Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Ak F.A.Q. Dioramas Water Ice&snowDocumento138 pagineAk F.A.Q. Dioramas Water Ice&snowAgustin Maldonado Octavio100% (24)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Design Clearances For Standard Wrenches and SocketsDocumento2 pagineDesign Clearances For Standard Wrenches and SocketsAnonymous aOXD9Juqd100% (3)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Astm D-5363Documento11 pagineAstm D-5363sabaris ks75% (4)
- Bolt Shear StrengthDocumento2 pagineBolt Shear Strengthmnaziria6612Nessuna valutazione finora
- Retroexcavadora WB146Documento586 pagineRetroexcavadora WB146olaff jardinez moreno100% (7)
- Paper Mache Fish FifthDocumento2 paginePaper Mache Fish Fifthapi-303422685Nessuna valutazione finora
- Ministry of Defence Defence Standard 81-41 Part 6: Issue 5 Publication Date 20 August 1999Documento34 pagineMinistry of Defence Defence Standard 81-41 Part 6: Issue 5 Publication Date 20 August 1999Narendar SaggamNessuna valutazione finora
- Tile Adhesives - Kenya StandardDocumento19 pagineTile Adhesives - Kenya StandardChrisNessuna valutazione finora
- b521 bh3100 Series Battery Heaters Rev 0714Documento2 pagineb521 bh3100 Series Battery Heaters Rev 0714ccorp0089Nessuna valutazione finora
- Zerust AxxaCoat90 TechnicalDataSheet RevD2Documento3 pagineZerust AxxaCoat90 TechnicalDataSheet RevD2ccorp0089Nessuna valutazione finora
- 1/2" NPT Thread: Special Characteristics Tube Elbow W/Pipe FTG BDocumento1 pagina1/2" NPT Thread: Special Characteristics Tube Elbow W/Pipe FTG Bccorp0089Nessuna valutazione finora
- B 575 Hydra Liner Installation Instructions Rev 2.26.2019Documento2 pagineB 575 Hydra Liner Installation Instructions Rev 2.26.2019ccorp0089Nessuna valutazione finora
- BH 3110Documento1 paginaBH 3110ccorp0089Nessuna valutazione finora
- Zerust Approval Letter Liquids 10-10-2017Documento3 pagineZerust Approval Letter Liquids 10-10-2017ccorp0089Nessuna valutazione finora
- Expanded Metal (AMICO)Documento12 pagineExpanded Metal (AMICO)ccorp0089Nessuna valutazione finora
- Surface FinishesDocumento2 pagineSurface Finishesccorp0089Nessuna valutazione finora
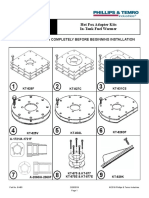
- B 463 Hot Fox Adapter Kits Rev 2.26.2019Documento4 pagineB 463 Hot Fox Adapter Kits Rev 2.26.2019ccorp0089Nessuna valutazione finora
- Tap Drill SizesDocumento2 pagineTap Drill SizeswhitehawkNessuna valutazione finora
- Tap Drill ChartDocumento1 paginaTap Drill Chartccorp0089Nessuna valutazione finora
- External Mounted Magnetostrictive Level TransmitterDocumento6 pagineExternal Mounted Magnetostrictive Level Transmitterjuan vazquezNessuna valutazione finora
- Roughness Numbers micrometers (μm) microinches (μin) ISO Roughness Number Nominal Value of RaDocumento4 pagineRoughness Numbers micrometers (μm) microinches (μin) ISO Roughness Number Nominal Value of Raccorp0089Nessuna valutazione finora
- Chapter 3. Bolted Connection 3.1 Introductory ConceptsDocumento15 pagineChapter 3. Bolted Connection 3.1 Introductory ConceptsJIBEESH01Nessuna valutazione finora
- Electronics Foundations - Basic CircuitsDocumento20 pagineElectronics Foundations - Basic Circuitsccorp0089Nessuna valutazione finora
- Eriks Oring ChartDocumento1 paginaEriks Oring Chartccorp0089Nessuna valutazione finora
- Regular Drill Bits 118 Inserted Spade Drills 135 Chamfer Tools (Used As Drills) 90Documento1 paginaRegular Drill Bits 118 Inserted Spade Drills 135 Chamfer Tools (Used As Drills) 90ccorp0089Nessuna valutazione finora
- Electrical Cheat SheetDocumento2 pagineElectrical Cheat Sheetccorp00890% (1)
- Electrical Wire Sizes AWG To Mm2Documento1 paginaElectrical Wire Sizes AWG To Mm2ccorp0089Nessuna valutazione finora
- American Fastener TablesDocumento7 pagineAmerican Fastener TablesAhmed BdairNessuna valutazione finora
- Are You Properly Specifying MaterialsDocumento7 pagineAre You Properly Specifying Materialsrslama_lecturesNessuna valutazione finora
- KM26 Operation and Installation ManualDocumento36 pagineKM26 Operation and Installation Manualccorp0089Nessuna valutazione finora
- Electrical Wire Sizes AWG Diameter Cross-Sectional Area Mils Inches MM Cmils MMDocumento1 paginaElectrical Wire Sizes AWG Diameter Cross-Sectional Area Mils Inches MM Cmils MMccorp0089Nessuna valutazione finora
- EMD Catalog 2013 01 Vinyl Electrical TapesDocumento56 pagineEMD Catalog 2013 01 Vinyl Electrical Tapesherysyam1980Nessuna valutazione finora
- EMD Catalog 2013 02 Wire ConnectorsDocumento22 pagineEMD Catalog 2013 02 Wire ConnectorsJose Alejandro Mansutti GNessuna valutazione finora
- Catalog, Aerosols Coating (2013)Documento6 pagineCatalog, Aerosols Coating (2013)ccorp0089Nessuna valutazione finora
- FB Sealant CP 25WB Plus PDS Cg1Documento2 pagineFB Sealant CP 25WB Plus PDS Cg1Miguel SordoNessuna valutazione finora
- Barniz Aislante 1601-1602-1603Documento2 pagineBarniz Aislante 1601-1602-1603ralvaradoarayaNessuna valutazione finora
- Idrostop MasticDocumento2 pagineIdrostop MasticPrateek JainNessuna valutazione finora
- SEBD033602Documento380 pagineSEBD033602Biswajit DasNessuna valutazione finora
- Ags X PDFDocumento20 pagineAgs X PDFRepresentaciones y Distribuciones FALNessuna valutazione finora
- Wall Tile Coverage Inspection Work (112) : Check List For Work PermitDocumento2 pagineWall Tile Coverage Inspection Work (112) : Check List For Work PermitEphremHailu100% (1)
- Labels Vol36 Issue5 2014Documento168 pagineLabels Vol36 Issue5 2014fivehours5Nessuna valutazione finora
- Top 25 ASA Product ListDocumento1 paginaTop 25 ASA Product Listmizan sallehNessuna valutazione finora
- Reaching Beyond The BestDocumento16 pagineReaching Beyond The BestHafaifa TaiebNessuna valutazione finora
- Sika® Sealtape B: Product Data SheetDocumento3 pagineSika® Sealtape B: Product Data SheetYulis TanNessuna valutazione finora
- 2019 Fundamentals in Adhesive Bonding Design For PDFDocumento10 pagine2019 Fundamentals in Adhesive Bonding Design For PDFHamza HussainNessuna valutazione finora
- Jurnal Teknologi: The Effect of Steel Yielding On CFRP Plated Steel Member by Partial Interaction TheoryDocumento9 pagineJurnal Teknologi: The Effect of Steel Yielding On CFRP Plated Steel Member by Partial Interaction TheoryZatAdiktifNessuna valutazione finora
- Sikadur®-30: Product Data SheetDocumento4 pagineSikadur®-30: Product Data SheetRandi RahmanNessuna valutazione finora
- MS SikaWrap FX - Penetrating Full SectionDocumento20 pagineMS SikaWrap FX - Penetrating Full SectiontenNessuna valutazione finora
- Trellex Traclag Pulley LaggingDocumento16 pagineTrellex Traclag Pulley LaggingViet Nam M-TechNessuna valutazione finora
- Anchors: Handling, Storage, Installation and Maintenance ManualDocumento30 pagineAnchors: Handling, Storage, Installation and Maintenance Manualpandu lambangNessuna valutazione finora
- Data Sheet SCS9000 SilPruf PDocumento8 pagineData Sheet SCS9000 SilPruf PClef GonadanNessuna valutazione finora
- Teroson VR 20-EnDocumento2 pagineTeroson VR 20-EnDinu MarianNessuna valutazione finora
- Electronics Reworking Flex RepairDocumento6 pagineElectronics Reworking Flex RepairwilbertylNessuna valutazione finora
- Project GuitarDocumento11 pagineProject GuitarMns100% (2)
- Pearlstick SolventDocumento17 paginePearlstick SolventA MahmoodNessuna valutazione finora
- Sheilalandrydesigns Free Pattern SampleDocumento5 pagineSheilalandrydesigns Free Pattern SampleDoso Doso100% (2)
- Uzin KE 603Documento2 pagineUzin KE 603FloorkitNessuna valutazione finora
- Astm f2170 19 Standard Test Method For DeterminingDocumento4 pagineAstm f2170 19 Standard Test Method For DeterminingMonraj BikooNessuna valutazione finora
- REVISION: M: Boeing/Spirit - Maintained Specification ReportDocumento21 pagineREVISION: M: Boeing/Spirit - Maintained Specification ReportMASOUDNessuna valutazione finora
- MultiCore FlowDocumento48 pagineMultiCore FlowPoy ParinphornNessuna valutazione finora