Potrebbero piacerti anche
- Rakesh Yadav 2017Documento13 pagineRakesh Yadav 2017Avaneesh TripathiNessuna valutazione finora
- Notes On AstronomyDocumento1 paginaNotes On AstronomyAvaneesh TripathiNessuna valutazione finora
- The Wise Man's Lesson: Stop Crying Over ProblemsDocumento1 paginaThe Wise Man's Lesson: Stop Crying Over ProblemsOm PrakashNessuna valutazione finora
- Steel Sheet in Coils - Cargo Handbook - The World's Largest Cargo Transport Guidelines WebsiteDocumento6 pagineSteel Sheet in Coils - Cargo Handbook - The World's Largest Cargo Transport Guidelines WebsiteAvaneesh TripathiNessuna valutazione finora
- Angle of ReposeDocumento4 pagineAngle of ReposeAvaneesh Tripathi100% (1)
- The Wise Man's Lesson: Stop Crying Over ProblemsDocumento1 paginaThe Wise Man's Lesson: Stop Crying Over ProblemsOm PrakashNessuna valutazione finora
- The Wise Man's Lesson: Stop Crying Over ProblemsDocumento1 paginaThe Wise Man's Lesson: Stop Crying Over ProblemsOm PrakashNessuna valutazione finora
- How Do You Calculate The Outside Diameter of A Steel Coil Based On The Weight Width and Inside DiameterDocumento1 paginaHow Do You Calculate The Outside Diameter of A Steel Coil Based On The Weight Width and Inside DiameterAvaneesh TripathiNessuna valutazione finora
- Eimw PDFDocumento38 pagineEimw PDFSamil JugliNessuna valutazione finora
- KFKJFJF NoierDocumento2 pagineKFKJFJF NoierAvaneesh TripathiNessuna valutazione finora
- PVR CinemasDocumento1 paginaPVR CinemasAvaneesh TripathiNessuna valutazione finora
- Steel CargoDocumento49 pagineSteel Cargozescribder11100% (2)
- Railway color scheme for track machine wagonsDocumento2 pagineRailway color scheme for track machine wagonsAvaneesh TripathiNessuna valutazione finora
- Longevity secrets revealed: How to judge longevity based on astrological housesDocumento1 paginaLongevity secrets revealed: How to judge longevity based on astrological housesAvaneesh TripathiNessuna valutazione finora
- Benefic Planets in AshtakavargaDocumento1 paginaBenefic Planets in AshtakavargaAvinash AhvadNessuna valutazione finora
- Fo"K % Lanhkz%: Dme (Freight), Ministry of Railway, Railway Board, New Delhi-110001Documento2 pagineFo"K % Lanhkz%: Dme (Freight), Ministry of Railway, Railway Board, New Delhi-110001Avaneesh TripathiNessuna valutazione finora
- Malefic Planets: 1. What About Traditional Planetary Classifications Such As Benefic, Malefic, and Neutral?Documento1 paginaMalefic Planets: 1. What About Traditional Planetary Classifications Such As Benefic, Malefic, and Neutral?Avaneesh TripathiNessuna valutazione finora
- UpachayasDocumento3 pagineUpachayasArvind YaduvanshiNessuna valutazione finora
- DME (Freight), Ministry of Railway, Railway Board, New Delhi-110001Documento2 pagineDME (Freight), Ministry of Railway, Railway Board, New Delhi-110001Avaneesh TripathiNessuna valutazione finora
- Explore Jaipur, India's Pink CityDocumento14 pagineExplore Jaipur, India's Pink CityAvaneesh TripathiNessuna valutazione finora
- Sgfiouswopigj Oig Oig NRDocumento2 pagineSgfiouswopigj Oig Oig NRAvaneesh TripathiNessuna valutazione finora
- Bridge - Rules and Variations of The Card GameDocumento25 pagineBridge - Rules and Variations of The Card GameAvaneesh TripathiNessuna valutazione finora
- Ministry of Railway,: DME (Freight)Documento2 pagineMinistry of Railway,: DME (Freight)Avaneesh TripathiNessuna valutazione finora
- Lanhkz%: Dme (Freight), Ministry of Railway, Railway Board, New Delhi-110001Documento2 pagineLanhkz%: Dme (Freight), Ministry of Railway, Railway Board, New Delhi-110001Avaneesh TripathiNessuna valutazione finora
- Fo"K % Lanhkz%:), Ministry of Railway, Railway BoardDocumento2 pagineFo"K % Lanhkz%:), Ministry of Railway, Railway BoardAvaneesh TripathiNessuna valutazione finora
- Fo"K % Lanhkz%: Dme (Freight), Ministry of Railway, Railway Board, New Delhi-110001Documento2 pagineFo"K % Lanhkz%: Dme (Freight), Ministry of Railway, Railway Board, New Delhi-110001Avaneesh TripathiNessuna valutazione finora
- DME (Freight), Ministry of Railway, Railway Board, New Delhi-110001Documento2 pagineDME (Freight), Ministry of Railway, Railway Board, New Delhi-110001Avaneesh TripathiNessuna valutazione finora
- Fo"K % Lanhkz%: Dme (Freight), Ministry of Railway, Railway Board, New Delhi-110001Documento1 paginaFo"K % Lanhkz%: Dme (Freight), Ministry of Railway, Railway Board, New Delhi-110001Avaneesh TripathiNessuna valutazione finora
- Fo"K % Lanhkz%: Dme (Freight), Ministry of Railway, Railway Board, New Delhi-110001Documento1 paginaFo"K % Lanhkz%: Dme (Freight), Ministry of Railway, Railway Board, New Delhi-110001Avaneesh TripathiNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Fire Protection Philosophy and Design GuideDocumento49 pagineFire Protection Philosophy and Design Guidec_nghia100% (5)
- BP 304 T. Pharmaceutical Engineering (Theory) Unit Iii: B. Pharm. Third SemesterDocumento33 pagineBP 304 T. Pharmaceutical Engineering (Theory) Unit Iii: B. Pharm. Third SemesterArghadeep BhattacharjeeNessuna valutazione finora
- Flow Stress or True StressDocumento7 pagineFlow Stress or True StressRajshekar NagarajNessuna valutazione finora
- Potable Water PumpingDocumento38 paginePotable Water PumpingThiruvasagam SubramanianNessuna valutazione finora
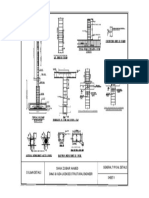
- Lapping and splicing details for reinforced concrete columnsDocumento1 paginaLapping and splicing details for reinforced concrete columnsVinod Masani100% (1)
- Doi 10 1016 2FB978 0 08 055294 1 00270 1 Efron N Comprehensive Biomaterials Development of Contact Lenses From A Biomaterial Point of View PDFDocumento25 pagineDoi 10 1016 2FB978 0 08 055294 1 00270 1 Efron N Comprehensive Biomaterials Development of Contact Lenses From A Biomaterial Point of View PDFchayan sarbadhikariNessuna valutazione finora
- Alliant Powder Reloaders Guide - 2021Documento96 pagineAlliant Powder Reloaders Guide - 2021Heywood JablowmeNessuna valutazione finora
- Kolej Yayasan Pelajaran Johor Assignment 3 Sesi Ogos/September 2021Documento8 pagineKolej Yayasan Pelajaran Johor Assignment 3 Sesi Ogos/September 2021koko sampNessuna valutazione finora
- 711-Copes Vulcan Vo II DesuperheaterDocumento8 pagine711-Copes Vulcan Vo II DesuperheaterWADENessuna valutazione finora
- Force of FrictionDocumento30 pagineForce of FrictiongearnhaleNessuna valutazione finora
- Load-Displacement Behaviour of Socketed Piers-Hamilton General HospitalDocumento9 pagineLoad-Displacement Behaviour of Socketed Piers-Hamilton General HospitalAnonymous v1blzDsEWANessuna valutazione finora
- Boltzmann's and Saha's EquationsDocumento22 pagineBoltzmann's and Saha's Equationssujayan2005Nessuna valutazione finora
- Details of KO DrumDocumento7 pagineDetails of KO Drumnishank soniNessuna valutazione finora
- Tos Notes 1,2,3Documento13 pagineTos Notes 1,2,3Star Youtuber Prashant100% (1)
- Robatherm EcoDry EngDocumento8 pagineRobatherm EcoDry Engcandra ramadhanNessuna valutazione finora
- Solutions For Physics and ChemistryDocumento52 pagineSolutions For Physics and ChemistryPsatis PatelNessuna valutazione finora
- Natural DisastersDocumento2 pagineNatural DisastersChue Sandi Woon SettNessuna valutazione finora
- Duct Design ChartDocumento7 pagineDuct Design ChartMohsen HassanNessuna valutazione finora
- Drill Pipe Eng PDFDocumento8 pagineDrill Pipe Eng PDFTariq ChagouriNessuna valutazione finora
- Melting and Solidification of A Metal System in A Rectangular CavityDocumento11 pagineMelting and Solidification of A Metal System in A Rectangular CavityLucas SantosNessuna valutazione finora
- Final Bridge Design Report (Berhampur AniDocumento98 pagineFinal Bridge Design Report (Berhampur AniYogesh Indolia100% (6)
- Practice MCDocumento2 paginePractice MCRiaz AbdullaNessuna valutazione finora
- Air Conditioning Condenser GuideDocumento2 pagineAir Conditioning Condenser GuideRohit ShresthaNessuna valutazione finora
- Assignment 2 BLT AE19B102Documento34 pagineAssignment 2 BLT AE19B102Anuj NigamNessuna valutazione finora
- Chapter 1 - Crystal Structure - Part 1 PDFDocumento45 pagineChapter 1 - Crystal Structure - Part 1 PDFGoh boon tongNessuna valutazione finora
- Manufacturing Operations GuideDocumento4 pagineManufacturing Operations GuidetarasasankaNessuna valutazione finora
- 1963-Nucleate Boiling Characteristics and The Critical Heat Flux Occurrence in Subcooled Axial-Flow Water Systems PDFDocumento36 pagine1963-Nucleate Boiling Characteristics and The Critical Heat Flux Occurrence in Subcooled Axial-Flow Water Systems PDFTahok24Nessuna valutazione finora
- TM 9 230 001 Machine Gun Mounts 1943Documento62 pagineTM 9 230 001 Machine Gun Mounts 1943rjwgdiNessuna valutazione finora
- Determining SIMS Relative Sensitivity Factors From Ion Implanted External StandardsDocumento3 pagineDetermining SIMS Relative Sensitivity Factors From Ion Implanted External StandardsLuigi HernándezNessuna valutazione finora
- S8 Tiger: Think ForwardDocumento17 pagineS8 Tiger: Think ForwardASRAR AHMED KHANNessuna valutazione finora