Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Us 60951Documento2 pagineUs 60951asdfasfNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
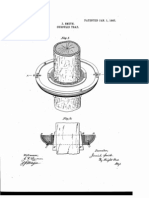
- H. K. Smith.: No. 60,950. Y. Patented Jan. L, 1867Documento3 pagineH. K. Smith.: No. 60,950. Y. Patented Jan. L, 1867asdfasfNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- @értitrh .. Tstrs Gaunt @ffirn.: Amor Smith, 0F Cincinnati, OhioDocumento1 pagina@értitrh .. Tstrs Gaunt @ffirn.: Amor Smith, 0F Cincinnati, OhioasdfasfNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Patented Jan. 1, I867 V: Z. SperryDocumento3 paginePatented Jan. 1, I867 V: Z. SperryasdfasfNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Us 60945Documento2 pagineUs 60945asdfasfNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Us 60949Documento3 pagineUs 60949asdfasfNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- N. Puckett. - : Centering ToolDocumento2 pagineN. Puckett. - : Centering ToolasdfasfNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
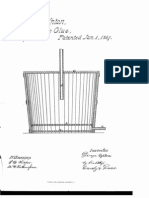
- Nit2h Giant Gaunt @F?SR.: IMPROVEMENT M Rsrsnsvme BUTTER, MEAT 6mDocumento1 paginaNit2h Giant Gaunt @F?SR.: IMPROVEMENT M Rsrsnsvme BUTTER, MEAT 6masdfasfNessuna valutazione finora
- Gems "Tetra GM": Ffinr.: John '1 . Sohenck, JR, or ' Matteawan, New YorkDocumento1 paginaGems "Tetra GM": Ffinr.: John '1 . Sohenck, JR, or ' Matteawan, New YorkasdfasfNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Making Eyelets'.: L. RichardsDocumento3 pagineMaking Eyelets'.: L. RichardsasdfasfNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Nitrii Tetra Gaunt Ffirr.: Adolphe Roque, of Brire, France, Assignor To Jacques Guedin, ofDocumento1 paginaNitrii Tetra Gaunt Ffirr.: Adolphe Roque, of Brire, France, Assignor To Jacques Guedin, ofasdfasfNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Nitrh Tatte-Lgaunt @ffirt.: Simon Stevens, On New York, N. YDocumento1 paginaNitrh Tatte-Lgaunt @ffirt.: Simon Stevens, On New York, N. YasdfasfNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Refrigerator.: 2 Sheets Sheet 1.' C. F. Pike"Documento5 pagineRefrigerator.: 2 Sheets Sheet 1.' C. F. Pike"asdfasfNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- No. 60,932. - Patented Jan: 1, "1867.: S. J . PEETDocumento2 pagineNo. 60,932. - Patented Jan: 1, "1867.: S. J . PEETasdfasfNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- No. 60,930. Patented Jan. 1, 1867.:: LllliiilitillllllDocumento2 pagineNo. 60,930. Patented Jan. 1, 1867.:: LllliiilitillllllasdfasfNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- F. F. Reynolds.: No. 60,938. ' Patented Jan. Ì, - 867Documento2 pagineF. F. Reynolds.: No. 60,938. ' Patented Jan. Ì, - 867asdfasfNessuna valutazione finora
- Guivt?h Gist" Gamut @F?M: Richard B. Stevenson, F-York Township, OhioDocumento1 paginaGuivt?h Gist" Gamut @F?M: Richard B. Stevenson, F-York Township, OhioasdfasfNessuna valutazione finora
- No. 60,958. Patented Jan. I, 1867.: H. C. Stewart. Glue PotDocumento2 pagineNo. 60,958. Patented Jan. I, 1867.: H. C. Stewart. Glue PotasdfasfNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Guitar Girders Gaunt @ffirr: Frank W. Sterry, of Morrisania, New YorkDocumento1 paginaGuitar Girders Gaunt @ffirr: Frank W. Sterry, of Morrisania, New YorkasdfasfNessuna valutazione finora
- Blanking Box Holder.: .G. W. TaylorDocumento2 pagineBlanking Box Holder.: .G. W. TaylorasdfasfNessuna valutazione finora
- TTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTT A DDocumento2 pagineTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTT A DasdfasfNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- MSDS - SpaDocumento6 pagineMSDS - SpaChing ching FongNessuna valutazione finora
- Pearson Type IV Characteristic Function 1196285389Documento9 paginePearson Type IV Characteristic Function 1196285389peppas4643Nessuna valutazione finora
- The Power Rule and Other Rules For DifferentiationDocumento23 pagineThe Power Rule and Other Rules For DifferentiationAngel EngbinoNessuna valutazione finora
- UNIT-I Impact of Jet On VanesDocumento8 pagineUNIT-I Impact of Jet On VanesAjeet Kumar75% (4)
- Training Evaluation Form: Seven Seas HotelDocumento2 pagineTraining Evaluation Form: Seven Seas HotelPiyush SevenseasNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Art in Our Life.Documento2 pagineArt in Our Life.hhNessuna valutazione finora
- Breeding Objectives, Selection Criteria and Breeding System of Indigenous Goat Types in Bale Zone, Oromia, EthiopiaDocumento10 pagineBreeding Objectives, Selection Criteria and Breeding System of Indigenous Goat Types in Bale Zone, Oromia, EthiopiareinpolyNessuna valutazione finora
- Bắc NinhDocumento17 pagineBắc Ninhenfa.work.confNessuna valutazione finora
- Layers - of - The - Atmosphere Final Na GrabeDocumento23 pagineLayers - of - The - Atmosphere Final Na GrabeJustine PamaNessuna valutazione finora
- Effect of Coffee Processing Plant Effluent On The Physicochemical Properties of Receiving Water Bodies, Jimma Zone EthiopiaDocumento8 pagineEffect of Coffee Processing Plant Effluent On The Physicochemical Properties of Receiving Water Bodies, Jimma Zone EthiopiaNigist FekedeNessuna valutazione finora
- Ifc 8thconf 4c4papDocumento29 pagineIfc 8thconf 4c4papgauravpassionNessuna valutazione finora
- ISC Class 12 Maths Important QuestionsDocumento2 pagineISC Class 12 Maths Important QuestionsdhinchakclashersNessuna valutazione finora
- Pengaruh Kelas Lereng Dan Tutupan Lahan Terhadap Solum Tanah, Kedalaman Efektif Akar Dan PH TanahDocumento10 paginePengaruh Kelas Lereng Dan Tutupan Lahan Terhadap Solum Tanah, Kedalaman Efektif Akar Dan PH TanahAPRI YANSYAHNessuna valutazione finora
- DESIGN AND ANALYSIS OF HYDRAULIC POWERPACK AND PUMcalculationsDocumento10 pagineDESIGN AND ANALYSIS OF HYDRAULIC POWERPACK AND PUMcalculationssubhasNessuna valutazione finora
- Memory Research Paper ExampleDocumento8 pagineMemory Research Paper Examplexhzscbbkf100% (1)
- Signed PAN: Erwin Panofsky's (1892-1968) "The History of Art As A Humanistic Discipline" (Princeton, 1938)Documento94 pagineSigned PAN: Erwin Panofsky's (1892-1968) "The History of Art As A Humanistic Discipline" (Princeton, 1938)Adrian Anton MarinNessuna valutazione finora
- Diploma in Mechanical Engineering Colleges in NoidaDocumento3 pagineDiploma in Mechanical Engineering Colleges in NoidaGalgotias UniversityNessuna valutazione finora
- Coulombs LawDocumento8 pagineCoulombs LawDaniel Esteban Pinto ChaparroNessuna valutazione finora
- Earth Subsystem: BiosphereDocumento17 pagineEarth Subsystem: BiosphereRhiza Mae LaxNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Logical Reasoning PDFDocumento224 pagineLogical Reasoning PDFBalu Balaji86% (7)
- Popular Horoscopes and The "Barnum Effect" PDFDocumento12 paginePopular Horoscopes and The "Barnum Effect" PDFYilbert Oswaldo Jimenez CanoNessuna valutazione finora
- Creating and Renewing Urban Structures - Tall Buildings, Bridges and InfrastructureDocumento2 pagineCreating and Renewing Urban Structures - Tall Buildings, Bridges and InfrastructureDesign explorer olomizanaNessuna valutazione finora
- Oral Dosage Forms BrochureDocumento20 pagineOral Dosage Forms Brochureselvi aklailia rosaNessuna valutazione finora
- Ultra Mag™ Electromagnetic Flow Meter Submittal PackageDocumento19 pagineUltra Mag™ Electromagnetic Flow Meter Submittal PackageSalvador HernándezNessuna valutazione finora
- Applied Cognitive Psychology - Lecture 1 - Introduction &. Everyday MemoryDocumento69 pagineApplied Cognitive Psychology - Lecture 1 - Introduction &. Everyday MemorybNessuna valutazione finora
- Alt Bar Fri Hun Pat Price Rain Res Type Est Willwait: Example Attributes GoalDocumento19 pagineAlt Bar Fri Hun Pat Price Rain Res Type Est Willwait: Example Attributes GoalSan JongNessuna valutazione finora
- Executive MBA BrochureDocumento36 pagineExecutive MBA BrochureAzad AMİROVNessuna valutazione finora
- BSBSUS601 Ass Task 1 - v2.1Documento4 pagineBSBSUS601 Ass Task 1 - v2.1Nupur VermaNessuna valutazione finora
- CBSE Class 10 Light Reflection and Refraction Study NotesDocumento19 pagineCBSE Class 10 Light Reflection and Refraction Study NotesKanchana SriramuluNessuna valutazione finora
- 2019jahh 22 447GDocumento12 pagine2019jahh 22 447GTomi DwiNessuna valutazione finora
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiDa EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiValutazione: 4 su 5 stelle4/5 (3)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeDa EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeValutazione: 5 su 5 stelle5/5 (2)
- Edward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsDa EverandEdward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsNessuna valutazione finora
- House Rules: How to Decorate for Every Home, Style, and BudgetDa EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNessuna valutazione finora
- The Martha Manual: How to Do (Almost) EverythingDa EverandThe Martha Manual: How to Do (Almost) EverythingValutazione: 4 su 5 stelle4/5 (11)