. 7 Turning ParametersMuhammad IrfanNessuna valutazione finora
- Automats and Tool LayoutsDocumento20 pagineAutomats and Tool LayoutsAyesha IshuNessuna valutazione finora
- Tool and Die Design Test Sept 2017 - 1Documento2 pagineTool and Die Design Test Sept 2017 - 1Farah Izzati FeeNessuna valutazione finora
- Mechanism of Metal CuttingDocumento88 pagineMechanism of Metal CuttingAndriya Narasimhulu50% (2)
- Design Considerations For A Gear DriveDocumento17 pagineDesign Considerations For A Gear Driveمحمدفیضان چوہدریNessuna valutazione finora
- Machine Design Final ReportDocumento23 pagineMachine Design Final ReportAvk Sanjeevan100% (2)
- Theory of MachineDocumento21 pagineTheory of MachineVaibhav Vithoba NaikNessuna valutazione finora
- Addis Ababa University FinalDocumento9 pagineAddis Ababa University Finaldagem100% (1)
- Problems On FlywheelDocumento16 pagineProblems On FlywheelkarthikeyanNessuna valutazione finora
- Clutches (Lec7)Documento50 pagineClutches (Lec7)Niño Jhim Andrew80% (5)
- Numerical Problems - Casting PDFDocumento14 pagineNumerical Problems - Casting PDFSubramanian Chidambaram100% (1)
- Assignment - Ch#23 Springs Example ProblemsDocumento5 pagineAssignment - Ch#23 Springs Example ProblemsFaris AhmadNessuna valutazione finora
- Computer Numerical Control: Engineering Analysis of NC Positioning SystemsDocumento30 pagineComputer Numerical Control: Engineering Analysis of NC Positioning SystemsibraheemNessuna valutazione finora
- Introduction To Mechanical Micro Machining Assignment-Week 8Documento7 pagineIntroduction To Mechanical Micro Machining Assignment-Week 8PranjalGuptaNessuna valutazione finora
- Notes-1 (Turbomachines)Documento24 pagineNotes-1 (Turbomachines)VIRAJ HADKARNessuna valutazione finora
- 77-6 Ball BearingDocumento8 pagine77-6 Ball Bearingrip111176Nessuna valutazione finora
- Manufacturing Technology-: Instructor: Shantanu BhattacharyaDocumento34 pagineManufacturing Technology-: Instructor: Shantanu BhattacharyaSahil Sunda100% (1)
- Seprodthermochapter 5 RefrigerationDocumento60 pagineSeprodthermochapter 5 Refrigerationadityanarang147100% (1)
- 76 7 Sliding Contact BearingDocumento15 pagine76 7 Sliding Contact Bearingrip111176100% (1)
- Seprodthermoexamplescompressor 110323191029 Phpapp01Documento20 pagineSeprodthermoexamplescompressor 110323191029 Phpapp01cedro08Nessuna valutazione finora
- Preguntas Cap 4 Manufactura ModernaDocumento13 paginePreguntas Cap 4 Manufactura ModernaJavierNessuna valutazione finora
- 1472636232Documento48 pagine1472636232Mushini Nagabhushan33% (3)
- Projection of Planes Question Bank and SolutionsDocumento6 pagineProjection of Planes Question Bank and SolutionsJay S Ja'Na33% (3)
- Friction in Metal CuttingDocumento18 pagineFriction in Metal Cuttingaj87_goswami71% (7)
- Taylor'S Tool Life EquationDocumento15 pagineTaylor'S Tool Life EquationabrabarbaraNessuna valutazione finora
- A7dca BSDZVCFDocumento2 pagineA7dca BSDZVCFRAJANessuna valutazione finora
- HMT Unit 1Documento129 pagineHMT Unit 1Ramanathan Durai100% (4)
- Unit 1 - Gear Manufacturing ProcessDocumento54 pagineUnit 1 - Gear Manufacturing ProcessAkash DivateNessuna valutazione finora
- Spur Gear) SoluctionDocumento7 pagineSpur Gear) Soluctionrip111176Nessuna valutazione finora
- 77-3 Bevel GearDocumento7 pagine77-3 Bevel Gearrip1111760% (1)
- Gia Cong CokhiDocumento55 pagineGia Cong CokhitranngNessuna valutazione finora
- Tut 1Documento5 pagineTut 1foranangelqwertyNessuna valutazione finora
- HMWK 3 Problem SolutionsDocumento6 pagineHMWK 3 Problem SolutionsMD Al-AminNessuna valutazione finora
- Workbook Workbook Workbook Workbook Workbook: Try Yourself QuestionsDocumento26 pagineWorkbook Workbook Workbook Workbook Workbook: Try Yourself QuestionsShubham mishraNessuna valutazione finora
- Tutorial For Topic 2 - SolutionDocumento4 pagineTutorial For Topic 2 - Solutionmurwanashyaka augustin100% (1)
- Tutorial For Topic 2 - SolutionDocumento4 pagineTutorial For Topic 2 - SolutionmarceNessuna valutazione finora
- Design of Replaceent Scheme of Inadequate GussetDocumento9 pagineDesign of Replaceent Scheme of Inadequate GussetPartha GangopadhyayNessuna valutazione finora
- HW4 2013 Solution Heat TransferDocumento5 pagineHW4 2013 Solution Heat TransferAlbert StarkNessuna valutazione finora
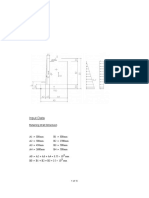
- Steel Structure DesignDocumento12 pagineSteel Structure DesignTalha tahirNessuna valutazione finora
- Aci BeamDocumento6 pagineAci BeamkumsbamaNessuna valutazione finora
- Design For Reinforcement in Pier: Slenderness RatioDocumento2 pagineDesign For Reinforcement in Pier: Slenderness RatioPreetam SundarayNessuna valutazione finora
- Torsion: Torsional Deformation of A Circular Shaft, Torsion Formula, Power TransmissionDocumento26 pagineTorsion: Torsional Deformation of A Circular Shaft, Torsion Formula, Power TransmissionHafiezul HassanNessuna valutazione finora
- Strap FootingDocumento6 pagineStrap Footingrukesh104Nessuna valutazione finora
- Base Plate Design Is 800-2007Documento6 pagineBase Plate Design Is 800-2007Suneesh P91% (11)
- Advanced IC EngineDocumento6 pagineAdvanced IC EngineThulasi RamNessuna valutazione finora
- 3 RD UNIT2 Marks AnswersDocumento57 pagine3 RD UNIT2 Marks AnswersThulasi RamNessuna valutazione finora
- HMT Unit 1Documento4 pagineHMT Unit 1Thulasi RamNessuna valutazione finora
- ME6502 Part A B C PDFDocumento12 pagineME6502 Part A B C PDFThulasi RamNessuna valutazione finora
- Syllabus PDFDocumento2 pagineSyllabus PDFThulasi RamNessuna valutazione finora
- Thermal Power PlantDocumento13 pagineThermal Power PlantThulasi RamNessuna valutazione finora
- Tutorialquestions Reheatrankinecycle 130225131731 Phpapp02Documento8 pagineTutorialquestions Reheatrankinecycle 130225131731 Phpapp02Thulasi RamNessuna valutazione finora
- Cell Phone Lock RemovalDocumento32 pagineCell Phone Lock RemovalThulasi Ram100% (2)
- Mpi TestDocumento7 pagineMpi TestThulasi RamNessuna valutazione finora
- FIn ProblemsDocumento8 pagineFIn ProblemsThulasi RamNessuna valutazione finora
- Esterification of Used Maduca Oil Using Theheterogeneous Mgo / Zro Catalyst For Production of BiodieselDocumento46 pagineEsterification of Used Maduca Oil Using Theheterogeneous Mgo / Zro Catalyst For Production of BiodieselThulasi RamNessuna valutazione finora
- Warm Space: Basic Civil and Mechanical Engineering Unit VDocumento11 pagineWarm Space: Basic Civil and Mechanical Engineering Unit VThulasi RamNessuna valutazione finora
- Five Days Summer Workshop in "Libre CAD Open Source Drafting SoftwareDocumento5 pagineFive Days Summer Workshop in "Libre CAD Open Source Drafting SoftwareThulasi RamNessuna valutazione finora
- BCM Hydralic TurbinesDocumento4 pagineBCM Hydralic TurbinesThulasi RamNessuna valutazione finora
- MFT IDocumento26 pagineMFT IThulasi RamNessuna valutazione finora
- Pattern Making PDFDocumento7 paginePattern Making PDFThulasi Ram75% (4)
- 1 Centre of MassDocumento18 pagine1 Centre of MassAashique100% (1)
- 02 Rob SwiftDocumento16 pagine02 Rob Swiftjitendra2786Nessuna valutazione finora
- Fundamentals of Molecular CatalysisDocumento537 pagineFundamentals of Molecular CatalysisSandeep SaiNessuna valutazione finora
- Particle Dynamics - Mechanics For IIT JEEDocumento34 pagineParticle Dynamics - Mechanics For IIT JEEfaizan123khanNessuna valutazione finora
- Chemistry 12 PDFDocumento83 pagineChemistry 12 PDFAnonymous 8V2iHxBNessuna valutazione finora
- Presented To: Dr. Islam Ullah Khan Presented By: Khadeeja Ikram Roll No: 0164-BH-CHEM-11Documento45 paginePresented To: Dr. Islam Ullah Khan Presented By: Khadeeja Ikram Roll No: 0164-BH-CHEM-11Abiyot NeguNessuna valutazione finora
- Chemistry Mar 2009 EngDocumento8 pagineChemistry Mar 2009 EngPrasad C M100% (1)
- CBSE Model QP Class XIDocumento4 pagineCBSE Model QP Class XIroythomascNessuna valutazione finora
- Vehicle TechnologiesDocumento16 pagineVehicle TechnologiesAhmet YaylıNessuna valutazione finora
- PHY 101 Chapter 10 PostDocumento33 paginePHY 101 Chapter 10 PostkjneroNessuna valutazione finora
- SFD and BMD in FramesDocumento98 pagineSFD and BMD in FramesSYifa ShuhaIliNessuna valutazione finora
- Composite ColumnsDocumento49 pagineComposite ColumnsPrasad GN100% (2)
- Virtual Work and Power BalanceDocumento5 pagineVirtual Work and Power BalanceAlessio ScarabelliNessuna valutazione finora
- RCA - Power Transistor Applications Manual (OCR)Documento288 pagineRCA - Power Transistor Applications Manual (OCR)miguellm507180% (5)
- Diode RectifiersDocumento64 pagineDiode RectifiersAmineNessuna valutazione finora
- CSWIP Sample QuestionsDocumento31 pagineCSWIP Sample QuestionsNeo80% (5)
- PhysicsBowl 2013Documento11 paginePhysicsBowl 2013Ajay NegiNessuna valutazione finora
- Physics 2008 P2Documento11 paginePhysics 2008 P2Rishi Gopie100% (3)
- Peperiksaan Percubaan SPM 2004Documento29 paginePeperiksaan Percubaan SPM 2004Carolyn Chang Boon ChuiNessuna valutazione finora
- Lesson 3 - Synthesis of Elements in The LaboratoryDocumento62 pagineLesson 3 - Synthesis of Elements in The Laboratorytheresa balatico100% (1)
- Lightolier Calculite HID Downlighting Catalog 1994Documento36 pagineLightolier Calculite HID Downlighting Catalog 1994Alan MastersNessuna valutazione finora
- Chem 4Documento103 pagineChem 4César Arenas100% (1)
- Phan Mem FBDocumento919 paginePhan Mem FBAnonymous DNb6yWERfBNessuna valutazione finora
- Column ChromatographyDocumento40 pagineColumn ChromatographyRita BhattaNessuna valutazione finora
- Residual StressesDocumento30 pagineResidual StressesFarhan AbbasNessuna valutazione finora
- Cebu Institute of Technology University: ECE 162 W1Documento8 pagineCebu Institute of Technology University: ECE 162 W1meshin yuNessuna valutazione finora
- MathCAD - Retaining Wall FoundationDocumento6 pagineMathCAD - Retaining Wall FoundationValentinNessuna valutazione finora
- MahatoDocumento20 pagineMahatoRiswanAghanShaputraNessuna valutazione finora
- Fan Reverse EngineeringDocumento14 pagineFan Reverse Engineeringapi-332478778Nessuna valutazione finora
- CHEM1007Session FinalExamPracticeDocumento2 pagineCHEM1007Session FinalExamPracticeRoop SinghNessuna valutazione finora
- The Game: Penetrating the Secret Society of Pickup ArtistsDa EverandThe Game: Penetrating the Secret Society of Pickup ArtistsValutazione: 4 su 5 stelle4/5 (131)
- Secrets of the Millionaire Mind: Mastering the Inner Game of WealthDa EverandSecrets of the Millionaire Mind: Mastering the Inner Game of WealthValutazione: 4.5 su 5 stelle4.5/5 (197)
- Proof of Heaven: A Neurosurgeon's Journey into the AfterlifeDa EverandProof of Heaven: A Neurosurgeon's Journey into the AfterlifeValutazione: 3.5 su 5 stelle3.5/5 (165)
- Romantic Weekends in Northern & Central FloridaDa EverandRomantic Weekends in Northern & Central FloridaNessuna valutazione finora
- Jamaica: A Guide to the Food & RestaurantsDa EverandJamaica: A Guide to the Food & RestaurantsValutazione: 4 su 5 stelle4/5 (1)
- Geneva, Lausanne, Fribourg & Western Switzerland Travel AdventuresDa EverandGeneva, Lausanne, Fribourg & Western Switzerland Travel AdventuresNessuna valutazione finora
- Coastal Alaska & the Inside Passage Adventure Travel GuideDa EverandCoastal Alaska & the Inside Passage Adventure Travel GuideNessuna valutazione finora
- Hollywood & the Best of Los Angeles Travel GuideDa EverandHollywood & the Best of Los Angeles Travel GuideValutazione: 4.5 su 5 stelle4.5/5 (2)