Potrebbero piacerti anche
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Da EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Valutazione: 5 su 5 stelle5/5 (1)
- High-Carbon Anti-Friction Bearing Steel: Standard Specification ForDocumento4 pagineHigh-Carbon Anti-Friction Bearing Steel: Standard Specification ForTriveni Forge QCNessuna valutazione finora
- Astm b85 1984Documento7 pagineAstm b85 1984Siddhi Sharma100% (1)
- A1018Documento5 pagineA1018Aleksei AvilaNessuna valutazione finora
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesDocumento7 pagineASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaNessuna valutazione finora
- Astm A311 - 2015 - ObsoletoDocumento4 pagineAstm A311 - 2015 - ObsoletoRicardo Ricardo100% (1)
- Astm b162Documento9 pagineAstm b162Johan ConradieNessuna valutazione finora
- F879MDocumento6 pagineF879MmsbarretosNessuna valutazione finora
- ASME B18 8 100M 2000 Spring PinsDocumento57 pagineASME B18 8 100M 2000 Spring Pinshcsharma1967Nessuna valutazione finora
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocumento31 pagineSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements Foralucard375Nessuna valutazione finora
- Steel Bars, Alloys, For NitridingDocumento2 pagineSteel Bars, Alloys, For Nitridingruben carcamoNessuna valutazione finora
- F1136F1136M 11Documento3 pagineF1136F1136M 11Manuel Antonio Santos Vargas0% (1)
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDocumento9 pagineSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadNessuna valutazione finora
- Astm A838Documento4 pagineAstm A838RATHNAKUMARANessuna valutazione finora
- A675/A675MDocumento5 pagineA675/A675Mpavan_joshi_5100% (1)
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocumento4 pagineSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuNessuna valutazione finora
- Free-Machining Stainless Steel Bars: Standard Specification ForDocumento4 pagineFree-Machining Stainless Steel Bars: Standard Specification ForLuciano Grassi KuyvenNessuna valutazione finora
- A829Documento4 pagineA829Deepak GovindanNessuna valutazione finora
- A 607 PDFDocumento4 pagineA 607 PDFGustavo Suarez100% (1)
- A449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseDocumento7 pagineA449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseislamakthamNessuna valutazione finora
- Stainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDocumento7 pagineStainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDanZel DanNessuna valutazione finora
- Astm b169Documento4 pagineAstm b169ANIL100% (1)
- Astm A582 - A582m-22Documento4 pagineAstm A582 - A582m-221965karanfil6Nessuna valutazione finora
- Astm A646 A646mDocumento5 pagineAstm A646 A646mJosé de Paula MoreiraNessuna valutazione finora
- A299 A299m (2001) Standard Specification For Pressure Vessel Plates, Carbon Steel, Manganese-Si PDFDocumento2 pagineA299 A299m (2001) Standard Specification For Pressure Vessel Plates, Carbon Steel, Manganese-Si PDFGagan SinghNessuna valutazione finora
- Cold-Drawn, Stress-Relieved Carbon Steel Bars Subject To Mechanical Property RequirementsDocumento4 pagineCold-Drawn, Stress-Relieved Carbon Steel Bars Subject To Mechanical Property Requirementssharon blushteinNessuna valutazione finora
- Astm b108-Aluminium-Alloy Permanent Mold CastingsDocumento18 pagineAstm b108-Aluminium-Alloy Permanent Mold CastingsEldennisNessuna valutazione finora
- Astm A321Documento2 pagineAstm A321clevercog0% (1)
- ASTM-F1941-F1941M Standard Specification For Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricDocumento14 pagineASTM-F1941-F1941M Standard Specification For Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricSinan Chen100% (1)
- A 1018 - A 1018M - 16aDocumento8 pagineA 1018 - A 1018M - 16aJose Anisio Silva0% (1)
- A 1070 - 16Documento8 pagineA 1070 - 16Nguyễn Như ThếNessuna valutazione finora
- SAEDocumento8 pagineSAEEnriqueGDNessuna valutazione finora
- B26B26MDocumento14 pagineB26B26MAbraham MallisaNessuna valutazione finora
- ASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDocumento8 pagineASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDagoberto AguilarNessuna valutazione finora
- Brass Rod, Bar, and Shapes: Standard Specification ForDocumento7 pagineBrass Rod, Bar, and Shapes: Standard Specification ForMuthuswamyNessuna valutazione finora
- ASTM A580 2006 Standard Specification For Stainless Steel WireDocumento5 pagineASTM A580 2006 Standard Specification For Stainless Steel WireEidrish Shaikh100% (2)
- Stainless Steel Bars and Shapes: Standard Specification ForDocumento7 pagineStainless Steel Bars and Shapes: Standard Specification ForMarcelo Santos100% (1)
- Sae Ams-H-6875b-2010Documento22 pagineSae Ams-H-6875b-2010dmt1905100% (1)
- Astm A506Documento4 pagineAstm A506Fabio SegattoNessuna valutazione finora
- Astm A484-A484m-00Documento12 pagineAstm A484-A484m-00Razvan Andrei GiuscaNessuna valutazione finora
- B 21 - B 21M - 14Documento8 pagineB 21 - B 21M - 14Ahmed BilalNessuna valutazione finora
- Stainless Steel Socket Head Cap Screws: Standard Specification ForDocumento8 pagineStainless Steel Socket Head Cap Screws: Standard Specification ForMarcelo BarretosNessuna valutazione finora
- Astm A108Documento4 pagineAstm A108scriptd_ozd3n100% (3)
- Ionic Technologies Aerospace Heat Treatment and Nitriding ServicesDocumento3 pagineIonic Technologies Aerospace Heat Treatment and Nitriding ServicesSinan YıldızNessuna valutazione finora
- Astm A747Documento4 pagineAstm A747Srinivasan KrishnamoorthyNessuna valutazione finora
- Astm A293-2022Documento10 pagineAstm A293-2022CarlosNessuna valutazione finora
- Astm A564Documento10 pagineAstm A564chetan_thakur4278100% (1)
- Astm A314 PDFDocumento3 pagineAstm A314 PDFMatyash MatyashNessuna valutazione finora
- QQ N 290aDocumento17 pagineQQ N 290aBryan MartinezNessuna valutazione finora
- WSS M1P94 ADocumento9 pagineWSS M1P94 AAleks SenaNessuna valutazione finora
- Astm A574Documento9 pagineAstm A574Jose Angel RodriguezNessuna valutazione finora
- Astm A1008 12aDocumento9 pagineAstm A1008 12aAleks SenaNessuna valutazione finora
- Sae J429Documento8 pagineSae J429David Lay IINessuna valutazione finora
- A322Documento4 pagineA322rgi178Nessuna valutazione finora
- Astm F 835 PDFDocumento6 pagineAstm F 835 PDFDan Dela Peña100% (1)
- Astm A307 1978 PDFDocumento6 pagineAstm A307 1978 PDFalvaedison00Nessuna valutazione finora
- Sa 307Documento8 pagineSa 307Web LogueandoNessuna valutazione finora
- A307 PDFDocumento6 pagineA307 PDFmuthunayakeNessuna valutazione finora
- A 307 - 02 - Qtmwny0wmgDocumento6 pagineA 307 - 02 - Qtmwny0wmgvhenriquezmNessuna valutazione finora
- Astm A-449Documento8 pagineAstm A-449Anonymous GhPzn1x100% (2)
- Calculating Caloric ExpenditureDocumento2 pagineCalculating Caloric ExpenditurerensieoviNessuna valutazione finora
- Rivets Stainless Steel DomeDocumento1 paginaRivets Stainless Steel DomerensieoviNessuna valutazione finora
- Engineering & Piping DesignDocumento36 pagineEngineering & Piping DesignkumarkumaeNessuna valutazione finora
- Stress Analysis of Piping SystemsDocumento108 pagineStress Analysis of Piping SystemsShijumon KpNessuna valutazione finora
- Design For CreepDocumento437 pagineDesign For Creeprensieovi100% (1)
- Ati 316ti Tds en v1Documento5 pagineAti 316ti Tds en v1rensieoviNessuna valutazione finora
- Piping Specifications HarrisDocumento27 paginePiping Specifications Harrisrensieovi100% (2)
- Astm A82 1979Documento6 pagineAstm A82 1979rensieoviNessuna valutazione finora
- Astm A391 1965Documento6 pagineAstm A391 1965rensieoviNessuna valutazione finora
- Astm b858 1995Documento6 pagineAstm b858 1995rensieoviNessuna valutazione finora
- Stress Concentrations From Mechanical Design - An Integrated Approach - Ansel C UguralDocumento7 pagineStress Concentrations From Mechanical Design - An Integrated Approach - Ansel C Uguralmarkbnichols_scribdNessuna valutazione finora
- 149 Atzori - Manara - Meneg ITALY Paper FINALDocumento8 pagine149 Atzori - Manara - Meneg ITALY Paper FINALrensieoviNessuna valutazione finora
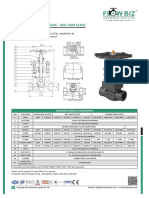
- FlowBiz Forged Steel Globe Valve 1500 ClassDocumento2 pagineFlowBiz Forged Steel Globe Valve 1500 ClassFlowBiz Exports Pvt. Ltd.Nessuna valutazione finora
- Materials Guideline Update: Preliminary Survey ResultsDocumento44 pagineMaterials Guideline Update: Preliminary Survey ResultsmrinalkantibhaduriNessuna valutazione finora
- Deformation of Solids: 1-Nov 01-Q/5Documento3 pagineDeformation of Solids: 1-Nov 01-Q/5Coolman PoonNessuna valutazione finora
- 1 s2.0 0043164895900322 Main PDFDocumento5 pagine1 s2.0 0043164895900322 Main PDFMaría MGNessuna valutazione finora
- Technical Specification of ABC Cable - Ergon EnergyDocumento61 pagineTechnical Specification of ABC Cable - Ergon EnergySatyaNessuna valutazione finora
- Meta Lab ManualDocumento66 pagineMeta Lab Manualharshal wasnik100% (1)
- Sae SymbolDocumento1 paginaSae Symbolnate anantathatNessuna valutazione finora
- Seismic Design Coefficients From ASCE 7-10-2Documento5 pagineSeismic Design Coefficients From ASCE 7-10-2Bunkun15Nessuna valutazione finora
- Air HorseDocumento8 pagineAir HorseLasitha ChathurangaNessuna valutazione finora
- Radiography Interpretation PDFDocumento220 pagineRadiography Interpretation PDFVijay Kumar100% (1)
- Soal Senyawa Kimia PDFDocumento4 pagineSoal Senyawa Kimia PDFLewi Petrik HorayosNessuna valutazione finora
- New From Kennedy Valve: The Vintage Hydrant The Patriot Hydrant Check ValveDocumento14 pagineNew From Kennedy Valve: The Vintage Hydrant The Patriot Hydrant Check ValveM Kumar MarimuthuNessuna valutazione finora
- New Fashioned BillycartDocumento2 pagineNew Fashioned BillycartAntônio CastroNessuna valutazione finora
- Saej 524 V 002Documento5 pagineSaej 524 V 002Marcos Verissimo Juca de PaulaNessuna valutazione finora
- Powell Gate ValvesDocumento3 paginePowell Gate Valveszguy360Nessuna valutazione finora
- Structural Behaviour of Bolted Moment Connections in Cold-Formed Steel Beam-Column Sub-FramesDocumento22 pagineStructural Behaviour of Bolted Moment Connections in Cold-Formed Steel Beam-Column Sub-FramesAniket DubeNessuna valutazione finora
- Powerpoint Templates: Metallic Materials Constraints for SpacecraftDocumento71 paginePowerpoint Templates: Metallic Materials Constraints for Spacecraftleila hanjani hanantoNessuna valutazione finora
- Mikrotest Op ManualDocumento4 pagineMikrotest Op ManualmgmqroNessuna valutazione finora
- Pedrollo Submersible Vortex Pump - VXDocumento2 paginePedrollo Submersible Vortex Pump - VXGeorge CobraNessuna valutazione finora
- API 571 Damage MechanismsDocumento42 pagineAPI 571 Damage MechanismsIsmail Jamaluddin100% (1)
- Creep TestDocumento18 pagineCreep Testdeemi75Nessuna valutazione finora
- AccumulatorsDocumento9 pagineAccumulatorsBaldo CastilloNessuna valutazione finora
- Champion Dual Disc Wafer Check ValvesDocumento8 pagineChampion Dual Disc Wafer Check ValvesShanghai koko ValvesNessuna valutazione finora
- Agar PedaDocumento8 pagineAgar PedaSuresh JeevaNessuna valutazione finora
- Crosby ShacklesDocumento1 paginaCrosby Shacklesroy sihalohoNessuna valutazione finora
- Compression Spring Design InfoDocumento4 pagineCompression Spring Design Infomprabhu4youNessuna valutazione finora
- INFORME MetalografiaDocumento9 pagineINFORME MetalografiaRhaiNessuna valutazione finora
- Transmission OPGW Fittings ClosuresDocumento20 pagineTransmission OPGW Fittings ClosuresARCC2030Nessuna valutazione finora
- Sheet MetalDocumento11 pagineSheet Metalshah_faizan123Nessuna valutazione finora