Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Racing Sports Car Chassis Design - 0837602963Documento167 pagineRacing Sports Car Chassis Design - 0837602963dineshtej7768100% (23)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- TDS - 4S Service ManualDocumento271 pagineTDS - 4S Service ManualLeonardo Alvarez100% (4)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Ocean Cable Engineering Handbook Vol7 Compiled by Ian S. CooteDocumento188 pagineOcean Cable Engineering Handbook Vol7 Compiled by Ian S. Cootemannydesousa52Nessuna valutazione finora
- Brain Bee Info BookletDocumento60 pagineBrain Bee Info Bookletjon1262Nessuna valutazione finora
- BASF Snap Fit Design GuideDocumento24 pagineBASF Snap Fit Design GuidewantamanualNessuna valutazione finora
- Stoichiometric ProblemsDocumento2 pagineStoichiometric ProblemsJep Balisi PayusanNessuna valutazione finora
- Hazard Identification and Risk Assessment Form: AreaDocumento12 pagineHazard Identification and Risk Assessment Form: AreaSalman Alfarisi100% (3)
- List of Qualified Manufacturers Supplierss - Feb 2022 - Final 28-2-2022Documento52 pagineList of Qualified Manufacturers Supplierss - Feb 2022 - Final 28-2-2022RED MART100% (2)
- Brian Tracy The Power of ClarityDocumento72 pagineBrian Tracy The Power of ClarityBiblioteca_Virtual100% (3)
- Energy Saving Opportunities in IndustriesDocumento70 pagineEnergy Saving Opportunities in IndustriesIrawan SutionoNessuna valutazione finora
- Eaton ApqpDocumento142 pagineEaton ApqpAmolPagdalNessuna valutazione finora
- Advances in Vehicle DesignDocumento187 pagineAdvances in Vehicle Designsayed92% (13)
- BAGHOUSEDocumento210 pagineBAGHOUSEAllan Roelen Bacaron100% (5)
- Paint Booth HVAC Control SystemDocumento6 paginePaint Booth HVAC Control SystemPraveenkumar KashyabNessuna valutazione finora
- Volvo ApqpDocumento30 pagineVolvo ApqpAmolPagdalNessuna valutazione finora
- Dispersing Agents PDFDocumento14 pagineDispersing Agents PDFalmasNessuna valutazione finora
- Automotive Interior Solutions Optimised Performance and Surface AestheticsDocumento16 pagineAutomotive Interior Solutions Optimised Performance and Surface AestheticsAmolPagdal100% (1)
- RODocumento10 pagineROShahrooz Leo QureshiNessuna valutazione finora
- Creating Affluence The A-to-Z Steps... by Deepak Chopra Download Now PDFDocumento7.750 pagineCreating Affluence The A-to-Z Steps... by Deepak Chopra Download Now PDFAmolPagdal10% (10)
- Technical Writeup For Jockey Pump PanelDocumento3 pagineTechnical Writeup For Jockey Pump PanelbhaveshbhoiNessuna valutazione finora
- 23856411-fe5b-4518-b333-2f0062013752Documento9 pagine23856411-fe5b-4518-b333-2f0062013752Arun VermaNessuna valutazione finora
- Links in CatiaDocumento8 pagineLinks in CatiaAmolPagdalNessuna valutazione finora
- BIW Design PDFDocumento17 pagineBIW Design PDFAmolPagdalNessuna valutazione finora
- Wireframe and Surface Catia TutorialDocumento105 pagineWireframe and Surface Catia TutorialSunita SinghNessuna valutazione finora
- Catia Tip No - Inc 006Documento3 pagineCatia Tip No - Inc 006AmolPagdalNessuna valutazione finora
- Celebrity QuotesDocumento7 pagineCelebrity QuotesAmolPagdalNessuna valutazione finora
- Basic Mold ConceptDocumento30 pagineBasic Mold ConceptAmolPagdalNessuna valutazione finora
- Catia SymbolsDocumento9 pagineCatia SymbolsAmolPagdalNessuna valutazione finora
- Catia Tip No - Inc 0005Documento3 pagineCatia Tip No - Inc 0005AmolPagdalNessuna valutazione finora
- Pa12 PDFDocumento2 paginePa12 PDFAmolPagdalNessuna valutazione finora
- Basic Mold Concept PDFDocumento68 pagineBasic Mold Concept PDFAmolPagdalNessuna valutazione finora
- Johnson Controls Casestudy en LRDocumento2 pagineJohnson Controls Casestudy en LRAmolPagdalNessuna valutazione finora
- Concept Testing & Product Architecture PDFDocumento37 pagineConcept Testing & Product Architecture PDFcadcam010% (1)
- PBT - The Plastic MaterialDocumento2 paginePBT - The Plastic MaterialAmolPagdalNessuna valutazione finora
- My 12th Biology Project 2015-16Documento12 pagineMy 12th Biology Project 2015-16AmolPagdalNessuna valutazione finora
- Intro ToAPQP WebinarDocumento130 pagineIntro ToAPQP Webinaraorto3919Nessuna valutazione finora
- Bubble SensingDocumento16 pagineBubble SensingAmolPagdalNessuna valutazione finora
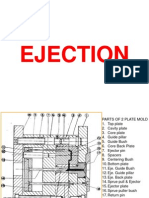
- K EjectionDocumento21 pagineK EjectionAmolPagdalNessuna valutazione finora
- Design Process For PlasticDocumento43 pagineDesign Process For PlasticAmolPagdalNessuna valutazione finora
- Green Planet Store ManagementDocumento2 pagineGreen Planet Store ManagementAmolPagdalNessuna valutazione finora
- Dont Know What To Say PDFDocumento6 pagineDont Know What To Say PDFAmolPagdalNessuna valutazione finora
- MTC - Ci 439 - 22.09.2021Documento1 paginaMTC - Ci 439 - 22.09.2021Maris FlorinNessuna valutazione finora
- DWV-1-0910 0910 WebDocumento24 pagineDWV-1-0910 0910 WebHotnCrispy CrispyNessuna valutazione finora
- AEA-Pipe FitingDocumento10 pagineAEA-Pipe Fitingdechi MartinezNessuna valutazione finora
- EE Project MapuaDocumento9 pagineEE Project MapuaGlenn Midel Delos SantosNessuna valutazione finora
- All OvershotsDocumento25 pagineAll OvershotsnjileoNessuna valutazione finora
- Argon Pure GasDocumento1 paginaArgon Pure GasAriyan AriyanNessuna valutazione finora
- Eco Task Force: Integrated Waste Management Subcommittee Annual ReportDocumento9 pagineEco Task Force: Integrated Waste Management Subcommittee Annual ReportsustainableunhNessuna valutazione finora
- Manual de CambiadoresDocumento11 pagineManual de CambiadoresMiguel Angel Medina CastellanosNessuna valutazione finora
- Plant Design of Acetone ProductionDocumento20 paginePlant Design of Acetone ProductionMary Grace VelitarioNessuna valutazione finora
- Cromato AmarilloDocumento3 pagineCromato Amarillohumbertotorresr100% (1)
- Novolac Vinyl Ester Resin: Asecorr 970Documento2 pagineNovolac Vinyl Ester Resin: Asecorr 970Mohammed SafwanNessuna valutazione finora
- Genene Tadesse D. HundeDocumento65 pagineGenene Tadesse D. HundeGadaa TDhNessuna valutazione finora
- EIA923 Schedules 2 3 4 5 M 12 2016 Early ReleaseDocumento31 pagineEIA923 Schedules 2 3 4 5 M 12 2016 Early ReleaseMaria Saucedo SanchezNessuna valutazione finora
- Aliplast Katalog enDocumento140 pagineAliplast Katalog enJelena GraovčevićNessuna valutazione finora
- Elastomer Brochure 2010Documento52 pagineElastomer Brochure 2010mlombardiTONessuna valutazione finora
- Tungaloy - Cutting Tools PDFDocumento1.252 pagineTungaloy - Cutting Tools PDFazb00178Nessuna valutazione finora
- Easypure Ii Reservoir Feed Water Purification System: Operating Manual and Parts List Lt1305X1 Rev. 0Documento42 pagineEasypure Ii Reservoir Feed Water Purification System: Operating Manual and Parts List Lt1305X1 Rev. 0Anonymous 7qn4qmNessuna valutazione finora
- NKK SWITCHES ATseries PDFDocumento33 pagineNKK SWITCHES ATseries PDFcosNessuna valutazione finora
- NZ Container-PartsDocumento32 pagineNZ Container-PartsNagendra PratapNessuna valutazione finora