Potrebbero piacerti anche
- Engineering: Energy RecoveryDocumento4 pagineEngineering: Energy RecoverySuchitKNessuna valutazione finora
- ENGI 273 Lec 5Documento48 pagineENGI 273 Lec 5Haidy T. SakrNessuna valutazione finora
- 3 Psychrometrics March 2014 SlidesDocumento78 pagine3 Psychrometrics March 2014 Slidespaai1989_679523114Nessuna valutazione finora
- HPT Optimizing Outside Air With HPTDocumento11 pagineHPT Optimizing Outside Air With HPTNGUYEN QUANGNessuna valutazione finora
- AHU Operational Control Spreadsheet TrainingDocumento17 pagineAHU Operational Control Spreadsheet TrainingSilver ManNessuna valutazione finora
- Stulz Data C Climatiseur Entre CoolingDocumento26 pagineStulz Data C Climatiseur Entre CoolingSoLiTaRiO33Nessuna valutazione finora
- Energy Efficient Educational Buildings-5 PDFDocumento27 pagineEnergy Efficient Educational Buildings-5 PDFMohammad Art123Nessuna valutazione finora
- HVAC Chapters 1 5Documento57 pagineHVAC Chapters 1 5Mcilwaine Dela CruzNessuna valutazione finora
- Boiler Pumps Fans Sizing CalculationsDocumento4 pagineBoiler Pumps Fans Sizing CalculationsFarrahxviiiNessuna valutazione finora
- Solar Cooling: Kushal Panchal & Suraj Parihar 130813111006 & 120810111005 4 Sem EC Venus InternationalcollegeoftechnologyDocumento26 pagineSolar Cooling: Kushal Panchal & Suraj Parihar 130813111006 & 120810111005 4 Sem EC Venus InternationalcollegeoftechnologyRavi Pratap SinghNessuna valutazione finora
- AT03a BldgEnergyAuditor JTADocumento65 pagineAT03a BldgEnergyAuditor JTAJohnathan AdlamNessuna valutazione finora
- High Performance BuildingDocumento21 pagineHigh Performance BuildingPallab MukherjeeNessuna valutazione finora
- Steam Room Construction & Generator Sizing GuideDocumento2 pagineSteam Room Construction & Generator Sizing GuideasdthuNessuna valutazione finora
- Guide To Build Steam RoomDocumento2 pagineGuide To Build Steam RoomsidNessuna valutazione finora
- 8 Managing Data Center Heat IssuesDocumento42 pagine8 Managing Data Center Heat IssuesfabiokruseNessuna valutazione finora
- Water Cooled Chiller Plant (All-Variable) : Design Envelope Application GuideDocumento10 pagineWater Cooled Chiller Plant (All-Variable) : Design Envelope Application GuideKaushikNessuna valutazione finora
- Blower Door Testing: The Contractor's Great MotivatorDocumento27 pagineBlower Door Testing: The Contractor's Great MotivatorRob HoskenNessuna valutazione finora
- Commissioning Chilled Water TES Tank Systems: Technical FeatureDocumento10 pagineCommissioning Chilled Water TES Tank Systems: Technical FeatureJuan Fernando AriasNessuna valutazione finora
- LEED Application GuideDocumento40 pagineLEED Application GuidejonathandacumosNessuna valutazione finora
- BESF DOAS Presentation Final 2019 12Documento42 pagineBESF DOAS Presentation Final 2019 12Malek AqlanNessuna valutazione finora
- Geothermal HVAC: Shifting Performance Risk From Buyer To SellerDocumento5 pagineGeothermal HVAC: Shifting Performance Risk From Buyer To SellerKagitha TirumalaNessuna valutazione finora
- Industrial Dehumidification Part 1Documento20 pagineIndustrial Dehumidification Part 1Quora EarningNessuna valutazione finora
- Building Bulletin 101Documento60 pagineBuilding Bulletin 101Michael LomaxNessuna valutazione finora
- CIV238 U1 L2 Types of Water DemandDocumento32 pagineCIV238 U1 L2 Types of Water DemandSumit Kumar Sinha100% (1)
- Bib11 Balancing Ventilation SystemsDocumento48 pagineBib11 Balancing Ventilation SystemssergioNessuna valutazione finora
- Thermal Ice Storage Application & Design GuideDocumento68 pagineThermal Ice Storage Application & Design GuideJosh Garcia100% (1)
- What Constit Tutes A Quality Commissioning JobDocumento43 pagineWhat Constit Tutes A Quality Commissioning JobAnonymous sSFrqPbfL9Nessuna valutazione finora
- District Cooling Guide Second Edition - Unlocked-2Documento2 pagineDistrict Cooling Guide Second Edition - Unlocked-2Ahmed LabibNessuna valutazione finora
- Saving Energy in Lab Exhaust SystemsDocumento11 pagineSaving Energy in Lab Exhaust Systemspal_stephenNessuna valutazione finora
- Design Data & References: Unit Tag StationDocumento12 pagineDesign Data & References: Unit Tag StationAdnan AttishNessuna valutazione finora
- Machinery Room Ventilation Analysis ToolDocumento48 pagineMachinery Room Ventilation Analysis ToolDon Quijote de la ManchaNessuna valutazione finora
- Fall 1998 Outside The Loop Newsletter For Geothermal Heat Pump Designers and InstallersDocumento8 pagineFall 1998 Outside The Loop Newsletter For Geothermal Heat Pump Designers and InstallersOutside the Loop Newsletter - GEO-HEAT CENTERNessuna valutazione finora
- Chiller Ahu and Fcu SystemsDocumento67 pagineChiller Ahu and Fcu Systemsrawand adnanNessuna valutazione finora
- AHU ChecklistDocumento11 pagineAHU Checklistmohammad hamdanNessuna valutazione finora
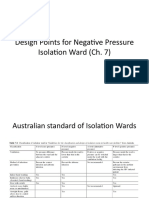
- Design Points For Negative PressureDocumento23 pagineDesign Points For Negative PressureShohei Namjoon LetoNessuna valutazione finora
- Sump Pit CalculationDocumento1 paginaSump Pit CalculationRaoofNessuna valutazione finora
- Chapter 3. Central Cooling and Heating PlantsDocumento21 pagineChapter 3. Central Cooling and Heating PlantsRolando Valdez GutierrezNessuna valutazione finora
- Dedicated Outdoor Air Systems (Doas) : Indoor Air Quality + Energy Recovery + Humidity ControlDocumento39 pagineDedicated Outdoor Air Systems (Doas) : Indoor Air Quality + Energy Recovery + Humidity Controlhtanh100% (1)
- Stulz White Paper Free Cooling For Data Centers V1Documento15 pagineStulz White Paper Free Cooling For Data Centers V1Mangatur Simamora100% (1)
- Apache HVACDocumento360 pagineApache HVACRaffaele100% (1)
- 06 Ncbc-2011-Ebcx Processes Results-JacobsDocumento39 pagine06 Ncbc-2011-Ebcx Processes Results-JacobssupercheleroNessuna valutazione finora
- ASHRAE Position Document On Refrigerants and Their Responsible UseDocumento13 pagineASHRAE Position Document On Refrigerants and Their Responsible UseSimon LawNessuna valutazione finora
- Using VAV Systems To Limit Humidity at Part LoadDocumento5 pagineUsing VAV Systems To Limit Humidity at Part LoadTonyChuangNessuna valutazione finora
- Sound Attenuator Selection Path Report: Source Sound Power Level Total Air Flow (M3/sec)Documento1 paginaSound Attenuator Selection Path Report: Source Sound Power Level Total Air Flow (M3/sec)mefaisal75Nessuna valutazione finora
- Combining DOAS and VRF, Part 2 of 2Documento9 pagineCombining DOAS and VRF, Part 2 of 2miniongskyNessuna valutazione finora
- Cold Air Distribution SystemDocumento11 pagineCold Air Distribution Systemsushant_jhawerNessuna valutazione finora
- AHU Friction Loss CalculationsDocumento4 pagineAHU Friction Loss CalculationsAdnan AttishNessuna valutazione finora
- Air System Sizing Summary For BELOW GROUND FLOORDocumento9 pagineAir System Sizing Summary For BELOW GROUND FLOORSameera LakmalNessuna valutazione finora
- 1385-RP Final Report PDFDocumento319 pagine1385-RP Final Report PDFJeffNessuna valutazione finora
- Technical Training - Air DistributionDocumento163 pagineTechnical Training - Air Distributionrasheedillikkal100% (1)
- The Armstrong Humidification HandbookDocumento40 pagineThe Armstrong Humidification HandbookCraig RochesterNessuna valutazione finora
- Humidification Calculation ImtiyazDocumento2 pagineHumidification Calculation Imtiyazimtiyaz94Nessuna valutazione finora
- Course Content: Fundamentals of HVAC ControlsDocumento39 pagineCourse Content: Fundamentals of HVAC ControlsMuhammad AfzalNessuna valutazione finora
- Thermal Energy Storage For Space Cooling R1 PDFDocumento37 pagineThermal Energy Storage For Space Cooling R1 PDFhaysamNessuna valutazione finora
- Thermal Energy Storage For Space CoolingDocumento32 pagineThermal Energy Storage For Space CoolingAzim AdamNessuna valutazione finora
- PCM Application Methods For Residential BuildingDocumento18 paginePCM Application Methods For Residential BuildingSoufiane HazelNessuna valutazione finora
- Project 6 AmmoniaDocumento10 pagineProject 6 AmmoniaAhmed AliNessuna valutazione finora
- Ammonia B PDFDocumento9 pagineAmmonia B PDFmehrdad_k_rNessuna valutazione finora
- 2937 Tech SpecDocumento71 pagine2937 Tech Specforevertay2000Nessuna valutazione finora
- MonA1030 LugarDocumento20 pagineMonA1030 Lugarforevertay2000Nessuna valutazione finora
- 4 Appendix C, SpecsDocumento109 pagine4 Appendix C, Specsforevertay2000Nessuna valutazione finora
- COP+Greywater+Reuse+2010 v2 130103Documento58 pagineCOP+Greywater+Reuse+2010 v2 130103forevertay2000Nessuna valutazione finora
- Systematic Design of A Maximum Water Recovery Network For An Urban System Based On Pinch AnalysisDocumento8 pagineSystematic Design of A Maximum Water Recovery Network For An Urban System Based On Pinch Analysisforevertay2000Nessuna valutazione finora
- CB FP 2010 20Documento1 paginaCB FP 2010 20forevertay2000Nessuna valutazione finora
- Fire Sprinkler SystemsDocumento8 pagineFire Sprinkler SystemskktayNessuna valutazione finora
- Masoero EngDocumento5 pagineMasoero Engforevertay2000Nessuna valutazione finora
- Chapter 8 - Fire Detection and Alarm Systems: 8.1 GeneralDocumento8 pagineChapter 8 - Fire Detection and Alarm Systems: 8.1 Generalforevertay2000Nessuna valutazione finora
- Engineering Technical Bulletins: Selecting Valves and Piping CoilsDocumento4 pagineEngineering Technical Bulletins: Selecting Valves and Piping Coilsforevertay2000Nessuna valutazione finora
- Facility Standards For Records Storage Facilities Inspection ChecklistDocumento8 pagineFacility Standards For Records Storage Facilities Inspection Checklistforevertay2000Nessuna valutazione finora
- 英文TMC IOM ManualVER1.0-2020 JinguangDocumento41 pagine英文TMC IOM ManualVER1.0-2020 JinguangMouResNessuna valutazione finora
- DPFG Wellhead Valves Leak Off Test Procedure RevCDocumento6 pagineDPFG Wellhead Valves Leak Off Test Procedure RevCHossein100% (1)
- Oil Pumps: Cowell MachineryDocumento14 pagineOil Pumps: Cowell MachineryMohamed HusseinNessuna valutazione finora
- TA Handbook 1 EngDocumento56 pagineTA Handbook 1 EngEvrard-Guespin Pauline100% (1)
- Bombas de Vacío AirborneDocumento3 pagineBombas de Vacío AirborneNahuel LópezNessuna valutazione finora
- 02.06.01 - Im 81 PMP - P X 200 - en PDFDocumento43 pagine02.06.01 - Im 81 PMP - P X 200 - en PDFalexNessuna valutazione finora
- General Guidelines For Molasses DischargeDocumento3 pagineGeneral Guidelines For Molasses DischargeStylianosNessuna valutazione finora
- Concrete Solutions. Always: Engine 4TNV98CT Engine Power 53,7 KW - 73,0 HP Operating Weight 5.470 - 5.720 KGDocumento2 pagineConcrete Solutions. Always: Engine 4TNV98CT Engine Power 53,7 KW - 73,0 HP Operating Weight 5.470 - 5.720 KGjAVIER GARCIA MORIANANessuna valutazione finora
- Dokumen - Tips Fendt 817 Vario Tractor Service Repair ManualDocumento18 pagineDokumen - Tips Fendt 817 Vario Tractor Service Repair ManualPaweł ChodnickiNessuna valutazione finora
- Burgmann Mechanical SealDocumento23 pagineBurgmann Mechanical Sealnoerdeen_yeaaaNessuna valutazione finora
- Maintenance and Repair of Centrifugal PumpsDocumento3 pagineMaintenance and Repair of Centrifugal PumpsRohan NaikNessuna valutazione finora
- Tank Mixing JGS 210-120-1-66E: ConfidentialDocumento9 pagineTank Mixing JGS 210-120-1-66E: ConfidentialPinjala AnoopNessuna valutazione finora
- Government of Pakistan National Vocational and Technical Training CommissionDocumento31 pagineGovernment of Pakistan National Vocational and Technical Training CommissionOxaLic AcidNessuna valutazione finora
- Alfa Laval Separartor p615 ManualDocumento178 pagineAlfa Laval Separartor p615 ManualIgors VrublevskisNessuna valutazione finora
- Partbook pc130f 7 PDFDocumento328 paginePartbook pc130f 7 PDFjamaluddin lubis100% (3)
- Firemiks 180 3 PP MDocumento2 pagineFiremiks 180 3 PP MmuthuvelaaNessuna valutazione finora
- CUMMINS QSX15 Engine - Parts Catalog 79007291 27Documento1 paginaCUMMINS QSX15 Engine - Parts Catalog 79007291 27Bernard ApuritNessuna valutazione finora
- Jet Grouting Equipment Catalog: YBM Co., Ltd. JapanDocumento8 pagineJet Grouting Equipment Catalog: YBM Co., Ltd. JapanGeorge VNessuna valutazione finora
- Gas Turbine Wet Compression PDFDocumento2 pagineGas Turbine Wet Compression PDFBenjamin PearsonNessuna valutazione finora
- Farymann 15 18 32WDocumento80 pagineFarymann 15 18 32WBobCavNessuna valutazione finora
- High Performances in Small Dimensions: InverterDocumento19 pagineHigh Performances in Small Dimensions: InverterСДММ ГЕВГЕЛИЈАNessuna valutazione finora
- Präsentation AT - 2018Documento67 paginePräsentation AT - 2018Nihad RahmanNessuna valutazione finora
- SMD Axially Split Casing, Double Suction PumpDocumento8 pagineSMD Axially Split Casing, Double Suction PumpSyamil Dzulfida100% (1)
- Bombas Wilden P.025Documento24 pagineBombas Wilden P.025Antony CarbajalNessuna valutazione finora
- B-191 Operationmanual en A LowresDocumento28 pagineB-191 Operationmanual en A LowresDinhtrung TruongNessuna valutazione finora
- Brosur SPX FlowDocumento8 pagineBrosur SPX FlowAltino Mangiwa100% (1)
- CAT Engine Specifications: 3512B Offshore Emergency Generator SetDocumento6 pagineCAT Engine Specifications: 3512B Offshore Emergency Generator SetHussain ShahNessuna valutazione finora
- Hydraulic Torque Pump Hi-ForceDocumento3 pagineHydraulic Torque Pump Hi-ForceZool HilmiNessuna valutazione finora
- 345b II Specalog (Aehq5390)Documento28 pagine345b II Specalog (Aehq5390)suwarjitechnicNessuna valutazione finora
- Installation LGDocumento26 pagineInstallation LGkhantoNessuna valutazione finora