Potrebbero piacerti anche
- Grease Refill QtyDocumento3 pagineGrease Refill QtyParmasamy SubramaniNessuna valutazione finora
- Motor Regreasing PGMDocumento8 pagineMotor Regreasing PGMmuhamad.badar9285Nessuna valutazione finora
- A PROVEN ELECTRIC MOTOR REGREASING PROGRAMDocumento6 pagineA PROVEN ELECTRIC MOTOR REGREASING PROGRAMhamidkarimi_zpcNessuna valutazione finora
- LubeCoach Volume and Frequency Recommendations PDFDocumento13 pagineLubeCoach Volume and Frequency Recommendations PDFEstebanRiveraNessuna valutazione finora
- Understanding proper lubrication from a bearing's perspectiveDocumento22 pagineUnderstanding proper lubrication from a bearing's perspectiveengrsurifNessuna valutazione finora
- How To Write A Lubrication ProcedureDocumento5 pagineHow To Write A Lubrication ProceduremawooaNessuna valutazione finora
- M4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSDocumento45 pagineM4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSnaresh100% (1)
- Wear Particle Analysis of OilDocumento7 pagineWear Particle Analysis of OilChandan KumarNessuna valutazione finora
- Clean Oil GuideDocumento28 pagineClean Oil GuideAlex VulpeNessuna valutazione finora
- LT32599 10Documento38 pagineLT32599 10Angela BaileyNessuna valutazione finora
- Care and Maintenance of BearingsDocumento25 pagineCare and Maintenance of BearingsRaul GomezNessuna valutazione finora
- Grease Lubrication Mechanisms in Rolling Bearing Systems: Piet M. LugtDocumento4 pagineGrease Lubrication Mechanisms in Rolling Bearing Systems: Piet M. LugtAntonio Marques SilvaNessuna valutazione finora
- Grease Select Guide PDFDocumento12 pagineGrease Select Guide PDFeng13Nessuna valutazione finora
- Update Your Bearing Protector Knowledge, Part 1 of 2: Rotating Labyrinth SealsDocumento7 pagineUpdate Your Bearing Protector Knowledge, Part 1 of 2: Rotating Labyrinth SealsTravis SkinnerNessuna valutazione finora
- The Importance of Proper Bearing LubricationDocumento7 pagineThe Importance of Proper Bearing LubricationSRINIVASA RAO DUVVADANessuna valutazione finora
- Journal Bearing LubricationDocumento5 pagineJournal Bearing LubricationYorman Hernandez100% (1)
- Maintenance of Gears and Gear DrivesDocumento44 pagineMaintenance of Gears and Gear Driveskapun kumar nayak100% (1)
- Motor Quality Guide: Reliability, Life Cycle Costs, and Choosing the Right SupplierDocumento12 pagineMotor Quality Guide: Reliability, Life Cycle Costs, and Choosing the Right SupplierRyan Jay100% (1)
- Vibration Analysis Rolling Element BearingDocumento20 pagineVibration Analysis Rolling Element BearingmilaNessuna valutazione finora
- Case Studies #4: Gearbox DefectDocumento13 pagineCase Studies #4: Gearbox DefectMiguel VillegasNessuna valutazione finora
- Vibration Analysis of Gear Box.5-MilosprokoDocumento3 pagineVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- Biblio MotorsDocumento11 pagineBiblio MotorsMuhammad KaleemNessuna valutazione finora
- Bearing LubricationDocumento29 pagineBearing LubricationJameel Khan100% (1)
- Geometry and Dimensional Tolerances of Engine BearingsDocumento8 pagineGeometry and Dimensional Tolerances of Engine BearingsAnonymous K3FaYFlNessuna valutazione finora
- Grease GunDocumento8 pagineGrease Guntamilselvan416Nessuna valutazione finora
- Bearing FailureDocumento22 pagineBearing Failureapi-19775783100% (1)
- Alignment TrainingDocumento59 pagineAlignment TrainingNasrul100% (1)
- Approved Lubrication DDocumento2 pagineApproved Lubrication DMostafa MohamedNessuna valutazione finora
- General Discussions On Lubricating OilsDocumento59 pagineGeneral Discussions On Lubricating OilsHari PurwadiNessuna valutazione finora
- LubricationDocumento132 pagineLubricationHARI100% (2)
- ElectricMotorGreasing PDFDocumento6 pagineElectricMotorGreasing PDFHemraj Singh RautelaNessuna valutazione finora
- EGT001 Roller Bearings Lubrication TrainingDocumento10 pagineEGT001 Roller Bearings Lubrication TrainingJom BonhayagNessuna valutazione finora
- Bearing Design and Metallurgy GuideDocumento46 pagineBearing Design and Metallurgy GuideKumarNessuna valutazione finora
- BearingDocumento41 pagineBearingM.IBRAHEEMNessuna valutazione finora
- Cooling and Lubrication of High-Speed Helical GearsDocumento5 pagineCooling and Lubrication of High-Speed Helical GearsAlfand Altamirano LetnanpampatNessuna valutazione finora
- Bearing NotesDocumento132 pagineBearing NotesSarvagnaMNNessuna valutazione finora
- DANA Bearing DamageDocumento10 pagineDANA Bearing DamageAntonio da LuzNessuna valutazione finora
- Bearing For Industrial GearboxDocumento32 pagineBearing For Industrial Gearboxabhipraya01Nessuna valutazione finora
- Vibrasyon Electrical ProblemsDocumento4 pagineVibrasyon Electrical ProblemsbbulutmmNessuna valutazione finora
- Guide to Choosing the Right Lubricant for Your ApplicationDocumento2 pagineGuide to Choosing the Right Lubricant for Your ApplicationHesham MahdyNessuna valutazione finora
- The Rights and Wrongs of Greasing From Selection To ApplicationDocumento6 pagineThe Rights and Wrongs of Greasing From Selection To ApplicationCeciliagorra100% (2)
- How To Analyze Gear FailuresDocumento9 pagineHow To Analyze Gear FailuresHudson Saldanha SpiffNessuna valutazione finora
- Journal Bearings Practice PDFDocumento20 pagineJournal Bearings Practice PDFPrabhath KumaraNessuna valutazione finora
- Bearing Vibration AnalysisDocumento11 pagineBearing Vibration AnalysisAnh Tuan PhanNessuna valutazione finora
- The Effect of Unbalance On Bearing LifeDocumento8 pagineThe Effect of Unbalance On Bearing Lifemans2014100% (2)
- White Paper - Oil Analysis OverviewDocumento6 pagineWhite Paper - Oil Analysis Overviewlahiru1983Nessuna valutazione finora
- Basic Wear ModesDocumento6 pagineBasic Wear ModesolguinrfNessuna valutazione finora
- The Path to Lubrication Excellence: Condition-Based Monitoring and UltrasoundDocumento13 pagineThe Path to Lubrication Excellence: Condition-Based Monitoring and UltrasoundDiego Egoávil MéndezNessuna valutazione finora
- Rolling Bearing Damage DetectionDocumento1 paginaRolling Bearing Damage DetectionNuM NaNessuna valutazione finora
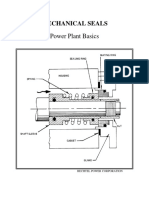
- Mechanical Seals: Power Plant BasicsDocumento26 pagineMechanical Seals: Power Plant BasicsService Port100% (1)
- Machinery Lubrication July - August 2018Documento77 pagineMachinery Lubrication July - August 2018Cristian S100% (1)
- ISO-4406-1987 Potencia HidrahulicaDocumento8 pagineISO-4406-1987 Potencia HidrahulicahenriquezmaNessuna valutazione finora
- Rolling Element Bearing Failure CausesDocumento24 pagineRolling Element Bearing Failure CausesnekoNcenNessuna valutazione finora
- Journal BearingDocumento7 pagineJournal BearingFarhan TalibNessuna valutazione finora
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionDa EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNessuna valutazione finora
- Lubrication: A Practical Guide to Lubricant SelectionDa EverandLubrication: A Practical Guide to Lubricant SelectionValutazione: 5 su 5 stelle5/5 (3)
- Tribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsDa EverandTribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsNessuna valutazione finora
- Guide To EM Bearing LubricationDocumento12 pagineGuide To EM Bearing LubricationAnonymous alQXB11EgQ100% (1)
- Autodesk Today: Piracy On The Pcs-Remarks by Carol Bartz, Chairman and Ceo, Autodesk, IncDocumento6 pagineAutodesk Today: Piracy On The Pcs-Remarks by Carol Bartz, Chairman and Ceo, Autodesk, IncUber_KonstruktorNessuna valutazione finora
- Design of Structural Steel Pipe Racks PDFDocumento12 pagineDesign of Structural Steel Pipe Racks PDFmobin1978100% (3)
- The Difference Between NPT, BSPP and BSPT SealsDocumento1 paginaThe Difference Between NPT, BSPP and BSPT SealsUber_KonstruktorNessuna valutazione finora
- CIDECT Design Guide 9Documento213 pagineCIDECT Design Guide 9paris06250% (2)
- Design of Structural Steel Pipe Racks PDFDocumento12 pagineDesign of Structural Steel Pipe Racks PDFmobin1978100% (3)
- PN VS BarDocumento1 paginaPN VS BarTon PhichitNessuna valutazione finora
- Conditioning Orifice Plates Reduce Piping Requirements by Up to 96Documento8 pagineConditioning Orifice Plates Reduce Piping Requirements by Up to 96Uber_KonstruktorNessuna valutazione finora
- The Difference Between NPT, BSPP and BSPT SealsDocumento1 paginaThe Difference Between NPT, BSPP and BSPT SealsUber_KonstruktorNessuna valutazione finora
- Conditioning Orifice Plates Reduce Piping Requirements by Up to 96Documento8 pagineConditioning Orifice Plates Reduce Piping Requirements by Up to 96Uber_KonstruktorNessuna valutazione finora
- Conditioning Orifice Plates Reduce Piping Requirements by Up to 96Documento8 pagineConditioning Orifice Plates Reduce Piping Requirements by Up to 96Uber_KonstruktorNessuna valutazione finora
- Comparaison en 10253-4 Et DinDocumento32 pagineComparaison en 10253-4 Et Dinodaue100% (2)
- Topic - Connections - Typical Joints PDFDocumento56 pagineTopic - Connections - Typical Joints PDFKanako NozawaNessuna valutazione finora
- Olving! Ngineering S! Alculation! Ompromise: S E ' ! C C !Documento9 pagineOlving! Ngineering S! Alculation! Ompromise: S E ' ! C C !Uber_KonstruktorNessuna valutazione finora
- Computing The Bend AllowanceDocumento2 pagineComputing The Bend AllowanceUber_KonstruktorNessuna valutazione finora
- Hot Rolled Unequal Angles To en 10056-1 - 150x100x12Documento1 paginaHot Rolled Unequal Angles To en 10056-1 - 150x100x12Uber_KonstruktorNessuna valutazione finora
- Bearing Failure - Causes & CuresDocumento15 pagineBearing Failure - Causes & CuresUber_KonstruktorNessuna valutazione finora
- Comparaison en 10253-4 Et DinDocumento32 pagineComparaison en 10253-4 Et Dinodaue100% (2)
- Identifying and Correcting The Causes of Bearing FailureDocumento3 pagineIdentifying and Correcting The Causes of Bearing FailureUber_KonstruktorNessuna valutazione finora
- Proracun Sidrenih VijakaDocumento2 pagineProracun Sidrenih VijakaUber_KonstruktorNessuna valutazione finora
- Handbook of Plastic FilmsDocumento422 pagineHandbook of Plastic FilmsStefan Boiadjiev100% (18)
- Flex Spiral Wound GasketsDocumento49 pagineFlex Spiral Wound GasketsJomer J Simpson100% (1)
- DesignAnimationTutorial 2010Documento24 pagineDesignAnimationTutorial 2010Cristian DogaruNessuna valutazione finora
- FEM Mesh, Loads and BCs GuideDocumento19 pagineFEM Mesh, Loads and BCs GuideSidharth MahajanNessuna valutazione finora
- Proper AlignmentDocumento4 pagineProper AlignmentSajjad NaghdiNessuna valutazione finora
- Autocad DXF CodesDocumento270 pagineAutocad DXF CodesMárcio BussNessuna valutazione finora
- IPNet InfoDocumento6 pagineIPNet InfoOlivia SandraNessuna valutazione finora
- Autocad DXF CodesDocumento270 pagineAutocad DXF CodesMárcio BussNessuna valutazione finora
- FEM Mesh, Loads and BCs GuideDocumento19 pagineFEM Mesh, Loads and BCs GuideSidharth MahajanNessuna valutazione finora
- BV DSG eDocumento18 pagineBV DSG eIulianIonutRaduNessuna valutazione finora
- Case Cx135sr Crawler Excavator Shop ManualDocumento20 pagineCase Cx135sr Crawler Excavator Shop ManualRichard100% (45)
- Grasa Kluber Asonic Ghy 72Documento2 pagineGrasa Kluber Asonic Ghy 72mireyaNessuna valutazione finora
- Harmonic CSF LW SpecsheetDocumento8 pagineHarmonic CSF LW SpecsheetElectromateNessuna valutazione finora
- Q&M GeneralDocumento0 pagineQ&M GeneralPhu NguyenNessuna valutazione finora
- NO OX ID A Special Electrical GradeDocumento9 pagineNO OX ID A Special Electrical GradeJoel AlcantaraNessuna valutazione finora
- Analysis and Design of a 1.6 kW Gearbox for Industrial ApplicationDocumento45 pagineAnalysis and Design of a 1.6 kW Gearbox for Industrial ApplicationAlan ChenNessuna valutazione finora
- Ruler - Technology: Remaining Useful Life Evaluation RoutineDocumento6 pagineRuler - Technology: Remaining Useful Life Evaluation RoutineLord KrsnikNessuna valutazione finora
- Multi-Purpose Grease: Specifications and Approvals ApplicationsDocumento2 pagineMulti-Purpose Grease: Specifications and Approvals ApplicationsCatherine Fatima Mae LeynoNessuna valutazione finora
- 810-701 CRSeals Handbook FULL Apr-2018 rv1 PDFDocumento225 pagine810-701 CRSeals Handbook FULL Apr-2018 rv1 PDFLuis ReyesNessuna valutazione finora
- Mission Magnum I Pumps: Installation, Operation and Maintenance InstructionsDocumento44 pagineMission Magnum I Pumps: Installation, Operation and Maintenance Instructionsfeka niniNessuna valutazione finora
- Unit 3. BS SWL Chain Register Incl Wire Rope exam-SENT ONDocumento11 pagineUnit 3. BS SWL Chain Register Incl Wire Rope exam-SENT ONDankNessuna valutazione finora
- Pressure Gauge Installation InstructionsDocumento1 paginaPressure Gauge Installation InstructionsRamalingam PrabhakaranNessuna valutazione finora
- RT35 Positioner ManualDocumento35 pagineRT35 Positioner ManualSadashiva sahooNessuna valutazione finora
- Grease DetailsDocumento28 pagineGrease Detailsunitedtel100% (1)
- OMS Series 2 and Series 3 Orbital Motors Service and Parts ManualDocumento16 pagineOMS Series 2 and Series 3 Orbital Motors Service and Parts ManualJarkko Väliaho100% (1)
- Motor Lubrication Instructions Rev 3Documento5 pagineMotor Lubrication Instructions Rev 3Kevin ChoqueNessuna valutazione finora
- Lo 5-3825-270-13 Emm WDDocumento12 pagineLo 5-3825-270-13 Emm WDAdvocateNessuna valutazione finora
- Leroy SomerDocumento67 pagineLeroy SomerRanieri BenčićNessuna valutazione finora
- SP Eng 7036 High Low Temperature GreaseDocumento1 paginaSP Eng 7036 High Low Temperature GreaseundraazolbayarNessuna valutazione finora
- New Models Are Introduced! Wide Range of Variations!: Linear Ball Spline GDocumento32 pagineNew Models Are Introduced! Wide Range of Variations!: Linear Ball Spline GsunhuynhNessuna valutazione finora
- Triumph DatosDocumento3 pagineTriumph DatosdemoracingeduNessuna valutazione finora
- Technical Manual DB Series Planters Diagnosis and RepairDocumento396 pagineTechnical Manual DB Series Planters Diagnosis and RepairBinho Rossett100% (1)
- BHT - Technical Publications - LUBDocumento4 pagineBHT - Technical Publications - LUBmarcelo juniorNessuna valutazione finora
- FN W 104 Hanger BrochureDocumento32 pagineFN W 104 Hanger BrochureKlich77Nessuna valutazione finora
- Piaggio-Vespa - WORKSHOP MANUAL MSS ZIP 100 4T PDFDocumento192 paginePiaggio-Vespa - WORKSHOP MANUAL MSS ZIP 100 4T PDFAnggi HastoroNessuna valutazione finora
- Module 3 Part 2 Lubricant Selection Criteria Part 2 May 2020Documento21 pagineModule 3 Part 2 Lubricant Selection Criteria Part 2 May 2020000Nessuna valutazione finora
- SKF Bearing SelectDocumento7 pagineSKF Bearing SelectJordi Colque DelgadoNessuna valutazione finora
- A11.18 - Mobilux EP 2Documento1 paginaA11.18 - Mobilux EP 2Dony LieNessuna valutazione finora
- Mounting, Maintenance & Repair of Cardanshafts - GEWESDocumento5 pagineMounting, Maintenance & Repair of Cardanshafts - GEWESHesham MahdyNessuna valutazione finora