Potrebbero piacerti anche
- Birch ReductionDocumento5 pagineBirch ReductionShane Pike100% (1)
- CSWIP 3.1 - Question With Answer and Explanation - Part 17 - AMARINEDocumento10 pagineCSWIP 3.1 - Question With Answer and Explanation - Part 17 - AMARINEGoranNessuna valutazione finora
- Brosur Reckat 2019Documento16 pagineBrosur Reckat 2019wika mepNessuna valutazione finora
- Industrial ReportDocumento89 pagineIndustrial ReportArnab DasNessuna valutazione finora
- Research ProjectDocumento30 pagineResearch ProjectYasser AshourNessuna valutazione finora
- Mixtures Worksheet KeyDocumento1 paginaMixtures Worksheet KeyNeen Naaz0% (1)
- JMS Operating Manual Niftylift HR 21Documento46 pagineJMS Operating Manual Niftylift HR 21Ивайло ДимитровNessuna valutazione finora
- 1bottles Group Production of Bisphenol-ADocumento112 pagine1bottles Group Production of Bisphenol-AJames BelciñaNessuna valutazione finora
- Final Reports 2019 - 2 PDFDocumento178 pagineFinal Reports 2019 - 2 PDFRounak SriwastawaNessuna valutazione finora
- BY: R Reason For Change Date: Chk'D. R Drawing No.: 0Documento1 paginaBY: R Reason For Change Date: Chk'D. R Drawing No.: 0josebaldesNessuna valutazione finora
- 1 finalreportGALALshared PDFDocumento231 pagine1 finalreportGALALshared PDFTram LaiNessuna valutazione finora
- 70t MOD 70 Spreader Beam SpecsDocumento2 pagine70t MOD 70 Spreader Beam SpecsWes NowakNessuna valutazione finora
- AACE Cost EstimationDocumento26 pagineAACE Cost Estimationdmscott1093% (14)
- PB-II List of EquipmentsDocumento3 paginePB-II List of EquipmentsButchi BabuNessuna valutazione finora
- P&id NotesDocumento17 pagineP&id NotesFitriana SarifahNessuna valutazione finora
- Proceeding of The Fertilizer Industry Round TableDocumento32 pagineProceeding of The Fertilizer Industry Round TableKhánh ĐỗNessuna valutazione finora
- Plant Nutrient Dashboard (25.1.2019) - MosaicDocumento2 paginePlant Nutrient Dashboard (25.1.2019) - MosaicAhmed SalehNessuna valutazione finora
- POWER Magazine - May 2023-1Documento43 paginePOWER Magazine - May 2023-1MarcialgonzalezpNessuna valutazione finora
- Overpressure ProtectionDocumento168 pagineOverpressure Protectiondmscott10Nessuna valutazione finora
- Contact Process: Manufacture of Sulphuric AcidDocumento3 pagineContact Process: Manufacture of Sulphuric AcidfatahleeNessuna valutazione finora
- Manitou 200 AtjDocumento2 pagineManitou 200 AtjNeil Desai100% (1)
- Process Flow Diagram - Nitric AcidDocumento1 paginaProcess Flow Diagram - Nitric AcidAsma NasserNessuna valutazione finora
- Manufacture of UreaDocumento36 pagineManufacture of UreaNandadulal GhoshNessuna valutazione finora
- The Double Contact Process For Sulfuric Acid ProductionDocumento3 pagineThe Double Contact Process For Sulfuric Acid Productionshahira anuarNessuna valutazione finora
- Chapter - 3: Structure of The AtomDocumento34 pagineChapter - 3: Structure of The AtomFozia ShaikhNessuna valutazione finora
- 1996 Ifa Johannesburg WangDocumento5 pagine1996 Ifa Johannesburg WangKhánh ĐỗNessuna valutazione finora
- Prodution of Ferrous Sulfate From SteelmakingDocumento7 pagineProdution of Ferrous Sulfate From SteelmakinganaazizNessuna valutazione finora
- Odda Process Report CopyDocumento24 pagineOdda Process Report CopySB100% (1)
- LNG FSRU BOG SystemDocumento4 pagineLNG FSRU BOG Systemdmscott10Nessuna valutazione finora
- Ammonia The Next StepDocumento11 pagineAmmonia The Next StepmuralleroNessuna valutazione finora
- Heap Leach PadsDocumento72 pagineHeap Leach PadsOmar Alex Meléndez Huamán100% (1)
- Price EstimationDocumento6 paginePrice EstimationJosua Ferry ManurungNessuna valutazione finora
- MetoxidoDocumento8 pagineMetoxidocessavelinoNessuna valutazione finora
- 2002 Tech AzconaDocumento19 pagine2002 Tech AzconaOgunranti Rasaq100% (1)
- Uk Mod 24 Ui - Jul 15Documento2 pagineUk Mod 24 Ui - Jul 15yogihardNessuna valutazione finora
- 2000 Ifa Neworleans Lauchard PDFDocumento17 pagine2000 Ifa Neworleans Lauchard PDFkresimir.mikoc9765Nessuna valutazione finora
- Asco Dioxido de CarbonoDocumento176 pagineAsco Dioxido de CarbonoErnest Williams100% (1)
- Fire in Syn. Gas Line Due To Sockolet FailureDocumento9 pagineFire in Syn. Gas Line Due To Sockolet FailureNaresh SinghNessuna valutazione finora
- Producción Del Ácido SulfúricoDocumento102 pagineProducción Del Ácido SulfúricoLuis Diego Cardenas PadillaNessuna valutazione finora
- Weiland Vol 3 Issue 1Documento4 pagineWeiland Vol 3 Issue 1madeehaNessuna valutazione finora
- Saleem India BlogDocumento16 pagineSaleem India BlogSubbaReddyNessuna valutazione finora
- Output File S3 R5 Z4Documento72 pagineOutput File S3 R5 Z4Ankush JainNessuna valutazione finora
- CASE STUDY On Phosphoric Acid Plant ProcessDocumento3 pagineCASE STUDY On Phosphoric Acid Plant ProcessIsrael NarvastaNessuna valutazione finora
- Sulfuric Acid (H SO) IndustryDocumento27 pagineSulfuric Acid (H SO) IndustryAqsa chNessuna valutazione finora
- 10.2.2 PCS Phosphate's New 4500 STPD Sulfuric Acid Plant in AuroraDocumento20 pagine10.2.2 PCS Phosphate's New 4500 STPD Sulfuric Acid Plant in AuroraCarlosNessuna valutazione finora
- Project TGA - Flowchart PDFDocumento1 paginaProject TGA - Flowchart PDFWari Jul Yadi MalauNessuna valutazione finora
- GSFC Ambaliya Ashvin Roll No - 1 Final ApprovalDocumento128 pagineGSFC Ambaliya Ashvin Roll No - 1 Final ApprovalJames HarmonNessuna valutazione finora
- CP Pickheaters Jacketed Heating Special Report PDFDocumento25 pagineCP Pickheaters Jacketed Heating Special Report PDFnitantharaniNessuna valutazione finora
- UBL3&4 E 0 G0 ES AA0 002P - R3 - Color Schedule For Power PlantDocumento12 pagineUBL3&4 E 0 G0 ES AA0 002P - R3 - Color Schedule For Power PlantAdvent ManurungNessuna valutazione finora
- Ammonium Sulfate (ZA)Documento8 pagineAmmonium Sulfate (ZA)Ulfa Nurul AuliaNessuna valutazione finora
- Project Profile For The Establishment of Dioctyl Phthalate (Dop) Production Plants in The Arab World (18218.en)Documento27 pagineProject Profile For The Establishment of Dioctyl Phthalate (Dop) Production Plants in The Arab World (18218.en)Manasa BanothNessuna valutazione finora
- Urea Stripper ProcedureDocumento6 pagineUrea Stripper ProcedureSoumitra GuptaNessuna valutazione finora
- Phosphoric Acid PDFDocumento24 paginePhosphoric Acid PDFabderrahimnNessuna valutazione finora
- TA29Documento5 pagineTA29abderrahimnNessuna valutazione finora
- Hemi EraDocumento24 pagineHemi ErasahjNessuna valutazione finora
- Xanthan Gum ProductionDocumento7 pagineXanthan Gum ProductionAreen Emilia Faizlukman JerryNessuna valutazione finora
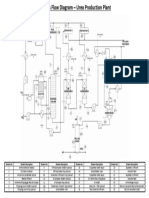
- Process Flow Diagram - Urea Production PlantDocumento1 paginaProcess Flow Diagram - Urea Production PlantDasun AttanayakeNessuna valutazione finora
- Saudi Arabian Oil Company Neat Khuff Condensate Fractionation ProjectDocumento6 pagineSaudi Arabian Oil Company Neat Khuff Condensate Fractionation ProjectwalitedisonNessuna valutazione finora
- Phosphoric Acid AspenDocumento14 paginePhosphoric Acid AspenJanaina0% (1)
- AcknowledgementDocumento35 pagineAcknowledgementSaba HafeezNessuna valutazione finora
- Ud He TechnologyDocumento16 pagineUd He TechnologyBejavada Suresh100% (1)
- SiCl4 PreparationDocumento5 pagineSiCl4 PreparationAdam FlynnNessuna valutazione finora
- Alum Manufacturing ProcessDocumento13 pagineAlum Manufacturing ProcessKishor JalanNessuna valutazione finora
- Phospha Zen EsDocumento15 paginePhospha Zen EsEthan Poll100% (1)
- SSP Process DescriptionDocumento10 pagineSSP Process DescriptionChirag JaniNessuna valutazione finora
- HSFCCDocumento22 pagineHSFCCdonald55555100% (1)
- Chemical Reactor Design, Optimization, and ScaleupDa EverandChemical Reactor Design, Optimization, and ScaleupNessuna valutazione finora
- Gilbert 2010Documento9 pagineGilbert 2010Maria PaulaNessuna valutazione finora
- AMR - October 14Documento112 pagineAMR - October 14dmscott10Nessuna valutazione finora
- UQ Carpark MapDocumento2 pagineUQ Carpark Mapdmscott10Nessuna valutazione finora
- 874CCSDocumento4 pagine874CCSdmscott10Nessuna valutazione finora
- PO 50 Khalik SDocumento8 paginePO 50 Khalik Sdmscott10Nessuna valutazione finora
- TCE - GasificationDocumento4 pagineTCE - Gasificationdmscott10Nessuna valutazione finora
- Origin Energy Industry Night v2Documento1 paginaOrigin Energy Industry Night v2dmscott10Nessuna valutazione finora
- Control Loop DesignDocumento39 pagineControl Loop Designdmscott10Nessuna valutazione finora
- 850oilandgas FrackingDocumento4 pagine850oilandgas Frackingrobo.wants.boozeNessuna valutazione finora
- Pipe Schedule Segun ASME B36.1 PDFDocumento1 paginaPipe Schedule Segun ASME B36.1 PDFalberthf_1Nessuna valutazione finora
- L3 - PFDsDocumento50 pagineL3 - PFDsdmscott10Nessuna valutazione finora
- Industrial Gas Turbines en NewDocumento8 pagineIndustrial Gas Turbines en Newsujiv_sujiv1278Nessuna valutazione finora
- Finm3401 Ecp 2013Documento14 pagineFinm3401 Ecp 2013dmscott10Nessuna valutazione finora
- Finm3401 Ecp 2014Documento12 pagineFinm3401 Ecp 2014dmscott10Nessuna valutazione finora
- 11-4500 WP Solids Modeling FINALDocumento18 pagine11-4500 WP Solids Modeling FINALnay denNessuna valutazione finora
- CHEE4060 Course ProfileDocumento15 pagineCHEE4060 Course Profiledmscott10Nessuna valutazione finora
- Aspen User Guide 10Documento936 pagineAspen User Guide 10tryinghard18Nessuna valutazione finora
- T A O G R: HE Ustralian IL& AS EviewDocumento2 pagineT A O G R: HE Ustralian IL& AS Eviewdmscott10Nessuna valutazione finora
- Longford IncidentDocumento10 pagineLongford Incidentdmscott10Nessuna valutazione finora
- O&G Review - DecemberDocumento68 pagineO&G Review - Decemberdmscott10Nessuna valutazione finora
- Longford IncidentDocumento10 pagineLongford Incidentdmscott10Nessuna valutazione finora
- TextbooksDocumento1 paginaTextbooksdmscott10Nessuna valutazione finora
- Report TemplateDocumento9 pagineReport Templatedmscott10Nessuna valutazione finora
- Unit 5-Part2Documento28 pagineUnit 5-Part2Nobukhosi NdlovuNessuna valutazione finora
- Xii C Holiday HWDocumento151 pagineXii C Holiday HWArnav SaksenaNessuna valutazione finora
- The Importance of Geochemistry in The Management of Lake Environments Analysis of Parameters Composing The Water Quality Index (Wqi)Documento11 pagineThe Importance of Geochemistry in The Management of Lake Environments Analysis of Parameters Composing The Water Quality Index (Wqi)Ana Carina MatosNessuna valutazione finora
- Chapter 8 - Real GasesDocumento10 pagineChapter 8 - Real Gasescarleston thurgoodNessuna valutazione finora
- Shinko PCDocumento128 pagineShinko PCThaitadashi CalNessuna valutazione finora
- Precision Agriculture Paper PublishedDocumento9 paginePrecision Agriculture Paper PublishedSwapna RaghunathNessuna valutazione finora
- Fe 205 Labaratory Report 1Documento6 pagineFe 205 Labaratory Report 1Hüsamettin KirazNessuna valutazione finora
- Conbextra EP150 UAEDocumento4 pagineConbextra EP150 UAEjasonNessuna valutazione finora
- Instructions For Repair: BW 213 DH / PDH - 4 BW 214 DH / PDH - 4Documento838 pagineInstructions For Repair: BW 213 DH / PDH - 4 BW 214 DH / PDH - 4Hector Sacaca aliagaNessuna valutazione finora
- Me6701 Power Plant Engineering L T P CDocumento3 pagineMe6701 Power Plant Engineering L T P CNithyanandmNessuna valutazione finora
- UNIT 1 Introduction To BiopharmaceuticsDocumento208 pagineUNIT 1 Introduction To BiopharmaceuticsMamta Pant100% (5)
- As H 23b OpticsDocumento48 pagineAs H 23b OpticsHany ElGezawyNessuna valutazione finora
- STPM 2017 Sem 2uDocumento8 pagineSTPM 2017 Sem 2uAprillia ChanNessuna valutazione finora
- The Photoelectric Effect and Its Application in The Digital CameraDocumento2 pagineThe Photoelectric Effect and Its Application in The Digital Cameraallison125Nessuna valutazione finora
- Industrial Automation MOTOR CLASSDocumento18 pagineIndustrial Automation MOTOR CLASSAlamin SikderNessuna valutazione finora
- OTC-26068-MS Wettability Alteration of Heavy-Oil/Bitumen Containing Carbonates Using Solvents, High PH Solutions and Nano/Ionic LiquidsDocumento18 pagineOTC-26068-MS Wettability Alteration of Heavy-Oil/Bitumen Containing Carbonates Using Solvents, High PH Solutions and Nano/Ionic Liquidsjose floresNessuna valutazione finora
- History of Electronics: Year Person WorksDocumento2 pagineHistory of Electronics: Year Person WorksRoy AngelesNessuna valutazione finora
- Guideline For Choosing A Property MethodDocumento12 pagineGuideline For Choosing A Property MethodAtul JainNessuna valutazione finora
- General Instructions:: Section ADocumento9 pagineGeneral Instructions:: Section ASharma BhavnaNessuna valutazione finora
- Microspectroscopic Analysis of Traditional Oil Paint: Jaap Van Der WeerdDocumento193 pagineMicrospectroscopic Analysis of Traditional Oil Paint: Jaap Van Der WeerdAndra Ch123Nessuna valutazione finora
- Facilities Chemical SpareDocumento73 pagineFacilities Chemical SparesamuelNessuna valutazione finora
- Low-Voltage Hydrogen Peroxide Electrolyzer For Highly Efficient - Power-To-Hydrogen ConversionDocumento8 pagineLow-Voltage Hydrogen Peroxide Electrolyzer For Highly Efficient - Power-To-Hydrogen ConversionShangli HuangNessuna valutazione finora
- 2012-05-11 Inorganic Chemistry PART 2Documento40 pagine2012-05-11 Inorganic Chemistry PART 2Shaina OrnopiaNessuna valutazione finora
- Milling and SievingDocumento5 pagineMilling and SievingAngelina DementyevaNessuna valutazione finora
- Leakfinder Wv622nvwkitDocumento20 pagineLeakfinder Wv622nvwkitPaul ZiddyNessuna valutazione finora