Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Vessel FigDocumento1 paginaVessel FigSampath KumarNessuna valutazione finora
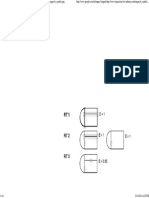
- Pressure Vessel Head Shapes - Piping DesignerDocumento3 paginePressure Vessel Head Shapes - Piping DesignerSampath KumarNessuna valutazione finora
- Distance Between Weld To WeldDocumento1 paginaDistance Between Weld To WeldSampath KumarNessuna valutazione finora
- API 653 Study PlanDocumento7 pagineAPI 653 Study PlanJeganeswaranNessuna valutazione finora
- API 510 PC 05mar05 Summmary of NDT Asme Viii 1Documento1 paginaAPI 510 PC 05mar05 Summmary of NDT Asme Viii 1Sampath KumarNessuna valutazione finora
- Heat Treatment Cracking)Documento132 pagineHeat Treatment Cracking)Usman LiaqatNessuna valutazione finora
- Andhra Jyothi CalendarDocumento8 pagineAndhra Jyothi CalendarMunirajulu McNessuna valutazione finora
- RT SymbolDocumento1 paginaRT SymbolSampath KumarNessuna valutazione finora
- Sampath Kumar: From: Sent: To: CC: SubjectDocumento12 pagineSampath Kumar: From: Sent: To: CC: SubjectSampath KumarNessuna valutazione finora
- Andhra Jyothi CalendarDocumento8 pagineAndhra Jyothi CalendarMunirajulu McNessuna valutazione finora
- DIN Material Equivalent PDFDocumento13 pagineDIN Material Equivalent PDFMuralitclNessuna valutazione finora
- Tank TypeDocumento1 paginaTank TypeSampath KumarNessuna valutazione finora
- Base PlateDocumento1 paginaBase PlateSampath KumarNessuna valutazione finora
- SYLLABUSDocumento2 pagineSYLLABUSSampath KumarNessuna valutazione finora
- Cswip Part 1Documento140 pagineCswip Part 1Sampath KumarNessuna valutazione finora
- Cswip3.1 Part2Documento140 pagineCswip3.1 Part2Sampath KumarNessuna valutazione finora
- Equalozation Tower AFC IssueDocumento1 paginaEqualozation Tower AFC IssueSampath KumarNessuna valutazione finora
- Distance Between Weld To WeldDocumento1 paginaDistance Between Weld To WeldSampath KumarNessuna valutazione finora
- Grating STD DesignDocumento3 pagineGrating STD DesignSampath KumarNessuna valutazione finora
- A999Documento11 pagineA999Sampath Kumar100% (1)
- Wide Flange Beam SpecificationDocumento3 pagineWide Flange Beam SpecificationSampath KumarNessuna valutazione finora
- Steel W-Shape Section DataDocumento7 pagineSteel W-Shape Section DataSampath KumarNessuna valutazione finora
- Cswip Part 1Documento140 pagineCswip Part 1Sampath KumarNessuna valutazione finora
- Icp Fee Structure Effective January 2014: Initial Certification API Member Price Non Member PriceDocumento2 pagineIcp Fee Structure Effective January 2014: Initial Certification API Member Price Non Member PriceSampath KumarNessuna valutazione finora
- Wide Flange Beam SpecificationDocumento3 pagineWide Flange Beam SpecificationSampath KumarNessuna valutazione finora
- Structural Steel W Flange Section Properties Moment of Inertia, Steel Beam Size, Cross Section Area - Engineers EdgeDocumento2 pagineStructural Steel W Flange Section Properties Moment of Inertia, Steel Beam Size, Cross Section Area - Engineers EdgeSampath Kumar50% (2)
- Cswip3.1 Part2Documento140 pagineCswip3.1 Part2Sampath KumarNessuna valutazione finora
- Typical Material Specifications For Major Component PartsDocumento9 pagineTypical Material Specifications For Major Component PartsSampath KumarNessuna valutazione finora
- Heat Treatment Cracking)Documento132 pagineHeat Treatment Cracking)Usman LiaqatNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- UTP Sugar EN 2019 GL 186 Preview PDFDocumento8 pagineUTP Sugar EN 2019 GL 186 Preview PDFMike CheNessuna valutazione finora
- Strength Characteristics of Go-Kart Rear Axle On Mechanical PropertiesDocumento7 pagineStrength Characteristics of Go-Kart Rear Axle On Mechanical PropertiesInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- 1233051969ct 109 Smelter ContractsDocumento4 pagine1233051969ct 109 Smelter ContractsZVIKOMBORERONessuna valutazione finora
- Introduction 1.. FoundryDocumento112 pagineIntroduction 1.. FoundryDhananjay Shimpi100% (1)
- Cas$ng:: Advantages DisadvantagesDocumento49 pagineCas$ng:: Advantages DisadvantagesakjeevananthamNessuna valutazione finora
- Duplex Stainless Steels - A Simple Guide: How The Austenite/Ferrite Balance Is AchievedDocumento4 pagineDuplex Stainless Steels - A Simple Guide: How The Austenite/Ferrite Balance Is AchievedAndy PhoenixNessuna valutazione finora
- AMP MicroprojectDocumento13 pagineAMP Microprojectprasad patil33% (3)
- 20160331070853-5122 37MnSi5 PDFDocumento2 pagine20160331070853-5122 37MnSi5 PDFAnonymous yNuNE1iMW3Nessuna valutazione finora
- RSC ConduitDocumento3 pagineRSC ConduitelsalseritoNessuna valutazione finora
- Tabel 1. Unsur-Unsur Yang Sudah DitemukanDocumento1 paginaTabel 1. Unsur-Unsur Yang Sudah Ditemukanmardhyati albanjariNessuna valutazione finora
- Magnesium Alloys: Raw Material ProductionDocumento25 pagineMagnesium Alloys: Raw Material Productionmohamad hafizNessuna valutazione finora
- Gmaw PDFDocumento169 pagineGmaw PDFsalman GtrNessuna valutazione finora
- Lighting ColumnsDocumento304 pagineLighting Columnsnebes100% (1)
- Rolling FinalDocumento7 pagineRolling FinalHaroon Karim BalochNessuna valutazione finora
- Joints and FittingsDocumento19 pagineJoints and FittingsniezajanepatnaNessuna valutazione finora
- Design Pressure PSVDocumento8 pagineDesign Pressure PSVHendra YudistiraNessuna valutazione finora
- High Temperature Corrosion Exh ValvesDocumento6 pagineHigh Temperature Corrosion Exh ValvesCvita CvitićNessuna valutazione finora
- Judd Foundation Guidelines - For The Care and Handling of Judd Works in Metal PDFDocumento60 pagineJudd Foundation Guidelines - For The Care and Handling of Judd Works in Metal PDFJoão Henrique Ribeiro BarbosaNessuna valutazione finora
- Visa Steel LimitedDocumento7 pagineVisa Steel LimitedDurgadatta RayNessuna valutazione finora
- Manufacturing Process - 2: Sot, PdpuDocumento114 pagineManufacturing Process - 2: Sot, PdpuDipen KNessuna valutazione finora
- A 29 - A 29M - 16Documento17 pagineA 29 - A 29M - 16Isabel Christina Gonzalez MoralesNessuna valutazione finora
- P1 A C LHDocumento2 pagineP1 A C LHMohamed Reda HusseinNessuna valutazione finora
- Analysis of Indian Iron and Steel IndustryDocumento70 pagineAnalysis of Indian Iron and Steel IndustryMishra SanatNessuna valutazione finora
- ASTM A193-A193M-04cDocumento12 pagineASTM A193-A193M-04cNadhiraNessuna valutazione finora
- Welding ProceduresDocumento29 pagineWelding ProceduresLaith Salman100% (1)
- Fundamentals of PreheatDocumento2 pagineFundamentals of PreheatErivaldo ConstantNessuna valutazione finora
- WWW - Iron Foundry - Com ASTM A802 Steel Castings Surface AcDocumento10 pagineWWW - Iron Foundry - Com ASTM A802 Steel Castings Surface AcTYSONNessuna valutazione finora
- Sand Casting: Pouring Cup Cope Down Sprue RiserDocumento71 pagineSand Casting: Pouring Cup Cope Down Sprue Riservenkat4Nessuna valutazione finora
- Acumuladores No ReparablesDocumento5 pagineAcumuladores No ReparablesOvRrj AhmedNessuna valutazione finora
- In Plant Industrial Training Undertaken atDocumento47 pagineIn Plant Industrial Training Undertaken atyttftfiugiuiuNessuna valutazione finora